 Ir al contenido
Ir al contenido 

El diseño del moldeo por inyección es fundamental para producir piezas de plástico de alta calidad, que influyen en la funcionalidad y la fabricabilidad en diversos sectores.
Injection molding design involves optimizing part and tool design, focusing on material selection, espesor de pared1y ángulo de calado2s for manufacturability. It’s widely used in automotive, electronics, and packaging industries.
Comprender los entresijos del diseño del moldeo por inyección puede mejorar significativamente la calidad del producto y la eficacia de la fabricación. Profundice para descubrir estrategias que optimizan el rendimiento de las piezas y los procesos de producción.
- Start DFM before the mold design is frozen.
- Keep wall thickness, draft, ribs, gates, and ejection decisions connected.
- Use visual breaks and defect checks before releasing a design.
- Supplier review should link part geometry with tooling cost, cycle time, and quality risk.
“Proper injection molding design reduces manufacturing defects.”Verdadero
Unas estrategias de diseño eficaces, como unos ángulos de tiro adecuados y un grosor de pared uniforme, minimizan defectos como el alabeo y las marcas de hundimiento.
“Injection molding design has no impact on production costs.”Falso
El diseño afecta directamente al uso del material, la duración de los ciclos y la vida útil de las herramientas, factores todos ellos que contribuyen al coste global de la producción.
¿Por qué diseñar para moldeo por inyección?
Injection molding design is the DFM discipline that makes plastic parts manufacturable, repeatable, and cost-controlled before tooling starts.
El diseño para moldeo por inyección reduce los costes de producción y aumenta la durabilidad optimizando la complejidad del molde y las características del material. Las ventajas incluyen una fabricación más rápida, mayor precisión y escalabilidad, vitales para los sectores de la automoción, los bienes de consumo y la electrónica.
Determinar la complejidad de la fabricación
Al examinar el diseño, los diseñadores e ingenieros de productos pueden predecir lo que podría ir mal durante la fabricación. El diseño les dice qué pueden esperar para reducir la incertidumbre antes de empezar a fabricar el producto.
Además, saber lo complicado que es el producto puede ayudarles a averiguar cómo debe ser el molde. De ese modo, pueden diseñar y fabricar el molde adecuado para el producto que quieren fabricar.
Garantizar la viabilidad de la fabricación
Cuando diseña y produce piezas de plástico, no sabe si la pieza que ha diseñado se puede fabricar. El diseño de moldeo por inyección puede decirle si el método de fabricación es viable.
Así, puede averiguar si va a tener problemas de fabricación en los que la pieza se atasque en el molde. Y lo que es más importante, le ahorra tiempo y dinero, por lo que puede fabricar su producto más barato y hacerlo más rápido.
Prevención de fallos en las piezas
If you don’t design your injection molded parts properly, they won’t work right or look good. They might not do what they’re supposed to do because of injection molding defects or other mechanical failures. Injection molding design guidelines will help you pick the right molding parameters and avoid big problems that will make your parts not work.
“Designing for injection molding ensures superior product consistency.”Verdadero
Si se tienen en cuenta elementos de diseño como el flujo de material y la refrigeración del molde, se mejora la uniformidad en toda la producción, lo que se traduce en una calidad constante del producto.
“All products can be designed for injection molding without constraints.”Falso
No todos los diseños son adecuados para el moldeo por inyección debido a las limitaciones de material y a la complejidad de la pieza, lo que requiere consideraciones de diseño a medida.
¿Cuáles son las consideraciones relativas al diseño de piezas moldeadas por inyección?
Las consideraciones relativas al diseño de piezas moldeadas por inyección son vitales para garantizar la funcionalidad, la fabricabilidad y la rentabilidad del producto.
Las consideraciones clave para las piezas moldeadas por inyección incluyen la selección del material, el grosor de la pared, los ángulos de desmoldeo, la colocación de las compuertas y el diseño de los nervios, todo lo cual afecta a la integridad estructural, la fabricabilidad, la calidad del producto y el coste.
Espesor de la pared de la cámara
Este es uno de los aspectos más importantes a tener en cuenta a la hora de diseñar una pieza moldeada por inyección. El grosor de la pared afecta a muchos aspectos de una pieza, como su funcionamiento, su aspecto y su coste.
So, you need to figure out the right wall thickness based on how the part needs to work. You need to think about how much stress the part can take and how long it needs to last to figure out the thinnest wall you can get away with.
La regla general es mantener el grosor de la pared uniforme en toda la pieza moldeada por inyección. Lo ideal es mantener el grosor de las paredes entre 1,2 mm y 3 mm. Si las paredes son demasiado finas, necesitará una presión de plástico elevada y se producirá cavitación. Si las paredes son demasiado gruesas, tendrá tiempos de ciclo más largos y utilizará más material, lo que le costará más dinero.
Siempre que tenga una pieza que cambie de grosor de pared, debe asegurarse de tener una buena transición entre las piezas. Puede hacerlo colocando chaflanes en sus bordes angulados o esquinas. Del mismo modo, si utiliza chaflanes en sus filetes o esquinas, se asegurará de que el plástico fundido llena completamente el molde y se enfría de manera uniforme.
Línea de separación
En línea de partición3 es donde las dos mitades del molde se unen para formar el producto final. Si hay algún desajuste o desalineación en el diseño de la línea de apertura, pueden producirse defectos de rebaba en la pieza moldeada. Por lo tanto, es importante diseñar una línea de apertura simple y recta para minimizar estos defectos. Las líneas de apertura sencillas son más fáciles de hacer, requieren menos mantenimiento y pueden dar un mejor acabado general al producto final.
A la hora de diseñar una línea de partición, suele ser mejor colocarla en un borde afilado que en una superficie redondeada. Así evitará tener que utilizar moldes con tolerancias estrechas, lo que puede aumentar los costes de producción. También hay que pensar en el aspecto que tendrá la línea de apertura en el producto acabado.
Debe diseñarlo de modo que sea lo más invisible posible y no atraviese ninguna superficie o característica crítica, como texto o logotipos. Esto le ayudará a asegurarse de que su producto final tiene el aspecto que desea y le ayudará a fabricar mejores piezas con el moldeo por inyección.
Ángulos de calado
The draft angle on the surface of an injection molded part allows for easy removal from the mold without damage. The required draft angle depends on factors such as wall thickness, material shrinkage, post-processing finishing needs, etc.
La profundidad media de calado debe aumentar 1 grado por pulgada de profundidad, pero al menos 1,5 a 2 grados suele ser seguro para la mayoría de las piezas. Las texturas pesadas pueden requerir hasta 5 grados por pulgada de profundidad. Un calado inadecuado puede provocar defectos estéticos como marcas de arrastre.
Puede añadir ángulos de desmoldeo cuando diseñe piezas moldeadas por inyección utilizando un sistema CAD. Sin embargo, es mejor hacerlo en las fases finales del diseño para minimizar la complejidad.
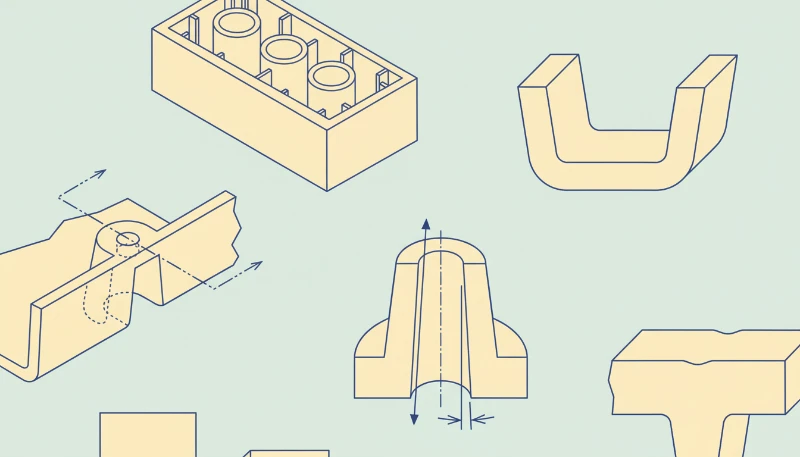
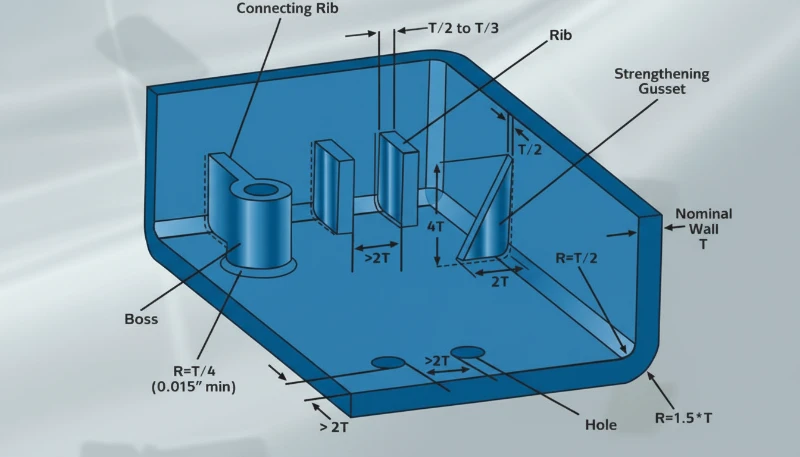
Costillas y Jefes
Las nervaduras se utilizan para reforzar las paredes de las piezas cuando dos paredes se encuentran en un ángulo de 90 grados. Contribuyen a que la pieza sea más resistente y pueda soportar más peso. Los resaltes son zonas elevadas de una pieza que se utilizan para fijar y alinear otras piezas. También refuerzan la pieza en zonas como agujeros para tornillos y ranuras.
The base thickness of the support ribs should be no more than two-thirds of the thickness of the adjacent wall. The rib height should not exceed 2.5 times the nominal wall thickness (2.5T). Shrinkage must be taken into account. To avoid sink marks, the thickness of the boss should not exceed 60% of the overall wall thickness.
Ubicación y tipos de puertas
La compuerta en el moldeo por inyección es una pieza muy importante que está directamente conectada a la pieza de plástico y controla el flujo de resina plástica fundida en la cavidad. El tamaño, la forma y la ubicación de la compuerta tienen un gran impacto en el producto acabado. Afecta a su resistencia y a su aspecto.
Hay cuatro tipos comunes de diseños de compuerta utilizados en diferentes tipos de moldes de inyección: borde, sub, punta caliente y bebedero. Como su nombre indica, las compuertas de borde se sitúan en el borde de una pieza plana y dejan una cicatriz en la línea de separación.
Las puertas secundarias son comunes y existen en diferentes variantes, como las puertas banana, las puertas smiley y las puertas túnel. Requieren pasadores eyectores para el recorte automático y ayudan a alejar la ubicación de la compuerta de la línea de apertura para un mejor llenado.
Las compuertas de punta caliente sólo se utilizan para moldes de inyección de canal caliente. Suelen situarse en la parte superior del molde para geometrías redondas o cónicas. Por otro lado, las compuertas son ideales para moldes cilíndricos grandes de una sola cavidad. Suelen dejar grandes cicatrices en los puntos de contacto, pero son fáciles de fabricar y mantener.
El diseño y el tipo de compuerta que utilice dependerán del diseño de la pieza, del material que elija, de las dimensiones que necesite y del aspecto que quiera darle. Una cosa que hay que tener en cuenta es colocar la compuerta en un lugar donde no cause mucha tensión ni daños a la pieza.
También hay que evitar tener que cortar la pieza del canal y colocar la compuerta en la parte más gruesa de la pieza para que se llene bien. A veces se necesita más de una compuerta, según el tamaño de la pieza, su forma y el tipo de plástico que se utilice.
Pasadores eyectores
Se trata de una parte fundamental de la configuración del moldeo por inyección y ayuda a empujar la pieza fuera del molde una vez que se ha enfriado lo suficiente. Suelen dejar marcas en la pieza. Por lo tanto, es necesario diseñarlos en un plano perpendicular a la dirección de movimiento del pasador.
Part shape, draft angle, waThe gate in injection molding is a very important part that is directly connected to the plastic part and controls the flow of molten plastic resin into the cavity. The size, shape, and location of the gate have a big impact on the finished product. It affects how strong it is and how it looks.
Por ejemplo, una resina más pegajosa requerirá más fuerza de desmoldeo. Del mismo modo, un polímero plástico más blando requerirá pasadores más anchos o más numerosos que ayuden a distribuir la fuerza de desmoldeo para evitar defectos de moldeo.
Recortes y roscas
Undercuts and threads are recessed or overhanging features that make it difficult for a plastic part to be ejected from the mold with a single pull. The design should ensure that the part can be ejected with a single, one-way pull. Doing so will help keep injection molding costs low. Therefore, it is important to avoid threads and undercuts when designing injection molded parts.
Para evitar socavaduras, oriente los elementos paralelos a la línea de tracción e incorpore elevadores y correderas en el diseño. Los elevadores ayudan a liberar las socavaduras internas sin corrientes de aire. Después de que la pieza se enfríe, los elevadores pueden empujar hacia arriba en ángulo para eliminar las socavaduras del molde. Las correderas, por su parte, utilizan pasadores en ángulo fijados al núcleo del molde para liberar las socavaduras externas.
Esquinas redondeadas
Para que el moldeo por inyección sea más eficaz y de mejor calidad, los diseñadores e ingenieros deben utilizar elementos redondeados en lugar de esquinas y bordes afilados. Los bordes afilados necesitan más presión para llenarse, lo que puede dañar la pieza y causar defectos al expulsarla. Las esquinas interiores y exteriores redondeadas ayudan a que el plástico fluya mejor, lo que reduce la tensión y las grietas.
El radio de las esquinas interiores debe ser al menos 50% del grosor de la pared adyacente. Por el contrario, las esquinas exteriores deben tener un radio de 150% del espesor de la pared adyacente. En el caso de elementos verticales como salientes y encajes a presión, la base debe ser redondeada. El radio del saliente debe ser 25% de la pared adyacente, con un radio mínimo de 0,381 mm (0,015 pulg.).
Acabado superficial
Las piezas de plástico pueden tener diferentes acabados superficiales. Estos acabados afectan a la textura, el aspecto y el tacto de la pieza. Elegir el acabado adecuado es importante durante la fase de diseño. Determina las herramientas y los materiales necesarios. Los acabados rugosos necesitan ángulos de desmoldeo más altos.
También afectan al material que elija. Es posible que tenga que preparar la superficie del molde para obtener el acabado que desea. Cualquier imperfección en la superficie del molde se reflejará en la pieza. Cuanto más trabajo tenga que hacer después de que la pieza salga del molde, más le costará y más tiempo tardará en fabricar el molde.
Selección de materiales
El moldeo por inyección consiste en utilizar distintos tipos de resinas plásticas, cada una con sus propias propiedades físicas y mecánicas. El material que elija determinará el comportamiento de la pieza en el entorno previsto. A la hora de elegir un material para el moldeo por inyección, hay que tener en cuenta aspectos como la contracción del material, el ajuste y el coste.
La contracción del plástico varía según el tipo de plástico y la forma en que se procesa, lo que puede afectar al funcionamiento y el aspecto de la pieza. También hay que tener en cuenta si el plástico se puede unir con tornillos o soldadura.
Si bien es importante tener las propiedades adecuadas para el plástico, también hay que pensar en lo que cuesta conseguir el plástico, convertirlo en una pieza y acabarla, de modo que se pueda fabricar por la menor cantidad de dinero posible.
“Uniform wall thickness is crucial in injection molding design.”Verdadero
El grosor uniforme de las paredes minimiza la tensión y el alabeo, lo que garantiza una producción de piezas uniforme y de alta calidad.
“Draft angles are not necessary for injection molding parts.”Falso
Los ángulos de desmoldeo facilitan la liberación de la pieza del molde, reduciendo el riesgo de daños durante la expulsión.
¿Cuáles son las directrices para el diseño de moldes de inyección?
El diseño eficaz de moldes de inyección es crucial para producir piezas de plástico de alta calidad de forma eficaz y uniforme en diversos sectores.
Directrices clave para el diseño de moldes de inyección: elegir materiales adecuados, garantizar sistemas de refrigeración eficaces y optimizar la expulsión de las piezas. Estas prácticas mejoran la eficiencia, reducen los defectos y aumentan la durabilidad del proceso de moldeo.
From our factory design reviews, the ZetarMold in-house mold manufacturing facility lets our engineers connect wall thickness, draft, gate location, cooling, and ejection decisions before steel is cut. For DFM-sensitive parts, 8 senior engineers can review tooling risk, and our production planning can compare the design against 47 injection molding machines before quoting and sampling.
Base del molde y disposición de las cavidades
El utillaje para moldes se compone de una base de molde, una cavidad, un inserto central y otras piezas. La base del molde es la base del molde, mientras que la cavidad y el inserto del núcleo dan forma a la pieza. El diseño del utillaje del molde afecta a la precisión y consistencia del proceso de moldeo. El mecanizado CNC consigue paredes verticales precisas, esenciales para los intrincados moldes de moldeo por inyección de plástico.
El molde tiene que ser resistente, fácil de mantener y fácil de desmontar y volver a montar para reparaciones y mantenimiento. El utillaje del molde debe fabricarse con precisión para que la cavidad y el núcleo queden bien alineados. La disposición de la cavidad del bastidor del molde también debe permitir el acceso a los insertos huecos y del núcleo para facilitar el mantenimiento y las reparaciones. Esto reduce los defectos y mejora las piezas.
Diseño del sistema de refrigeración
El sistema de refrigeración es muy importante en el diseño de moldes de inyección. Controla la temperatura de la cavidad del molde y del material plástico. La refrigeración es importante porque ayuda a solidificar el plástico y a controlar la contracción.
The cooling system design should ensure that the mold cavity is cooled evenly. The cooling channels should be designed close to the areas that take longer to cool so that they don’t interfere with the gate and runner system. The machinist should also optimize the design to achieve the shortest cycle time possible.
Diseño de correderas y compuertas
El sistema de canales y compuertas controla cómo fluye el plástico fundido hacia la cavidad del molde. La compuerta es por donde el plástico entra en la cavidad, y el sistema de canal ayuda al plástico a llegar a la compuerta. El diseño de la compuerta y el sistema de canal afecta al funcionamiento del proceso de moldeo y a la calidad del producto acabado.
El tamaño, la ubicación y la forma de la compuerta deben optimizar el flujo de material, minimizar la tensión de la pieza y evitar defectos en la misma. El sistema de canalización debe minimizar la caída de presión, garantizar una distribución uniforme del material y evitar puntos muertos en los que el plástico pueda acumularse y provocar defectos.
Diseño del sistema de eyección
The ejector system is what gets the part out of the mold. When you design the ejector system, you have to think about the shape of the part, how many undercuts it has, and how strong it is. You can use ejector pins, sleeves, or hydraulic ejector systems to make sure the part doesn’t get messed up when you take it out.
También hay que diseñar el sistema eyector para que pueda soportar la fuerza necesaria para sacar la pieza del molde. También hay que pensar dónde va el sistema eyector en relación con el sistema de compuertas y canales para que no estorbe.
Materiales del molde y tratamiento de la superficie
El material que utilice para su molde influirá en su duración y en el aspecto de sus piezas. Lo mejor es un material que soporte mucho calor, lo distribuya bien y no se desgaste. Elegir el material adecuado puede ayudarle a fabricar piezas más rápidamente, hacer que su molde dure más y fabricar piezas mejores.
Cada molde es diferente y hay que pensarlo detenidamente a la hora de fabricarlo. Los materiales utilizados deben mecanizarse correctamente para evitar defectos superficiales que puedan aparecer en la pieza moldeada.
Para eliminar las marcas dejadas por la fresa en la superficie del molde, hay que realizar más operaciones de acabado, como el chorro de arena o el pulido. El grado de acabado influye en el coste y el tiempo de fabricación del molde.
“Injection mold design affects the cooling time of the molded part.”Verdadero
Un diseño adecuado del molde garantiza un enfriamiento uniforme, lo que reduce los tiempos de ciclo y mejora la calidad de las piezas.
“Injection mold design has no impact on product quality.”Falso
Un cuidadoso diseño del molde influye directamente en la calidad de la pieza, ya que garantiza un flujo constante del material y una refrigeración uniforme.
¿Cuáles son los problemas comunes de diseño de moldeo por inyección y sus soluciones?
El moldeo por inyección es un proceso complejo con varios retos potenciales de diseño que pueden afectar a la calidad del producto y a la eficacia de la producción.
Los problemas habituales del moldeo por inyección, como el alabeo, las marcas de hundimiento y las rebabas, pueden mitigarse optimizando la temperatura del molde, ajustando el tiempo de enfriamiento y garantizando una ventilación adecuada para mejorar la consistencia del producto y reducir los defectos.
Flash
La rebaba es el plástico sobrante en la superficie de separación del molde o en el pasador eyector.
Causas del flash
fuerza de sujeción insuficiente, problemas con el molde, malas condiciones de moldeo, diseño incorrecto del sistema de escape .
Soluciones
Diseño del molde: Diseñe el molde de modo que pueda cerrarse herméticamente al sujetarlo. Compruebe el tamaño del orificio de escape y limpie la superficie del molde.
Máquina de moldeo por inyección: ajustar una máquina de moldeo por inyección con el tonelaje adecuado.
Proceso de moldeo: aumentar el tiempo de inyección, reducir la velocidad de inyección, reducir la temperatura del barril y la temperatura de la boquilla, reducir la presión de inyección y la presión de mantenimiento.
Rayas plateadas
Las vetas plateadas se producen cuando el agua, el aire o el material carbonizado se distribuyen por la superficie de la pieza en la dirección del flujo.
Causas de las rayas plateadas
El contenido de humedad en la materia prima es demasiado alto, el aire queda atrapado en la materia prima, degradación del polímero: el material está contaminado; la temperatura del barril es demasiado alta; el volumen de inyección es insuficiente.
Soluciones
Contenido: Secar la materia prima en función de los datos proporcionados por el proveedor de materia prima antes del moldeo por inyección.
Diseño del molde: Asegúrate de que hay suficientes rejillas de ventilación.
Proceso de moldeo: Elija la máquina de moldeo por inyección y el molde adecuados, limpie completamente el material antiguo del barril al cambiar de material, mejore el sistema de escape y reduzca la temperatura de fusión, la presión de inyección o la velocidad de inyección.
Dent
La abolladura se produce cuando la superficie de la pieza es cóncava en el espesor de la pared.
Causas de la formación de abolladuras
La presión de inyección o la presión de mantenimiento es demasiado baja, el tiempo de mantenimiento o el tiempo de enfriamiento es demasiado corto, la temperatura de la masa fundida o la temperatura del molde es demasiado alta y el diseño de la estructura de la pieza es inadecuado.
Soluciones
Estructura de diseño: Ondular la superficie que es fácil de abollar, reducir el tamaño de la pared gruesa de la pieza, minimizar la relación espesor-diámetro, la relación de espesor de pared adyacente debe ser controlada en 1,5~2, y tratar de hacer una transición suave, rediseñar el espesor de las costillas de refuerzo, agujeros avellanados y costillas de esquina, y su espesor se recomienda generalmente ser 40-80% del espesor de la pared básica.
For weld defects, review causes and solutions of weld marks, then adjust injection pressure, holding pressure, gate size, or gate position based on flow evidence.
Marca de soldadura
La marca de soldadura se produce cuando dos corrientes de material se encuentran y se sueldan, y provoca un defecto en la superficie.
Causas de la marca de soldadura
Si hay agujeros, insertos o modo de moldeo por inyección de varias compuertas en la pieza, o si el grosor de la pared de la pieza es desigual, pueden producirse marcas de soldadura.
Soluciones
Material:Hacer que el plástico fundido fluya mejor.
Diseño del producto: Cambiar la forma de fabricar el producto y el grosor de las paredes.
Diseño del molde: Mueva el lugar donde el plástico entra en el molde y añada lugares para que salga el aire.
Condiciones del proceso: Las marcas de quemado se producen cuando el aire del molde no puede salir lo suficientemente rápido y el plástico se quema al final del flujo.
Alabeo y deformación
La deformación por alabeo se produce cuando la forma de la pieza moldeada por inyección se estropea y se deforma de forma irregular, que no es lo que se desea. Es una de las cosas que pueden salir mal cuando se hacen cosas con moldes de inyección.
“Warping is a common issue in injection molding.”Verdadero
Warping occurs due to uneven cooling, leading to parts becoming distorted. It’s often addressed by adjusting cooling times and mold temperatures.
“Sink marks can only be fixed by redesigning the mold.”Falso
Las marcas de hundimiento también pueden reducirse ajustando los parámetros del proceso, como la presión de empaquetado y el tiempo de enfriamiento, junto con ajustes en el diseño del molde.
What should engineers do before releasing the design?
A release-ready design is DFM-approved after checking walls, draft, gates, parting line, cooling, ejection, shrinkage, and inspection.
This will give you a detailed understanding of what you need and how to complete the process. The injection molding design rules discussed in this article will help you optimize the process, ensure cost-effective production and reduce cycle times. See our Injection Mold Complete Guide for a comprehensive overview.

Preguntas frecuentes
¿Cuál es la regla más importante en el diseño de moldeo por inyección?
The most important rule is to keep the part easy to fill, cool, eject, and inspect without adding unnecessary tooling complexity. Uniform wall thickness, practical draft angles, clear parting-line decisions, and realistic gate placement usually matter more than adding many small features. A design that looks acceptable in CAD can still fail in production if it creates trapped air, uneven cooling, high ejection force, or cosmetic defects. Before release, the design should be reviewed with both product function and mold manufacturing constraints in mind.
¿Cuánto ángulo de desmoldeo debe usar una pieza moldeada por inyección?
A practical starting point is to use at least 1 to 2 degrees of draft on most vertical faces, then increase the angle for deeper walls, textured surfaces, or materials that shrink tightly onto the core. The exact value depends on part depth, surface finish, resin shrinkage, and ejection direction. Draft should be added early because late changes can move parting lines, alter shutoffs, and affect appearance. If a surface must remain straight, the toolmaker should review whether polishing, ejector layout, or material choice can reduce release risk.
¿Por qué es tan importante el grosor de la pared?
Wall thickness controls filling pressure, cooling time, shrinkage, sink marks, warpage, and material consumption. Thick areas cool slowly and can create sink or internal voids, while thin areas may short-shot or show weak weld lines if the melt freezes too quickly. The safest design usually keeps walls as uniform as possible and uses ribs, bosses, or gradual transitions instead of sudden thick sections. When thickness must change for strength, the transition should be smooth enough for resin flow and predictable cooling.
¿Cuándo debe un diseño usar nervaduras en lugar de paredes más gruesas?
Ribs are useful when the part needs stiffness but a thicker wall would create sink marks, longer cooling time, or excess material cost. A rib should normally be thinner than the adjacent wall, include draft, and connect with enough radius to avoid stress concentration. Ribs also need spacing so steel can be manufactured and polished properly. If a feature needs both strength and a cosmetic surface, rib placement should be reviewed against gate location, flow direction, and potential read-through marks on the show side.
¿Qué deben preguntar los compradores a un proveedor antes de que comience la fabricación de herramientas?
Buyers should ask whether the supplier has reviewed wall thickness, draft, parting line, gate location, ejector placement, cooling layout, material shrinkage, tolerance stack-up, and cosmetic expectations before steel is cut. They should also ask which risks require DFM changes and which can be handled during sampling. A clear review before tooling is cheaper than correcting a finished mold after defects appear. For production parts, the supplier should connect design decisions with cycle time, inspection method, maintenance access, and expected tool life.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → Use our injection molding process guide for process context and our injection molding supplier sourcing guide before comparing pricing.
-
wall thickness: Wall thickness is a core design dimension that controls filling pressure, cooling time, shrinkage, sink marks, and part stiffness. ↩
-
draft angle: Draft angle refers to the taper added to vertical faces so the molded part can release from the tool without scuffing or sticking. ↩
-
parting line: parting line refers to a parting line is the visible boundary where two mold halves meet and where flash, mismatch, or cosmetic risk can appear. ↩






