 Ir al contenido
Ir al contenido 

Molde de plástico es una herramienta para la industria de procesamiento de plástico y la máquina de moldeo de plástico para dar productos de plástico con forma completa y tamaño preciso.
Debido a la variedad de plástico y métodos de procesamiento, máquina de moldeo de plástico y productos de plástico y la estructura de la simple y complicado, por lo que, los tipos de moldes de plástico y las estructuras son también una variedad de.
Los moldes se utilizan en diversas industrias para crear productos. Moldeo de plásticos es un proceso muy utilizado para crear una gran variedad de artículos de plástico.
En esta entrada del blog, hablaremos de todo lo que necesita saber sobre el moldeo de plástico. Cubriremos los aspectos básicos, como qué es y cómo funciona, así como temas más avanzados, como los diferentes tipos de moldes y los materiales que utilizan.
Esperamos que esta entrada del blog le proporcione toda la información que necesita para tomar una decisión informada sobre el uso de moldes de plástico.

Introducción básica a los moldes de plástico
Un molde combinado de plástico para moldeo por compresión, moldeo por extrusión, moldeo por inyección, moldeo por soplado y moldeo de baja espuma, que incluye principalmente un molde cóncavo con cavidades variables consistente en un sustrato de combinación de molde cóncavo, un conjunto de molde cóncavo y una placa de tarjeta de combinación de molde cóncavo, y un molde convexo con núcleos variables consistente en un sustrato de combinación de molde convexo, un conjunto de molde convexo, una placa de tarjeta de combinación de molde convexo, un conjunto de corte de cavidad y una placa de combinación de corte lateral.
Cambio coordinado de moldes convexos y cóncavos y sistema auxiliar de moldeo. Puede procesar una serie de piezas de plástico de diferentes formas y tamaños.
Es una herramienta utilizada en la industria de transformación de plásticos y moldeo de plástico máquina para dar a los productos de plástico una forma completa y un tamaño preciso.

Debido a la variedad de plásticos y métodos de transformación, moldeo de plástico máquina y productos de plástico y la estructura de la simple y compleja, por lo que, los tipos de moldes de plástico y las estructuras son también una variedad de.
Con el rápido desarrollo de la industria del plástico y la mejora continua de los plásticos generales y de ingeniería en términos de resistencia y otros aspectos, la aplicación de productos plásticos también se está expandiendo, y la cantidad de productos plásticos está aumentando.
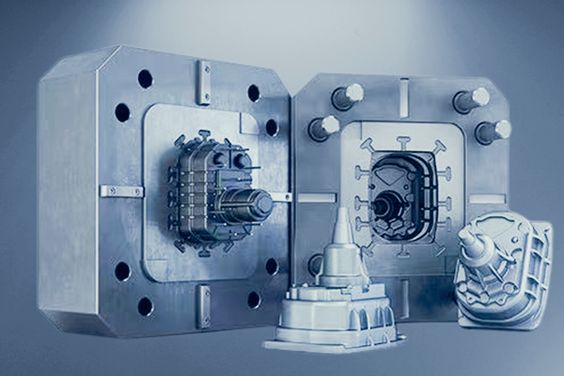
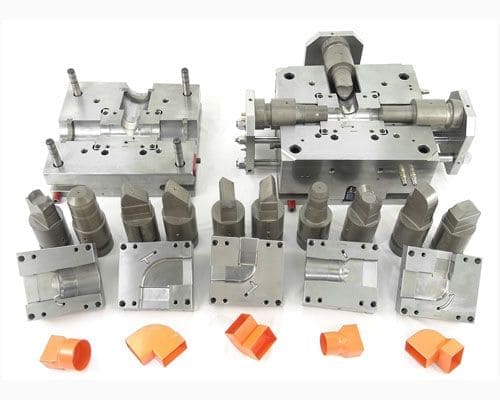
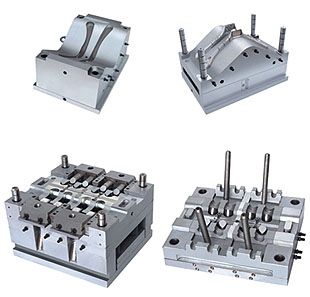
Molde de plástico es un tipo de herramienta para fabricar productos de plástico. Se compone de varios grupos de piezas, y esta combinación contiene la cavidad de moldeo.
En moldeo por inyecciónEl molde de inyección se sujeta en la máquina de moldeo por inyección, el plástico fundido se inyecta en la cavidad de moldeo y se enfría y se le da forma en la cavidad, luego los moldes superior e inferior se separan y el producto se expulsa de la cavidad y sale del molde a través del sistema eyector, y finalmente el molde se vuelve a cerrar para la siguiente inyección, todo el proceso de inyección es cíclico.
En términos generales, el molde de plástico consta de dos partes: el molde móvil y el molde fijo. El molde móvil se monta en la plantilla móvil del moldeo por inyección máquina, y el molde fijo se monta en la plantilla fija de la máquina de moldeo por inyección. La plantilla del molde móvil y la plantilla del molde fijo son las moldeo por inyección máquina consiste, que se utilizan para fijar el molde.
En moldeo por inyecciónAl abrir el molde, el molde y el molde fijo se cierran para formar el sistema de vertido y la cavidad, y al abrir el molde, el molde y el molde fijo se separan para extraer los productos plásticos.
Aunque la estructura del molde puede variar en función de la variedad y las propiedades de los plásticos, la forma y la estructura de los productos plásticos y el tipo de máquina de inyección, la estructura básica es la misma.
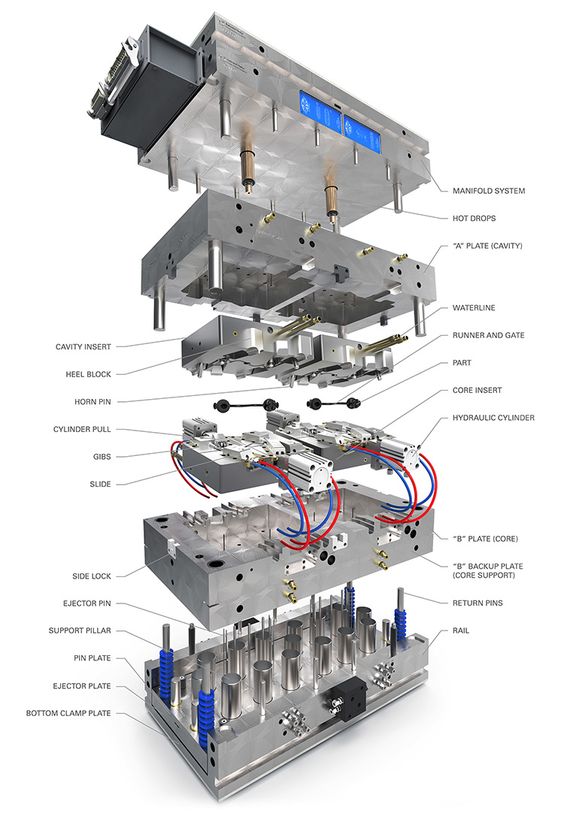
El molde se compone principalmente de sistema de vertido, sistema de regulación de la temperatura, piezas de moldeo y piezas estructurales.
Entre ellas, el sistema de vertido y las piezas de moldeo son las partes que están en contacto directo con el plástico y cambian con el plástico y los productos, que son las partes más complicadas y cambiantes del molde y requieren el mayor acabado de procesamiento y precisión.
El sistema de vertido es la parte del canal de flujo antes de que el plástico entre en la cavidad desde la boquilla de inyección, incluyendo el canal de flujo principal, la cavidad fría, el colector y la compuerta. Las piezas de moldeo son las diversas partes que constituyen la forma del producto, incluidos el molde móvil, el molde fijo y la cavidad, el núcleo, la varilla de moldeo y el puerto de escape, etc.
Molde de plástico de China en la unidad de alta tecnología y la demanda de aplicación de la industria de pilares, la formación de una enorme cadena industrial, desde la parte superior de la industria de materias primas y auxiliares y el procesamiento, equipo de prueba a la corriente descendente de maquinaria, automóviles, motocicletas, electrodomésticos, comunicaciones electrónicas, materiales de construcción y de construcción y varias otras aplicaciones importantes de la industria, molde de plástico desarrollo un vibrante.

Clasificación principal de los moldes de plástico
De acuerdo con los diferentes métodos de moldeo, podemos dividir los tipos de moldes de procesamiento de plásticos correspondientes a diferentes requisitos de proceso, principalmente moldes de inyecciónmoldes de extrusión, moldes de blíster, moldes de poliestireno de alta espuma, etc.
a. Moldes de inyección de plástico
Según nuestros conocimientos sobre moldes de inyección de plásticoEs un tipo de molde que se utiliza principalmente en la producción de termoplásticos. piezas moldeadas por inyección de plástico.
En molde de inyección de plástico corresponde al equipo de procesamiento de las máquinas de moldeo por inyección de plástico, en el que el material plástico se calienta y se funde en primer lugar en el barril en la parte inferior de la máquina de inyección, y luego es empujado por el tornillo o el émbolo de la máquina de inyección, entra en la cavidad del molde a través de la boquilla de inyección y el sistema de vertido del molde, el plástico se enfría y se endurece, y el producto se obtiene por desmoldeo, esta es toda la moldeo por inyección proceso del ciclo.
La estructura suele constar de piezas de moldeo, sistema de vertido, piezas de guía, mecanismo de empuje, sistema de regulación de la temperatura, sistema de escape, piezas de soporte y otras piezas.
En fabricación de moldes de inyección El material típico suele adoptar el módulo de acero para moldes de plástico, los materiales comunes son principalmente acero estructural al carbono, acero al carbono para herramientas, acero aleado para herramientas, acero rápido, etc.
Todo moldeo por inyección método de proceso sólo suele ser aplicable a la producción en serie de productos de material termoplástico, con moldeo por inyección de plástico proceso para producir una amplia gama de productos de plástico, de las necesidades diarias a todo tipo de maquinaria compleja, electrodomésticos, piezas de transporte, etc son moldeados con inyección, es el más ampliamente utilizado en la producción de productos de plástico un método de procesamiento.

b. Molde de compresión de plástico
Existen dos tipos de moldes estructurales, el moldeo por compresión y el moldeo por moldeo por inyección. Se utilizan principalmente para moldear plásticos termoestables, y su equipo correspondiente es la máquina de moldeo a presión.
El método de moldeo por compresión se basa en las características de los plásticos, el molde se calienta a la temperatura de moldeo (generalmente a 103°-108°), luego se introduce el polvo de moldeo por compresión medido en la cavidad del molde y en la cámara de llenado, y se cierra el molde.
Moldeo por inyección a presión es diferente del moldeo por compresión en que hay una cámara de llenado separada, y el molde se cierra antes del moldeo, y el plástico se precalienta en la cámara de llenado y se encuentra en un estado de flujo viscoso, luego se ajusta y se aprieta en la cavidad del molde bajo presión para endurecer y moldear.
Los moldes de compresión también se utilizan para moldear determinados termoplásticos especiales, como termoplásticos difíciles de fundir (como el poligafluoroetileno) en bruto (moldeo por compresión en frío), lentes de resina con propiedades ópticas muy elevadas, volantes de nitrocelulosa para automóviles con ligera formación de espuma, etc.
Moldes de moldeo por compresión se componen principalmente de cavidades, cavidades de llenado, mecanismo de guía, piezas de expulsión, sistema de calentamiento, etc. Compresión moldes de inyección se utilizan ampliamente para encapsular componentes eléctricos.
Los materiales utilizados en la fabricación de moldes de moldeo por compresión son básicamente los mismos que los moldes de inyección.

c. Molde de extrusión de plástico
También se denomina cabezal de moldeo por extrusión, que se utiliza ampliamente para el procesamiento de tubos, varillas, monofilamentos, placas, películas, revestimiento de alambres y cables, perfiles, etc.
Su equipo de producción correspondiente es una extrusora de plástico, cuyo principio es fundir y plastificar plástico sólido bajo las condiciones de calentamiento y rotación y presión del tornillo de la extrusora, y fabricar productos de plástico continuos con la misma sección transversal que la forma del molde de boca a través de una forma específica del molde de boca.
Sus materiales de fabricación son principalmente acero estructural al carbono, herramientas de aleación, etc. Algunas matrices de extrusión también llevan incrustados materiales resistentes al desgaste, como el diamante, en las partes que deben ser resistentes al desgaste.
El proceso del medio de extrusión sólo suele aplicarse a la fabricación de productos termoplásticos, y su estructura es netamente distinta de la de los moldes de inyección y moldes de compresión.

d. Molde de plástico por soplado
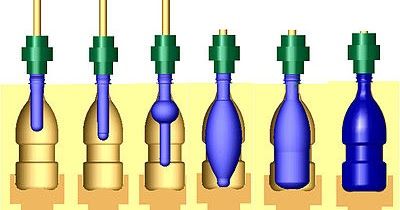
Es un tipo de molde utilizado para moldear productos huecos de envases de plástico (como botellas de bebidas, productos químicos de uso diario y otros envases de embalaje), y las formas de moldeo por soplado son principalmente el moldeo por soplado y extrusión, moldeo por inyección-sopladomoldeo por soplado de extensión por inyección (comúnmente conocido como "soplado por tracción de inyección"), moldeo por soplado multicapa, moldeo por soplado de láminas, etc. Conformado, etc.
El moldeo por soplado de productos huecos correspondiente al equipo suele denominarse máquina de moldeo por soplado de plástico, el moldeo por soplado sólo es aplicable a la producción de variedades termoplásticas de productos.
La estructura del molde de moldeo por soplado es relativamente simple, los materiales utilizados son en su mayoría de carbono más entonces.
e. Molde blíster de plástico
Es un tipo de molde que toma como materia prima placas o láminas de plástico para formar algunos productos de plástico sencillos.
Su principio es utilizar el método de apertura al vacío o el método de formación de aire comprimido para hacer que la placa o lámina de plástico se fije en el molde cóncavo o convexo, deformándose bajo la condición de calentamiento y ablandamiento y pegándose en la cavidad del molde para obtener los productos formados requeridos, utilizados principalmente en la producción de algunas necesidades diarias, alimentos, juguetes y otros productos de embalaje.
Debido a que la presión del molde de blíster es baja, el material del molde está hecho principalmente de aluminio fundido o material no metálico, y la estructura es simple.

f. Molde de poliestireno altamente expandido
Es un molde para moldear materiales de envasado de espuma de diversas formas aplicando la materia prima de EPS (perlas de poliestireno y agente espumante).
El principio es que el EPS se puede moldear en vapor en el molde, incluidos los moldes manuales simples y los moldes de espuma de paso recto de máquina hidráulica de dos tipos, utilizados principalmente para la producción de productos de embalaje industrial.
Los materiales utilizados en la fabricación de estos moldes son aluminio fundido, acero inoxidable, bronce, etc.

Elementos de diseño de moldes de plástico
El diseño y la fabricación de moldes guardan una estrecha relación con el procesamiento de plásticos. El éxito o el fracaso de la transformación de plásticos depende en gran medida del efecto del diseño del molde y de la calidad de... fabricación de moldes, mientras que el diseño de moldes de plástico se basa en el diseño correcto de los productos de plástico.
Diseño de moldes de plástico a considerar los elementos estructurales son
1. Superficie de separación, es decir, la superficie de contacto donde el molde cóncavo y el molde convexo encajan entre sí cuando el molde está cerrado.
En su ubicación y forma influyen la forma y el aspecto del producto, el grosor uniforme de la pared, el método de moldeo, el proceso de postprocesado, el tipo y la estructura del molde, el método de desmoldeo y la estructura de la máquina de moldeo, etc.
2. 2. Piezas estructurales, es decir, deslizadores, tapas inclinadas, bloques de tapas rectas de moldes complejos, etc.
El diseño de las piezas estructurales es muy crítico, ya que está relacionado con la vida útil del molde, el ciclo de procesamiento, el coste, la calidad del producto, etc. Por lo tanto, el diseño de la estructura central de los moldes complejos requiere una alta capacidad integral del diseñador, persiguiendo en la medida de lo posible soluciones de diseño más sencillas, duraderas y económicas.
3. Precisión del molde, es decir, evitación de tarjetas, posicionamiento fino, pilar guía, pasador de posicionamiento, etc.
El sistema de posicionamiento está relacionado con la calidad de la apariencia del producto, la calidad del molde y la vida, de acuerdo con la estructura del molde diferente, elegir diferentes métodos de posicionamiento, el control de precisión de posicionamiento se basa principalmente en el procesamiento, el posicionamiento interno del molde es principalmente el diseñador a considerar plenamente, el diseño de un más razonable y fácil de ajustar el método de posicionamiento.
4. Sistema de vertido, es decir, desde el moldeo por inyección boquilla de la máquina a la cavidad entre el canal de alimentación, incluido el canal de flujo principal, el canal de desviación, la compuerta y la cavidad fría.
En particular, la ubicación de la puerta debe ser seleccionado para facilitar el plástico fundido en un buen estado de flujo cavidad llena, unido al producto de la corredera sólida y puerta de material frío es fácil de expulsar del molde y se retira cuando se abre el molde (excepto para el molde de canal caliente).
5. el índice de contracción del plástico y los factores que afectan a la precisión dimensional del producto, tales como fabricación de moldes y errores de montaje, desgaste del molde, etc.
Además, el diseño de la compresión y moldes de inyección, también debe tener en cuenta el proceso de la máquina de moldeo y los parámetros estructurales de la cerilla. La tecnología de diseño asistido por ordenador se ha utilizado ampliamente en el diseño de moldes de plástico.

Accesorios para moldes de plástico
Punzón, cabezal, pilar guía, casquillo guía, posicionamiento fino, varilla eyectora, pasador eyector, casquillo, dispositivo deslizante, dispositivo superior inclinado, casquillo de bola de acero, sello fechador, molde de plástico muelle, junta, junta de refrigeración, émbolo de agua, anillo de posicionamiento, manguito de compuerta, pasador de material de tracción, barra de unión, clavo de límite, clavo de basura, poste de soporte, abridor, controlador de secuencia de apertura del molde (conjunto de hebilla de bloqueo del molde), etc.
Piezas de estructura de moldes de plástico
Composición
La estructura de los moldes de soplado, fundición y termoformado es relativamente sencilla.
Molde de compresión, molde de inyección y la estructura del molde de transferencia es más compleja, constituyen las partes de este tipo de molde es también más.
Las partes básicas son
1. Piezas de moldeo, incluyendo molde cóncavo, molde convexo, una variedad de núcleo de moldeo, son productos de moldeo dentro y fuera de la superficie o el extremo superior e inferior, agujeros laterales, cóncava lateral y piezas roscadas.
2. Piezas fijas de soporte, incluida la placa base del molde, la placa fija, la placa de soporte, la almohadilla, etc., para fijar el molde o soportar la presión.
3. Piezas de guía, incluidos el pilar guía y el casquillo guía, para determinar la posición relativa del movimiento del molde o del mecanismo de lanzamiento.
4. Las piezas de extracción del núcleo, que incluyen pasadores basculantes, deslizadores, etc., se utilizan para extraer el núcleo móvil cuando se abre el molde, de modo que el producto se libera del molde.
5. Empuje hacia fuera las piezas, incluyendo la barra del empuje, el tubo del empuje, el bloque del empuje, la placa del pedazo del empuje, el anillo del pedazo del empuje, la placa fija de la barra del empuje, la placa del empuje, el etc., para hacer los productos fuera del molde.
Este tipo de marco de molde se compone de piezas básicas cuya estructura, forma y tamaño se han estandarizado y serializado, y la cavidad se puede procesar según la forma de los productos. El uso del marco de molde estándar permite acortar el ciclo de fabricación del molde.
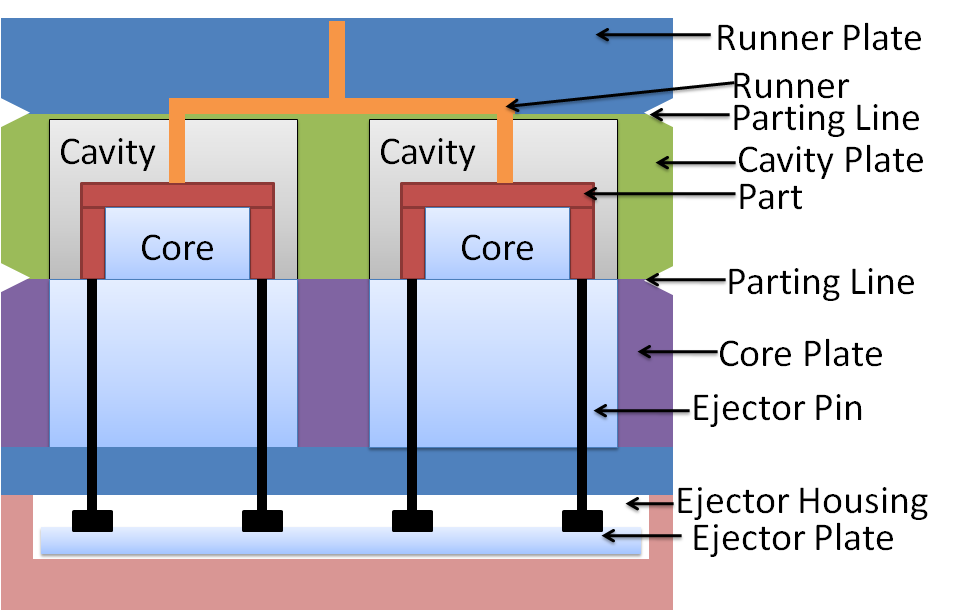
Papel de las piezas base del molde más utilizadas
Placa base del molde fijo (panel): el molde frontal fijado en la máquina de moldeo por inyección.
Placa de deslizamiento (placa de salida): retire el tallo de desecho al abrir el molde, para que se caiga automáticamente (molde de tres placas).
Placa de fijación (placa A): parte delantera del producto moldeado.
Placa fija de la matriz móvil (placa B): la parte trasera de los productos moldeados.
Almohadilla: el pie del molde, su función es dejar que la placa superior tenga espacio suficiente para moverse.
Placa de empuje: empuja hacia fuera el producto del molde empujando hacia fuera las piezas como la barra superior, el bloque superior y la parte superior inclinada al abrir el molde.
Placa base del molde móvil (placa inferior): para fijar el molde trasero en el moldeo por inyección máquina.
Pilar guía y casquillo guía: desempeñan un papel de guía y posicionamiento, ayudan a la apertura delantera y trasera del molde, y al posicionamiento básico y del molde.
Columna de soporte (cabeza de soporte): mejora la resistencia de la placa B, evita eficazmente la deformación de la placa B causada por la producción a largo plazo.
Pilar guía de la placa superior (tostada central): guía y posiciona la placa de empuje para garantizar una expulsión suave.
Requisitos de los materiales para moldes de plástico
Las condiciones de trabajo de los moldes de plástico son diferentes de las de los moldes de punzonado en frío, que generalmente deben trabajar a 150°C-200°C. Además de estar sometidos a cierta presión, también tienen que soportar la influencia de la temperatura.
Ahora bien, según el molde de plástico condiciones de uso, métodos de transformación de los diferentes molde de plástico con los requisitos básicos de rendimiento del acero se resume a grandes rasgos como sigue.

Dureza superficial y resistencia al desgaste adecuadas
Molde de plástico La dureza es generalmente inferior a 50-60HRC, después del tratamiento térmico del molde debe ser suficiente dureza superficial para asegurar que el molde tiene suficiente rigidez.
Molde en el trabajo debido al llenado y el flujo de plástico para soportar la tensión de compresión grande y la fricción, lo que requiere el molde para mantener la exactitud de la forma y la precisión dimensional de la estabilidad, para asegurar que el molde tiene suficiente vida útil.
La resistencia al desgaste del molde depende de la composición química del acero y de la dureza del tratamiento térmico, por lo que mejorar la dureza del molde es propicio para mejorar su resistencia al desgaste.

Excelente procesabilidad de corte
Más moldes de plásticoAdemás del procesamiento EMD, también es necesario llevar a cabo una cierta cantidad de procesamiento de corte y reparación de sujeción.
Para prolongar la vida útil de las herramientas de corte, mejorar el rendimiento de corte, reducir la rugosidad superficial, la dureza del acero para moldes de plástico debe ser la adecuada.

Buen rendimiento de pulido
Productos plásticos de alta calidad, que requieren que el valor de rugosidad de la superficie de la cavidad sea pequeño.
Por ejemplo, el molde de inyección El valor de la rugosidad de la superficie de la cavidad requiere un nivel inferior a Ra0,1 ~ 0,25, la superficie óptica requiere Ra<0,01nm, la cavidad deberá pulirse para reducir el valor de la rugosidad de la superficie.
Por esta razón, la elección del acero requiere menos impurezas del material, la uniformidad del tejido microfino, sin fibra direccional, el pulido no debe aparecer pockmark o defectos de piel de naranja.

Buena estabilidad térmica
Molde de inyección de plástico Las piezas suelen tener formas complejas, difíciles de procesar después del temple, por lo que debe procurarse utilizar una buena estabilidad térmica.
Cuando el proceso de moldeo de moldes después del tratamiento térmico debido al coeficiente de expansión lineal, la deformación de tratamiento térmico es pequeño, la diferencia de temperatura causada por la pequeña tasa de cambio en el tamaño, la organización metalográfica y la estabilidad del tamaño del molde, se puede reducir o ya no se procesa para garantizar la precisión del tamaño del molde y los requisitos de rugosidad de la superficie.
45, 50 grados de acero al carbono tiene una cierta fuerza y resistencia al desgaste, después del tratamiento de revenido se utiliza sobre todo para los materiales del marco del molde.
Acero para herramientas de alto contenido en carbono, acero para herramientas de baja aleación después del tratamiento térmico tiene alta resistencia y resistencia al desgaste, más para piezas de moldeo.
Pero el acero de herramienta de alto carbono debido a su deformación de tratamiento térmico, sólo para la fabricación de pequeño tamaño, forma simple de las piezas de moldeo.
Con el desarrollo de la industria del plástico, la complejidad de los productos plásticos, la precisión y otros requisitos son cada vez más altos, el material del molde también plantea mayores exigencias.
Para la fabricación de moldes de plástico complejos, de precisión y resistentes a la corrosión, se pueden utilizar aceros preendurecidos (como el PMS), aceros resistentes a la corrosión (como el PCR) y aceros martensíticos envejecidos de bajo contenido en carbono (como el 18Ni-250), tienen mejores propiedades de corte, tratamiento térmico y pulido y mayor resistencia.
Además, en la selección de materiales también debe tener en cuenta la prevención de la abrasión y el encolado, como la existencia de movimiento relativo de las dos superficies, trate de evitar la selección de materiales con la misma estructura organizativa, las condiciones especiales pueden ser chapado o nitruro en un lado, de modo que los dos lados tienen diferente estructura de la superficie.

Selección de materiales para moldes de plástico
1.Las condiciones de trabajo de los moldes de plástico
Debido al desarrollo del plástico y moldeo de plástico industria, los requisitos de calidad de los moldes de plástico son cada vez más altos, por lo que el fallo de moldes de plástico y sus factores de influencia se han convertido en importantes temas de investigación.
Los principales componentes de molde de plástico son piezas de moldeo, como el molde convexo, el molde cóncavo, etc. Constituyen la cavidad del molde de plástico para moldear diversas superficies de piezas de plástico y entran en contacto directo con el plástico, sometido a presión, temperatura, fricción y corrosión, etc.

2. Análisis del motivo de fallo del material del molde de plástico
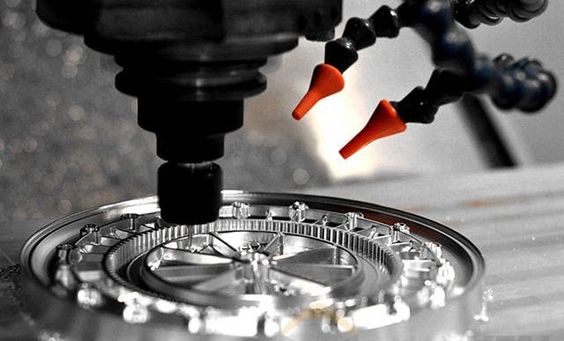
La fabricación general de moldes incluye el diseño del molde, la selección de materiales, el tratamiento térmico, el mecanizado cnc, la puesta en marcha y los procesos de instalación.
Según la encuesta muestra: factores de fallo del molde, el molde utilizado en el material y el tratamiento térmico es el principal factor que afecta a la vida útil.
Desde la perspectiva de la gestión de la calidad total, los factores que afectan a la vida útil del molde no pueden medirse como la suma de polinomios, sino que deben ser el producto de múltiples factores, por lo que las ventajas y desventajas de los materiales del molde y el tratamiento térmico en todo el proceso de fabricación del molde es particularmente importante.
Del análisis del fenómeno común del fallo del molde, el molde de plástico en el proceso de servicio, puede producir pérdida por desgaste, fallo por deformación localizada y fallo por fractura.
Las principales formas de fallo de los moldes de plástico pueden dividirse en fallo por pérdida por desgaste, fallo por deformación plástica local y fallo por fractura.

3. Requisitos de rendimiento del acero para moldes de plástico
Con el rápido desarrollo de la industria manufacturera, el molde de plástico es una herramienta indispensable en moldeo de plástico proceso, la proporción de la producción total de moldes aumentó año tras año.
con el desarrollo de plásticos de alto rendimiento y la producción continua, la creciente variedad de productos de plástico, ampliando el uso de productos a la precisión, grande, complejo desarrollo.
La producción de moldes a alta velocidad de desarrollo, las condiciones de trabajo del molde es también más y más complejo.
1) desgaste y corrosión de la superficie de la cavidad
Plástico fundido a una cierta presión en el flujo de la cavidad del molde, la solidificación de piezas de plástico del molde, son causados por la fricción en la superficie de moldeo del molde, causando desgaste.
La causa fundamental del desgaste de los moldes de plástico es la fricción entre el molde y el material. Sin embargo, la forma específica de desgaste y el proceso de desgaste están relacionados con muchos factores, como la presión, la temperatura, la velocidad de deformación del material y el estado de lubricación del molde en el proceso de trabajo.
Cuando el material y el tratamiento térmico del molde de plástico no son razonables, la superficie de la cavidad del molde de plástico tiene baja dureza y pobre resistencia al desgaste, lo que se manifiesta de la siguiente manera: el tamaño de la superficie de la cavidad es super pobre debido al desgaste y la deformación; el valor de la rugosidad se vuelve alto debido al tirón de pelo y la calidad de la superficie se deteriora.
Especialmente cuando el uso de materiales sólidos en la cavidad del modelo de plástico, se intensificará el desgaste de la superficie de la cavidad.
Además, el procesamiento de plástico contiene cloro, flúor y otros componentes de la descomposición del calor de los gases corrosivos HC1, HF, por lo que la superficie de la cavidad del molde de plástico desgaste por corrosión, lo que resulta en fracaso.
Si al mismo tiempo que se produce el desgaste se daña la superficie de la cavidad del chapado u otra capa protectora, se favorecerá el proceso de corrosión.
Dos tipos de daños de acción cruzada, acelerar la corrosión de un efecto de pérdida de desgaste.

2) Fallo por deformación plástica
La presión de la superficie de la cavidad del modelo de plástico, el calor puede causar fallos de deformación plástica, especialmente cuando el pequeño molde en el equipo de gran tonelaje, más probabilidades de producir sobrecarga de deformación plástica.
Molde de plástico utilizado en la resistencia del material y la tenacidad no es suficiente, baja resistencia a la deformación; el fracaso de la deformación plástica otra razón, principalmente es la cavidad del molde capa superficial de endurecimiento es demasiado delgada, la resistencia a la deformación no es suficiente o la temperatura de trabajo es superior a la temperatura de revenido y ablandamiento de cambio de fase, y el fracaso temprano del molde.
3)Fractura
La razón principal de la fractura se debe a la estructura, la diferencia de temperatura y la tensión estructural, la tensión térmica o debido a la insuficiencia de revenido, en el uso de la temperatura, de modo que la austenita residual en martensita, causando la expansión del volumen local, la tensión del tejido generado en el interior del molde.
Las condiciones de trabajo de moldes de plástico son diferentes de los de los moldes de estampación en frío, que generalmente tienen que trabajar a 150℃-200℃, y están sometidos a los efectos de la temperatura, además de a cierta presión.
El mismo molde tendrá una variedad de formas de fallo, incluso en el mismo molde también puede aparecer una variedad de daños.
A partir de la forma de fallo de molde de plásticoSe sabe que la elección razonable del material del molde de plástico y el tratamiento térmico son muy importantes, porque están directamente relacionados con la vida útil del molde.

4.El acero para moldes de plástico debe cumplir los siguientes requisitos
1)Resistencia al calor
Con la aparición de la maquinaria de moldeo de alta velocidad, la velocidad de funcionamiento de los productos plásticos se acelera.
Como la temperatura de moldeo está entre 200 - 350 ℃, si el flujo de plástico no es bueno y la velocidad de moldeo es rápida, hará que la parte del molde de la temperatura de la superficie de moldeo supere los 400 ℃ en muy poco tiempo.
Para garantizar la precisión del molde en uso y que la deformación sea pequeña, el acero para moldes debe tener un alto rendimiento de resistencia al calor.
2)Suficiente resistencia al desgaste
Con la expansión del uso de productos de plástico, en el plástico a menudo es necesario añadir fibra de vidrio y otros materiales inorgánicos para mejorar la plasticidad, debido a la adición de aditivos, por lo que la fluidez del plástico reducido en gran medida, lo que resulta en el desgaste del molde, por lo que requiere una buena resistencia al desgaste.
3) Excelente procesabilidad de corte
Más moldes de plásticoAdemás del mecanizado por electroerosión, también es necesario llevar a cabo un cierto mecanizado de corte y una reparación de sujeción.
Para prolongar la vida útil de las herramientas de corte, el endurecimiento en el proceso de corte es pequeño.
Con el fin de evitar la deformación del molde y afectar a la precisión, esperamos que la tensión residual de procesado pueda controlarse al mínimo.

4)Buena estabilidad térmica
Molde de inyección de plástico Las piezas suelen tener formas complejas, difíciles de procesar después del temple, por lo que se debe intentar utilizar una buena estabilidad térmica del material.
5)Resultado del tratamiento de la superficie del espejo
La superficie de la cavidad es lisa y la superficie de moldeo se pule hasta obtener una superficie de espejo con una rugosidad superficial inferior a Ra0,4μm para garantizar el aspecto de las piezas prensadas de plástico y facilitar el desmoldeo.
6)Resultados del tratamiento térmico
En el accidente de fallo de molde, el accidente causado por el tratamiento térmico es generalmente 52.3%, por lo que el tratamiento térmico en todo el fabricación de moldes ocupa un lugar importante, el proceso de tratamiento térmico tiene un mayor impacto en la calidad del molde.
Requisitos generales de la deformación de tratamiento térmico es pequeño, el rango de temperatura de enfriamiento, la sensibilidad sobrecalentamiento es pequeño, sobre todo para tener una mayor templabilidad y templabilidad y así sucesivamente.
7)Resistencia a la corrosión
En el proceso de formación puede liberar gases corrosivos descomposición de gases corrosivos, tales como HC1, HF y otros corrosivos molde, a veces en la boca del corredor de aire para hacer que el moho del molde y el daño, por lo que los requisitos de acero del molde tiene una buena resistencia a la corrosión.
5. Nuevo molde de plástico de acero
El molde de plástico general se utiliza a menudo para normalizar el estado del acero 45 o del acero 40Cr mediante la fabricación de templado.
Requisitos de dureza del molde de alto plástico utilizando CrWMn o Crl2MoV y otros aceros de fabricación.
Para la temperatura de trabajo del molde de plásticopuede optar por utilizar la alta tenacidad del acero para moldes de trabajo en caliente.
Con el fin de satisfacer las mayores exigencias de la cavidad de plástico en la precisión dimensional y calidad de la superficie, y recientemente desarrollado una serie de nuevos moldes de acero.
1)Acero para moldes de plástico carburizado
El acero para moldes de plástico carburizado se utiliza principalmente para el complejo de cavidades de moldeo por extrusión en frío molde de plástico, el contenido de carbono de dicho acero es bajo, a menudo añadir el elemento Cr, mientras que la adición de la cantidad adecuada de Ni, Mo y v, el papel es mejorar la templabilidad y la capacidad de carburación, con el fin de facilitar el moldeo por extrusión en frío, dicho acero en el estado recocido debe tener alta plasticidad y baja resistencia a la deformación, recocido dureza ≤ 1 00HBS.
Tras el conformado por extrusión en frío para el carburizado y el tratamiento de temple y revenido, la dureza superficial puede alcanzar 58 - 62 HRC.
Estos aceros tienen grados especiales en el extranjero, como el 8416 de Suecia, los P2 y P4 de Estados Unidos, etc.
Doméstico a menudo utilizan 12CrNi3A y 12Cr2Ni4A acero, 20Cr2Ni4A, buena resistencia al desgaste, no colapso y la superficie de descamación fenómeno, la vida del molde aumentado.
Los elementos de acero cr, Ni, Mo, V aumentan la dureza y la resistencia al desgaste de la capa carburada y la fuerte tenacidad del corazón.

2)Acero para moldes de plástico preendurecido
El contenido de carbono de este tipo de acero es de 0,3% -O,55%, los elementos de aleación comúnmente utilizados son Cr, Ni, Mn, v, etc.. Para mejorar su maquinabilidad, se añaden s, ca y otros elementos.
Mediante el desarrollo, la introducción y la evolución de varias molde de plástico El acero Y55CrNiMn-MoVS (SMI) se desarrolla en China con un sistema S de fácil corte. molde de plástico acero, que se caracteriza por la entrega pre-endurecido dureza de 35_40 HRC, una buena maquinabilidad, ya no el tratamiento térmico después del procesamiento, se puede utilizar directamente.
Añadir Ni solución sólida fortalecimiento y aumentar la tenacidad, añadir Mn y S forman la fase de corte MnS; añadir Cr, Mo, V, aumentar la templabilidad del acero 8Cr2S acero es suficiente para pertenecer a la precisión de corte de acero del molde.
3)Acero para moldes de plástico resistente al envejecimiento
El desarrollo de acero martensítico de envejecimiento bajo en cobalto, sin cobalto, bajo en níquel, MASI es un acero martensítico de envejecimiento típico.
Después del tratamiento de solución sólida por 8150C, la dureza es de 28-32 HRC, ding para el procesamiento mecánico, y luego por 4800C envejecimiento, el envejecimiento se pliegan Ni3Mo, Ni3Ti y otros compuestos intermetálicos, por lo que la dureza de 48-52 HRC. alta tenacidad del acero, pequeños cambios dimensionales durante el envejecimiento, buen rendimiento de la soldadura, pero el acero caro, menos popular en el país.
(4) molde de plástico resistente a la corrosión de acero
Cloruro de polivinilo (Pvc) y ABS más resina resistente al fuego como materias primas para productos de plástico, la descomposición de los gases corrosivos generados durante el proceso de moldeo, corroerá el molde.
Por lo tanto, se requiere que el acero para moldes de plástico tenga una buena resistencia a la corrosión. Extranjero comúnmente utilizado resistente a la corrosión de acero molde de plástico de acero inoxidable martensítico y endurecimiento por precipitación de acero inoxidable de dos tipos.
extranjeros tienen como el sueco ASSAB STVAX (4Crl3) y A SSAB a 8407, etc.
Productos de moldes de plástico
Introducción a la forma
Todo tipo de herramientas y productos utilizados en nuestra producción y vida diarias, desde la base de las máquinas herramienta y las carcasas de las máquinas hasta un pequeño tornillo de cabeza embrionaria, un botón y la carcasa de diversos electrodomésticos, todos tienen una estrecha relación con el molde.
La forma del molde determina la forma de estos productos, y la calidad de procesamiento y la precisión del molde también determinan la calidad de estos productos.
Debido a los distintos materiales, aspecto, especificaciones y usos de los diversos productos, los moldes se dividen en moldes de fundición, moldes de forja, moldes de fundición a presión, moldes de estampación y otros moldes no plásticos, así como moldes de plástico.
Aplicaciones tecnológicas
1. como: electrodomésticos, instrumentos y medidores, equipos de construcción, industria del automóvil, ferretería diaria y muchos otros campos, la proporción de productos de plástico está aumentando rápidamente.
A menudo, una pieza de plástico razonablemente diseñada puede sustituir a varias piezas metálicas tradicionales. La tendencia a plastificar los productos industriales y de uso cotidiano va en aumento.
2. la definición general de molde: en la producción industrial, con una variedad de prensas y herramientas especiales montadas en la prensa, a través de la presión de materiales metálicos o no metálicos para hacer piezas o productos de la forma requerida, esta herramienta especial se conoce colectivamente como el molde.
3. Moldeo por inyección descripción del proceso: el molde es una herramienta para fabricación de productos plásticos.

4. la clasificación general del molde: puede dividirse en moldes de plástico y moldes no plásticos.
(1) Los moldes no plásticos son: molde de fundición, molde de forja, molde de estampación, molde de fundición a presión, etc.
A. Molde de fundición - grifo, plataforma de arrabio
B. Molde de forja - carrocería
C. Molde de estampación - panel de ordenador
D. Molde de fundición a presión - superaleación, bloque de cilindros
(2) Molde de plástico según el proceso de producción y los productos de producción se dividen en.
A. molde de inyección - Carcasa del televisor, botones del teclado (la aplicación más común)
B. Molde de soplado por aire - botellas de bebidas
C. molde de compresión - interruptores de baquelita, platos de porcelana científica
D. Matriz de moldeo por transferencia - productos de circuitos integrados
E. Molde de extrusión - tubo de pegamento, bolsas de plástico
F. Molde de termoformado-carcasa de embalaje de moldeo transparente
G. Molde de moldeo rotacional - muñecos de goma blanda
Moldeo por inyección es el método más utilizado en la transformación de plásticos.
El método es aplicable a todos los termoplásticos y a algunos plásticos termoestables, y la cantidad de productos de plástico fabricados no tiene parangón con otros métodos de moldeo.

Como una de las principales herramientas de moldeo por inyección proceso, el molde de inyección, en términos de precisión de la calidad, ciclo de fabricación y eficiencia de la producción en el moldeo por inyección afecta directamente a la calidad, el rendimiento, el coste y la renovación de los productos, y también determina la capacidad de respuesta y la rapidez de las empresas en la competencia del mercado.
También determina la capacidad de respuesta y la rapidez de la empresa en la competencia del mercado.
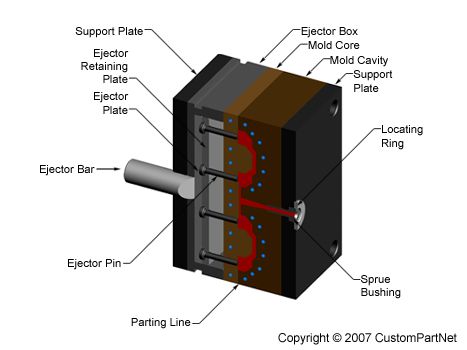
En herramienta de moldeo por inyección se compone de varias placas de acero con varias partes, básicamente divididas en.
A Dispositivo de moldeo (molde cóncavo, molde convexo)
B dispositivo de posicionamiento (columna guía, casquillo guía)
C dispositivo fijo (placa en I, foso de molde)
D sistema de refrigeración (orificio de transporte de agua)
E Sistema de temperatura constante (tubo calefactor, hilo caliente)
F Sistema de rodadura (orificio de chirrido, ranura de rodadura, orificio de rodadura)
G Sistema eyector (perno eyector, varilla eyectora)
5. Los moldes pueden dividirse en tres categorías según los distintos tipos de sistema de vertido.
(1) Molde de pico grande: el canal y la compuerta están en la línea de separación, y el producto se desmolda junto cuando se abre el molde, el diseño es el más simple, fácil de procesar, y el costo es bajo, por lo que más personas adoptan la operación del sistema de pico grande.
(2) Molde de pico fino: el canalón y la compuerta no están en la línea de partición, por lo general directamente en el producto, por lo que es necesario diseñar más de un grupo de línea de partición de pico, el diseño es más complicado, el procesamiento es más difícil, por lo general en función de los requisitos del producto y elegir el sistema de pico fino.
(3) molde de canal caliente: la estructura de este tipo de molde es más o menos la misma que la de pico fino, la mayor diferencia es que el canal está en una o más placas de canal caliente y pico caliente con temperatura constante, no hay desmoldeo de material frío, el canal y la compuerta están directamente en el producto, por lo que el canal no necesita ser desmoldeado, este sistema también se llama sistema sin pico, puede ahorrar materia prima, es adecuado para el caso de materia prima cara y altos requisitos del producto, el diseño y el procesamiento es difícil, el costo del molde es más alto.

El sistema de canal caliente, también conocido como sistema de bebedero caliente, consta principalmente de un manguito de bebedero caliente, una placa de bebedero caliente y una caja eléctrica de control de temperatura.
Hay dos tipos de sistemas de canal caliente que utilizamos habitualmente: las puertas calientes de un solo punto y las puertas calientes multipunto.
La compuerta caliente de un punto consiste en utilizar un manguito de compuerta caliente para inyectar directamente el plástico fundido en la cavidad. molde de plásticoLa puerta caliente multipunto es para ramificar el material fundido en cada manguito de puerta caliente sub y luego en la cavidad a través de la placa de puerta caliente, es adecuado para la alimentación de una sola cavidad multipunto o molde multi-cavidad.
Ventajas del sistema de corredores
(1) Sin bebederos, sin post-procesamiento, por lo que todo el proceso de moldeo está totalmente automatizado, ahorrando tiempo de trabajo y mejorando la eficiencia de trabajo.
(2) Pequeña pérdida de presión. La temperatura del canal caliente es igual a la temperatura de la boquilla de la máquina de inyección, lo que evita la condensación superficial de la materia prima en el canal, y la pérdida de presión de inyección es pequeña.
(3) El uso repetido de bebederos degradará el rendimiento del plástico, mientras que el uso de un sistema de canal caliente sin bebederos puede reducir la pérdida de materias primas, reduciendo así el coste del producto.
Con una temperatura y una presión uniformes en la cavidad, las piezas de plástico tienen una tensión baja y una densidad uniforme, y se pueden inyectar productos mejores que los generales. moldeo por inyección en un tiempo de moldeo más corto con una presión de inyección menor.
Para piezas transparentes, piezas finas, piezas de plástico de gran tamaño o piezas de plástico con altos requisitos, puede mostrar sus ventajas, y puede utilizar modelos más pequeños para fabricar productos más grandes.
(4) La boquilla de calor adopta un diseño estandarizado y serializado, equipado con varios cabezales de boquilla opcionales, y buena intercambiabilidad.
El diseño único y el procesamiento del anillo de calentamiento eléctrico pueden lograr una temperatura de calentamiento uniforme y una larga vida útil.
El sistema de canal caliente está equipado con placas de canal caliente, controladores de temperatura, etc., con un diseño delicado, varios tipos, fácil de usar, calidad estable y fiable.

Deficiencias de la aplicación del sistema de canal caliente
(1) La altura total de cierre del molde aumenta, y la altura total del molde aumenta debido a la adición de placas de canal caliente, etc.
(2) La radiación de calor es difícil de controlar, el mayor fallo del canal caliente es la pérdida de calor del bebedero, que es un problema importante que hay que resolver.
(3) Hay dilatación térmica, la dilatación y contracción térmica es un problema a tener en cuenta cuando diseñamos.
(4) El fabricación de moldes se incrementa el coste, las piezas estándar del sistema de colada caliente son más caras, lo que afecta a la popularidad del molde de colada caliente.

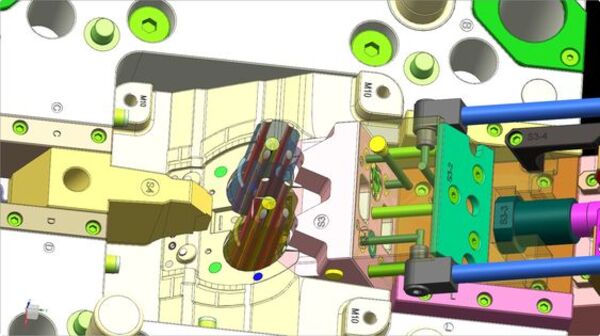
Software común para moldes de plástico
PTC's EMX, Siemens' NX Mold Wizard, CimatronE, Topsoild, Delcam Moldmaker, Missler's Topsolid Mold, Think3's Mold Design, Manusoft's IMOLD, R&B's MoldWorks, Solidworks, Pro-e, UG (los tres últimos son principalmente de diseño de producto, pero pueden hacer integración de diseño de moldes), etc.
Proceso de pulido de moldes de plástico
Procedimientos básicos de pulido de moldes de plástico
Para obtener un efecto de pulido de alta calidad, lo más importante es disponer de herramientas de pulido de alta calidad y productos auxiliares como piedra de aceite, papel de lija y pasta abrasiva de diamante.
El proceso general de pulido de moldes de plástico es el siguiente
1. Pulido fino
El pulido fino utiliza principalmente pasta de pulido de diamante. Si la rueda de tela de pulido se mezcla con polvo o pasta de esmerilado de diamante para el esmerilado, el orden de esmerilado habitual es de 9μm (#1800) a 6μm (#3000) a 3μm (#8000). La pasta de esmerilado de diamante de 9μm y la rueda de tela de pulido pueden utilizarse para eliminar las marcas de esmerilado similares a pelos que dejan las lijas #1200 y #1500.
A continuación, el pulido se realiza con fieltro adhesivo y pasta de pulido de diamante del orden de 1μm (#14000) ~ 1/2μm (#60000) ~ 1/4μm (#100000). Los procesos de pulido que requieren una precisión de 1μm o más (incluido 1μm) pueden realizarse en una sala de pulido limpia en el taller de moldes.
Para un pulido más preciso, es necesario un espacio absolutamente limpio. Es probable que el polvo, el humo, la caspa y la espuma de saliva desechen varias horas de trabajo para conseguir una superficie pulida de gran precisión.
2. Pulido basto
Tras el fresado, la electroerosión, el rectificado y otros procesos, la superficie puede pulirse eligiendo una pulidora de superficies rotativa con una velocidad de 35 000-40 000 rpm o una rectificadora ultrasónica.
Entre los métodos utilizados habitualmente se incluye la eliminación de la capa blanca de EDM utilizando una rueda de Φ3 mm de diámetro, WA # 400. A continuación se realiza un pulido manual con tiras de piedra de aceite con queroseno como lubricante o refrigerante.
El orden general de uso es #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. muchos fabricantes de moldes elija empezar desde #400 para ahorrar tiempo.
3. Pulido semiacabado
En el pulido de semiacabado se utiliza principalmente papel de lija y queroseno. De hecho, el papel de lija #1500 solo es adecuado para aceros de molde endurecidos (52 HRC y superiores) y no para aceros preendurecidos, ya que puede provocar quemaduras superficiales en las piezas preendurecidas.
4. Canto Acabado
Pulido fino con pasta abrasiva, 8000, 10.000 para conseguir un acabado de espejo.

Método de pulido de moldes de plástico
Pulido mecánico
El pulido mecánico es por el corte, la superficie del material de deformación plástica para eliminar la parte convexa de la superficie pulida y lisa método de pulido, por lo general el uso de piedra de aceite, rueda de lana, papel de lija, etc, principalmente a mano, piezas especiales, tales como la superficie del cuerpo giratorio, puede utilizar la mesa giratoria y otras herramientas auxiliares, los requisitos de calidad de la superficie de alta se puede utilizar para ultra-precisión método de pulido.
El esmerilado y pulido de ultraprecisión es el uso de abrasivos especiales, que contienen abrasivos en el fluido de esmerilado y pulido, presionados sobre la superficie de la pieza que se está procesando, para un movimiento rotatorio de alta velocidad.
Utilizando esta tecnología se puede conseguir una rugosidad superficial Ra0,008μm, es la más alta entre varios métodos de pulido. Este método se utiliza a menudo para moldes de lentes ópticas.
Pulido químico
El pulido químico consiste en dejar que el material disuelva los salientes microscópicos de la superficie en el medio químico con preferencia a las partes cóncavas, obteniendo así una superficie lisa.
La principal ventaja de este método es que no necesita equipos complicados, puede pulir piezas de formas complejas, puede pulir muchas piezas al mismo tiempo y tiene una gran eficacia.
El principal problema del pulido químico es la preparación de la solución de pulido. La rugosidad superficial obtenida mediante pulido químico suele ser de varios 10μm.
Pulido electrolítico
El principio básico del pulido electrolítico es el mismo que el del pulido químico, es decir, disolver selectivamente las pequeñas proyecciones de la superficie del material para alisar la superficie.
En comparación con el pulido químico, se puede eliminar el efecto de la reacción catódica, y el efecto es mejor.
El proceso de pulido electroquímico se divide en dos pasos: (1) macro nivelación Los productos de disolución se difunden en el electrolito, la rugosidad geométrica de la superficie del material disminuye, Ra>1μm. (2) micronivelación por luz Polarización anódica, aumenta el brillo de la superficie, Ra<1μm.

Pulido por ultrasonidos
La pieza se introduce en la suspensión de abrasivo y se coloca conjuntamente en el campo ultrasónico, y el abrasivo se esmerila y pule en la superficie de la pieza basándose en el efecto oscilante de las ondas ultrasónicas.
La macrofuerza de procesamiento ultrasónico es pequeña, no causará deformación de la pieza de trabajo, pero la producción e instalación de herramientas es más difícil. El procesamiento ultrasónico se puede combinar con métodos químicos o electroquímicos.
Sobre la base de la corrosión de la solución y la electrólisis, se aplica a continuación la vibración ultrasónica para agitar la solución, de modo que los productos de disolución en la superficie de la pieza se desprendan y la corrosión o el electrolito cerca de la superficie sea uniforme; el efecto de cavitación de las ondas ultrasónicas en el líquido también puede inhibir el proceso de corrosión y facilitar el abrillantado de la superficie.
Pulido fluido
El pulido con fluidos consiste en confiar en el flujo de alta velocidad del líquido y las partículas abrasivas arrastradas por la superficie de la pieza para lograr el objetivo del pulido.
Los métodos más utilizados son: el mecanizado por chorro abrasivo, el mecanizado por chorro líquido, el pulido por fluido, etc. El pulido por chorro de fluido se acciona mediante presión hidráulica, de modo que el medio líquido que transporta partículas abrasivas fluye sobre la superficie de la pieza a alta velocidad de forma recíproca.
El medio se compone principalmente de un compuesto especial (sustancia similar al polímero) con buena fluidez a baja presión y mezclado con abrasivo, y el abrasivo puede ser de polvo de carburo de silicio.
Pulido magnético
El esmerilado y pulido magnéticos consisten en utilizar abrasivos magnéticos para formar cepillos abrasivos bajo la acción de un campo magnético para esmerilar y procesar la pieza de trabajo.
Este método tiene una alta eficiencia de procesamiento, buena calidad, fácil control de las condiciones de procesamiento y buenas condiciones de trabajo.
Utilizando abrasivos adecuados, la rugosidad superficial puede alcanzar Ra0,1μm.
Pulido mecánico basado en el método, dicho pulido en molde de plástico es muy diferente del pulido de superficies que se requiere en otras industrias, en sentido estricto, el pulido del molde debería denominarse pulido espejo.
En otras industrias, en sentido estricto, el pulido del molde debería denominarse tratamiento de la superficie de espejo.
No sólo tiene elevados requisitos de pulido en sí, sino también de planitud de la superficie, suavidad y precisión geométrica.
Por lo general, el pulido superficial sólo es necesario para obtener una superficie brillante. Los estándares de procesamiento de espejos se dividen en cuatro niveles: AO = Ra0,008μm, A1 = Ra0,016μm, A3 = Ra0,032μm, A4 = Ra0,063μm, debido al pulido electrolítico, el pulido fluido y otros métodos son difíciles de controlar con precisión la exactitud geométrica de las piezas, mientras que el pulido químico, el pulido ultrasónico, el pulido magnético y otros métodos de calidad superficial no pueden cumplir los requisitos, por lo que la precisión El procesamiento de la superficie del espejo del molde sigue siendo principalmente el pulido mecánico.
Procedimiento básico
Para obtener un efecto de pulido de alta calidad, lo más importante es contar con herramientas de pulido de alta calidad y productos auxiliares como piedra de aceite, papel de lija y pasta de pulido de diamante.
Y la elección del procedimiento de pulido depende del estado de la superficie tras el tratamiento previo, como el tratamiento mecánico, la electroerosión, el rectificado, etc.

Desarrollo de moldes
anual de China molde de plástico la producción alcanzó unos 53.400 millones de RMB? ¿Te lo puedes creer?
Debido al rápido desarrollo de la economía china, las necesidades de molde de plástico son cada vez más estrictas, por lo que suponen un enorme impulso para el desarrollo de la industria de moldes de plástico.
Según estadísticas precisas, el valor de la producción anual de moldes de plástico en China alcanza los 53.400 millones de RMB, que es un dato que ya existe.
Con el rápido desarrollo de la industria de fabricación de automóviles y la industria de fabricación de TI, la industria nacional de moldes ha hecho un rápido desarrollo, se entiende que la proporción de moldes de plástico en la industria de moldes de China puede llegar a 30%, se espera que en el futuro mercado de moldes, la proporción de moldes de plástico al total de moldes seguirá aumentando gradualmente, y la velocidad de desarrollo será superior a la de otros moldes.
Se ha informado de que la industria del molde desde el año 2000 con una velocidad anual de 20% rápido crecimiento, tirando de la calidad del molde, sofisticado fabricación de moldes equipos para el nivel de tecnología de moldes para ofrecer una garantía.
Análisis que, debido a la importación de molde, precisión, grande, complejo, molde de larga vida representaron la mayoría, por lo que, desde la perspectiva de la reducción de las importaciones, mejorar la tasa de localización, la cuota de dicho molde de alto grado en el mercado también aumentará gradualmente.

El rápido desarrollo de la industria de la construcción, por lo que una variedad de moldes de extrusión de perfiles, moldes de unión de tuberías de plástico de PVC se convierten en un nuevo punto de crecimiento económico en el mercado de moldes.
El rápido desarrollo de las carreteras, los neumáticos de automoción también presentar mayores exigencias, por lo que los moldes de neumáticos radiales de caucho, especialmente el desarrollo del molde en vivo también será superior a la media total; de plástico en lugar de madera, de plástico en lugar de metal para hacer moldes de plástico en la industria del automóvil y la motocicleta, la demanda de Huge; la industria de electrodomésticos en el periodo del "XII Plan Quinquenal" tendrá un mayor desarrollo, especialmente frigoríficos, aires acondicionados y hornos microondas, etc. molde de plástico la demanda de piezas de recambio es grande
Al mismo tiempo, el ritmo de ajuste estructural de la industria de moldes de plástico se está acelerando, el número y la capacidad de profesionales fabricantes de moldes de plástico para el mercado también está creciendo rápidamente.
Según el análisis de la producción, las ventas, la situación del mercado, la estructura de la industria, los productos y la importación y exportación de fabricación de moldes de plástico industria, con referencia a la tendencia de desarrollo de molde de plástico industrias relacionadas, predecir la futura dirección de desarrollo de la fabricación de moldes de plástico industria dónde exactamente, al final cuánto potencial de desarrollo de China fabricación de moldes de plástico industria, es necesario verificarlos.







