 Ir al contenido
Ir al contenido 

Acabas de sacar una serie de piezas del molde y la mitad tienen marcas de hundimiento. La otra mitad? Deformadas. Tu primer instinto es ajustar la presión de mantenimiento o reducir la velocidad de inyección. Pero el verdadero culpable casi siempre es lo mismo: temperatura del molde1.
En el moldeo por inyección En el proceso, la temperatura del molde es una de las variables más poderosas —y más subestimadas— que puedes controlar. Afecta todo: acabado superficial, precisión dimensional, tiempo de ciclo, alabeo, cristalinidad e incluso la tensión interna bloqueada dentro de la pieza. Hacerlo bien no es opcional —es la diferencia entre una producción estable y una tasa de desperdicio que se come tu margen.
Esta guía desglosa exactamente cómo funciona la temperatura del molde, qué método de control usar según tu situación, rangos de temperatura específicos para materiales comunes y los ajustes prácticos que separan a un buen moldeador de uno que lucha constantemente contra defectos.
- La temperatura del molde controla la velocidad de enfriamiento, la cristalinidad y la estabilidad dimensional de la pieza.
- Los sistemas de agua funcionan para la mayoría de materiales bajo 95 °C; los sistemas de aceite son necesarios arriba de eso.
- Cada resina tiene un rango óptimo de temperatura de molde —desviarse incluso 5 a 10 °C puede causar defectos visibles.
- El diseño uniforme de los canales de refrigeración previene la deformación y las marcas de hundimiento.
- Una temperatura de molde más alta mejora el acabado superficial pero aumenta el tiempo de ciclo.
¿Qué es la temperatura del molde en el moldeo por inyección?
La temperatura del molde es la temperatura de la superficie de la cavidad que entra en contacto con el plástico fundido. No es la temperatura del medio de enfriamiento que entra en el molde, sino lo que la superficie de acero realmente marca cuando se mide con un termómetro de contacto o un pirómetro después de que algunos ciclos se hayan estabilizado. Esta distinción importa porque la diferencia entre el suministro de refrigerante y la superficie de la cavidad puede ser de 10 a 20 °C dependiendo del grosor del acero, la ubicación de los canales y el caudal del refrigerante.
Cuando el material fundido (normalmente de 180 a 320 °C dependiendo del material) entra en el molde de inyección cavidad, comienza a transferir calor al acero inmediatamente. La función del molde es eliminar ese calor a una velocidad controlada para que la pieza se solidifique con la estructura correcta — amorfa o semicristalino2 — y las dimensiones correctas.
Si el molde está demasiado frío, la superficie del plástico se congela al contacto. Esto parece bueno para ciclos rápidos, pero genera tensiones congeladas, crea líneas de unión débiles y produce acabados superficiales opacos o inconsistentes. Si el molde está demasiado caliente, la pieza tarda más en solidificar, se contrae más y puede deformarse o pegarse al molde. Ningún extremo te beneficia.
En la práctica, definimos la temperatura del molde como un rango, no un número único. Por ejemplo, el PP (polipropileno) normalmente funciona con una temperatura del molde de 20 a 60 °C, mientras que el PEEK necesita 160 a 200 °C. El valor exacto dentro de ese rango depende de la geometría de la pieza, el grosor de la pared y la calidad superficial que necesites.
¿Por qué es tan importante la temperatura del molde?
Mold temperature is the single variable that controls surface finish, accuracy, cycle time, warpage, and mechanical strength. It is the most underrated process variable on most shop floors.
1. Acabado superficial y apariencia. A warmer mold allows the plastic skin to form smoothly against the cavity wall, producing a glossy, consistent surface.
2. Precisión dimensional y contracción. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — more shrinkage but far more predictable.
3. Tiempo de ciclo. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — which means more shrinkage but far more predictable shrinkage. Lower temperature freezes the structure before full crystallization, and the part continues to shrink over the next 24 to 72 hours in ways you cannot compensate for with mold steel. 3. Tiempo de ciclo. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time. That tradeoff — better quality versus slower output — is the core engineering decision you make every time you set the temperature controller.
“Los sistemas de calentamiento por aceite pueden alcanzar temperaturas de molde de hasta 250 °C.”Verdadero
Los sistemas de circulación de aceite térmico están clasificados para funcionamiento continuo entre 200 y 250 °C, lo que los convierte en la opción estándar para plásticos técnicos de alta temperatura como PEEK (temperatura del molde de 160 a 200 °C), PPS (130 a 160 °C) y PEI. Sin embargo, los sistemas de aceite tienen tiempos de respuesta más lentos y mayores requisitos de mantenimiento en comparación con el agua.
“Un molde más frío siempre produce piezas más rápido.”Falso
Aunque un molde frío reduce el tiempo de enfriamiento, también aumenta el riesgo de inyecciones cortas, mal acabado superficial y debilidad en las líneas de soldadura. El efecto neto en la productividad depende de la tasa de desperdicio: un ciclo más rápido con un 15% de desperdicio es en general más lento que un ciclo ligeramente más largo con un 2% de desperdicio.
4. Deformación y tensión residual. Una temperatura desigual del molde crea una contracción diferencial. El lado de la pieza contra una superficie de cavidad más caliente se contrae más que el lado más frío, y la pieza se curva. Esta es la causa más común de deformación en piezas planas de pared delgada y uno de los defectos más difíciles de corregir después de fabricada la herramienta.
5. Propiedades mecánicas. Para materiales semicristalinos, la temperatura del molde determina la estructura cristalina. Una pieza moldeada a la temperatura correcta tendrá mayor resistencia a la tracción, mejor resistencia al impacto y mayor resistencia química comparada con la misma pieza enfriada rápidamente en un molde frío. Este efecto es más pronunciado en nylon y POM.
Datos de la Fábrica ZetarMold: Nuestra planta en Shanghai opera 47 máquinas de moldeo por inyección de 90T a 1850T, todas equipadas con unidades de temperatura independientes controladas por PID. Para piezas médicas y de precisión, mantenemos la temperatura del molde dentro de +/- 1 °C usando controladores de circuito cerrado con retroalimentación de termopares en tiempo real.
¿Cómo se controla la temperatura del molde?
Existen tres métodos principales: refrigeración por agua, calentamiento y enfriamiento por aceite, y calentamiento eléctrico. El método que elijas depende de la temperatura objetivo, el material y los requisitos de la pieza. La mayoría de los talleres de producción utilizan agua para el 80% o más de sus herramientas.
Circulación de agua (estándar). Un controlador de temperatura circula agua por los canales perforados en el molde. Para aplicaciones estándar bajo 95 °C, los sistemas de agua presurizada son la opción predeterminada. Son rápidos, eficientes y fácil de mantener. La mayoría de plásticos comunes (PP, PE, PS, ABS) y muchos plásticos de ingeniería (PC, POM) usan sistemas de agua. La principal ventaja del agua es su alta capacidad calorífica específica — absorbe y transfiere calor más rápido que cualquier otro refrigerante práctico.
Calentamiento y enfriamiento por aceite (alta temperatura). Cuando necesitas temperaturas del molde superiores a 95 °C —lo cual es común para PEEK, PPS, LCP, PEI y nailons de alta temperatura— cambias a aceite térmico. Los sistemas de aceite pueden alcanzar de 200 a 250 °C de forma segura. La contrapartida es un tiempo de respuesta más lento, un mayor consumo de energía y más mantenimiento (degradación del aceite, fugas en los sellos). El aceite también tiene una capacidad calorífica específica menor que el agua, por lo que tarda más en estabilizarse después del arranque o de cambios de temperatura.
Calentadores de cartucho eléctricos. Para zonas muy específicas que necesitan control de temperatura independiente —como un colector de canal caliente o un inserto de núcleo que tiende a enfriarse— los calentadores de cartucho con retroalimentación de termopar te dan precisión de punta. No se utilizan para el control de temperatura de todo el molde, sino como suplementos específicos del sistema de refrigeración principal.

¿Qué temperaturas del molde se recomiendan por material?
A continuación se muestra una tabla de referencia práctica basada en hojas de datos de proveedores de materiales y experiencia real de producción. Estos son puntos de partida: ajuste a partir de aquí según la geometría específica de su pieza y los requisitos de calidad.
| Material | Abreviatura | Rango de Temp. del Molde (°C) | Medio de Enfriamiento |
|---|---|---|---|
| Polipropileno | PP | 20 a 60 | Agua |
| Polietileno (HDPE/LDPE) | PE | 15 a 60 | Agua |
| Poliestireno (General/HIPS) | PS | 20 a 60 | Agua |
| ABS | ABS | 40 a 80 | Agua |
| Poliamida 6 (Nylon 6) | PA6 | 60 a 90 | Agua/Aceite |
| Poliamida 66 (Nylon 66) | PA66 | 70 a 100 | Agua/Aceite |
| Policarbonato | PC | 80 a 120 | Agua/Aceite |
| Poliacetal (Acetal) | POM | 60 a 100 | Agua/Aceite |
| Polibutileno Tereftalato | PBT | 40 a 80 | Agua |
| Tereftalato de Polietileno | PET | 120 a 150 | Aceite |
| Polietéretércetona | PEEK | 160 a 200 | Aceite |
| Sulfuro de Polifenileno | PPS | 130 a 160 | Aceite |
| Poliuretano Termoplástico | TPU | 20 a 50 | Agua |
| Polimetil Metacrilato (Acrílico) | PMMA | 60 a 90 | Agua |
| Óxido de Polifenileno (Noryl) | PPO/PPE | 70 a 100 | Agua/Aceite |
¿Cómo Afecta la Temperatura del Molde la Calidad de la Pieza?
Mold temperature directly causes or prevents the four most common part defects: sink marks, weak weld lines, short shots, and warping. Adjusting it is usually the fastest fix for each problem. Marcas de hundimiento. These appear when the skin of a thick section solidifies before the core has fully packed out. A higher mold temperature slows skin formation, allowing more packing time and significantly reducing sink depth. For a 5 mm thick ABS boss, raising the mold from 40 °C to 70 °C can cut sink mark depth from 0.3 mm to under 0.05 mm. Líneas de soldadura. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse.
A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Llenados incompletos. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. Warping. When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
Líneas de soldadura. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse. A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Llenados incompletos. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. This is often the first thing to check when you get intermittent non-fill on a multi-cavity tool. Warping. Flat parts are the most vulnerable.
When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
¿Cómo se Diseñan los Canales de Enfriamiento para una Temperatura Uniforme?
La temperatura uniforme del molde es el objetivo, y comienza con el diseño de los canales de enfriamiento durante la fabricación del molde. Los principios son sencillos, pero a menudo se comprometen por razones de costo o tiempo, lo que se paga después con mayores tasas de desperdicio y ajustes interminables del proceso.
Ubicación del canal. Los canales de enfriamiento deben seguir el contorno de la cavidad lo más cerca posible. La distancia desde el centro del canal a la superficie de la cavidad debe ser de 1.5 a 2.5 veces el diámetro del canal. Demasiado cerca, y se obtienen puntos fríos; demasiado lejos, y el enfriamiento es demasiado lento. En nuestro taller, el estándar es 2x el diámetro para la mayoría de moldes de producción.
Velocidad de flujo. El flujo turbulento transfiere calor entre 3 y 5 veces más eficientemente que el flujo laminar. Se busca un Número de Reynolds3 por encima de 4000 en cada canal. Eso significa que tu bomba de refrigerante necesita suficiente presión para empujar el agua a través de todos los canales a una velocidad adecuada, no solo verterla por el canal más grande y dejar sin caudal al resto.
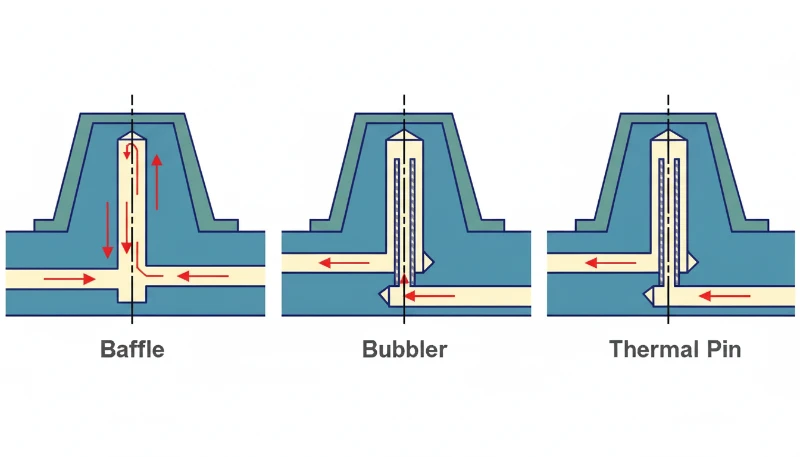
Deflectores y burbujeadores. Para núcleos profundos o áreas difíciles de alcanzar con canales rectos, los deflectores (placas planas que dividen el flujo en dos direcciones) y los burbujeadores (tubos dentro de un agujero más grande) son la solución práctica. Funcionan bien, pero aumentan la caída de presión y necesitan limpieza regular para evitar acumulación de sarro.
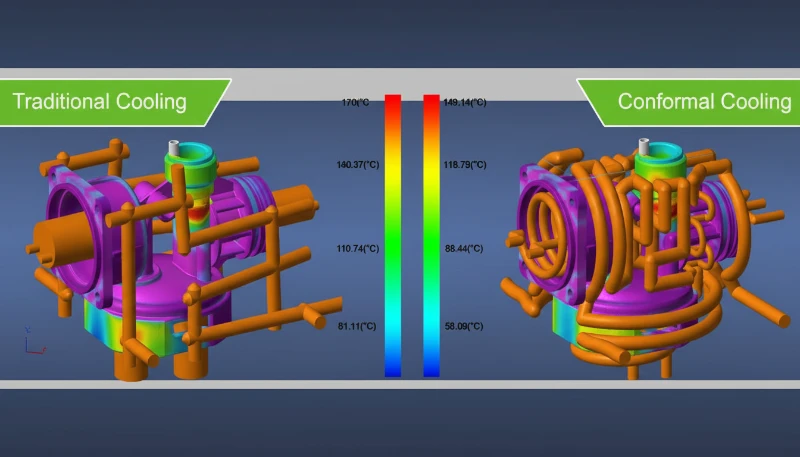
Conformal cooling. Metal 3D printing (DMLS/SLM) creates cooling channels that follow the cavity contour precisely. Conformal cooling reduces cycle time by 20 to 40% and eliminates hot spots. The printed insert costs 3 to 5 times more than a drilled plate — worth it for high-volume production (100,000+ parts), overkill for short runs.
“A 5 C gradient across the cavity surface can cause measurable dimensional drift in precision parts.”Verdadero
For parts with tolerances of plus or minus 0.05 mm or tighter, a 5 C temperature difference between the fixed and moving mold halves produces differential shrinkage that pushes dimensions out of spec. This is why precision molders target cavity surface temperature uniformity within plus or minus 2 C.
“Los sistemas de calentamiento por aceite pueden alcanzar temperaturas de molde de hasta 250 °C.”Falso
Los sistemas de circulación de aceite térmico están clasificados para funcionamiento continuo entre 200 y 250 °C, lo que los convierte en la opción estándar para plásticos técnicos de alta temperatura como PEEK (temperatura del molde de 160 a 200 °C), PPS (130 a 160 °C) y PEI. Sin embargo, los sistemas de aceite tienen tiempos de respuesta más lentos y mayores requisitos de mantenimiento en comparación con el agua.

¿Cómo se comparan los diferentes métodos de control de temperatura?
Elegir entre calentamiento por agua, aceite y eléctrico no se trata solo de la temperatura máxima — se trata de velocidad de respuesta, costo de mantenimiento y precisión. Aquí hay una comparación directa basada en lo que vemos en la producción diaria.
| Method | Rango de temperatura | Velocidad de Respuesta | Precisión | Mantenimiento | Lo mejor para |
|---|---|---|---|---|---|
| Agua (estándar) | 10 a 90 °C | Rápido | Más o menos 1 a 2 °C | Bajo | La mayoría de plásticos de consumo e ingeniería |
| Agua presurizada | 90 a 130 °C | Rápido | Más o menos 1 a 2 °C | Bajo a medio | PC, nailon de alta temperatura, POM |
| Aceite térmico | 100 a 250 °C | Slow | Más o menos 2 a 5 °C | Alta | PEEK, PPS, PEI, LCP |
| Cartucho eléctrico | 200 a 400 °C | Medio | Más o menos 1 °C (local) | Medio | Runners calientes, zonas específicas |
| Enfriamiento conformado y agua | 10 a 90 °C | Muy rápido | Más o menos 1 °C | Bajo | Piezas de precisión de alto volumen |
¿Qué problemas comunes surgen de una temperatura de molde incorrecta?
Aquí hay una tabla de solución de problemas extraída de lo que vemos repetidamente en nuestra planta de producción cuando la temperatura del molde no está ajustada correctamente. Si estás luchando con alguno de estos problemas, verifica primero la temperatura de tu molde antes de ajustar cualquier otra cosa.
| Symptom | Causa Probable | Fix |
|---|---|---|
| Variación de brillo en superficie texturizada | Molde demasiado frío — la piel del plástico se congela antes de replicar la textura | Aumentar la temperatura del molde 10 a 15 °C |
| Marcas de hundimiento en nervaduras o refuerzos | Molde demasiado frío — empaquetado insuficiente antes del congelamiento | Aumentar la temperatura del molde y extender el tiempo de empaquetado |
| Deformación en piezas planas | El gradiente de temperatura entre las mitades del molde supera los 5 °C | Equilibrar tasas de flujo, agregar deflectores, verificar canales bloqueados |
| Tiempo de ciclo largo | Temperatura del molde ajustada demasiado alta para el material | Reducir dentro del rango recomendado; verificar con termopar de cavidad |
| Inyecciones cortas en paredes delgadas | Molde demasiado frío — congelación prematura | Aumente la temperatura del molde de 10 a 20 °C |
| Marcas de pasadores eyectores o adherencia | Molde demasiado caliente — la pieza no es lo suficientemente rígida en la eyección | Reducir la temperatura del molde o aumentar el tiempo de enfriamiento |
| Piezas frágiles (PA/POM) | Molde demasiado frío — cristalización insuficiente | Aumente la temperatura del molde al extremo superior del rango recomendado |
| Deriva dimensional entre cavidades | Flujo de refrigerante desigual en molde multicavidad | Balance flow with restrictors; clean scale from channels |
¿Cómo se mide y monitoriza la temperatura del molde?
The standard approach is pyrometers for spot checks and thermocouples for continuous monitoring, cross-checked with coolant temperature readings. You need at least two methods in production. Relying on the temperature controller display alone is not measurement — that is the setpoint, not actual cavity surface temperature. Surface pyrometer. The fastest method. After running 5 to 10 shots to stabilize, point a contact pyrometer at the cavity surface immediately after ejection. Measure at least three points — near the gate, at the end of fill, and at a thick section. If the spread exceeds 5 °C, your cooling is not uniform.
Thermocouple sensors. For continuous monitoring during production, thermocouples embedded in the mold steel (1 to 2 mm below the cavity surface) give real-time data. Most modern temperature controllers can log these readings and trigger alarms if the temperature drifts outside a set band. Coolant flow and temperature differential. Measure the temperature of the coolant entering and leaving each circuit. A difference of 2 to 3 °C is normal; anything above 5 °C means the circuit is absorbing too much heat, which usually indicates insufficient flow rate or a channel that is too long.
¿Cómo afecta la temperatura del molde a materiales específicos?
Mold temperature impact is fundamentally different between semi-crystalline and amorphous resins. Semi-crystalline materials need 70 to 200 °C for proper crystal formation; amorphous resins need 20 to 120 °C mainly for stress relief. PA6 and PA66 (Nylon). Nylon 6 processing temperature for the melt is typically 230 to 280 °C, with mold temperatures of 70 to 90 °C for standard grades and 80 to 120 °C for glass-filled versions. Below 40 °C, PA66 crystallizes unevenly, producing parts that warp days after molding. PC (Polycarbonate). PC injection molding temperature for the melt runs 280 to 320 °C, with mold temperatures of 80 to 120 °C. PC is amorphous — internal stress is the concern, not crystallization.
A cold mold freezes polymer chains in a highly oriented state, creating stress cracking risk. TPU (Thermoplastic Polyurethane). TPU molding process parameters are narrow: melt at 190 to 230 °C, mold at 20 to 50 °C. Too cold = dull surface; too warm = part sticks to mold. Softer grades are more sensitive. PEEK (Polyetheretherketone). PEEK needs the highest mold temperatures: 160 to 200 °C via oil heating. Below 150 °C, crystallization is poor, producing parts with reduced strength and chemical resistance.
¿Qué son las técnicas avanzadas de control de temperatura del molde?
Advanced techniques like Varitherm dynamic heating, pulse cooling, and conformal channels can cut cycle time 20 to 40% while improving quality. They require investment but pay off fast in high-volume production. Varitherm (dynamic mold temperature control). The mold is heated to a high temperature during injection, then rapidly cooled for ejection. This gives surface quality of a hot mold with cycle times closer to a cold mold. You need steam or hot oil plus chilled water switching — but for high-cosmetic parts like automotive interior trim, it eliminates painting or surface refinishing steps. Pulse cooling. Pulse cooling alternates between flow and pause in the cooling circuits.
During the pause, heat conducts deeper into the mold steel, creating a more uniform temperature gradient. When flow resumes, bulk heat is removed more efficiently. Studies show 10 to 15% cycle time reductions on thick-wall parts. Insulation layers. In multi-cavity molds, insert thermal insulation (titanium alloy or ceramic) between cavities to prevent heat transfer from a hot-running cavity to a cold-running one. This lets you run different materials or wall thicknesses in the same mold without cross-contamination of temperature zones. If you are evaluating suppliers and want to understand how mold temperature capabilities affect your project, see our injection molding supplier sourcing guide for a structured evaluation framework.
¿Cuáles son las preguntas más frecuentes sobre la temperatura del molde?
Preguntas frecuentes
¿Cuál es la temperatura ideal del molde para el moldeo por inyección de ABS?
Para el ABS, la temperatura de molde recomendada es de 40 a 80 °C. Trabaje entre 50 y 60 °C para piezas de uso general donde el acabado superficial no sea crítico. Si necesita una superficie de alto brillo sin pintura, aumente a 70-80 °C para obtener una replicación completa de la textura. Por debajo de 40 °C, aparecerán marcas de flujo y zonas mates en la superficie de la pieza. Tenga también en cuenta que el ABS es amorfo, por lo que la temperatura del molde afecta principalmente a la calidad superficial y a la tensión residual, más que a la cristalinidad. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan en función de las mediciones reales de temperatura de la cavidad y los resultados de inspección de la pieza durante la primera prueba de producción.
¿Puede ser demasiado alta la temperatura del molde?
Sí, absolutamente. Si el molde está demasiado caliente, la pieza no se solidifica lo suficiente antes de la expulsión. Esto provoca adherencia, deformación, tiempos de ciclo prolongados y una mayor contracción. En casos extremos, la pieza puede deformarse bajo su propio peso al salir del molde. Manténgase siempre dentro del rango recomendado por el proveedor del material y verifique la temperatura real de la superficie de la cavidad con un pirómetro en lugar de confiar únicamente en la pantalla del controlador de temperatura. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan en función de las mediciones reales de temperatura de la cavidad y los resultados de inspección de la pieza durante la primera prueba de producción.
¿Cómo afecta la temperatura del molde el tiempo de ciclo?
El tiempo de enfriamiento suele representar entre el 60 % y el 70 % del ciclo total de moldeo por inyección. Una temperatura más alta del molde significa que la pieza tarda más en alcanzar una temperatura en la que sea lo suficientemente rígida para la expulsión. Un aumento de 20 °C en la temperatura del molde puede añadir entre un 10 % y un 30 % al tiempo de ciclo, dependiendo del espesor de pared y de la conductividad térmica del material. Por eso debe utilizar la temperatura de molde más baja que aún cumpla con sus requisitos de calidad. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan en función de las mediciones reales de temperatura de la cavidad y los resultados de inspección de la pieza durante la primera prueba de producción.
¿Cuál es la diferencia entre la temperatura del molde y la temperatura de fusión?
La temperatura de fusión es la temperatura del plástico cuando entra en la cavidad del molde, normalmente entre 180 y 320 °C según el material. La temperatura del molde es la temperatura de la superficie de acero de la cavidad, normalmente entre 15 y 200 °C. Se controlan de forma independiente: la temperatura de fusión mediante los calentadores de la cámara y el cizallamiento del husillo, y la temperatura del molde mediante el sistema de enfriamiento o calentamiento. Ambas deben ajustarse correctamente para una calidad óptima de la pieza. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan en función de las mediciones reales de temperatura de la cavidad y los resultados de inspección de la pieza durante la primera prueba de producción.
¿Cómo se corrige la deformación causada por una temperatura desigual del molde?
Primero, mida la temperatura de la superficie de la cavidad en múltiples puntos usando un pirómetro después de 5 a 10 disparos de estabilización. Identifique las zonas calientes y frías. Luego equilibre el flujo de refrigerante ajustando las tasas de flujo con válvulas, agregando restrictores de flujo a los canales sobreenfriados o instalando deflectores en áreas subenfriadas. El objetivo es una diferencia menor a 3 °C en la superficie de la cavidad. Para deformaciones persistentes, puede ser necesario modificar el diseño de los canales de refrigeración en la herramienta. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan finamente basándose en mediciones reales de temperatura de la cavidad y resultados de inspección de piezas durante la primera corrida de prueba de producción.
¿Afecta la temperatura del molde la contracción en el moldeo por inyección?
Sí, significativamente. Una temperatura del molde más alta permite una mayor cristalización en materiales semicristalinos como PA, POM y PEEK, lo que aumenta la contracción. Para materiales amorfos como PC, ABS y PS, la temperatura del molde tiene un efecto menor en la contracción, pero aún afecta la precisión dimensional a través de la relajación de tensiones residuales. Cuando se requieren tolerancias ajustadas, debe tenerse en cuenta la diferencia de contracción entre los extremos bajo y alto del rango de temperatura del molde. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan finamente basándose en mediciones reales de temperatura de la cavidad y resultados de inspección de piezas durante la primera corrida de prueba de producción.
¿Qué sucede si se procesa PA66 con una temperatura del molde inferior a 50 °C?
La superficie del nailón se congela formando una capa mayoritariamente amorfa con una cristalinidad significativamente menor. Esto reduce la resistencia a la tracción entre un 10 % y un 20 %, disminuye la resistencia química, aumenta la tasa de absorción de humedad y a menudo produce marcas de flujo visibles en la superficie de la pieza. Para piezas estructurales o portantes de PA66, utilice siempre una temperatura de molde de 70 °C o superior para lograr una cristalización adecuada y un rendimiento mecánico óptimo. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan en función de las mediciones reales de temperatura de la cavidad y los resultados de inspección de la pieza durante la primera prueba de producción.
¿Qué tan ajustada debe ser la tolerancia de temperatura del molde para piezas de precisión?
Para piezas de precisión con tolerancias de más o menos 0,05 mm o más ajustadas, procure controlar la temperatura del molde dentro de más o menos 2 °C en todas las superficies de la cavidad. Esto requiere canales de refrigeración bien diseñados, flujo de refrigerante equilibrado y unidades de temperatura controladas por PID con retroalimentación de termopares. Para moldeo de ultra precisión, como lentes ópticos o componentes médicos, el objetivo es más o menos 1 °C, lo que normalmente requiere refrigeración conformada o múltiples zonas de temperatura independientes. Por eso los moldeadores experimentados siempre comienzan con las recomendaciones de la hoja de datos del proveedor del material y luego ajustan finamente basándose en mediciones reales de temperatura de la cavidad y resultados de inspección de piezas durante la primera corrida de prueba de producción.
Acierte con la temperatura del molde — desde el primer día
En ZetarMold, nuestras 47 máquinas de moldeo por inyección (de 90T a 1850T) están equipadas cada una con unidades de temperatura independientes controladas por PID. Nuestro equipo de 8 ingenieros senior diseña disposiciones de enfriamiento optimizadas para la geometría y el material de su pieza. Con más de 400 materiales procesados y más de 20 años de experiencia en nuestras instalaciones de Shanghái, mantenemos la temperatura del molde de manera constante desde el primer disparo hasta la millonésima pieza. Obtenga un presupuesto gratuito.
-
temperatura del molde: la temperatura del molde se refiere a la temperatura de la superficie de la cavidad que entra en contacto con el polímero fundido durante el moldeo por inyección, normalmente controlada mediante la circulación de agua o aceite térmico a través de canales en el molde. ↩
-
semicristalino: semicristalino se refiere a un tipo de polímero que forma regiones cristalinas ordenadas al enfriarse desde el estado fundido. La temperatura del molde controla directamente la velocidad y el grado de cristalización en polímeros semicristalinos como el nailón, el POM y el PEEK. ↩
-
Número de Reynolds: el número de Reynolds se refiere a un número adimensional utilizado para predecir patrones de flujo de fluidos en tuberías y canales; un número de Reynolds superior a 4000 indica flujo turbulento, que proporciona una transferencia de calor de 3 a 5 veces mejor que el flujo laminar. ↩






