 Zum Inhalt springen
Zum Inhalt springen 

Kunststoff-Spritzgießen ist ein Verfahren, bei dem Teile durch Einspritzen von geschmolzenem Kunststoff in eine Form hergestellt werden.
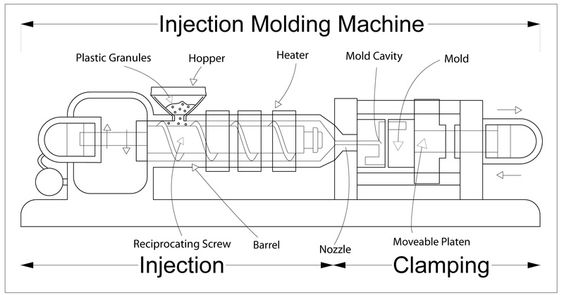
Kunststoff-Spritzgießen Verfahren ist der Prozess des Einspritzens von geschmolzenem Kunststoff in ein Metallwerkzeug, das dann abkühlt und ein Kunststoffteil aus dem Werkzeug auswirft. Spritzgießen Presse.
Der Kunststoff wird dem Lader in Form von Pellets zugeführt. Das Material wird von der Schnecke vorwärts gedreht und kommt mit dem beheizten Zylinder in Kontakt. Durch Reibung und den beheizten Zylinder schmilzt der Kunststoff, der sich vor der Schnecke ansammelt.
Der geschmolzene Kunststoff wird unter hohem Druck in die Form gespritzt und muss dann abkühlen und aushärten. Das Ergebnis ist ein Spritzgussteil. Um Formen zu erstellen, die Qualitätsprodukte produzieren, ist es wichtig, die verschiedenen Arten von Strukturen zu verstehen, die in Spritzgießformen.
Bevor wir mit der Verarbeitung und eine Kunststoffform herstellenmüssen wir die Form nach der Zeichnung entwerfen, die den strukturellen Aufbau der Form darstellt. Wenn es darum geht, Schimmel Struktur, obwohl die spezifische Struktur der einzelnen Formen variiert je nach Produkt, im Großen und Ganzen können wir noch eine allgemeine Klassifizierung zu machen.

Eine vollständige Form besteht in der Regel aus zwei Hauptteilen
Der Formteil, der auch als alter Kern bezeichnet wird, ist der Teil, der sich auf die Form und Größe des Kunststoffprodukts bezieht.
Das Formrahmenteil, das auch als Form-Embryo bezeichnet wird, dient dem Einbau und der Befestigung des Formteils.
Kunststoffspritzgießformen werden in zwei Haupttypen unterteilt
(a) Zwei-Platten-Form
Die Zweiplattenform gilt nicht für die Form mit vorderem Formschieber und die Form mit Punktanschnitt, außer diesen beiden Strukturen können alle anderen Strukturen und Klebemethoden verwendet werden.
(b) Drei Schilder sind Typ Schimmel
Es ist auch als feine Tülle Schimmel, je nach Art, und unterteilt in die feine Tülle, vereinfacht feine Tülle, und falsche drei Platten drei Formen.
Die vereinfachte Art feines Wasser Mund Schimmel Rahmen hat keine Führungssäule in der Seitenplatte des hinteren Schimmel, keine Begrenzung Scheibe auf dem Holm, kann nicht Design Push-Platte Struktur, in der Regel in 500mm unter den kleinen und mittleren Schimmel verwendet, ist das Produkt Charge nicht geeignet für den Einsatz.
(c) Falsche Dreiplattenform
Falsche Drei-Platten-Formenrahmen ist speziell für die Form der vorderen Schimmel Schieberegler Mechanismus, gibt es keine Entladung Platte, nicht geeignet für die Form der Punkt Anguss.

Sieben Hauptsysteme bilden eine komplette Kunststoffspritzgussform
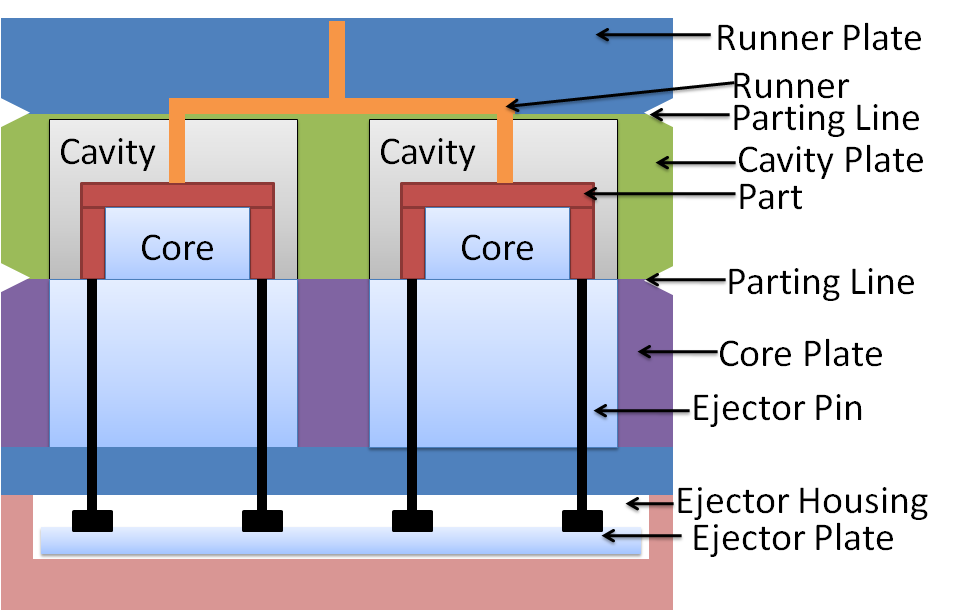
(1): Das Gießsystem
Besteht aus 4 Teilen: dem Hauptströmungskanal, dem Verteiler, dem Schieber und dem kalten Hohlraum.
(2) Mechanismus der Formgebung
Die Formstruktur ist der Teil, der in direktem Kontakt mit Kunststoffprodukten steht, einschließlich des vorderen und hinteren Formkerns, des Einsatzes, des Schiebers, der schrägen Oberseite und anderer Einrichtungen.
(3) Auswurfsystem
Das Auswerfersystem umfasst Auswerferstifte, Auswerferblöcke, Auswerferhülsen und Heber usw., um die Spritzgussteile nach dem Abkühlen aus dem Kern der Kavität zu drücken.
(4) Struktur des Leitfadens
Der Führungsmechanismus umfasst eine Führungssäule, eine Führungshülse, eine Rückstellstange für die Auswerferplatte, eine Führungsbuchse für die Auswerferplatte und andere Einrichtungen.
Für die anspruchsvollere Form, manchmal sollte zusätzlich die zusätzliche Führung Mechanismus, wie Kegel, gerade Oberfläche, Kegel Präzision Positionierung, etc.
(5) Das Kühlsystem
Das Kühlsystem ist hauptsächlich ein Wasserkreislauf mit Ölkühlung, Wasserkühlung, Luftkühlung usw.
Einige Formen müssen beheizt werden, der Kühlwasserkreislauf kann zum Heizen verwendet werden.
Die Form selbst ist ein großes Kühlsystem. Um eine bessere Kühlwirkung zu erzielen, werden eine oder mehrere Gruppen von Kühlkanälen für die Form entworfen.
Der Abstand zwischen dem Kühlkanal und dem Produkt ist in der Regel doppelt so groß wie der Durchmesser des Kanals.
(6) Auspuffanlage
Hauptsächlich haben Auspuff Schlitz, exhauinjectionst Nadel, Auspuff Inlay, Auspuffventil, und andere Teile der Einrichtung.
(7) Zufuhrsystem
Das Fördersystem bezieht sich auf den Durchgang, durch den der geschmolzene Kunststoff von der Düse der Spritzgießmaschine in den Formhohlraum gelangt.
Er besteht aus vier Teilen: Anguss, Angusskanal, Anschnitt und kaltes Geschossloch.
Je nach den Erfordernissen des Prozesses und der Herstellung bestehen der Formkern und die Matrize teilweise aus mehreren Teilen, während andere zu einem Ganzen zusammengefügt werden.
Und Formeinsätze werden nur in den Teilen verwendet, die anfällig oder schwer zu bearbeiten sind.
Zur Erfüllung der Anforderungen von in der Spritzgießen Prozesses für die Temperatur der Form ist es notwendig, ein Temperaturregulierungssystem zu installieren, um die Temperatur der Form anzupassen.

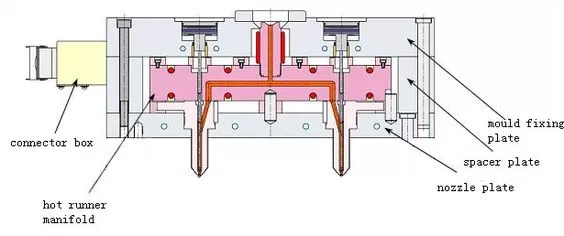
Einführung des Heißkanalsystems für Kunststoffformen
(1) Heißkanalsystem ist ein sehr weit verbreitetes Kunststoffguss Gießanlage, vor allem mit Hilfe von Heizgeräten und einer elektronischen Temperaturregelung, damit der geschmolzene Kunststoff in der Gießanlage nicht erstarrt.
Dadurch kann der Kunststoff gleichmäßig und geordnet in den Formhohlraum gefüllt werden.
In Abwesenheit von Einspritzdruck, wird der geschmolzene Kunststoff nicht automatisch fließen, und wird nicht gezogen werden, übergelaufen und andere Phänomene mit der Freisetzung von Kunststoff-Produkten, so dass der Heißkanal Schimmel wird auch als keine Läufer oder weniger Läufer Form.
(2) Heißkanal-Formen haben einen weiten Bereich von Schmelztemperaturen für Kunststoffe. Gute Fließfähigkeit bei niedrigen Temperaturen: gute thermische Stabilität bei hohen Temperaturen.
Druckempfindlich, kein Durchfluss ohne Druck, Durchfluss sofort nach Druck; gute Wärmeleitfähigkeit, schnelle Erwärmung, schnelle Abkühlung.
Die Nachteile sind der große Platzbedarf, die hohen Kosten, der hohe Wärmeverlust, die schwierige Kontrolle und die starke Wärmeausdehnung nach dem Erhitzen.
Thermoplastisches Material hingegen ist ein Kunststoff, der geschmolzen werden kann, sich verfestigt und dann wieder geschmolzen werden kann, ohne zu verbrennen.
Bei thermoplastischen Materialien können sie zyklisch wiederverwendet werden. Manchmal geschieht dies direkt in der Fabrikhalle.
(3) Die Konstruktion der Heißkanalform muss die Aufmerksamkeit auf das Heißkanalsystem und die Form zwischen zu zahlen, muss genügend Platz für einen Abgriff Expansion zu verlassen, versuchen, großflächige Kontakt zu vermeiden, Schimmel und Spritzgießen Maschine sollte zwischen den Wärmedämmkissen erhöht werden, um den Wärmeverlust zu verringern.
Die Isolierunterlage muss aus einem isolierenden Material bestehen, üblicherweise werden Bakelit, verschiedene Kunststoffplatten oder Glasfaser usw. verwendet.
(4) Das Heißkanalsystem besteht im Wesentlichen aus vier Teilen: Hauptthermostat, Kreuzungsmuffe, Verteiler und Heißdüse. Die Form des Leimeinlasses kann in den Ein-Punkt-Typ und den Mehr-Punkt-Typ unterteilt werden.
Schiebemechanismus und Schrägdachmechanismus
a. Schiebemechanismus
(1) Der Schiebemechanismus, der auch als Seitentrenn- und Kernziehmechanismus bezeichnet wird, ist eine Möglichkeit, mit den Widerhaken von Kunststoffprodukten umzugehen, die sich nicht reibungslos in der Form lösen lassen.
Wenn die Seite des Kunststoffprodukts eine konkave Seite hat, wie z. B. ein rundes Loch, ein Entriegelungsloch, eine Lasche, eine Nut, eine Stange usw., und sich nicht reibungslos entsprechend der Öffnungsrichtung der Form entriegeln lässt, muss ein Mechanismus zum seitlichen Trennen und Herausziehen des Kerns verwendet werden, wobei der Schiebermechanismus die häufigste Form ist.
(2) Bei der Gestaltung der Schieber, um die geneigte Säule Antrieb der Schieber Bewegung sicher und reibungslos, und nicht zu machen, die geneigte Säule und Schieber selbst blockieren oder beißen in den Prozess der Form öffnen und schließen, so dass der Winkel der geneigten Säule muss größer sein als der Winkel des Schiebers Verriegelung Block 1-3 Grad.
(3) Der Winkel des Schiebers sollte nicht größer als 25 Grad sein. Wenn vorbehaltlich der Form des Produkts muss größer sein als 25 Grad, sollte mit Vorsicht verwendet werden.
b. Mechanismus mit schrägem Oberteil
(1) Die Funktion des Schrägaufsatzes ist die gleiche wie die des Schiebers. Sein Bewegungsprinzip ist ebenfalls die vertikale Bewegung des Öffnens und Schließens der Form in eine horizontale Bewegung, um die seitliche Kernentnahme abzuschließen.
Der Schrägaufsatz stützt sich hauptsächlich auf die Bewegung der Auswerferplatte und die Bewegung. Er ist eine Erweiterung des Auswerfersystems und gehört zum Mechanismus der seitlichen Kernentnahme.
Während der Bewegung des geneigten Oberteils kann es nicht nur die Widerhaken herausziehen, sondern auch den Auswerfermechanismus dabei unterstützen, die Kunststoffprodukte aus der Form auszuwerfen, so dass es nicht notwendig ist, den Auswerfer innerhalb von 10-20 mm um das geneigte Oberteil herum anzuordnen.
(2) Auswerfhub: Bei der Konstruktion des Schrägaufsatzes muss der Auswerfhub den sicheren Auswurf von Kunststoffprodukten aus dem Spritzgussform.
Um die sichere Freigabe der Form in der gleichen Zeit, sollte auch versuchen, den Auswerfer Hub zu verkürzen, desto größer ist die Auswerfer Hub, desto leichter zu ermüden die schräge Spitze, desto kürzer die Lebensdauer.
(3) Der Winkel der geneigten Oberseite sollte nicht größer als 12 Grad sein. Größer als der sollte mit Vorsicht verwendet werden. Je größer der Winkel der schrägen Oberseite ist, desto schlechter ist die Festigkeit, desto leichter kann sie brechen.
Der hintere Formschieber, der Schrägverdeckmechanismus, ist die häufigste und eine der grundlegendsten Strukturen in der Plastikform.

c. Struktur des vorderen Formschiebers
Wie der hintere Formschieber ist er ein wichtiges System in der Kunststoffform. Der vordere Formschiebermechanismus wird benötigt, wenn das Produkt die folgenden Bedingungen erfüllt.
(1) Shell-Produkte mit hohen Anforderungen an das Aussehen, wenn es Löcher oder Rillen auf den Seitenwänden, die Verwendung eines hinteren Formschieber wird das Aussehen beeinträchtigen.
(2) Die Höhe des Produkts ist sehr hoch, wenn die Position der Schnalle ist weit von der hinteren die Kernel, die hintere die Schieberegler ist schwieriger zu tun, müssen prüfen, mit
(3) Einige Shell-Produkte, die Lage der Schnalle in der Vorderseite der internen Form, kann einfach nicht tun, die hintere Form Schieberegler
(4) In einigen Produkten, aufgrund des Aussehens von Beschränkungen, das Produkt Aussehen der Release-Skala ist klein, leicht zu kleben, um die vordere Form
(5) Für einige runde, fast runde oder rechteckige Produkte mit tiefem Hohlraum, bei denen die gesamte Außenseite eine Fase aufweist, sollten Sie die Verwendung des Haff-Schiebers in Betracht ziehen.
Es gibt viele Arten von Frontschiebern, und die Spritzgießen Verarbeitung Kosten ist viel höher und die Verarbeitung ist viel schwieriger, daher in der Form Design, versuchen Sie nicht zu verwenden Front die Schieber.
Injektion das Produkt hat die Hinterschneidung oder Seitenwand Loch, das individuelle Plastikform muss der Mechanismus zum Ziehen des Seitenkerns (auch Schieber genannt), der Mechanismus zum Ziehen des schrägen Kerns (auch Heber genannt) und der Ölzylinder (wenn der seitliche Kernziehweg lang ist) entworfen werden.

Vorderer Matrizenschieber im Vergleich zum hinteren Matrizenschieber
(1) Der vordere Teil der Form mit dem vorderen Schieber benötigt eine weitere Abtrennung (außer dem vorderen Schieber), und die gesamte Form benötigt mindestens zwei oder drei Abtrennungen. Wenn es sich um eine Form mit Punktanschnitt handelt, sind drei Abtrennungen erforderlich; wenn es sich um eine Form ohne Punktanschnitt handelt, sind zwei Abtrennungen erforderlich.
(2) Ob zwei- oder dreimal, die Haupttrennfläche muss beim letzten Mal geöffnet werden
(3) Haupttrennfläche hat mehr Klemmmechanismus
(4) Die Führungssäule des Formrahmens befindet sich normalerweise in der vorderen Form
(5) Individuelle Form der vorderen Form Schieberegler Mechanismus kann nicht die Struktur der hinteren Form Push-Platte realisieren
Bei der Konstruktion der Form des vorderen Schiebermechanismus sind folgende Punkte zu beachten
(1) Bei der Konstruktion der Form des vorderen Formschiebermechanismus, wenn die Leimzuführungsmethode Punktanschnitt ist, muss der feine Tüllenformhalter oder der vereinfachte feine Tüllenformhalter verwendet werden.
Wenn die Klebemethode kein Punktanschnitt ist, müssen Sie den falschen Drei-Platten-Formenhalter verwenden, da der falsche Drei-Platten-Formenhalter für die Form des vorderen Formschiebermechanismus ausgelegt ist.
(2) Die Haupttrennfläche muss über einen sehr sicheren und zuverlässigen Klemmmechanismus verfügen; üblicherweise werden Nylonöffner, Federverschlussmaschinen, mechanische Verschlussmaschinen usw. verwendet.
(3) Es muss ein sehr sicherer Begrenzungsmechanismus zwischen der oberen Code-Schablone und einigen Platten vorhanden sein, der üblicherweise bei Schulterschrauben (Begrenzungsschrauben) verwendet wird.
(4) Die Gate-Hülse der vorderen Form Schieberegler Mechanismus Schimmel und der vorderen Form Kernel ist in einem Zustand der heftigen Reibung für eine lange Zeit, so dass das vordere Ende der Gate-Hülse muss abgeschrägt werden, um zu passen.







