 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Formen sind in der heutigen Industrie äußerst wichtig, und die Qualität Ihrer Formen wirkt sich direkt auf die Qualität Ihrer Produkte aus.

Der Kunststoff Spritzgießen Der Produktionsprozess von Formen ist in der Regel unterteilt in: Kundenanpassung, Formenbau, Formenherstellung, Formeninspektion und -erprobung, Formenänderung und -reparatur, Formenwartung, und im Folgenden werden sie einzeln erläutert.
Kundenanpassung
Die Herstellung von Kunststoffformen beginnt damit, dass die Techniker des Kunden dem Formenbauer Produktzeichnungen zur Verfügung stellen. Der Formenbauer nimmt die Produktdaten, kaut sie durch und spuckt sie in Form einer Aufgabenliste für die Kunststoffformherstellung aus. Das ist Kunden-Engineering.

Anforderungen an die Produktion von Kunststoffteilen
Sie müssen die technischen Anforderungen der Teile kennen, z. B. ob sie bearbeitet werden können, ob sie genau bemessen werden können usw.
Welche Anforderungen werden beispielsweise an das Aussehen, die Transparenz der Farbe und die Leistung von Kunststoffteilen gestellt? Sind die geometrische Struktur, die Neigung, der Einsatz usw. der Kunststoffteile angemessen? Wie hoch ist der zulässige Grad an Gussfehlern wie Schweißnähten und Lunkern, und gibt es Nachbearbeitungen wie Lackieren, Galvanisieren, Siebdruck und Bohren?

Schätzen Sie ab, ob enge Maßtoleranzen eingehalten werden können und ob das Kunststoffteil so geformt werden kann, dass es den Anforderungen entspricht. Außerdem müssen Sie die Prozessparameter für die Plastifizierung und die Kunststoffschmelze des Kunststoffs kennen.
Informationen zum Prozess
Verstehen der Anforderungen an das Spritzgussverfahren, das Biermaschinenmodell, die Leistung des Kunststoffs, die Art der Formstruktur usw.

Die Formmasse sollte stark genug für das Kunststoffteil sein, gut fließen, überall gleich sein, in alle Richtungen gleich sein und sich nicht verändern, wenn sie heiß wird.
Je nachdem, wofür das Kunststoffteil gedacht ist und ob es später weiterverarbeitet wird, sollte die Formmasse gut färbbar, metallisierbar, gut aussehend, dehnbar und biegsam genug, durchsichtig oder glänzend sein, zusammenkleben (wie bei Schallwellen) oder geschweißt werden können.
Select Molding Ausrüstung
Einspritzleistung, Schließdruck, Einspritzdruck, Einspritzeinheit, Einbaugröße des Werkzeugs, Auswerfer und Größe, Durchmesser des Düsenlochs und sphärischer Radius der Düse, Größe des Positionierungsrings der Angusshülse, maximale und minimale Dicke des Werkzeugs, Schablonenhub, usw.
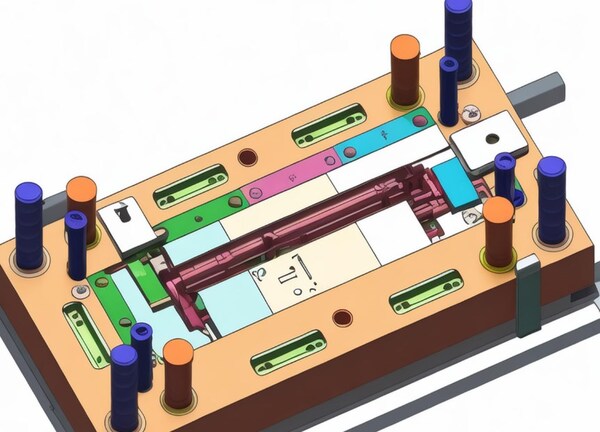
Spezifischer Mold-Strukturplan
Zwei-Platten-Werkzeug, Drei-Platten-Werkzeug. Ob die Formstruktur zuverlässig ist, ob sie den verfahrenstechnischen (z. B. geometrische Form, Oberflächengüte und Maßgenauigkeit usw.) und produktionswirtschaftlichen Anforderungen von Kunststoffteilen (niedrige Teilekosten, hohe Produktionseffizienz, kontinuierlicher Formbetrieb, lange Lebensdauer, Arbeitsersparnis usw.) entspricht.
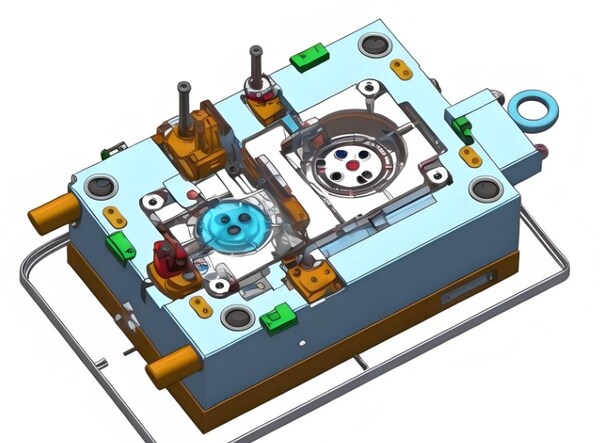
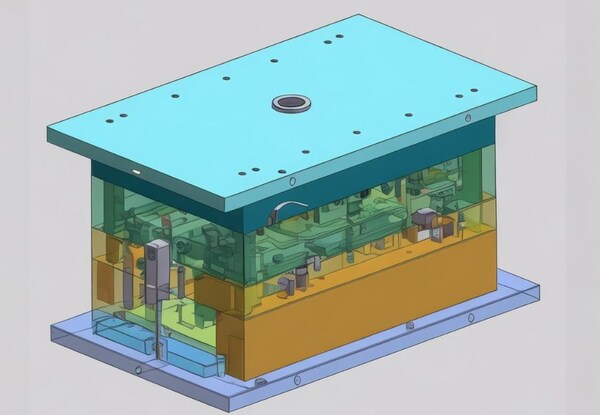
Gestaltung der Formstruktur
Um eine gute Form herzustellen, braucht man gute Verarbeitungsgeräte und erfahrene Formenbauer. Das Wichtigste ist jedoch ein guter Formenbau. Vor allem bei komplexen Formen macht die Qualität der Formkonstruktion mehr als 80% der Formqualität aus.
Eine gute Formgestaltung ist: unter der Prämisse, die Anforderungen des Kunden zu erfüllen, sind die Verarbeitungskosten niedrig, die Verarbeitungsschwierigkeiten gering und die Verarbeitungszeit kurz.
Um dies zu erreichen, müssen Sie nicht nur die Anforderungen des Kunden vollständig verstehen, sondern auch die Spritzgießen Maschine, Werkzeugstruktur, Verarbeitungstechnologie und die Verarbeitungsmöglichkeiten Ihrer eigenen Werkzeugfabrik.
Die Werkzeugstruktur wird durch den Typ der Spritzgießmaschine und die Eigenschaften der Kunststoffteile bestimmt. Bei der Konstruktion sind folgende Aspekte zu berücksichtigen: technische Spezifikationen der Spritzgießmaschine; Verarbeitungsleistung der Kunststoffe; Gießsystem, einschließlich Angusskanäle, Anschnitte usw.;
Formteile; häufig verwendete Strukturteile; Positionierungsmechanismus; Auswerfmechanismus; Formtemperaturregelung; Absaugung; Formmaterial.Beim Entwurf einer Form müssen Sie an viele Dinge denken und eine gute Form auswählen, damit die Form richtig funktioniert.
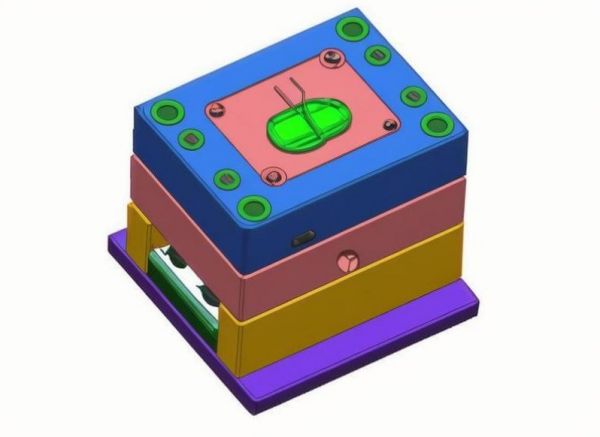
Kunststoffteile-Ranking
Bei der Einstufung von Kunststoffteilen geht es darum, ein oder mehrere benötigte Kunststoffteile in eine Reihenfolge zu bringen, die darauf beruht, wie sie hergestellt werden sollen und was der Kunde wünscht.

Die Rangfolge der Kunststoffteile ergänzt die Werkzeugstruktur und die Verarbeitbarkeit des Kunststoffs und wirkt sich direkt auf den nachfolgenden Spritzgießprozess aus. Die entsprechende Werkzeugstruktur muss bei der Einstufung berücksichtigt werden, und die Einstufung sollte unter der Bedingung angepasst werden, dass die Werkzeugstruktur erfüllt wird.
Aus der Sicht des Spritzgießprozesses sind folgende Punkte für die Einstufung zu berücksichtigen:

a. Angusslänge; b. Angussabfall; c. Anschnittposition; d. Gleichgewicht der Leimzufuhr; e. Gleichgewicht des Werkzeuginnendrucks. Wenn es um die Struktur der Form geht, müssen Sie die folgenden Punkte berücksichtigen: a. Stellen Sie sicher, dass sie den Anforderungen des Dichtungsleims entspricht.
b. Vergewissern Sie sich, dass die Formstruktur ausreichend Platz bietet: Prüfen Sie, ob genügend Platz für die Angussbasis, den Angusskanal, die Trennebene und andere notwendige Zwischenräume vorhanden ist; prüfen Sie, ob die Formstruktur stabil genug ist; prüfen Sie, ob sich mehrere bewegliche Teile gegenseitig behindern; und stellen Sie sicher, dass die Position der Buchse die Position des Auswerferstifts nicht beeinträchtigt.
c. Berücksichtigen Sie Schnecken, Kühlwasser und Auswerfer: Berücksichtigen Sie bei der Einstufung, wie Schnecken und Auswerfer die Kühlwasserlöcher beeinflussen.
d. Achten Sie auf ein ausgewogenes Verhältnis von Länge und Breite der Form: Die Form sollte so kompakt wie möglich sein, mit einem guten Verhältnis von Länge und Breite, und bedenken Sie, wie sie auf den Boden passt. Spritzgießen Maschine.

Verabschiedung
Wählen Sie die richtige Trennfläche, berücksichtigen Sie den Dichtungsabstand, bauen Sie eine Bezugsebene, gleichen Sie den seitlichen Druck aus, glätten Sie die Kontaktfläche der Düse, achten Sie auf den Kontakt und das Eindringen von kleinen Löchern, vermeiden Sie scharfen Stahl und berücksichtigen Sie umfassend das Aussehen des Produkts.
Überprüfung von Trennwänden und Verbesserung der Formfestigkeit
Wählen Sie die richtige Trennfläche, berücksichtigen Sie den Dichtungsabstand, bauen Sie eine Bezugsebene, gleichen Sie den seitlichen Druck aus, glätten Sie die Kontaktfläche der Düse, achten Sie auf den Kontakt und das Eindringen von kleinen Löchern, vermeiden Sie scharfen Stahl und achten Sie umfassend auf das Aussehen des Produkts.
Um sicherzustellen, dass die Form kann normal arbeiten, müssen wir nicht nur die allgemeine Festigkeit der Form, sondern auch die Stärke der lokalen Struktur der Form zu überprüfen.einige Verbesserungen an den spezifischen Mechanismus, um die lokale Stärke zu verbessern.
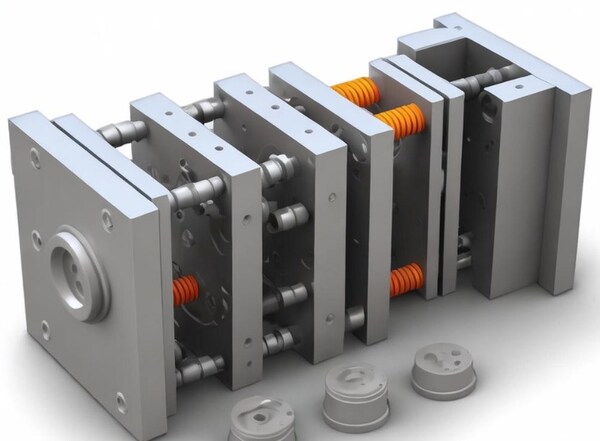
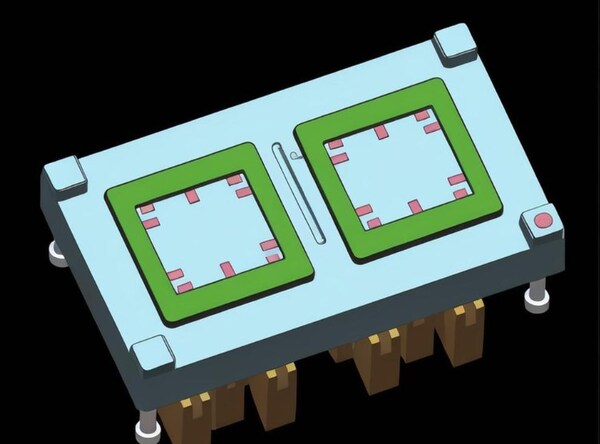
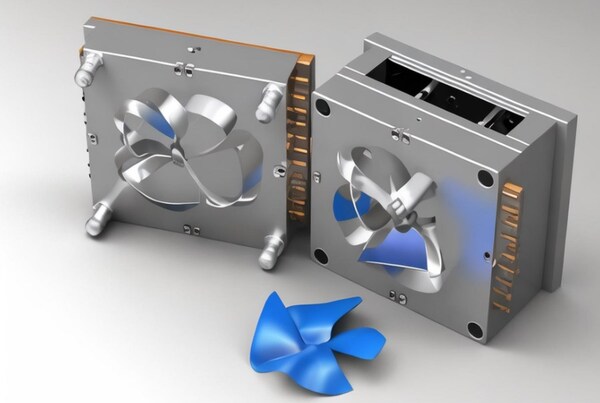
Konstruktion von Formteilen
Formteile lassen sich in zwei Arten unterteilen: Formteile und Strukturteile. Formteile sind die Teile, die direkt an der Bildung des Hohlraums beteiligt sind, wie z. B. die konkave Form (Hohlraum), Stempel (Kern), Einsatz, Schieber usw.
Strukturelle Teile sind die Teile, die für den Einbau, die Positionierung, die Führung, den Ausstoß und verschiedene Aktionen während des Umformprozesses verwendet werden, wie z. B. Positionierringe, Düsen, Schnecken, Zugstangen, Ausstoßer, Dichtungsringe, Zugplatten mit festem Abstand, Haken usw.
Bei der Aufteilung der Einsätze berücksichtigen wir vor allem folgende Aspekte: kein scharfer Stahl, dünner Stahl, einfache Verarbeitung, einfache Anpassung der Größe und Reparatur, Gewährleistung der Festigkeit der Formteile, einfache Montage, keine Beeinträchtigung des Aussehens und umfassende Berücksichtigung der Kühlung (nach der Herstellung der Einsätze ist es schwierig, lokal zu kühlen, und die Kühlsituation muss berücksichtigt werden).

Bei der Konstruktion von Strukturteilen gilt als allgemeiner Grundsatz für die Anordnung von Auswerferstiften und Kühlkanälen, dass zuerst die Auswerferstifte angeordnet werden, dann die Kühlkanäle, und dann die Auswerferstifte angepasst werden. In der tatsächlichen Produktion wird jedoch häufig eine Änderung der Form berücksichtigt.

Nach Fertigstellung der Form werden die Kühlkanäle nicht sofort in Betrieb genommen. Sie können erst geöffnet werden, nachdem die Form für eine bestimmte Zeit entsprechend der Modifikationssituation modifiziert wurde.
Anordnung der Auswerfhülse:
Die Auswerferhülse wird im Allgemeinen für die Position der Formsäule verwendet. Für die tiefere Knochenposition lässt sich der Auswerferstift leicht ausstoßen, und die Auswerferhülse kann auch verwendet werden, um Knochen zur Unterstützung des Ausstoßens hinzuzufügen. Im Allgemeinen beträgt die Wandstärke der Auswerferhülse >=1mm, und die Auswerferhülse und die Auswerfernadel werden bei der Bestellung zusammen bestellt.

Bei der konstruktiven Gestaltung sollte die Höhe der Säule nicht zu hoch sein, da sich die Hülsennadel sonst leicht verbiegt und nur schwer ausgeworfen werden kann. Für die Auslegung und Auswahl anderer Bauteile, wie Positionierringe, Düsen, Schrauben, Zugstangen, Dichtungsringe, feste Abstandsplatten, Haken, Federn usw., können Interessierte einige Informationen finden, um sie selbst zu verstehen.
Erstellung von Formzeichnungen
Formzeichnungen sind wichtige Dokumente für die Umsetzung von Entwurfsabsichten in die Formherstellung. In der Regel müssen sie nach nationalen Normen gezeichnet werden, und sie müssen auch mit den üblichen Zeichnungsmethoden jeder Fabrik kombiniert werden.

Zu den Formzeichnungen gehören allgemeine Zeichnungen der Baugruppenstruktur und ihrer technischen Anforderungen sowie Teilzeichnungen aller Teile einschließlich verschiedener Einsätze.
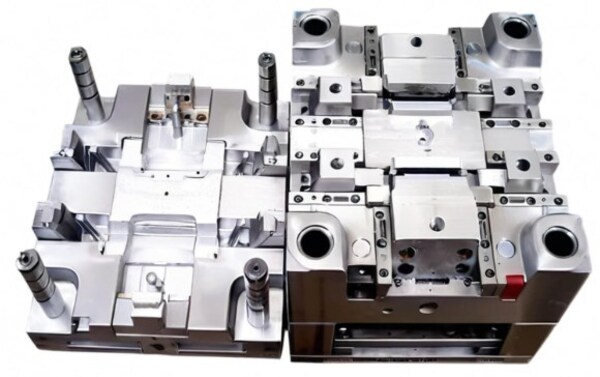
Formenbau
Programmierung und Elektrodenentnahme
Sobald die Formkonstruktion abgeschlossen ist, müssen Sie CNC-Programme erstellen und entscheiden, ob Sie die Elektroden für das Erodieren auf der Grundlage der Bearbeitungsbedingungen für jedes Teil herausnehmen wollen.

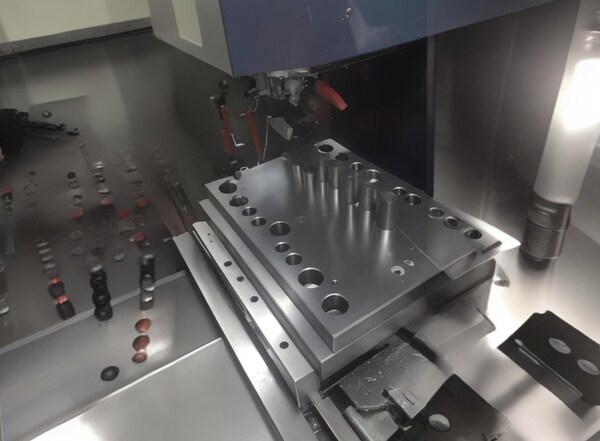
Bearbeitung
Die mechanische Bearbeitung der Form umfasst CNC-Bearbeitung, EDM-Bearbeitung, Drahtschneiden, Tieflochbohren, usw. Nach der Bestellung des Grundkörpers und der Materialien befindet sich die Form nur in einem groben Bearbeitungszustand oder besteht nur aus Stahlmaterial. Zu diesem Zeitpunkt muss eine Reihe von mechanischen Bearbeitungen durchgeführt werden, um die verschiedenen Teile entsprechend der Designabsicht der Form herzustellen.

Die CNC-Bearbeitung, auch bekannt als computergesteuerte Bearbeitung, ist ein Bearbeitungsprozess, der verschiedene Bearbeitungsvorgänge, Werkzeugauswahl, Bearbeitungsparameter und andere Anforderungen erfordert. Diejenigen, die daran interessiert sind, können relevante Informationen finden.

Bei der Funkenerosion handelt es sich um ein Bearbeitungsverfahren, bei dem Materialien durch elektrische Entladung abgetragen werden, um die gewünschte Größe zu erreichen. Die verwendeten Elektroden bestehen in der Regel aus Kupfer und Graphit.
Montage der Sitzbank
Die Arbeit an der Werkbank ist ein sehr wichtiger Teil des Formenbaus und muss während des gesamten Prozesses der Formenherstellung durchgeführt werden. Tischarbeit, Montage der passenden Form, Drehen, Fräsen, Schleifen und Bohren sind allesamt qualifiziert.

Sparen und Polieren von Formen
Beim Formensparen und Polieren werden Schleifpapier, Ölstein, Diamantpaste und andere Werkzeuge und Materialien verwendet, um Formteile nach der CNC-, Erodier- und Tischbearbeitung und vor der Formenmontage zu bearbeiten.

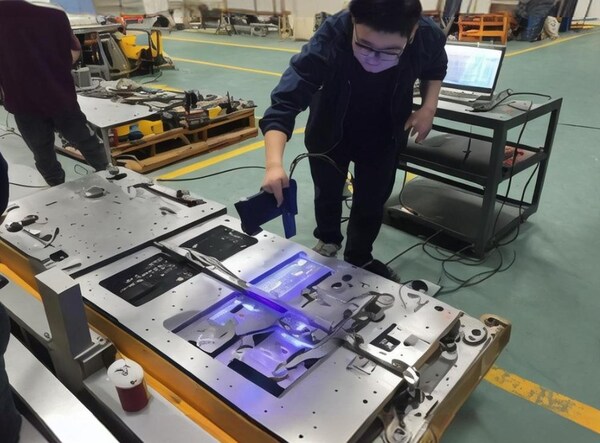
Schimmelpilz-Inspektion
Eine gute Form muss die folgenden Akzeptanzstandards erfüllen.
Erscheinungsbild Qualität
Eine gute Form sollte flach und glatt aussehen, ohne offensichtliche Kratzer, Unebenheiten und Verformungen. Das Typenschild der Form sollte klar und vollständig sein, mit ordentlich angeordneten Buchstaben und Zahlen, und sollte auf dem Formfuß in der Nähe der Schablone und des Referenzwinkels befestigt werden.Der Inhalt des Typenschilds sollte wichtige Informationen wie das Modell der Form, Herstellerinformationen und die verwendeten Materialien enthalten.
Strukturelle Rationalität
Die Struktur der Form sollte vernünftig und stabil sein, und alle Komponenten sollten fest installiert sein, ohne dass sie sich lockern.
Der Positionierring, die Angusshülse, die Auswerferhülse und andere Komponenten der Form sollten den Konstruktionsanforderungen entsprechen, in der richtigen Position installiert sein und keine offensichtlichen Schäden und Verformungen aufweisen. Gleichzeitig sollte die Trennfläche der Form nahtlos sein, und die Öffnungs- und Schließvorgänge sollten reibungslos und ohne abnormale Geräusche erfolgen.
Maßgenauigkeit
Die Überprüfung der Maßhaltigkeit der Form ist wichtig, um sicherzustellen, dass das Produkt genau ist. Wenn Sie also die Form erhalten, müssen Sie deren Maßgenauigkeit genau überprüfen. Die Abmessungen der Formvorlage und der Teile sollten den Konstruktionsanforderungen entsprechen.

Die Positionsgenauigkeit der Positionierlöcher, Anschnitte, Auswerferlöcher usw. sollte den Produktionsanforderungen entsprechen. Auch die Schließhöhe der Form und der maximale Öffnungshub der Form sollten den Anforderungen der elektrischen Anlage entsprechen. Spritzgießen Maschinen.
Details zur Herstellung
Eine gute Form sollte auch in den Fertigungsdetails verfeinert werden. Zum Beispiel sollte die Kugel R der Anschnittmuffe größer sein als die Kugel R der Spritzgießdüse, um einen reibungslosen Fluss der Kunststoffschmelze zu gewährleisten; der Einlassdurchmesser der Anschnittmuffe sollte größer sein als der Durchmesser der Einspritzöffnung der Düse, um ein Einspritzen während des Einspritzens zu verhindern.
Außerdem sollte das Kühlsystem der Form vernünftig ausgelegt sein, um eine gleichmäßige Kühlung zu gewährleisten und die inneren Spannungen des Produkts nach dem Gießen zu verringern.
Modifizierung der Form
Sobald die Form getestet ist, wird die Form entsprechend der Situation bei der Formprüfung geändert. Nachdem der Ingenieur das Kunststoffteil bestätigt hat, sollte auch die Struktur des Kunststoffteils entsprechend geändert werden.

Da die Form bereits geschaffen wurde, sind alle Änderungen mühsamer und manchmal sogar schwieriger als eine Neufassung. Wir müssen den besten Weg finden, um je nach Situation etwas zu ändern.
Die Form neu gestalten
Um das Problem vollständig zu lösen, müssen Sie die Form neu gestalten. Sie optimieren die Formstruktur, die Trennfläche, die Anschnittposition usw. auf der Grundlage der Probleme mit der ursprünglichen Form. Sie müssen auch die Auswahl der Formwerkstoffe berücksichtigen und den Wärmebehandlungsprozess optimieren, um die Lebensdauer und Haltbarkeit der Form zu verbessern.

Wenn zum Beispiel die Trennfläche der Form uneben ist und eine unzureichende Schmelzefüllung verursacht, können Sie die Trennfläche neu gestalten, um die Schmelzefüllung gleichmäßiger zu machen.
Ändern der Werkzeugparameter
Die Änderung der Formparameter ist eine relativ einfache und schnelle Methode der Formänderung. Durch die Anpassung von Parametern wie Formgröße, Präzision und Oberflächenrauheit können die Qualität und die Produktionseffizienz des Produkts verbessert werden.

Auf diese Weise lassen sich Massenproduktion und Großserienfertigung erreichen. Zum Beispiel kann durch die Anpassung der Größe und Position des Anschnitts der Schmelzefüllprozess optimiert und die Produktqualität verbessert werden; durch die Verringerung der Oberflächenrauhigkeit der Form kann der Produktrückstand reduziert und die Produktionseffizienz verbessert werden.
Ersetzen von Formzubehör
Der Austausch von Formzubehör ist eine beliebte und relativ kostengünstige Methode zur Modifizierung von Formen. Teile in der Form, die verschleiß- und störanfällig sind, wie z. B. der Hohlraum, der Kern, die Angusshülse usw., können durch Materialien oder Oberflächenbehandlungen ersetzt werden, die verschleiß- und korrosionsfester sind.

Sie können auch fortschrittlichere Werkzeugkomponenten auf der Grundlage Ihrer tatsächlichen Produktionsanforderungen auswählen, um die Produktionseffizienz und Produktqualität zu verbessern. So kann zum Beispiel der Austausch der leicht abgenutzten Kavität durch hochverschleißfeste Materialien die Lebensdauer des Werkzeugs effektiv verlängern.
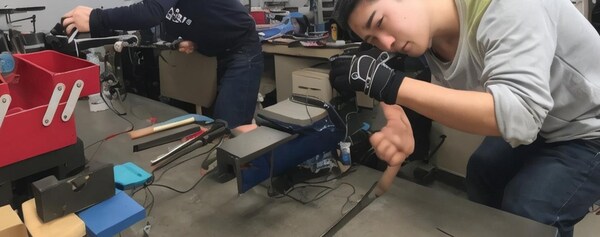
Schimmelpilz-Reparatur
Argon-Lichtbogenschweißen - Reparatur
Der Lichtbogen, der zwischen dem Draht, der immer wieder zugeführt wird, und dem zu schweißenden Gegenstand brennt, wird zum Erhitzen verwendet, und das Gas, das aus der Düse des Schweißbrenners austritt, schützt den Lichtbogen, damit man schweißen kann.

Derzeit ist das WIG-Schweißen die gebräuchlichste Methode und kann für die meisten großen Metalle, wie normalen Stahl und Edelstähle, verwendet werden. MIG-Schweißen eignet sich gut für rostfreien Stahl, Aluminium, Magnesium, Kupfer, Titan, Zirkonium und Nickellegierungen.
Da es sehr billig ist, wird es häufig für die Reparatur von Formen verwendet, aber es hat einige Probleme, z. B. eine große Wärmeeinflusszone und große Schweißnähte. Die Leute fangen an, Laser statt MIG-Schweißen zu verwenden, weil es präziser ist.

Reparatur von Bürstenbeschichtungen
Bei der Bürstenplattiertechnik wird eine spezielle Gleichstromversorgung verwendet. Der Pluspol der Stromversorgung ist während des Bürstengalvanisierens als Anode mit dem Galvanisierstift verbunden; der Minuspol der Stromversorgung ist während des Bürstengalvanisierens als Kathode mit dem Werkstück verbunden.
Der Beschichtungsstift verwendet in der Regel hochreine, feine Graphitblöcke als Anodenmaterial. Die Graphitblöcke sind mit Baumwolle und verschleißfesten Polyester-Baumwollhüllen umwickelt. Wenn Sie arbeiten, stellen Sie die Stromversorgungskomponente auf eine geeignete Spannung ein.
Dann füllt man den Galvanostift mit Galvanisierflüssigkeit. Sie bewegen den Galvanostift auf der Oberfläche des reparierten Werkstücks mit einer bestimmten relativen Geschwindigkeit hin und her. Sie halten einen bestimmten Druck aufrecht, bis Sie eine gleichmäßige und ideale Metallabscheidungsschicht bilden.
Wenn der Beschichtungsstift die Oberfläche des reparierten Werkstücks berührt, bewegen sich die Metallionen in der Beschichtungsflüssigkeit aufgrund der elektrischen Feldkraft zur Oberfläche des Werkstücks. Sie nehmen an der Oberfläche Elektronen auf und verwandeln sich in Metallatome. Diese Metallatome lagern sich ab und kristallisieren und bilden eine Beschichtung. Auf diese Weise erhält man die gewünschte gleichmäßige Abscheidungsschicht auf der Arbeitsfläche des reparierten Kunststoffformhohlraums.
Laser-Oberflächenreparatur
Das Laserschweißen ist ein Schweißverfahren, bei dem ein Laserstrahl, der durch einen kohärenten monochromatischen Photonenstrom hoher Leistung fokussiert wird, als Wärmequelle dient. Bei diesem Schweißverfahren gibt es in der Regel Laserschweißen mit kontinuierlicher Leistung und Laserschweißen mit Impulsleistung.
Der Vorteil des Laserschweißens besteht darin, dass es nicht im Vakuum durchgeführt werden muss, aber der Nachteil ist, dass die Eindringtiefe nicht so stark ist wie beim Elektronenstrahlschweißen.

Beim Laserschweißen kann die Energie präzise gesteuert werden, so dass das Schweißen von Präzisionsgeräten möglich ist. Es kann für viele Metalle eingesetzt werden, insbesondere für das Schweißen einiger schwer zu schweißender Metalle und ungleicher Metalle. Es wird häufig bei der Reparatur von Formen eingesetzt.
Wartung von Schimmelpilzen
Sicherstellen, dass die Umgebung, in der der Schimmelpilz verwendet wird, trocken ist und Feuchtigkeit vermieden wird
Wenn die Umgebung feucht ist, neigt die Oberfläche der Form zu Rost, was die Oberflächenqualität und die Lebensdauer der Form beeinträchtigt. Wählen Sie daher für die Lagerung der Form einen trockenen und belüfteten Ort und verwenden Sie feuchtigkeitsdichte Materialien zum Schutz.

Regelmäßige Reinigung der Schimmelpilzoberfläche
Wenn die Form benutzt wird, wird sie mit Farbe, Öl und anderen Dingen bedeckt sein, was ihre Wirkung beeinträchtigt. Daher sollte die Oberfläche der Form regelmäßig mit einem Reinigungsmittel gesäubert werden, um sicherzustellen, dass die Oberfläche glatt ist und Mängel, die die Qualität beeinträchtigen, vermieden werden.

Richtiges Verwenden der Form
Die Form ist für bestimmte Einsatzbedingungen konzipiert und hergestellt worden. Daher sollte man bei ihrer Verwendung besondere Vorsicht walten lassen, übermäßige Mengen während des Betriebs vermeiden und die Betriebsverfahren einhalten, um sicherzustellen, dass die Form nicht beschädigt wird oder bei langfristiger Verwendung Qualitätsprobleme auftreten.

Regelmäßig schmieren und warten
Die Form benötigt die Zusammenarbeit der beweglichen Teile während des Gebrauchs, daher sollten die beweglichen Teile der Form häufig geschmiert werden, um zu verhindern, dass sie aufgrund von Verschleiß während des Betriebs festsitzen oder klemmen.
Achten Sie auf die Aufbewahrungsmethode
Wenn du deine Form für eine lange Zeit aufbewahrst, möchtest du nicht, dass sie völlig durcheinander kommt und ruiniert wird. Wenn du sie also aufbewahrst, musst du sie auf eine flache Oberfläche stellen und sie mit etwas abstützen, damit sie nicht völlig verbogen wird, wenn du sie nicht benutzt.

Schlussfolgerung
Kunststoff-Spritzgießformen sind in der heutigen Industrie sehr wichtig. Wenn Ihr Endprodukt gut sein soll, brauchen Sie eine gute Form. Man muss dafür sorgen, dass die Form gut entworfen und hergestellt wird und dass man sich um die Form kümmert.
Sie müssen sicherstellen, dass Sie bei Ihrem Kunden, dem Entwurf Ihrer Form, der Herstellung Ihrer Form, der Erprobung Ihrer Form, der Änderung Ihrer Form und der Wartung Ihrer Form gute Arbeit leisten. Wenn Sie in all diesen Bereichen keine gute Arbeit leisten, wird Ihre Form nicht gut sein. Sie müssen also ständig an Ihrer Technologie und Ihrem Verfahren arbeiten, um sicherzustellen, dass Sie gute Gussformen herstellen können.







