 Ir al contenido
Ir al contenido 

El moldeo por inyección es un método de fabricación económico y eficaz que se utiliza para fabricar muchos tipos de piezas de plástico. Sin embargo, la formación de depósitos fríos durante el moldeo por inyección es frecuente y se considera uno de los principales problemas. La incrustación en frío no sólo afecta a la apariencia y el rendimiento del producto, sino que también reduce la eficiencia de la producción y aumenta los residuos. Por lo tanto, es muy importante comprender las causas de la formación de depósitos fríos durante el moldeo por inyección para lograr mejores resultados y una mayor calidad del producto. Este artículo se centrará en el análisis de los principales factores causantes de la formación de depósitos fríos y propondrá las correspondientes medidas correctoras.

Definición y clasificación de las babosas frías
Antes de seguir hablando de las causas de la formación de depósitos fríos, es fundamental entender qué es un depósito frío. Se trata de la parte solidificada de la materia prima que se enfría y solidifica debido a la baja temperatura del molde de plástico, la boquilla o determinadas partes de la máquina de moldeo por inyección. Estos desechos fríos afectan a la calidad del producto final.
En función de la ubicación y la forma de formación de los depósitos fríos, pueden clasificarse en las siguientes categorías:
1. Boquilla Babosa Fría: El slug frío de la boquilla suele formarse alrededor o dentro de la boquilla de la máquina de moldeo por inyección debido a un control inadecuado de la temperatura, lo que provoca que la masa fundida deje de fluir y se solidifique.
2. Mold Cold Slug: El slug frío se forma en la cavidad del molde o en la compuerta debido a que el diseño del sistema de refrigeración puede ser poco razonable y provocar ciertas zonas de baja temperatura.
3. Corredor Babosa Fría: El depósito frío del canal suele formarse en el sistema de canalización debido a un diseño incorrecto del canal, un control inestable de la temperatura, etc.

Principales causas de la formación de depósitos fríos
Control inadecuado de la temperatura
La temperatura es un factor clave que afecta a la proceso de moldeo por inyección. El control de la temperatura del barril, la boquilla y el molde de la máquina de moldeo por inyección es la clave para controlar la temperatura del producto. Si la temperatura de alguna pieza es demasiado baja, la masa fundida se enfriará y se solidificará formando un slug frío.
Temperatura de la boquilla demasiado baja: Si la temperatura de la boquilla se ajusta demasiado baja o el sistema de control de temperatura falla, la masa fundida se enfriará rápidamente en la boquilla, formando una baba fría en la boquilla.
Temperatura del molde demasiado baja: Si la temperatura del molde es demasiado baja, la masa fundida se enfriará rápidamente al entrar en la cavidad del molde, lo que provocará un golpe de frío en el molde. Esto suele deberse a un sistema de refrigeración mal diseñado.
Distribución desigual de la temperatura del barril: Si la temperatura no es uniforme en el cilindro, la masa fundida se enfriará a velocidades diferentes en la fase de inyección, formando un canal frío.

Diseño inadecuado del molde
El diseño del molde influye directamente en el proceso de moldeo por inyección. Las consecuencias de un mal diseño del molde son los problemas de flujo y llenado de la masa fundida, así como la aparición de depósitos fríos.
Ubicación y tamaño inadecuados de la puerta: Un diseño inadecuado de la posición y el tamaño de las compuertas hace que la masa fundida se enfríe y solidifique durante el proceso de flujo, formando así un slug frío.
Diseño inadecuado del corredor: El diseño del canal afecta directamente a la trayectoria del flujo y a la velocidad del material fundido. Los canales largos o finos aumentan la resistencia al flujo del material fundido, por lo que reducen la velocidad de flujo del material fundido y, de hecho, hacen que el material fundido se endurezca y solidifique durante el flujo, formando un depósito frío en el canal.
Diseño inadecuado del sistema de refrigeración: La disposición y el diseño del sistema de refrigeración del molde afectarán a la distribución de la temperatura en el molde. Una disposición incorrecta de los canales de refrigeración provocará una uniformidad deficiente de la temperatura del molde y la formación de depósitos fríos.

Parámetros inadecuados del proceso de moldeo por inyección
Moldeo por inyección Los factores del proceso incluyen la velocidad de inyección, la presión de inyección, el tiempo de mantenimiento, el tiempo de enfriamiento, etc. Estos parámetros están estrechamente relacionados con el caudal y la velocidad de solidificación de la masa fundida. Si los parámetros del proceso no se ajustan correctamente, se formará un slug frío.
Baja velocidad de inyección: Una velocidad de inyección baja provoca la solidificación de la masa fundida durante el flujo, ya que se forman barros fríos debido al rápido enfriamiento de la masa fundida. Especialmente en la compuerta y el canal, una velocidad de inyección baja dificulta el flujo de la masa fundida y crea lo que se conoce como barros fríos.
Baja presión de inyección: Una presión de inyección baja provoca un flujo deficiente de la masa fundida y la incapacidad de ésta para entrar suavemente en la cavidad del molde y enfriarse y solidificarse mientras fluye, lo que crea un slug frío.
Tiempo de retención insuficiente: Si el tiempo de mantenimiento no es suficiente, se produce una baja presión de fusión en la cavidad del molde y, por lo tanto, no permite que la cavidad se llene correctamente, se forma el slug frío.
Tiempo de enfriamiento excesivo: Un tiempo de enfriamiento prolongado reduce la temperatura del molde, lo que enfría la masa fundida y provoca la solidificación del trozo de plástico frío en el molde.

Selección inadecuada del material
Los distintos materiales plásticos tienen diferentes puntos de fusión y propiedades de fluidez. Una selección inadecuada del material también provoca la formación de depósitos fríos.
Materiales de alto punto de fusión: La mayoría de los materiales de alto punto de fusión deben inyectarse a temperaturas y presiones más elevadas. Si no hay suficiente temperatura y presión, la masa fundida empieza a enfriarse y solidificarse durante el flujo y forma desechos fríos.
Materiales poco fluidos: Los materiales con escasas propiedades de fluidez forman fácilmente depósitos fríos durante el moldeo por inyección, especialmente en el canal y la compuerta. Estos materiales requieren una mayor velocidad y presión de inyección para evitar la formación de depósitos fríos.

Métodos de detección y análisis de babosas frías
Para prevenir y controlar eficazmente la formación de babosas frías, es obligatorio detectarlas y analizarlas. A continuación se indican algunos métodos comunes de detección y análisis:
Inspección visual
La inspección visual es la forma más directa de detectar las babosas frías. Las babosas frías pueden detectarse inspeccionando la superficie y el interior del pieza moldeada por inyección. Las babosas frías suelen aparecer como ondulaciones, vacíos, defectos o rayas en la superficie.
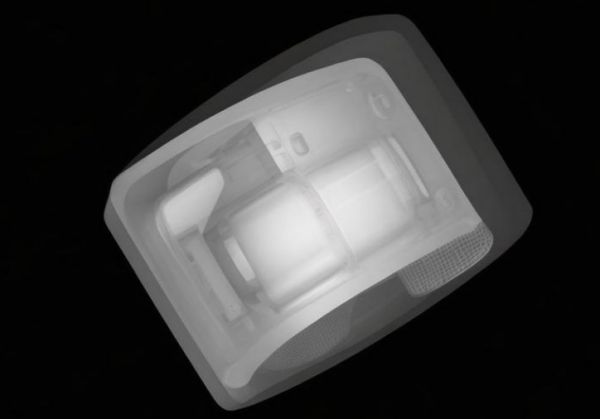
Inspección por rayos X
La inspección por rayos X es una de las técnicas no destructivas que pueden utilizarse para la detección de rebabas en frío. La superficie interna o la rebaba fría en piezas de moldes de inyección pueden descubrirse mediante visión por rayos X. La inspección por rayos X es apropiada para defectos internos, especialmente para productos finos, de precisión esencial y de alta demanda.
Análisis térmico
La calorimetría diferencial de barrido (DSC) y el análisis termogravimétrico (TGA) son las técnicas habituales que entran en la categoría de métodos de análisis térmico. Mediante el estudio de las características térmicas de los materiales utilizados en la producción del plástico, es posible definir el punto de fusión de este material y las propiedades de enfriamiento, lo que permite evaluar un potencial de creación de fangos fríos.
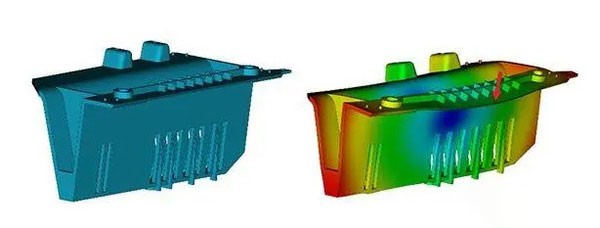
Análisis reológico
El análisis reológico tiene por objeto determinar el comportamiento de flujo de la masa fundida y la velocidad de enfriamiento durante el proceso de inyección de plásticos. De este modo, el análisis reológico ayuda a identificar los parámetros más favorables del proceso de moldeo por inyección para minimizar la aparición de babosas frías.
Medidas para prevenir y controlar las babosas del frío
Para controlar y evitar la formación de depósitos fríos, se pueden tomar varias medidas que reducirán con éxito los efectos de los depósitos fríos en el moldeo por inyección, aumentando así la calidad de los productos moldeados.
Optimizar el control de la temperatura
El control de la temperatura es un factor que debe controlarse para evitar la formación de depósitos fríos. Para evitar la formación de depósitos fríos, se recomienda mejorar la eficiencia de la máquina de moldeo por inyección y el sistema de control de temperatura del molde.
Control de temperatura de la boquilla: Asegúrese de que la temperatura de la boquilla es la óptima para evitar que la masa fundida se cristalice en la boquilla. De un modo u otro, la temperatura de la boquilla puede mantenerse constante utilizando dispositivos de calentamiento o camisas aislantes.
Control de la temperatura del molde: Minimizar la resistencia al flujo del sistema de refrigeración e incluso la temperatura en el molde. Los cambios en el diseño de los canales de refrigeración y la velocidad de flujo del medio refrigerante pueden utilizarse para aumentar el control de la temperatura del molde.
Control de temperatura del barril: Garantizar una distribución uniforme de la temperatura en la barrica para evitar fluctuaciones de temperatura que provoquen la formación de depósitos fríos. Los sistemas de control de temperatura multizona pueden controlar con precisión la temperatura de las distintas zonas del barril.

Mejorar el diseño de los moldes
Hay que asegurarse de que el diseño del molde es el adecuado para minimizar la formación de depósitos fríos. Con un mejor diseño de las compuertas y los canales, se puede mejorar el flujo de la masa fundida, lo que ayudará a minimizar la formación de depósitos fríos.
Optimizar el diseño de las puertas: Seleccione posiciones y tamaños de compuerta adecuados que permitan que la masa fundida entre en la cavidad del molde sin obstáculos. El uso de compuertas multipunto o sistemas de canal caliente puede mejorar el flujo de la masa fundida.
Optimizar el diseño del corredor: Deben diseñar canales con formas y tamaños adecuados para minimizar la resistencia al flujo de la masa fundida. Los canales helicoidales o cónicos pueden ayudar a mejorar el flujo de la masa fundida.
Mejorar el diseño del sistema de refrigeración: Aumentar la distribución de los canales de refrigeración y la velocidad de flujo del medio refrigerante para conseguir una distribución uniforme de la temperatura dentro del molde. El uso de sistemas de refrigeración dinámicos puede controlar los parámetros de refrigeración cuando hay diferentes etapas de producción.

Ajuste de los parámetros del proceso de moldeo por inyección
Ajustar correctamente proceso de moldeo por inyección es crucial para reducir la formación de depósitos fríos. Es necesario reducir la velocidad de inyección, la presión de inyección y el tiempo de mantenimiento, así como aumentar el tiempo de enfriamiento, lo que también influye positivamente en el flujo de la masa fundida, así como en las características de enfriamiento y, por lo tanto, disminuye la formación de depósitos fríos.
Aumentar la velocidad de inyección: Aumentar la velocidad de inyección es una forma eficaz de minimizar el tiempo que la masa fundida pasa enfriándose y solidificándose durante el flujo y, por tanto, de minimizar la formación de barros fríos. Sin embargo, si la velocidad de inyección es demasiado rápida, pueden producirse otros defectos como parpadeo o sobrellenado, por lo que el ajuste debe realizarse dentro del margen permisible dentro de la calidad de los productos.

Aumentar la presión de inyección: Las presiones de inyección más elevadas pueden, de hecho, mejorar el flujo de la masa fundida, lo que significaría que ésta llenaría mejor la cavidad del molde con pérdida, reduciendo la formación de desechos fríos. Sin embargo, la presión de inyección debe controlarse para evitar dañar el molde o distorsionar las formas de los productos, por lo que es algo moderada.
Prolongar el tiempo de retención: Para eliminar el riesgo de formación de slug frío, hay que mantener suficiente presión dentro de la cavidad del molde, para lo cual hay que aumentar el tiempo de retención. Asimismo, si los medios de producto se mantuvieran durante mucho tiempo, significaría que también se prolongaría el ciclo de inyección, por lo que no sería muy eficiente.
Optimice el tiempo de enfriamiento: El tiempo de enfriamiento debe controlarse eficazmente para que la temperatura del molde se encuentre dentro de un rango correcto para ralentizar la velocidad de enfriamiento de la masa fundida, además de desalentar la formación de slug frío. El tiempo de enfriamiento debe optimizarse aquí mediante experimentación y, por tanto, deben deducirse los parámetros correspondientes al tiempo de enfriamiento óptimo.

Seleccione los materiales adecuados
La elección del material determina en gran medida la eficacia del moldeo por inyección, así como la calidad del artículo final. El control de la selección de materiales conduce a la optimización del flujo de la masa fundida y los rasgos de enfriamiento para minimizar la formación de barros fríos.
Seleccione materiales de bajo punto de fusión: Su uso facilita la fusión del material y mejora su fluidez durante el moldeo por inyección, lo que minimiza la formación de depósitos fríos.
Seleccione materiales de alto caudal: Debido a la mayor fluidez de los materiales de alta fluidez, es más fácil rellenar la cavidad del molde durante el proceso de moldeo por inyección, minimizando así la formación de depósitos fríos. Los plastificantes pueden incorporarse a la formulación o la elección de materiales con mejores características de fluidez mejorará la fluidez del material.

Reforzar el mantenimiento de los equipos
El estado de los equipos de moldeo por inyección es el principal factor que afecta a la estabilidad del proceso de moldeo y a la calidad de los productos finales. El mantenimiento y el cuidado adecuado de los equipos también son muy cruciales para que los equipos funcionen correctamente sin la formación de babosas frías.
Compruebe periódicamente los sistemas de control de temperatura: Se recomienda comprobar los sistemas de control de temperatura de la máquina de moldeo por inyección y del molde para asegurarse de que funcionan como es debido a fin de evitar la formación de depósitos fríos.
Limpie regularmente las boquillas y las correderas: Limpie las boquillas, la punta de la boquilla y los canales para que la masa fundida fluya libremente y evitar la formación de depósitos fríos debido a obstrucciones.
Compruebe periódicamente los sistemas de refrigeración: Asegúrese de que el sistema de refrigeración del molde funciona correctamente para evitar la formación de depósitos fríos debido a un enfriamiento desigual.

Conclusión
En el proceso de moldeo por inyección, hay varios factores que pueden contribuir a la formación de depósitos fríos, que son pequeños trozos de plástico solidificado que pueden afectar a la calidad de las piezas moldeadas. Por ejemplo, utilizar PC (policarbonato) ignífugo puede ser un reto, ya que requiere un control preciso de la temperatura para mantener sus propiedades. Cuando se utiliza acero para moldes refrigerado por agua, es crucial conseguir la velocidad de enfriamiento correcta. Una velocidad de enfriamiento inadecuada puede hacer que el plástico se enfríe demasiado rápido, formando babosas frías antes de que el molde esté completamente lleno. Además, es esencial seleccionar el grado de resistencia al fuego correspondiente para el plástico moldeado, ya que garantiza que el material pueda soportar las condiciones requeridas sin degradarse prematuramente. Una velocidad de inyección lenta puede agravar este problema al permitir que el fluido plástico se enfríe y solidifique demasiado pronto. Por lo tanto, mantener un equilibrio óptimo de estos factores es vital para evitar los fallos por frío y garantizar la producción de piezas de plástico moldeado de alta calidad.

Las babosas frías son uno de los problemas básicos y bastante prolongados que se producen en moldeo por inyección debido a varios factores que pueden incluir; temperatura, diseño del molde, parámetros del proceso y materiales. Por lo tanto, ajustar el control de la temperatura, el diseño del molde, los parámetros del proceso, la selección de materiales y aumentar el mantenimiento del equipo ayudará a reducir la formación de depósitos fríos, mejorando así la calidad del moldeo por inyección y su eficiencia.







