 Ir al contenido
Ir al contenido 

Introducción: El ángulo de desmoldeo de un molde es muy importante a la hora de diseñar un molde. molde de inyección. Decide lo difícil que es sacar el producto del molde. Si tiene un buen ángulo de desmoldeo, podrá sacar el producto del molde sin problemas.
Si no tiene un buen ángulo de desmoldeo, puede dañar el producto o hacer que se atasque en el molde. Este artículo va a contarte lo que necesitas saber sobre el ángulo de desmoldeo de un molde.
¿Cuál es la definición de ángulo de giro?
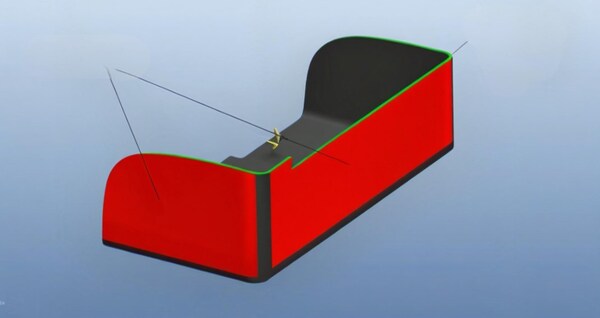
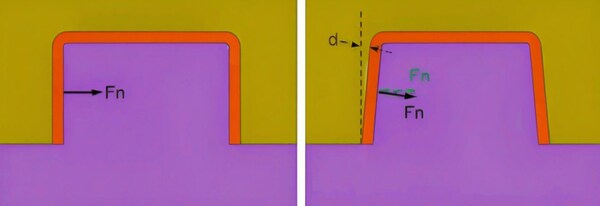
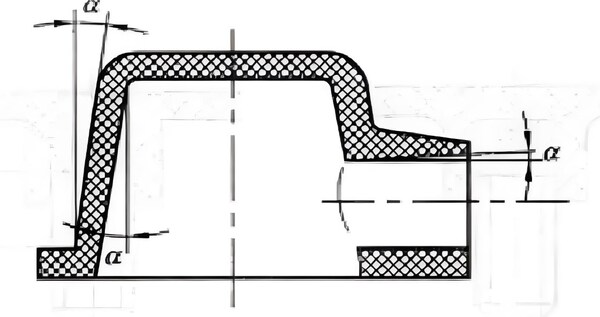
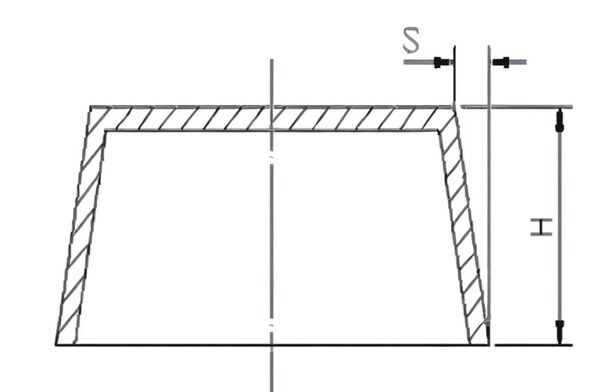
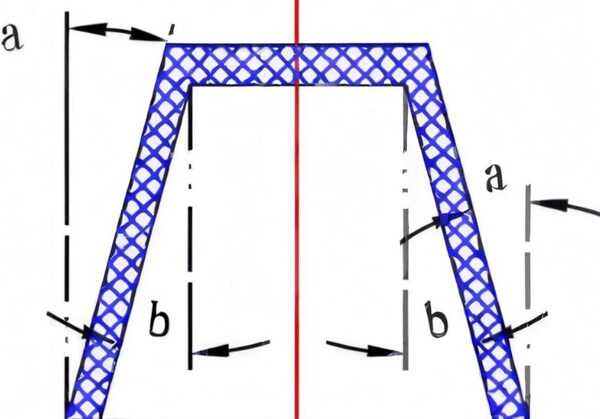
El ángulo de desmoldeo es el ángulo entre la superficie de separación del molde y el eje del producto. El tamaño de este ángulo determina el tamaño y la dirección de la fuerza externa necesaria para desmoldar el producto.
El ángulo de desmoldeo (también conocido como ángulo de desmoldeo) es la pendiente diseñada a ambos lados de la cavidad del molde para facilitar el desmoldeo. La orientación del ángulo de desmoldeo depende de las dimensiones internas y externas de la pieza de plástico.
El tamaño del ángulo de desmoldeo de la pieza de plástico está relacionado con las propiedades, la contracción, el coeficiente de fricción, el grosor de la pared y la geometría de la pieza de plástico. Los plásticos duros tienen un ángulo de desmoldeo mayor que los blandos; las piezas de plástico con formas más complejas o más orificios de moldeo tienen un ángulo de desmoldeo mayor.
Las piezas de plástico con mayor altura y agujeros más profundos tienen un ángulo de desmoldeo menor; a medida que aumenta el grosor de la pared y la fuerza del agujero interior que envuelve el núcleo es mayor, el ángulo de desmoldeo también debe ser mayor.
A veces, para mantener la pieza de plástico en la matriz o en el núcleo cuando se abre el molde, se hace intencionadamente que la inclinación del borde sea menor o que el bisel sea mayor.No hay una regla rígida y rápida para el tamaño del ángulo de desmoldeo, y la mayoría se determinan por experiencia y en función de la profundidad de la pieza.
¿Cuáles son los tipos de ángulos de giro?
El ángulo de desmoldeo del molde se divide en ángulo de desmoldeo de la superficie delantera y ángulo de desmoldeo de la superficie trasera. Se distinguen principalmente por la superficie de separación. La superficie de separación divide el núcleo del molde en molde delantero y molde trasero. El ángulo de desmoldeo que debe diseñarse en la superficie paralela a la dirección de desmoldeo del molde delantero se denomina ángulo de desmoldeo de la superficie del molde delantero.
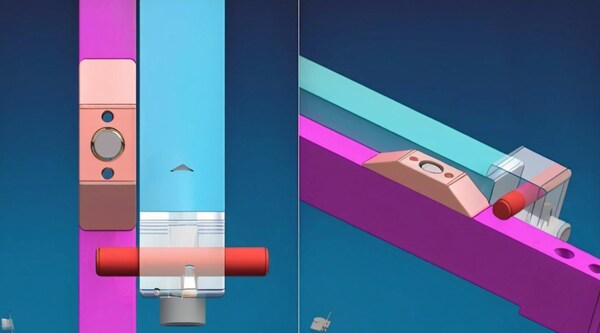
Por el contrario, se denomina ángulo de tiro de la superficie posterior del molde. Además, si el molde tiene arrastre lateral del núcleo (bisel superior y deslizador), se denomina ángulo de desmoldeo de la superficie del bisel superior, la pendiente y el ángulo de desmoldeo de la superficie del deslizador, y la dirección de desmoldeo se basa en la dirección del movimiento del deslizador.
¿Cuáles son los principios de diseño del ángulo de desmoldeo?
Para productos con elevados requisitos de apariencia, el ángulo de desmoldeo debe ser pequeño: Para mantener la integridad y belleza de la apariencia del producto, el ángulo de desmoldeo debe ser lo más pequeño posible para reducir el impacto en la apariencia del producto durante el proceso de desmoldeo.
Para productos que requieren alta precisión, el ángulo de desmoldeo debe ser pequeño: Un ángulo de desmoldeo grande afectará a la precisión dimensional del producto. Por lo tanto, para los productos que requieren alta precisión, el ángulo de desmoldeo también debe ser lo más pequeño posible.
La superficie es brillante, por lo que el ángulo de desmoldeo debe reducirse adecuadamente: Los productos con superficies brillantes suelen tener mayores exigencias de aspecto, por lo que el ángulo de desmoldeo también debe reducirse adecuadamente.
Los materiales plásticos tienen propiedades autolubricantes, por lo que puede reducirse el ángulo de desmoldeo.El producto tiene una forma compleja, por lo que debe aumentarse el ángulo de desmoldeo: Las formas complejas pueden dificultar el desmoldeo, por lo que es necesario aumentar el ángulo de desmoldeo para garantizar un desmoldeo sin problemas.
Los plásticos con poca fluidez o con refuerzos añadidos deben tener un ángulo de desmoldeo mayor: Estos materiales tienen poca fluidez, lo que puede dificultar el llenado del molde o que se adhieran al molde durante el desmoldeo, por lo que es necesario aumentar el ángulo de desmoldeo.
Aumente el grosor de la cola y el ángulo de desmoldeo: Las capas de plástico más gruesas se contraen más cuando se enfrían, y aumentar el ángulo de desmoldeo ayuda a reducir la tensión de contracción y evitar la deformación.
Para plásticos con gran contracción, debe utilizar un ángulo de desmoldeo mayor: Los plásticos con gran contracción se encogen mucho cuando se enfrían. Si aumenta el ángulo de desmoldeo, ayudará a compensar esta contracción y se asegurará de que el producto tenga el tamaño adecuado.
Aumente el ángulo de desmoldeo de las piezas de plástico transparente: Las piezas de plástico transparente suelen tener unos requisitos elevados de aspecto y propiedades ópticas. Aumentar adecuadamente el ángulo de desmoldeo ayuda a reducir la tensión y la deformación durante el desmoldeo y a mantener la transparencia y las propiedades ópticas del producto.
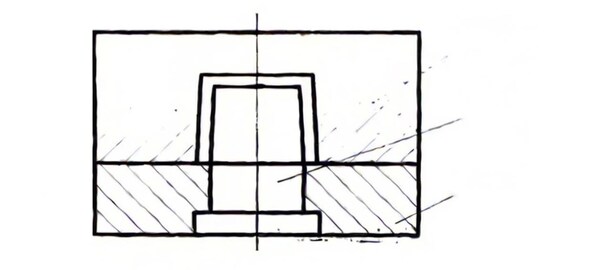
La dirección de desmoldeo se basa generalmente en la superficie de separación para el desmoldeo, asegurando que el extremo más grande está cerca de la superficie de separación después del desmoldeo, de lo contrario no se puede desmoldar sin problemas.
¿Cómo determinar el ángulo de desmoldeo adecuado?
Selección de la dirección de desmoldeo
La dirección de desmoldeo del molde de inyección no sólo afecta al tamaño y la calidad del aspecto del producto acabado, sino que también influye directamente en la vida útil y la eficacia de producción del molde.
Por lo tanto, antes de determinar el ángulo de desmoldeo, hay que determinar primero la dirección de desmoldeo. En términos generales, la dirección de desmoldeo debe permitir que el producto acabado se separe naturalmente del molde sin causar un impacto y un desgaste excesivos del molde.
Formular el ángulo de desmoldeo
Una vez que haya decidido en qué dirección tirar del molde, tendrá que decidir cuánto tirar en función del material y de las condiciones de producción. En general, cuanto mayor sea la extracción, más fácil será sacar la pieza, pero afectará al acabado superficial de la pieza.
Si el tirón es demasiado pequeño, desgastará el molde y hará que la calidad de la pieza sea inconsistente. Por lo tanto, hay que tirar lo máximo posible sin perjudicar la calidad de la pieza ni la vida útil del molde.
Considere el material
Los distintos materiales plásticos tienen diferente fluidez, contracción y elasticidad. A la hora de determinar el ángulo de desmoldeo, es necesario tener en cuenta las características del material para garantizar que el producto pueda desmoldearse sin problemas.

Considerar las condiciones de producción
Al determinar el ángulo de expulsión del molde de inyección, también hay que tener en cuenta las condiciones de producción, como la velocidad de inyección, la presión de inyección, la temperatura del molde, etc.
Estos factores afectarán a la calidad de la superficie y a la precisión dimensional del producto acabado, y luego afectarán a la selección del ángulo de eyección. Acumule continuamente experiencia en la producción real y encuentre los mejores parámetros de ángulo de eyección mediante moldes de prueba y ajustes.

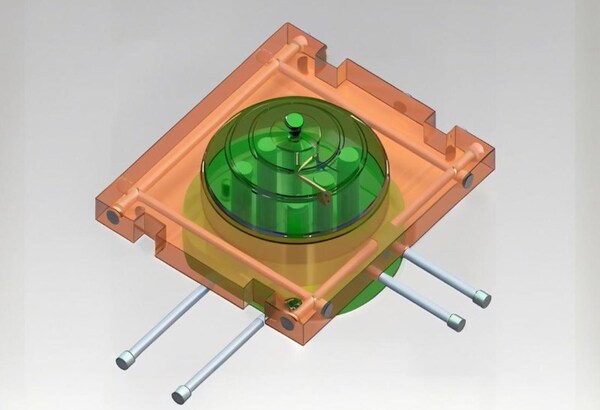
Estructura del molde: La estructura y la disposición del molde también son factores importantes para determinar el ángulo de desmoldeo. Por ejemplo, el ángulo de desmoldeo de un molde con varias cavidades normalmente debe considerarse uniforme para garantizar el equilibrio y la consistencia de cada cavidad.
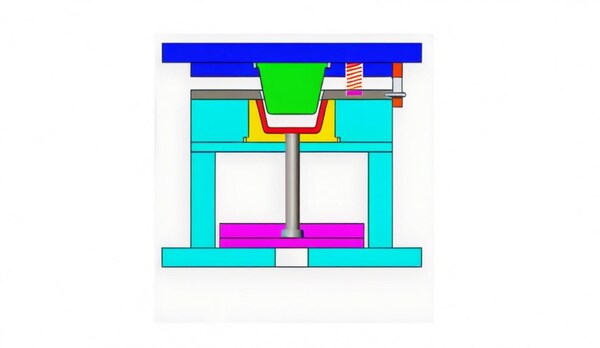
Sistema eyector: El diseño y la disposición del sistema eyector también afectarán a la selección del ángulo de tiro. La magnitud y la dirección de la fuerza de expulsión deben coincidir con el ángulo de tiro para garantizar una expulsión suave del producto.
¿Cuáles son los puntos clave para determinar el ángulo de inclinación?
No existe una regla fija para determinar el ángulo de inclinación necesario. La mayor parte depende de la experiencia y de la profundidad de la pieza. Además, hay que tener en cuenta el proceso de moldeo, el grosor de la pared y el tipo de plástico utilizado.
Pero, en general, se necesita cierto ángulo de desmoldeo en cada pared lateral de la pieza para ayudarla a salir del molde. La cantidad de ángulo de desmoldeo puede variar de cero a varios grados, según las circunstancias, pero de 0,5° a 1° suele ser una buena regla general.
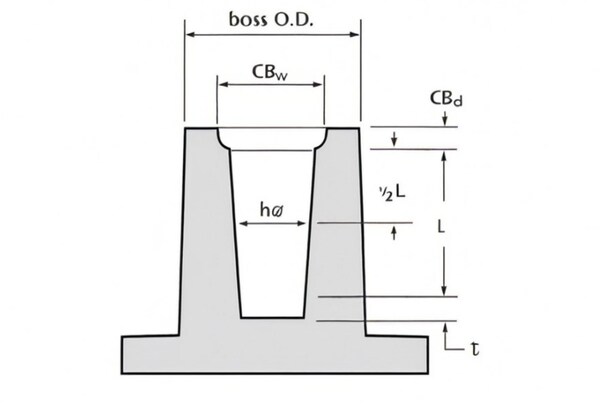
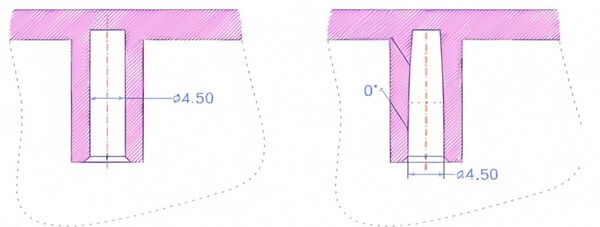
La dirección de la pendiente se basa generalmente en el extremo pequeño del agujero interior, según el dibujo, y la pendiente se obtiene a partir de la dirección de expansión. La forma exterior se basa en el extremo grande, y la pendiente se obtiene a partir de la dirección de reducción.
Para piezas de plástico con requisitos de alta precisión, debe utilizarse una pendiente de desmoldeo menor. Para tamaños mayores y más grandes, debe utilizarse una pendiente de desmoldeo menor. Para piezas de plástico con gran contracción, debe utilizarse un valor de pendiente mayor. Cuando el grosor de la pared de la pieza de plástico es mayor, la contracción de moldeo aumentará, y la pendiente de desmoldeo debe utilizar un valor mayor.
Normalmente, la pendiente de desmoldeo no está incluida en el margen de tolerancia de las piezas de plástico. La pendiente de desmoldeo de las piezas transparentes debe aumentarse para evitar arañazos. Normalmente, la pendiente de desmoldeo de los materiales PS debe ser superior a 3°, y la pendiente de desmoldeo de los materiales ABS y PC debe ser superior a 2°.
La pared lateral de las piezas de plástico con grano de cuero, chorro de arena y otros tratamientos de aspecto debe añadirse con un ángulo de desmoldeo de 3°~5°, dependiendo de la profundidad específica de la textura. El ángulo de desmoldeo requerido como referencia se indica claramente en la placa de textura general. Cuanto mayor sea la profundidad de la textura, mayor deberá ser el ángulo de desmoldeo. El valor recomendado es 1°.
La inclinación de la superficie de inserción suele ser de 1° a 3°, y la inclinación de la superficie de desmoldeo de la cubierta exterior es mayor o igual a 3°. La pendiente de desmoldeo de otras características de la carcasa, excepto la superficie de la carcasa exterior, es de 1° como pendiente de desmoldeo estándar.
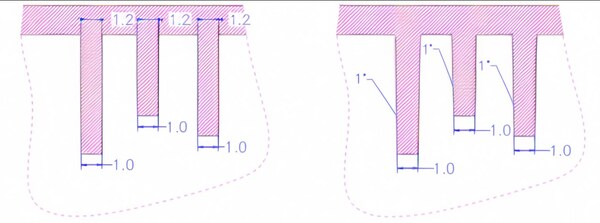
En particular, también se puede tomar de acuerdo con los siguientes principios: el ángulo de desmoldeo de las nervaduras de refuerzo por debajo de 3 mm de altura es de 0,5°, 35 mm es de 1°, y el resto es de 1,5°; el ángulo de desmoldeo de la cavidad por debajo de 3 mm de altura es de 0,5°, 35 mm es de 1°, y el resto es de 1,5°.

¿Cuáles son los métodos para ajustar el ángulo de desmoldeo?
Ajuste de la estructura mecánica
Arreglar la estructura mecánica en función de los defectos de diseño del molde. Ajuste el ángulo de desmoldeo manteniéndolo estandarizado. Ajuste el ángulo de desmoldeo, aumente el ángulo de desmoldeo o cambie el espaciado de la plantilla.

Ajustar la temperatura
Los distintos plásticos tienen diferentes tasas de contracción y dificultades de desmoldeo. Calentar el molde durante el proceso de moldeo por inyección puede reducir la tensión en el interior de la pieza moldeada por inyección y mejorar la fluidez del plástico para conseguir mejores efectos de conformado.

Cambiar el método de desmoldeo
Para resolver mejor el problema del molde en el proceso de desmoldeo, podemos cambiar el método de desmoldeo. Por ejemplo, podemos utilizar el método de desmoldeo por traslación, aumentar la longitud del pasador eyector, etc.
Procesamiento del molde
El grado de calado se reprocesa procesando el molde. A veces es necesario ajustar el ángulo de desmoldeo por inyección según la naturaleza y los requisitos del producto. En ese momento, pueden utilizarse métodos de procesamiento mecánico o tratamiento térmico.

¿Cuáles son las precauciones para la pendiente de desmoldeo?
No utilice demasiado ángulo de desmoldeo: Demasiado calado puede hacer que la pieza se incline o se tuerza al salir del molde, lo que puede afectar a la calidad de la pieza.
Preste atención a la coordinación entre lo local y lo global: En estructuras de producto complejas, puede ser necesario ajustar localmente la pendiente de desmoldeo para conseguir un desmoldeo global suave.
Piensa en lo que viene después: Algunos productos necesitan ser procesados después del moldeo por inyección, como el plegado en caliente, el curvado, etc. Cuando fije el ángulo de desmoldeo, piense en lo que viene después para no estropear el procesamiento.
¿Cuáles son las funciones del ángulo de giro?
Sigue mejorando: En la producción real, el diseño del ángulo de desmoldeo del molde se optimiza y mejora continuamente de acuerdo con la situación real para mejorar la eficiencia de la producción y la calidad del producto.
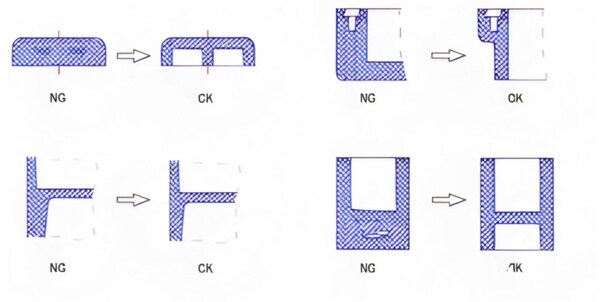
El ángulo de desmoldeo debe ser uniforme y consistente para evitar esquinas afiladas o ranuras locales.
El ángulo de desmoldeo debe ser coherente con la dirección de desmoldeo de la pieza moldeada por inyección. El ángulo de desmoldeo debe tener en cuenta la tasa de contracción de la pieza moldeada por inyección. El ángulo de desmoldeo debe ser tan grande como sea posible sin afectar a la apariencia y el rendimiento de la pieza moldeada por inyección.
Propiedades del material: Los distintos materiales plásticos tienen diferentes índices de contracción y coeficientes de dilatación térmica. Los plásticos duros como el ABS y el PC pueden requerir un ángulo de desmoldeo mayor, mientras que los plásticos blandos como el TPR y el TPU pueden diseñarse con un ángulo de desmoldeo menor.

Estructura de la pieza de plástico: Para piezas de plástico con estructuras complejas, como piezas con agujeros profundos o ranuras estrechas, el ángulo de desmoldeo debe aumentarse un poco para evitar que las piezas de plástico se encojan y se queden atascadas en el molde durante el enfriamiento.
Requisitos de la superficie lisa: Los productos con superficies muy brillantes necesitan ángulos de desmoldeo más altos para garantizar que la superficie lisa de las piezas de plástico no se estropee al extraerlas.

Vida útil del molde y desmoldeo: La vida útil del molde se acortará si el ángulo de desmoldeo es demasiado grande, porque cuanto mayor sea el ángulo, más desigual será la fuerza sobre el molde. Por lo tanto, bajo la premisa de cumplir los requisitos de desmoldeo del producto, intente utilizar un ángulo de desmoldeo menor en la medida de lo posible.
Requisitos de precisión dimensional: Para las piezas de plástico que requieren una gran precisión dimensional, el ángulo de desmoldeo debe ajustarse con mucha precisión, ya que de lo contrario es fácil que se produzcan desviaciones dimensionales.
Espesor de la pieza de plástico: Las piezas de plástico de paredes finas suelen necesitar un ángulo de desmoldeo mayor para evitar deformaciones, mientras que las piezas de plástico de paredes gruesas necesitan un ángulo de desmoldeo menor para ahorrar materiales.
Condiciones para el proceso de producción del moldeo por inyección: La deformación por contracción de las piezas de plástico se ve afectada por parámetros del proceso como la velocidad de inyección, la presión, la temperatura y el tiempo de mantenimiento, por lo que el tamaño del ángulo de desmoldeo debe ajustarse en función de las condiciones específicas del proceso.

Consideraciones estéticas: Para algunos productos con un diseño de aspecto importante, el diseño del ángulo de desmoldeo también debe tener en cuenta la estética general del producto. A veces, el ángulo de desmoldeo debe ocultarse hábilmente para que no afecte al aspecto del producto.
Requisitos funcionales: Para estructuras con funciones como deslizamiento y encaje, el ajuste del ángulo de desmoldeo debe garantizar que estas funciones puedan funcionar correctamente y no se vean comprometidas debido a un diseño de desmoldeo inadecuado.
¿Cuáles son las precauciones para el desmoldeo en pendiente?
No utilices demasiada corriente: Demasiadas corrientes de aire pueden hacer que la pieza se incline o se tuerza al salir del molde, lo que puede estropear la pieza.
Preste atención a la coordinación entre lo local y lo global: En estructuras de producto complejas, puede ser necesario ajustar localmente la pendiente de desmoldeo para conseguir un desmoldeo global suave.

Tenga en cuenta las necesidades del tratamiento posterior: Algunos productos necesitan ser procesados después del moldeo por inyección, como el doblado en caliente, el curvado, etc. Al establecer el ángulo de desmoldeo, tenga en cuenta las necesidades de procesamiento posterior para evitar que se vea afectado el efecto de procesamiento.
Conclusión
Durante el proceso de diseño, los especialistas en moldeo por inyección deben tener en cuenta la mayor cantidad de ángulos de desmoldeo, incluyendo ángulos de desmoldeo de cero grados y ángulos de desmoldeo de medio grado, para garantizar acciones de desmoldeo suaves, optimizando así la línea de apertura y el enfoque de la cavidad central para lograr un proceso de producción de alta calidad.
El moldeo por inyección con un ángulo de desmoldeo razonable es la clave de un proceso de producción de alta calidad. Añadiendo ángulos de desmoldeo, especialmente cuando se trata de superficies verticales complejas, se puede mejorar eficazmente el efecto de desmoldeo.
Cuando fabrique piezas de plástico con moldeo por inyecciónEl ángulo de los lados de la pieza es muy importante. Si lo haces bien, las piezas saldrán del molde con mucha facilidad. Si se hace mal, las piezas se atascarán en el molde y habrá que tirarlas. Por tanto, acertar con el ángulo es muy importante. Si lo haces bien, harás más piezas en menos tiempo y de mejor calidad.







