 Ir al contenido
Ir al contenido 
Soluciones de acero para moldes con pulido de precisión
Mejore el rendimiento de los moldes de inyección con las soluciones de pulido de precisión ZetarMold. Descubra las técnicas de los expertos para obtener acabados superiores en acero para moldes.
Recursos para soluciones de acero para moldes de inyección con pulido de precisión
¿Qué es el pulido de precisión del acero para moldes de inyección?
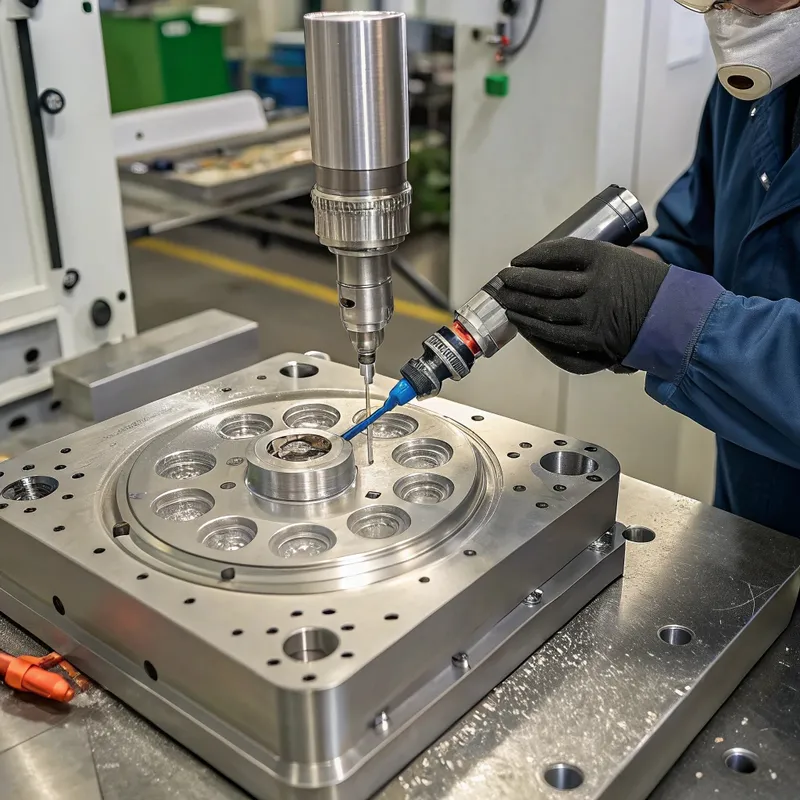
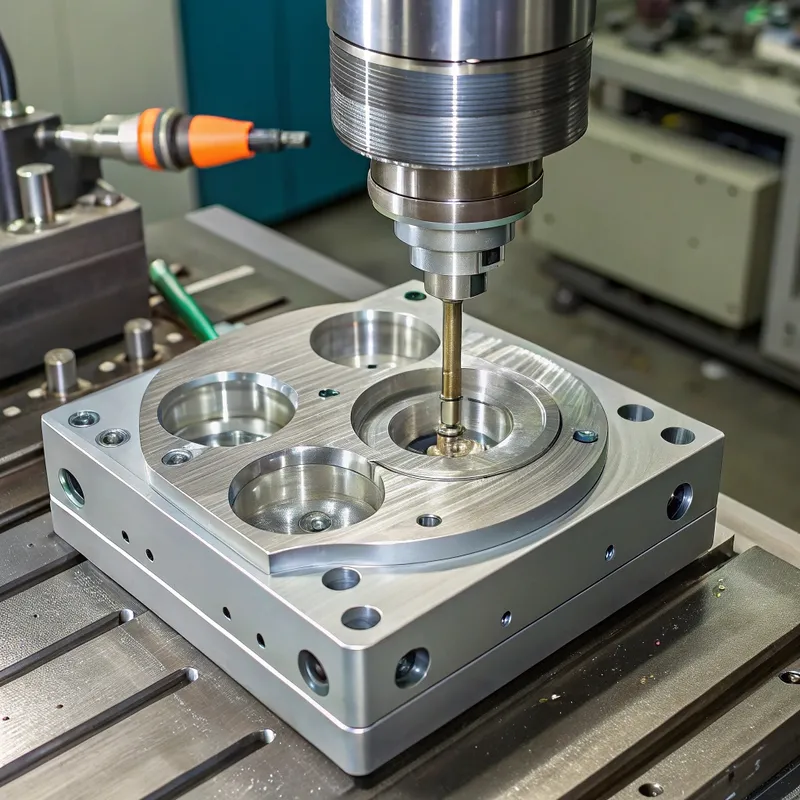
El pulido de precisión para moldes de inyección de acero hace referencia a una serie de meticulosas operaciones mecánicas y/o químico-mecánicas de acabado superficial realizadas en la cavidad, el núcleo y otras superficies funcionales de un molde de inyección fabricado con acero para herramientas. El objetivo principal es lograr una textura superficial específica y muy refinada, normalmente un acabado tipo espejo o una superficie mate o texturizada controlada con precisión, según dicten los requisitos del producto final.
Nombre técnico completo: Acabado superficial de precisión de aceros para herramientas de moldeo por inyección.
Alias comunes: Pulido de moldes, pulido de herramientas, pulido de cavidades, acabado espejo (para alto brillo).
1. Principios básicos:
① Eliminación progresiva de material: El pulido consiste en la eliminación secuencial de capas microscópicas de acero utilizando abrasivos cada vez más finos. Cada paso elimina los arañazos y las imperfecciones superficiales dejadas por el paso anterior, más basto.
② Integridad de la superficie: El objetivo del proceso es mejorar la integridad de la superficie del acero eliminando las marcas de mecanizado, las capas refundidas por electroerosión y otros defectos, lo que da lugar a una superficie homogénea y lisa.
③ Precisión dimensional: Mientras se retira el material, el pulido de precisión debe mantener las dimensiones críticas y las tolerancias geométricas del molde.
④ Conseguir el acabado especificado: El objetivo final es cumplir una norma de acabado superficial predefinida, como las establecidas por la Sociedad de la Industria del Plástico (SPI), o especificaciones personalizadas.
2. Conceptos básicos:
① Acero para moldes: Los aceros para herramientas especializados (por ejemplo, P20, H13, S7, 420SS) se utilizan para moldes de inyección debido a su dureza, tenacidad, resistencia al desgaste y capacidad de pulido. La elección del acero influye significativamente en el nivel de pulido alcanzable y en el esfuerzo necesario.
Rugosidad superficial (Ra, Rz): Medidas cuantificables de la textura superficial. Ra (Rugosidad media) es la media aritmética de los valores absolutos de las desviaciones de la altura del perfil con respecto a la línea media. Los valores Ra más bajos indican superficies más lisas.
③ Unidades de brillo (GU): Medida de la reflexión especular (brillo) de una superficie.
④ Abrasivos: Se utilizan materiales como compuestos de diamante, óxido de aluminio, carburo de silicio y piedras de lapeado especializadas en distintos tamaños de grano.
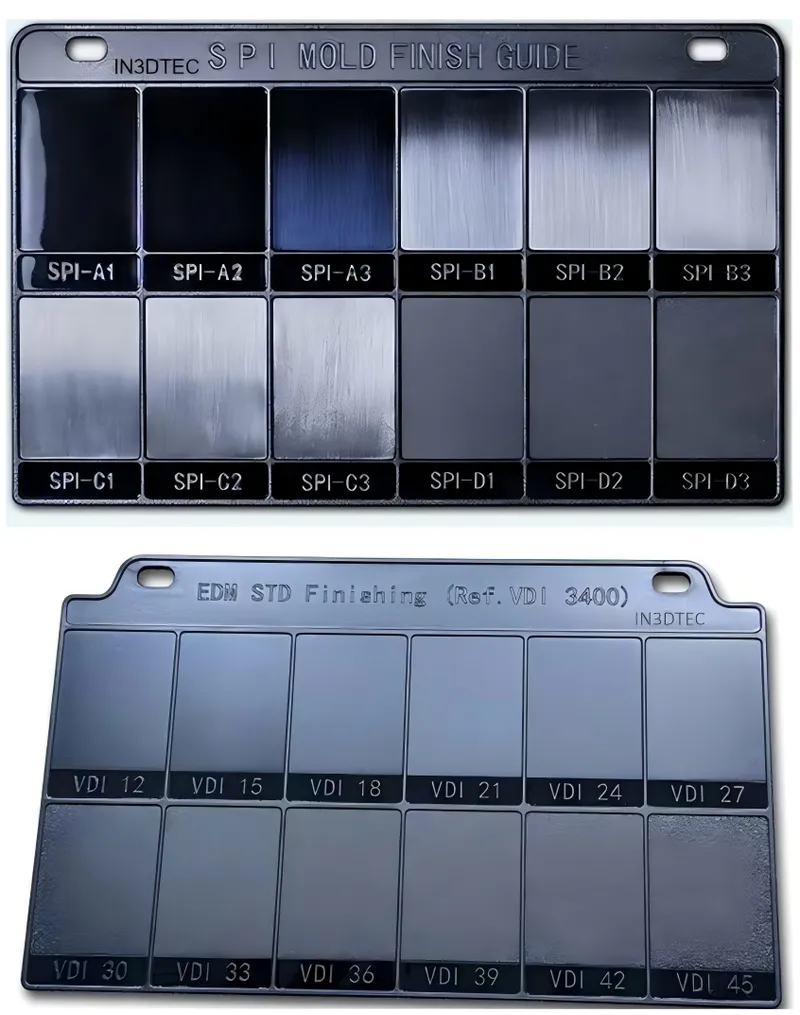
⑤ Estándares de acabado SPI: Directrices aceptadas por la industria (de A-1 a D-3) que clasifican los acabados superficiales de los moldes de espejo de alto brillo a mate/chorreado.

El papel crucial del pulido en el éxito del moldeo por inyección
El pulido de precisión no se limita a dar brillo al molde, sino que desempeña un papel polifacético:
1. Parte Estética:
El acabado de la superficie del molde se reproduce directamente en la pieza de plástico. Un molde de alto brillo produce una pieza de alto brillo, fundamental para la electrónica de consumo, los interiores de automóviles y los envases premium.
2. Liberación de la pieza (expulsión):
Las superficies de molde más lisas reducen la fricción, lo que facilita la expulsión de la pieza de plástico. Esto puede reducir los tiempos de ciclo, reducir la tensión de la pieza y minimizar la necesidad de agentes de desmoldeo.
3. Durabilidad y vida útil del molde:
Una superficie bien pulida suele ser más resistente a la corrosión y el desgaste, sobre todo si se eliminan las tensiones residuales del mecanizado. También puede evitar el ensuciamiento prematuro por residuos plásticos.
4. Claridad óptica:
Para piezas transparentes como lentes o tubos de luz, es esencial un pulido de calidad excepcional (SPI A-1 o superior) para conseguir claridad óptica y evitar la dispersión de la luz.
5. Características del flujo:
Una superficie muy pulida puede influir en el flujo del plástico fundido dentro de la cavidad del molde, aunque suele ser un efecto secundario en comparación con el diseño de la compuerta y la temperatura de la masa fundida.
6. Limpieza y mantenimiento:
Las superficies más lisas son más fáciles de limpiar y menos propensas a la acumulación de material.

Clasificaciones y tipos de pulimentos para moldes
Los abrillantadores con moho pueden clasificarse en función de varios criterios:
1. Basado en el acabado superficial alcanzado (por ejemplo, normas SPI):
- SPI A-1 (Grado #3 Diamond Buff): Máximo brillo, como un espejo, ópticamente transparente. Se consigue con un pulido diamantado de 0-1 micra. (por ejemplo, para lentes, reflectores de gama alta).
- SPI A-2 (Grado #6 Diamond Buff): Alto brillo, espejo fino. Se consigue con un pulido diamantado de 2-3 micras. (por ejemplo, para piezas cosméticas de alta calidad).
- SPI A-3 (Grado #15 Diamond Buff): Brillo medio, reflejo fino. Se consigue con un pulido diamantado de 3-5 micras.
- SPI B-1 (papel de grano 600): Semibrillante, satinado fino. Sin arañazos visibles.
- SPI B-2 (papel de grano 400): Semibrillante, satinado medio.
- SPI B-3 (papel de grano 320): Semibrillante, satinado grueso.
- SPI C-1 (piedra de grano 600): Acabado mate, piedra fina.
- SPI C-2 (piedra de grano 400): Acabado mate, piedra media.
- SPI C-3 (Piedra de grano 320): Acabado mate, piedra tosca.
- SPI D-1 (Chorro seco #11 perla de vidrio): Mate mate, chorro fino.
- SPI D-2 (Óxido de chorro seco #240): Mate opaco, chorro medio.
- SPI D-3 (Óxido de chorro seco #24): Mate opaco, chorro grueso.
- (Nota: también existen otras normas como la VDI (alemana), especialmente para superficies texturadas).
2. Basado en el método de pulido:
- Pulido manual: Técnicos altamente cualificados utilizan herramientas manuales (piedras, palillos de lapeado, fieltros, paños) con compuestos abrasivos. Ofrece precisión y control para geometrías complejas.
- Pulido asistido por máquina: Utiliza herramientas motorizadas como pulidoras rotativas, pulidoras ultrasónicas o lapeadoras para acelerar el proceso, especialmente en superficies grandes o más sencillas. A menudo se combina con retoques manuales.
- Pulido automatizado (robotizado): Emergente para tareas de pulido de gran volumen o repetitivas, pero aún se enfrenta a retos con superficies 3D complejas.
3. En función de la finalidad/aplicación:
- Pulimento óptico: Claridad extrema, defectos mínimos (SPI A-1 o especificaciones personalizadas para piezas ópticas).
- Esmalte cosmético de alto brillo: Para productos de consumo visualmente atractivos (normalmente SPI A-2 a B-1).
- Polaco funcional: Destinadas a mejorar el desprendimiento o la resistencia al desgaste, pueden no requerir un alto brillo (por ejemplo, los grados SPI B o C).
- Pulido previo a la textura: Se requiere un acabado liso específico (por ejemplo, SPI C-1) antes de aplicar el grabado químico o el texturizado láser.
- Acabado mate/satinado: Intencionadamente no reflectante, a menudo conseguido con abrasivos finos o granallado.
Industrias y aplicaciones clave que exigen un pulido de precisión
Diversas industrias dependen en gran medida de moldes pulidos con precisión:
1. Automóvil:
Lentes de los faros delanteros, cubiertas de las luces traseras, componentes de la tapicería interior (salpicadero, consolas con acabados de alto brillo), piezas de aspecto cromado.
2. Electrónica de consumo:
Carcasas para teléfonos inteligentes, ordenadores portátiles, televisores y electrodomésticos que requieren superficies elegantes y brillantes.
3. Productos sanitarios:
Componentes ópticamente transparentes (cubetas, productos desechables para diagnóstico), carcasas para equipos médicos, dispositivos implantables (donde la suavidad de la superficie es crítica para la biocompatibilidad).
4. Óptica y Fotónica:
Lentes, prismas, guías de luz, fibras ópticas en las que es obligatorio el SPI A-1 o incluso superacabados personalizados.
5. Embalaje:
Envases cosméticos de gama alta, envases transparentes para alimentos, tapones y cierres con acabados de primera calidad.
6. Aeroespacial:
Componentes interiores, marquesinas transparentes, componentes que requieren alta resistencia a la fatiga.
7. Juguetes:
Juguetes de plástico de gran brillo y atractivo visual.
Ventajas de invertir en un pulido de moldes de alta calidad
Las ventajas van mucho más allá de la estética:
1. Calidad superior de las piezas:
La réplica directa de la superficie del molde garantiza piezas de plástico impecables y sin defectos.
2. Mayor atractivo del producto:
Las superficies brillantes o perfectamente texturizadas mejoran significativamente el valor percibido y la comerciabilidad de los productos.
3. Desmoldeo mejorado:
La reducción de la fricción permite que las piezas salgan fácilmente, minimizando la tensión en la pieza y el molde, y reduciendo potencialmente los tiempos de ciclo.
4. Reducción de las tasas de desguace:
Menos defectos como marcas de arrastre, líneas de flujo o imperfecciones superficiales en las piezas moldeadas.
5. Aumento de la vida útil del moho:
Una superficie correctamente pulida puede ser más resistente al desgaste, la corrosión y la acumulación de residuos, lo que prolonga la vida útil de la herramienta.
6. Menores costes de mantenimiento:
Los moldes más fáciles de limpiar reducen el tiempo de inactividad y el esfuerzo de mantenimiento.
7. Consistencia en la producción:
Garantiza la uniformidad del acabado superficial pieza a pieza en tiradas de producción largas.
8. Activa Diseños Avanzados:
Permite moldear piezas ópticamente transparentes o detalles intrincados que serían imposibles con moldes mal acabados.

Posibles inconvenientes y retos del pulido de precisión
Aunque es muy beneficioso, el pulido de precisión también presenta retos:
1. Coste:
Se trata de un proceso intensivo en mano de obra y que depende de la destreza, lo que aumenta considerablemente el coste de fabricación del molde, especialmente para los acabados de nivel SPI A más altos.
2. Plazo de entrega:
El pulido, sobre todo el de alta calidad, puede alargar considerablemente el plazo de entrega del molde.
3. Riesgo de pulido excesivo o errores:
Las técnicas incorrectas pueden dar lugar a imprecisiones dimensionales (por ejemplo, bordes redondeados, superficies abombadas), geometría alterada o efectos de "piel de naranja".
4. Dependencia de habilidades:
Para conseguir acabados de alta calidad se necesitan pulidores muy experimentados y cualificados. Estos conocimientos escasean.
5. Limitaciones materiales:
No todos los aceros para moldes se pulen igual de bien. Algunos aceros son intrínsecamente más difíciles de pulir a alto brillo debido a su microestructura (por ejemplo, carburos grandes, inclusiones).
6. Mantenimiento de bordes afilados/detalles:
Sin técnicas especializadas, es difícil conseguir un alto grado de pulido conservando a la perfección esquinas afiladas o detalles intrincados.
7. Subjetividad:
Aunque existen normas como el SPI, aún puede haber cierta subjetividad a la hora de evaluar la calidad del pulido, especialmente en los niveles más altos.
Guía del experto para el pulido de precisión de moldes
Obtenga piezas de calidad superior con nuestra guía de expertos sobre el pulido de precisión de acero para moldes de inyección.
Recursos para soluciones de acero para moldes de inyección con pulido de precisión
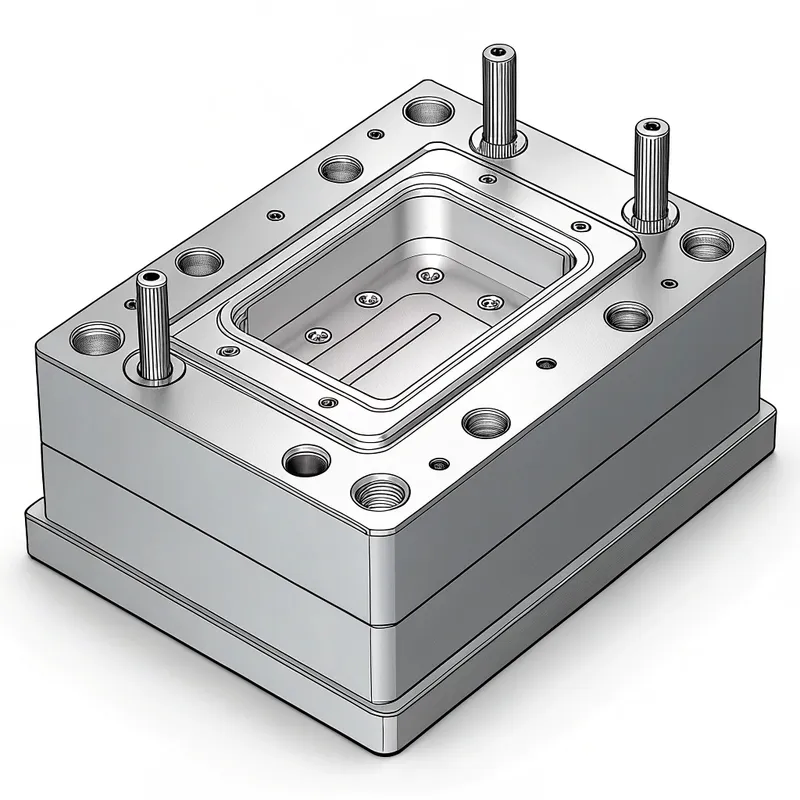
Comparación de la capacidad de pulido del acero para moldes: Un factor clave
La elección del acero del molde influye profundamente en la facilidad y la calidad del pulido:
1. Aceros altamente pulibles (por ejemplo, acero inoxidable 420, Stavax ESR, S136, NAK80): Estos aceros están específicamente diseñados o procesados (por ejemplo, refundición por electroescoria - ESR) para obtener una gran pureza, una microestructura fina y una dureza uniforme, lo que los hace ideales para acabados SPI A-1 y aplicaciones ópticas. NAK80 es un acero de endurecimiento por precipitación conocido por su excelente capacidad de pulido y por no necesitar tratamiento térmico posterior a la soldadura.
2. Aceros de buena pulibilidad (por ejemplo, H13, P20 modificado, S7): Aceros de uso común. El H13, con un tratamiento térmico adecuado, puede conseguir buenos acabados SPI A-2/A-3. El P20 se utiliza normalmente para acabados B o C, pero las calidades modificadas pueden conseguir acabados superiores. El P20 se utiliza normalmente para acabados B o C, pero las calidades modificadas pueden conseguir acabados superiores. El S7 es resistente y puede pulirse bien.
3. Aceros de pulido moderado/difícil (por ejemplo, P20 estándar, algunos aceros para herramientas con grandes carburos o de menor pureza): Puede limitarse a los acabados SPI B o C. Conseguir un alto brillo puede ser muy difícil y llevar mucho tiempo.
Factores del acero que afectan a la pulibilidad:
① Limpieza: Menos inclusiones (sulfuros, óxidos, silicatos) significan menos picaduras y defectos durante el pulido. Los procesos ESR o VAR (refundición por arco en vacío) mejoran la limpieza.
② Homogeneidad y microestructura: La estructura de grano fino y uniforme y los carburos pequeños bien distribuidos son cruciales. Los carburos grandes y no distribuidos uniformemente pueden "arrancarse" durante el pulido, dejando picaduras.
③ Dureza: Por lo general, los aceros más duros (dentro de su gama de trabajo) se pulen mejor y adquieren mayor brillo, pero también requieren más esfuerzo. Una dureza constante es vital.
④ Respuesta al tratamiento térmico: Un tratamiento térmico adecuado es fundamental para conseguir la dureza y microestructura deseadas para un pulido óptimo.
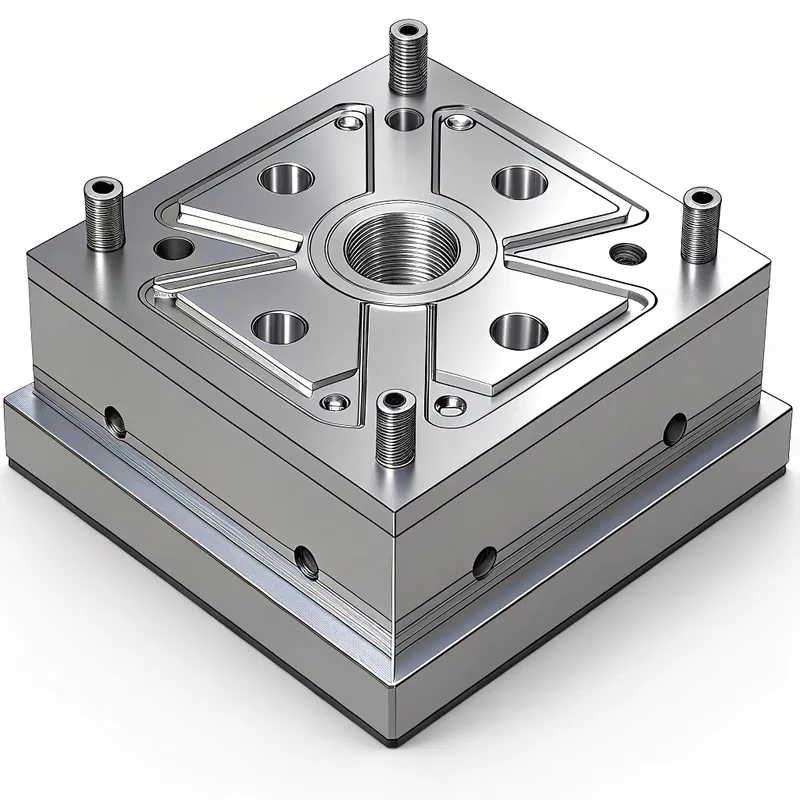
Características clave de una superficie de molde pulida con precisión
Una superficie pulida de alta calidad se define por varias características medibles y observables:
1. Baja rugosidad superficial (Ra, Rz, Sa):
Normalmente, SPI A-1 podría requerir Ra < 0,005 µm (o 5 nm). Sa (rugosidad media areal) es cada vez más habitual en superficies 3D.
2. Alto brillo / Reflectividad:
Se mide en unidades de brillo (GU) con un brillómetro. Los valores dependen del ángulo de medición (por ejemplo, 20°, 60°, 85°).
3. Ausencia de defectos:
Ausencia de arañazos, picaduras, "piel de naranja", ondulaciones, neblinas, cometas, manchas o marcas de pulido visibles con el aumento especificado.
4. Claridad / Falta de neblina:
Para los pulimentos ópticos, son esenciales una alta transmisión de la luz y una dispersión mínima.
5. Nitidez de los detalles:
Conservación de detalles finos y bordes afilados según el diseño del molde.
6. Uniformidad:
Acabado uniforme en toda la superficie pulida, incluidas las geometrías complejas.
7. Direccionalidad (Lay):
Para algunos acabados (por ejemplo, cepillado), se desea un patrón direccional específico. En el caso de los pulidos espejo, no debe verse ningún estriado.
El proceso básico: Paso a paso hacia un acabado impecable
Conseguir un pulido de precisión es un proceso meticuloso de varias fases:
1. Preparación e inspección previa al mecanizado:
- Asegúrese de que la superficie del molde está bien mecanizada (fresada, rectificada o electroerosionada) con un daño mínimo en la subsuperficie.
- Elimine por completo cualquier capa de refundición EDM (capa dura y quebradiza), normalmente mediante apedreado o fresado ligero. Esto es crucial, ya que la capa refundida no se pule bien y puede astillarse.
- Inspeccione en busca de marcas de mecanizado profundas, muescas o defectos que deban eliminarse antes de iniciar el pulido.
- Verificar el tipo y la dureza del acero.
2. Desbaste / Rectificado (Etapa de abrasivo grueso):
- Objetivo: Eliminar las marcas de mecanizado, refundir por electroerosión y establecer la planitud/geometría inicial.
- Herramientas y abrasivos: Piedras abrasivas de grano grueso (por ejemplo, óxido de aluminio o carburo de silicio de grano 120-320), herramientas de esmerilado.
- Técnica: Trabaje siguiendo un patrón consistente, a menudo entrecruzado, asegurándose de eliminar todas las marcas anteriores. Utilice un lubricante/refrigerante adecuado.
3. Semiacabado de apedreado / lapeado (etapa de abrasión media):
- Objetivo: Elimina los arañazos de la fase de desbaste y afina aún más la superficie.
- Herramientas y abrasivos: Piedras de grano medio (por ejemplo, grano 400-800), papeles/paños abrasivos montados en palos de lapeado, limas de diamante.
- Técnica: Continúe con granos progresivamente más finos, cambiando la dirección de pulido con cada cambio de grano para asegurarse de que las marcas anteriores se eliminan por completo. La limpieza meticulosa entre las etapas de granulado es vital para evitar el arrastre de partículas más gruesas.
4. Acabado fino / Prepulido (Etapa de abrasivo fino):
- Objetivo: Prepare la superficie para el pulido espejo final eliminando todos los arañazos visibles de las etapas anteriores.
- Herramientas y abrasivos: Piedras de grano fino (por ejemplo, grano 1000-1200), papeles de lija muy finos (por ejemplo, hasta grano 2000-5000), compuestos de diamante fino (por ejemplo, de 45 a 15 micras) aplicados con palillos de lapeado (madera, latón, hierro fundido) o bobinas de fieltro duro.
- Técnica: La limpieza extrema es primordial. La dirección del pulido es fundamental.
5. Pulido Espejo / Pulido (Etapa de Pulido Diamante):
- Objetivo: Alcanzar el nivel de brillo final deseado (por ejemplo, SPI A-1, A-2, A-3).
- Herramientas y abrasivos: Compuestos/pastas de diamante (por ejemplo, de 15 micras a 0,25 micras o más finos), aplicados con discos de fieltro, algodón, discos de madera blanda o paños de pulido especializados. Se utilizan herramientas rotativas, pulidores ultrasónicos o métodos manuales.
- Técnica: Presión ligera, patrones de movimiento específicos. Cada tamaño de grano de diamante debe eliminar completamente las marcas del diamante anterior, más grueso. El medio de pulido (fieltro, madera) debe ser más blando que el acero para evitar la incrustación de abrasivos.
6. Limpieza final e inspección:
- Limpie a fondo la superficie del molde para eliminar todos los restos de pulido.
- Inspeccione con la iluminación (por ejemplo, difusa, direccional) y el aumento adecuados para verificar que el acabado cumple las especificaciones (norma SPI, muestras visuales, lecturas del medidor de brillo).

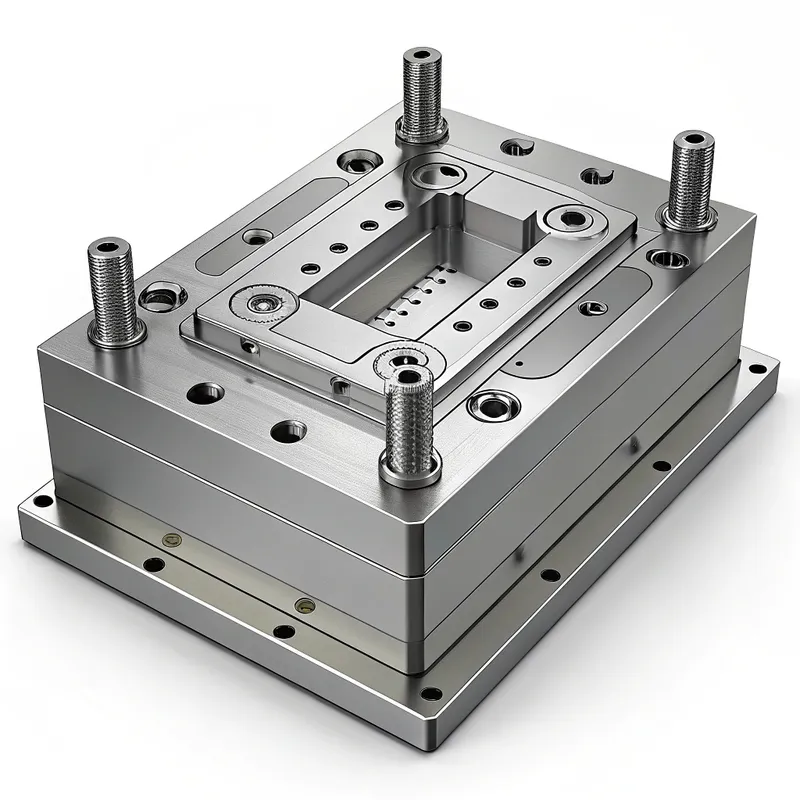
Consideraciones clave en las operaciones de pulido de moldes de precisión
Numerosos factores influyen en el resultado del pulido:
1. Selección y calidad del acero para moldes:
Como ya se ha dicho, los aceros más limpios y homogéneos con microestructuras finas son los que mejor pulen.
2. Tratamiento térmico:
Es fundamental un tratamiento térmico adecuado y uniforme hasta alcanzar la dureza correcta. Los puntos blandos o una dureza inconsistente darán lugar a un pulido desigual. El alivio de tensiones tras el mecanizado en bruto también puede ser beneficioso.
3. Estado de la superficie antes del pulido:
La calidad de la superficie inicial mecanizada o electroerosionada influye significativamente en el esfuerzo y el tiempo necesarios para el pulido. Es preferible un buen acabado por electroerosión con una capa de refundición mínima.
4. Selección y secuencia del abrasivo:
Es fundamental utilizar la secuencia correcta de tipos de abrasivo y tamaños de grano. Saltarse granos provoca arañazos más profundos que son difíciles de eliminar.
5. Lubricación/refrigerantes:
Los lubricantes adecuados (por ejemplo, alcoholes minerales, aceites de pulido especializados) ayudan a arrastrar las virutas, evitan la carga de abrasivos y enfrían la superficie.
6. Herramientas y soportes de pulido:
La elección de las varillas de lapeado (madera, latón, acero, fieltro duro), los rodillos y las herramientas motorizadas (rotativas, de vaivén, ultrasónicas) depende de la geometría y la fase de pulido.
7. Habilidades y experiencia del técnico:
Este es sin duda el factor más crítico, especialmente para el pulido manual de formas complejas a altos niveles de SPI A. Requiere paciencia, buen ojo y "tacto" en el proceso. Requiere paciencia, ojo avizor y "tacto" para el proceso.
8. Limpieza y control de la contaminación:
Una mota de grano más grueso arrastrada a una fase más fina puede arruinar horas de trabajo. Las herramientas específicas y una limpieza inmaculada son esenciales.
9. Presión y velocidad:
Es fundamental aplicar la presión y la velocidad de herramienta correctas. Una presión o velocidad excesivas pueden generar calor, provocar "piel de naranja" o arrancar carburos.
10. Dirección de pulido:
Cambiar la dirección de pulido (por ejemplo, 45-90 grados) entre las etapas de granallado ayuda a identificar y eliminar eficazmente los patrones de arañazos anteriores.
11. Conservación de bordes y detalles:
Hay que tener especial cuidado para evitar que se redondeen los bordes afilados o se borren los detalles más finos. Técnicas como el uso de materiales de lapeado más duros cerca de los bordes o el enmascarado pueden ayudar.
Elección del acero de moldeo adecuado para un pulido óptimo
1. Para SPI A-1 (Calidad óptica/lente):
- Acero inoxidable 420 (ESR/VAR): Excelente elección, resistente a la corrosión.
- S136 / Stavax ESR: Acero inoxidable de primera calidad, de gran pureza.
- NAK80: Endurecimiento por precipitación, muy buena pulibilidad, buena soldabilidad sin reendurecimiento.
- HPM38 (equivalente a S136): Otra opción inoxidable de alta calidad.
2. Para SPI A-2 / A-3 (Cosmética de alto brillo):
- H13 (ESR/VAR): Buena si está perfectamente tratada térmicamente y limpia.
- Calidades P20 modificadas: Algunos aceros patentados de tipo P20 ofrecen una mejor capacidad de pulido.
3. Para acabados SPI B (semibrillante):
- P20 (Preendurecido): Elección estándar, rentable.
- H13, S7: También adecuado.
4. Para acabados SPI C y D (mate/texturizado):
- La mayoría de los aceros para herramientas pueden conseguir estos acabados, ya que la superficie final suele estar apedreada o granallada en lugar de muy pulida. La atención se centra más en la durabilidad y la maquinabilidad.
Defectos comunes en el pulido de moho: Causas y soluciones
| Defecto | Descripción | Causas comunes | Soluciones |
|---|---|---|---|
| Arañazos | Líneas o surcos en la superficie. | Contaminación por grano grueso, omisión de granos, herramientas de pulido dañadas, presión incorrecta, paso previo insuficiente. | Volver a pulir partiendo de un grano lo suficientemente fino para eliminar el arañazo pero lo suficientemente grueso para ser eficaz. Mejorar la limpieza. Comprobar las herramientas. Asegurarse de que se ha completado el paso anterior. |
| Fosas / Agujeros | Pequeñas hendiduras o agujeros en la superficie. | Inclusiones en el acero, carburos arrancados, corrosión, picaduras de arco EDM no totalmente eliminadas. | Utilizar acero más limpio (ESR/VAR). Menor presión de pulido. Asegurar la eliminación completa de la refundición EDM. A veces las picaduras son inherentes a la calidad del acero. |
| Piel de naranja | Textura ondulada y con hoyuelos que recuerda a la piel de una naranja. | Presión/velocidad excesivas con herramientas rotativas, muelas de pulir blandas en acero blando, sobrecalentamiento de la superficie, tratamiento térmico deficiente. | Utilizar una presión más ligera, velocidades más lentas, discos de pulir más duros o bastoncillos de lapeado. Asegúrese de que la dureza del acero y el alivio de tensión son los adecuados. Refrigerante. |
| Bruma / Nubosidad | Aspecto lechoso o turbio, falta de claridad en los acabados de espejo. | Arañazos finos no eliminados por completo, residuos de compuestos de pulido, limpieza inadecuada, humedad. | Volver a pulir con etapas finales de diamante cuidadosamente. Limpieza a fondo con disolventes adecuados. Asegurarse de que la superficie esté seca. |
| Colas de cometa | Un arañazo con una "cola" de arañazos más finos o material alterado. | Una partícula abrasiva de mayor tamaño se arrastra por la superficie, se incrusta y luego se descompone. | Mejorar rigurosamente la limpieza. Filtrar los lubricantes. Volver a pulir la zona afectada. |
| Bordes enrollados | Esquinas o bordes redondeados donde se pretendía nitidez. | Presión excesiva cerca de los bordes, herramientas de lapeado blandas, movimiento de pulido sobre el borde. | Utilizar herramientas de lapeado más duras cerca de los bordes, enmascarar los bordes, pulir lejos de los bordes o en paralelo a ellos. Reducir la presión. |
| Ondulación | Superficie ondulada y desigual. | Apedreado desigual, uso incorrecto de herramientas eléctricas, configuración no rígida de las herramientas, intento de retirar demasiado material con demasiada rapidez. | Garantizar un apedreamiento plano con las herramientas adecuadas. Utilizar montajes rígidos. Retirar el material gradualmente. Técnica hábil y coherente. |
| Marcas de pulido / remolinos | Arañazos finos circulares o en forma de arco del pulido final. | Demasiada presión durante el pulido, pulido contaminado, compuesto de pulido incorrecto, velocidad demasiado rápida. | Presión más suave, esponjas limpias/nuevas, compuesto correcto, velocidad más lenta. Última pasada a mano si es necesario. |

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

