

- The sprue is the primary vertical channel connecting the machine nozzle to the runner system.
- Runners distribute molten plastic horizontally from the sprue to each gate and cavity.
- Cold runner systems generate waste scrap; hot runner systems eliminate sprue and runner waste.
- Proper runner balancing ensures uniform fill pressure across all cavities in a multi-cavity mold.
- Gate location and runner geometry directly affect part quality, cycle time, and material waste.
What Is the Difference Between a Sprue and a Runner?
The sprue is the main vertical channel that connects the injection molding machine nozzle directly to the mold; the runner is the horizontal branching network that distributes melt from the sprue to each individual puerta1. A sprue has a single entry point and a tapered bore (typically 3–7 mm diameter), while runners are machined into the mold parting line and branch to feed multiple cavities simultaneously.
In our factory, understanding this distinction is fundamental to gating design. The sprue sets the pressure entry point; the runner balances flow to all cavities; the puerta controls fill rate and freeze-off sequence. Errors at any level—oversized sprue, unbalanced runners, or mislocated gates—cascade into part defects ranging from short shots to excessive flash.
What Is a Sprue and How Does It Work?
A sprue is a tapered cylindrical channel bored through the sprue bushing, which is located at the mold’s center and aligned with the machine nozzle. The taper (typically 1°–3° included angle) allows the solidified sprue slug to pull free during mold opening. The sprue bushing is hardened steel, ground to a matching radius that seats against the machine nozzle to prevent melt leakage.
Why Sprue Geometry Matters in Daily Production
During injection, molten plastic enters the sprue at the machine nozzle tip, flows downward through the tapered bore, and enters the sistema de corredores2 at the sprue’s base. The sprue cools last in a cold runner system because it has the largest cross-section. This extends cycle time compared to hot runner designs, where a heated manifold replaces the cold sprue entirely.
Sprue dimensions are critical. An undersized sprue creates high pressure drop3 and fill restrictions; an oversized sprue increases material waste, extends cycle time, and may create a cosmetic witness mark if the sprue puller pin leaves a scar. In our factory, we size the sprue entrance diameter to be at least 1 mm larger than the machine nozzle orifice to prevent flow restriction while minimizing waste.
The sprue puller pin is a feature opposite the sprue bushing that retains the solidified sprue slug on the ejection side of the mold during opening, ensuring clean separation. Without a properly designed sprue puller, the sprue may stick in the bushing, halting production. Cold slugs from the sprue-nozzle interface are captured by a cold-slug well at the sprue base, preventing cold material from entering the runner and cavities.
“The sprue taper is essential for allowing the solidified slug to eject cleanly from the sprue bushing.”Verdadero
Without taper, the solidified sprue grips the bushing walls by mechanical interference, causing it to stick. A 1°–3° draft on the sprue bore provides the release geometry needed for reliable automatic ejection every cycle.
“The sprue must always be located at the geometric center of the mold.”Falso
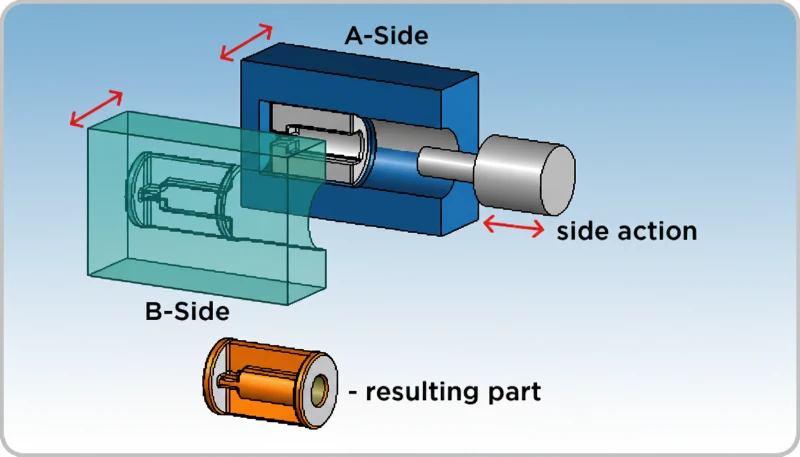
Sprue location is determined by the machine’s tie-bar spacing and nozzle position, not by the mold’s geometric center. For side-gated molds or multi-cavity molds with asymmetric layouts, the sprue may be offset from center as long as it aligns with the nozzle axis.
What Is a Runner System and What Types Exist?
The runner system is the network of channels machined into the mold parting line (or in a separate runner plate) that carries melt from the sprue base to the gates of each cavity. Runner cross-sections are typically full-round (ideal for flow efficiency), trapezoidal (easy to machine in one mold half), or half-round. Full-round runners have the lowest pressure drop per unit length and are preferred for demanding applications.
Runner systems fall into two primary categories. Cold runner systems keep the runner at ambient mold temperature, allowing the plastic to solidify each cycle and producing runner scrap that must be ground and recycled or discarded. Cold runners are simpler and cheaper to build but generate material waste of 10–30% of total shot weight. Hot runner systems maintain the runner at melt temperature using electric heater cartridges and thermocouples, eliminating runner scrap and reducing cycle time by 10–30%.
Within cold runner systems, naturally balanced layouts (like H-tree or radial runners) ensure equal runner length from sprue to each gate, producing uniform fill pressure across all cavities. Artificially balanced runners use asymmetric channel diameters to equalize fill despite unequal path lengths. For critical multi-cavity molds, our factory uses Melt Flipper technology or MeltFusion runner balancing to eliminate cavity-to-cavity variation caused by shear-induced melt imbalances.
Runner diameter must be sized based on material flow length, shot weight, and cycle time targets. General guidelines specify runner diameters of 4–10 mm for most commodity resins. Undersized runners cause excessive pressure drop, fill imbalance, and degraded surface quality. Oversized runners waste material and increase cycle time. Our análisis del flujo de moldes service optimizes runner diameter, length, and branching geometry to minimize waste while ensuring balanced fill.
“Hot runner systems eliminate runner scrap and reduce cycle time compared to cold runner molds.”Verdadero
By maintaining the runner at melt temperature, hot runner systems prevent solidification between shots. This eliminates runner material waste entirely and removes the cooling time needed to solidify the runner, reducing cycle time by 10–30%.
“Hot runner systems are always the best choice for multi-cavity injection molds.”Falso
Hot runner systems add $5,000–$30,000 to tooling cost and require more complex maintenance. For low-volume runs (< 50,000 parts), heat-sensitive materials, or applications where color changes are frequent, cold runner systems remain more economical and practical.
How Does the Gate Connect the Runner to the Cavity?
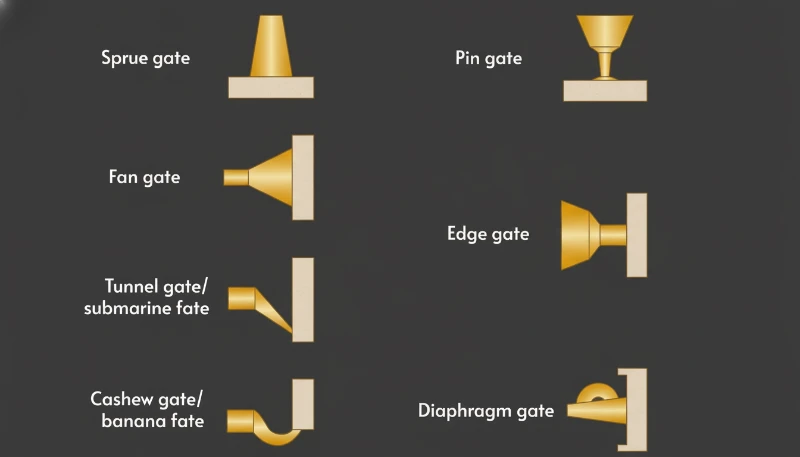
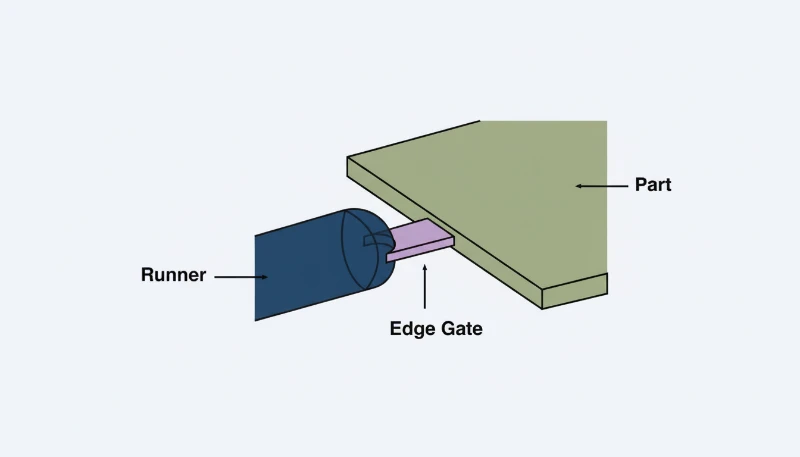
The gate is the restricted opening at the end of the runner that controls material entry into the cavity. Gate size, location, and type profoundly affect part quality. Typical gate types include edge gates (simple, versatile), submarine gates (self-degating, hidden on part), pin gates (small point entry, used in hot runner systems), fan gates (for wide, flat parts), and film gates (thin film across entire edge for stress-free fill).
Gate sizing follows the rule that gate cross-section should be 50–80% of the wall thickness at the gate location. Undersized gates cause jetting, excessive shear heating, and premature freeze-off before the cavity is full. Oversized gates leave visible vestige marks and require longer hold time. Gate location should be at the thickest wall section to ensure fill flows from thick to thin, preventing air entrapment and weld line formation in critical areas.
In our factory, gate location decisions are validated using mold flow analysis before mold cutting. Simulation identifies weld line positions, air trap locations, and fill pressure distribution for proposed gate positions. By comparing alternatives in simulation, we optimize gate placement to minimize weld lines on structural features and eliminate air traps that would otherwise require manual venting operations. In our shop, we usually flag runner imbalance once cavity pressure variation starts pushing hold-pressure adjustment outside the normal window, because that is where cosmetic stability and dimensional repeatability start to drift together.
Sprue vs Runner vs Gate: Key Comparison
| Característica | Colada | Corredor | Puerta |
|---|---|---|---|
| Ubicación | Vertical, center of mold | Parting line, branching | Cavity entry point |
| Cross-section | Tapered cylinder, 3–7 mm | Round/trap, 4–10 mm | 0.5–3 mm typical |
| Función | Entry from machine nozzle | Distributes melt to gates | Controls fill rate |
| Waste in cold system | Sprue slug (significant) | Runner scrap (10–30%) | Gate vestige (small) |
| Hot variant | Heated sprue bushing | Hot runner manifold | Hot tip or valve gate |
| Defect if undersized | Fill restriction, slow cycle | Pressure drop, imbalance | Jetting, short shot |
| Defect if oversized | Long cycle, large slug | Excessive waste | Visible vestige mark |
The table above clarifies that while sprue, runner, and gate all serve the purpose of delivering melt to cavities, each operates at a different scale and with different design priorities. Sprue design is driven by machine compatibility; runner design by cavity balance and material efficiency; gate design by part aesthetics, structural requirements, and fill dynamics.
Quick Design Priorities Before You Cut Steel
- Sprue priority: match the machine nozzle radius and keep enough taper for clean automatic release.
- Runner priority: keep flow length and section balanced so each cavity sees similar pressure and temperature history.
- Gate priority: place it where the part can pack well, hide vestige, and avoid weld lines in structural zones.
In our mold shop, the fastest way to create debugging work is to treat the sprue, runner, and gate as separate decisions. We review them as one pressure-delivery system, because a runner that looks efficient on paper can still create imbalance if the gate freezes too early or the sprue diameter is oversized for the actual shot.
If you review those three priorities together, the comparison table becomes more than a definition chart. It becomes a checklist for deciding whether the mold will run with balanced filling, acceptable gate vestige, and predictable cycle time once production starts.
How Does the Injection Molding Process Flow Through Sprue and Runner?
During injection, the sequence is: machine nozzle → sprue → primary runner → secondary runner → gate → cavity. Melt enters at 200–400°C and 500–2,000 bar injection pressure. Pressure drops at each transition: approximately 10–30% through the sprue, 20–40% through the runner, and 20–50% through the gate. The remaining cavity fill pressure must be sufficient to pack the cavity and compensate for shrinkage during solidification.
The injection molding process cycle integrates sprue and runner cooling into overall cycle time optimization. In cold runner molds, the sprue is typically the last element to solidify due to its large cross-section. Cycle time cannot advance to ejection until the sprue is frozen enough to demold cleanly. This constraint motivates hot runner adoption for high-volume molds where cycle time directly drives cost.
Common Design Mistakes That Connect Sprue, Runner, and Gate Problems
Most sprue, runner, and gate failures are connected rather than isolated. An oversized sprue can keep too much hot material ahead of the runner. A poorly sized runner can steal pressure from the far cavity. A badly placed gate can then turn that imbalance into weld lines, burn marks, or visible vestige.
Why these mistakes travel together
- Sprue errors change the pressure and thermal condition entering the runner.
- Runner errors change how evenly each cavity receives melt.
- Gate errors decide where the imbalance finally appears on the part.
That is why our factory reviews the feed path in sequence. We first confirm that the sprue matches machine nozzle geometry and shot size. Then we check whether the runner is truly balanced for the chosen resin and cavity pattern. Only after that do we verify whether gate size and location support venting, packing, and freeze-off in the real production window.
For buyers and project engineers, the takeaway is practical: when one feed-system variable changes, the other two should be reviewed too. A resin change, cavity-count change, or cycle-time target shift can invalidate a feed path that once looked acceptable. Treating sprue, runner, and gate as one engineered system prevents expensive correction after steel is cut.
How to Troubleshoot Feed-System Defects on the Shop Floor
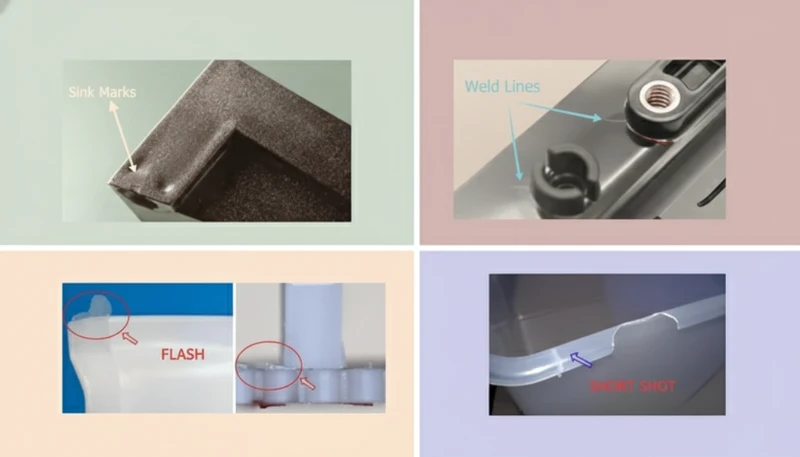
Shop-floor troubleshooting starts by matching the visible defect to the exact point where melt control was lost. If one cavity consistently runs short while another flashes, the runner balance is suspect before the molding technician changes the recipe. If vestige grows, weld lines migrate, or pack variation follows a cavity pattern, the gate and runner should be inspected as a connected system.
What we check first on the press
- Cavity-to-cavity pattern: look for repeating imbalance rather than isolated cosmetic noise.
- Gate condition: confirm land wear, vestige growth, and freeze-off consistency.
- Runner condition: check for residue, damage, or steel wear near turns and restrictions.
- Sprue entry: verify nozzle seating, leakage, and pressure loss at the bushing.
Once those basics are confirmed, process changes become more meaningful. Raising injection pressure can hide a design mismatch for one trial, but it rarely creates a stable window for long production. A runner that only fills after aggressive compensation is still a weak runner design, and a gate that only packs correctly at the edge of the process window is still a gate issue waiting to return.
We also compare defect behavior with resin sensitivity, maintenance history, and the tool’s wear pattern. Heat-sensitive materials punish long residence time in oversized channels. Filled resins can change flow behavior after runner corners wear. A cavity that drifts lean over time may not need a new setup sheet at all; it may need steel correction, cleaning, or a restored gate edge.
Visual QA Checklist Before Approving Production
Before a mold moves from trial approval into regular production, we prefer to review one last visual checklist that links the feed system directly to part quality. The questions are practical: does the gate vestige sit on a non-cosmetic face, do weld lines avoid ribs and screw bosses, do packed dimensions stay stable from cavity to cavity, and can the operator separate parts from cold-runner scrap without secondary trimming work? If those answers are weak, the mold may still run, but it will not run effortlessly.
Final QA Review Before Release
This final review matters because many feed-system mistakes are expensive precisely when they are not dramatic. A runner that is only slightly unbalanced may still produce saleable parts, yet force constant hold-pressure adjustment. A gate that is only slightly oversized may hide itself until a customer complains about appearance variation. A sprue that is only slightly restrictive may pass a short trial but begin limiting process window when ambient conditions shift or when a different machine is assigned to the same tool. Those are the real-world cases where disciplined design review saves more money than emergency troubleshooting later.

What We Review Between Trial and Release
Between the first acceptable trial and full production release, we do not just look at whether the part filled.
We look at whether the mold can keep filling the same way across shifts, machines, operators, and resin lots. That sounds conservative, but feed-system problems are usually expensive because they are repeatable, not because they are dramatic.
Why Stable Release Criteria Matter
A runner that is slightly too small may still pass a daytime trial when the material is dry and the press is stable, then turn into a narrow process window on a hotter day or on a machine with a slightly different nozzle interface.
A gate that looks fine on one cavity can become the visible weak point once hold pressure, regrind ratio, or cavity balance changes. In other words, the last review before release is really a stability review.
How the Final Review Sequence Works
We normally walk through that review in a fixed order. First, we confirm that the sprue bushing seats cleanly and that there is no evidence of leakage, stringing, or inconsistent pull-out that would point to a nozzle mismatch. Second, we review runner balance by comparing cavity fill behavior, part weight spread, and any pattern in cosmetic variation. Third, we inspect the gate area for vestige growth, blush, splay, shear marks, and freeze-off behavior.
Key Review Points at Each Stage
| Stage | Main Check | Decision Signal |
|---|---|---|
| Trial Run | Verify fill quality, cavity balance, and obvious defects | Can the mold pass an acceptable sample run? |
| Release Review | Confirm SOP fit, process stability, and production readiness | Can the mold repeat the same result across shifts and machines? |
| Post-Release Follow-Up | Watch ongoing production, maintenance load, and feedback | Does performance remain stable in routine manufacturing? |
Why We Recheck All Three Together
If one of those three checks is weak, the other two usually need to be revisited as well. That is why experienced mold teams do not treat sprue, runner, and gate as isolated geometry features. They treat them as one linked pressure path that has to remain stable from the machine nozzle all the way to the end of packing.
How We Decide Whether the Feed Path Is Production-Ready
A production-ready feed path is one that gives the operator a normal process window instead of a heroic one. We want the mold to start consistently, pack consistently, and release consistently without relying on the exact same technician making constant micro-adjustments. For that reason, we compare the final inspection photos with the actual molding record.
If cavity weight variation widens, if one cavity starts showing earlier freeze-off, or if gate vestige becomes more visible after a small process shift, that is evidence that the design margin is thinner than it looked during the original sample run. The geometry may still be technically functional, but it is not yet robust enough for routine production.
Production-Ready Decision Guide
| Signal | Significado |
|---|---|
| Stable cavity weight | The feed path still has process margin |
| Early freeze-off or visible vestige shift | The design may work, but not robustly enough for release |
We also use this stage to translate engineering observations into purchasing and quality language. Buyers care about scrap, cycle time, maintenance risk, and cosmetic consistency more than they care about the vocabulary of feed-system design.
Buyer Review Questions
- Will the cold runner add regrind handling that the customer did not expect?
- Will the current gate location leave a visible witness mark on a consumer-facing surface?
- Will the chosen runner size tolerate resin or machine changes without creating fresh imbalance?
When the answers are clear, the article’s comparison between sprue, runner, and gate becomes more than theory. It becomes a purchasing and launch checklist that helps prevent late corrections after steel has already been cut and validated.
Preguntas frecuentes
What is the difference between a sprue and a runner?
The sprue is the main vertical channel from the machine nozzle into the mold, while the runner is the horizontal distribution path that carries melt from the sprue to each gate.
Does every injection mold have both a sprue and a runner?
Most cold runner molds do, but some hot runner systems replace the conventional cold sprue and runner path with heated components that keep material molten to the gate.
Why is runner balance important in a multi-cavity mold?
Runner balance matters because unequal flow length or pressure drop causes cavities to fill and pack differently, which leads to weight variation, flash, short shots, and unstable process windows.
When should a hot runner system be used instead of a cold runner?
A hot runner is usually worth considering when volume is high enough for scrap reduction and cycle-time savings to offset the higher tooling cost and maintenance complexity.
How does gate size affect part quality?
Gate size controls shear, fill speed, freeze-off timing, and vestige, so an undersized gate can cause short shots or jetting while an oversized gate can leave visible marks and increase packing time.
What should buyers review before approving sprue and runner design?
Buyers should review nozzle compatibility, runner balance, gate location, expected scrap level, cycle-time impact, and whether the feed path will stay stable across routine production changes.
-
Terminology reference for mold feed paths and gating relationships in injection molding systems.↩
-
Sprue-to-runner transfer is typically reviewed together with bushing seating, cooling behavior, and pressure loss during mold validation.↩
-
Pressure-drop guidance depends on resin viscosity, runner cross-section, gate restriction, and the final cavity packing target during process setup.↩






