 Zum Inhalt springen
Zum Inhalt springen 
Lösungen für das Präzisionspolieren von Formenstahl
Verbessern Sie die Leistung von Spritzgussformen mit den Präzisionspolierlösungen von ZetarMold. Entdecken Sie die Techniken der Experten für überlegene Formenstahl-Oberflächen!
Ressourcen für Lösungen zum Präzisionspolieren von Spritzgussstahl
Was ist Präzisionspolieren für Spritzgussstahl?
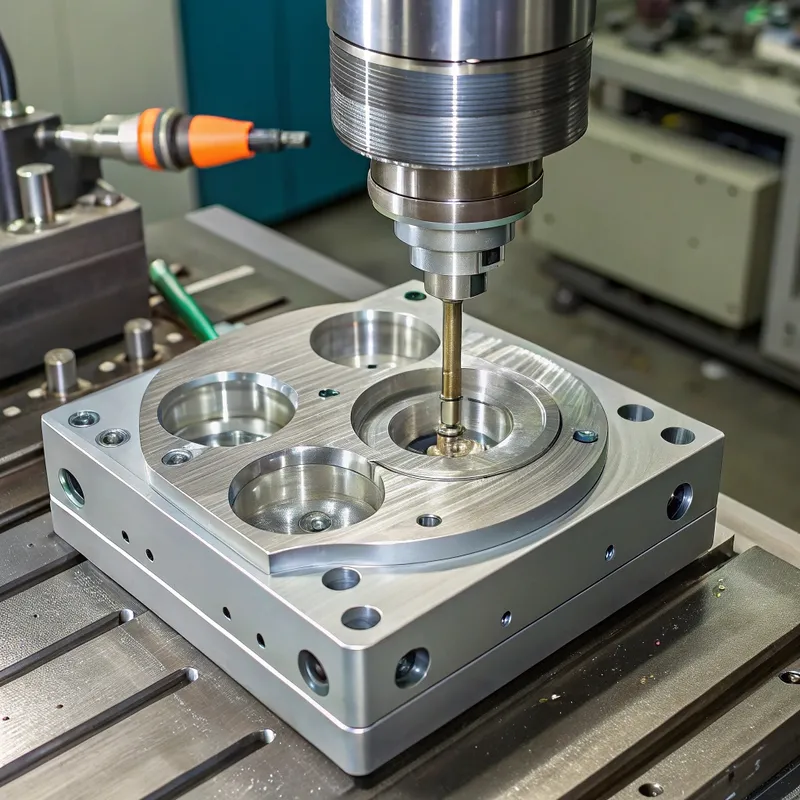
Der Begriff Präzisionspolieren für Spritzgussstahl bezieht sich auf eine Reihe sorgfältiger mechanischer und/oder chemisch-mechanischer Oberflächenbearbeitungen, die an der Kavität, dem Kern und anderen Funktionsflächen einer aus Werkzeugstahl hergestellten Spritzgussform durchgeführt werden. Das Hauptziel ist die Erzielung einer spezifischen, hoch verfeinerten Oberflächenstruktur, typischerweise eine spiegelglatte Oberfläche oder eine genau kontrollierte matte oder strukturierte Oberfläche, je nach den Anforderungen des Endprodukts.
Vollständiger technischer Name: Präzisionsoberflächenbearbeitung von Spritzgießwerkzeugstählen.
Gebräuchliche Aliasnamen: Formenpolieren, Werkzeugpolieren, Hohlraumpolieren, Hochglanzpolieren (für Hochglanz).
1. Grundprinzipien:
① Progressiver Materialabtrag: Beim Polieren werden nacheinander mikroskopisch kleine Schichten des Stahls mit immer feineren Schleifmitteln abgetragen. Jeder Schritt entfernt die Kratzer und Oberflächenfehler, die der vorherige, gröbere Schritt hinterlassen hat.
② Integrität der Oberfläche: Das Verfahren zielt darauf ab, die Oberflächenintegrität des Stahls zu verbessern, indem Bearbeitungsspuren, Erodierschichten und andere Defekte entfernt werden, was zu einer homogenen und glatten Oberfläche führt.
③ Maßgenauigkeit: Während des Materialabtrags müssen beim Präzisionspolieren die kritischen Abmessungen und geometrischen Toleranzen der Form eingehalten werden.
④ Erreichen des vorgegebenen Ziels: Letztlich geht es darum, eine vordefinierte Norm für die Oberflächenbeschaffenheit zu erfüllen, wie z. B. die der Society of the Plastics Industry (SPI), oder kundenspezifische Spezifikationen.
2. Grundlegende Konzepte:
① Formstahl: Spezialisierte Werkzeugstähle (z.B. P20, H13, S7, 420SS) werden aufgrund ihrer Härte, Zähigkeit, Verschleißfestigkeit und Polierbarkeit für Spritzgussformen verwendet. Die Wahl des Stahls hat einen erheblichen Einfluss auf den erreichbaren Poliergrad und den erforderlichen Aufwand.
② Oberflächenrauhigkeit (Ra, Rz): Quantifizierbare Maße für die Oberflächenbeschaffenheit. Ra (Roughness Average) ist das arithmetische Mittel der absoluten Werte der Profilhöhenabweichungen von der Mittellinie. Niedrigere Ra-Werte weisen auf glattere Oberflächen hin.
③ Glanzeinheiten (GU): Ein Maß für die spiegelnde Reflexion (Glanz) einer Oberfläche.
④ Schleifmittel: Materialien wie Diamantverbindungen, Aluminiumoxid, Siliziumkarbid und spezielle Läppsteine werden in verschiedenen Korngrößen verwendet.
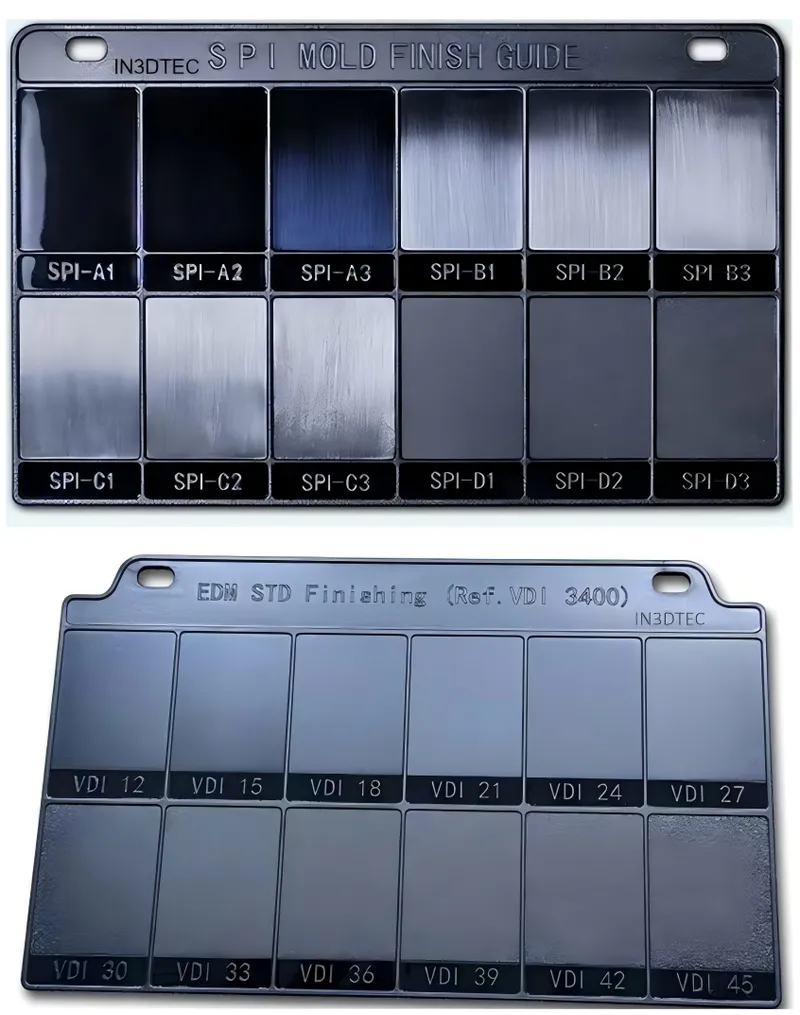
⑤ SPI Finish Standards: In der Industrie anerkannte Richtlinien (A-1 bis D-3) zur Klassifizierung der Oberflächenbeschaffenheit von Formen von hochglänzend bis matt/gestrahlt.

Die entscheidende Rolle des Polierens für den Erfolg des Spritzgießens
Beim Präzisionspolieren geht es nicht nur darum, die Form zum Glänzen zu bringen, sondern es spielt eine vielseitige Rolle:
1. Teil Ästhetik:
Die Oberflächenbeschaffenheit der Form wird direkt auf das Kunststoffteil übertragen. Eine Hochglanzform erzeugt ein hochglänzendes Teil, das für die Unterhaltungselektronik, die Innenausstattung von Fahrzeugen und hochwertige Verpackungen wichtig ist.
2. Teilfreigabe (Auswerfen):
Glattere Formoberflächen verringern die Reibung und erleichtern das Auswerfen des Kunststoffteils. Dies kann die Zykluszeiten verkürzen, die Belastung der Teile verringern und den Bedarf an Formtrennmitteln minimieren.
3. Haltbarkeit und Lebensdauer der Form:
Eine gut polierte Oberfläche ist oft widerstandsfähiger gegen Korrosion und Verschleiß, insbesondere wenn Eigenspannungen durch die Bearbeitung beseitigt werden. Sie kann auch eine vorzeitige Verschmutzung durch Kunststoffreste verhindern.
4. Optische Klarheit:
Für transparente Teile wie Linsen oder Lichtleiter ist eine besonders hochwertige Politur (SPI A-1 oder besser) unerlässlich, um optische Klarheit zu erreichen und Lichtstreuung zu verhindern.
5. Fließeigenschaften:
Eine hochglanzpolierte Oberfläche kann das Fließen des geschmolzenen Kunststoffs im Formhohlraum beeinflussen, obwohl dies im Vergleich zum Anschnittdesign und der Schmelzetemperatur oft ein sekundärer Effekt ist.
6. Reinigung und Wartung:
Glattere Oberflächen sind leichter zu reinigen und weniger anfällig für Materialablagerungen.

Klassifizierungen und Arten von Formpolituren
Poliermittel für Schimmelpilze können nach verschiedenen Kriterien klassifiziert werden:
1. Basierend auf der erreichten Oberflächengüte (z.B. SPI Standards):
- SPI A-1 (Güteklasse #3 Diamond Buff): Höchster Glanz, spiegelnd, optisch klar. Erzielt mit 0-1 Mikron Diamantschwabbel. (z. B. für Linsen, High-End-Reflektoren).
- SPI A-2 (Güteklasse #6 Diamond Buff): Hochglanz, feiner Spiegel. Erzielt mit 2-3 Mikron Diamantschwabbeln. (z. B. für hochwertige Kosmetikteile).
- SPI A-3 (Güteklasse #15 Diamond Buff): Mittlerer Glanz, fein reflektierend. Erzielt mit 3-5 Mikron Diamantschwabbeln.
- SPI B-1 (600er Körnung): Halbglänzend, fein satiniert. Keine sichtbaren Kratzer.
- SPI B-2 (400er Körnung): Halbglänzend, mittelmäßig satiniert.
- SPI B-3 (320er Körnung): Halbglänzend, grob satiniert.
- SPI C-1 (600er-Kornstein): Matte Oberfläche, feiner Stein.
- SPI C-2 (400er-Kornstein): Matte Oberfläche, mittlerer Stein.
- SPI C-3 (320er Körnung): Matte Oberfläche, grober Stein.
- SPI D-1 (Trockenstrahlen #11 Glasperle): Stumpfmatt, fein gestrahlt.
- SPI D-2 (Trockenstrahlen #240 Oxid): Stumpfmatt, mittelstarke Strahlung.
- SPI D-3 (Dry Blast #24 Oxide): Stumpfmatt, grob gestrahlt.
- (Anmerkung: Es gibt auch andere Normen wie die des VDI, insbesondere für strukturierte Oberflächen).
2. Basierend auf der Poliermethode:
- Manuelles Polieren: Hochqualifizierte Techniker verwenden Handwerkzeuge (Steine, Läppstöcke, Filzstifte, Tücher) mit Schleifmitteln. Bietet Präzision und Kontrolle für komplexe Geometrien.
- Maschinenunterstütztes Polieren: Einsatz von Elektrowerkzeugen wie Rotationspolierern, Ultraschallpolierern oder Läppmaschinen zur Beschleunigung des Prozesses, insbesondere bei größeren oder einfacheren Oberflächen. Wird oft mit manuellen Ausbesserungen kombiniert.
- Automatisiertes Polieren (Robotik): Entwickelt sich für hochvolumige oder sich wiederholende Polieraufgaben, steht aber noch vor Herausforderungen bei komplexen 3D-Oberflächen.
3. Je nach Zweck/Anwendung:
- Optisches Polieren: Extreme Klarheit, minimale Fehler (SPI A-1 oder kundenspezifische Spezifikationen für optische Teile).
- Kosmetische Hochglanzpolitur: Für visuell ansprechende Verbraucherprodukte (typischerweise SPI A-2 bis B-1).
- Funktionelles Polnisch: Zielt auf die Verbesserung der Trenn- oder Verschleißfestigkeit ab, erfordert möglicherweise keinen hohen Glanz (z. B. SPI B oder C).
- Vor-Textur-Politur: Eine bestimmte glatte Oberfläche (z. B. SPI C-1), die vor dem chemischen Ätzen oder der Lasertexturierung erforderlich ist.
- Matte/satinierte Oberfläche: Absichtlich nicht reflektierend, oft mit feinen Schleifmitteln oder durch Strahlen erreicht.
Schlüsselindustrien und -anwendungen, die Präzisionspolieren erfordern
Verschiedene Branchen sind in hohem Maße auf präzisionspolierte Formen angewiesen:
1. Automobil:
Scheinwerfergläser, Rückleuchtenabdeckungen, Innenverkleidungsteile (Armaturenbrett, Konsolen mit Hochglanzlackierung), verchromte Lookalike-Teile.
2. Unterhaltungselektronik:
Gehäuse für Smartphones, Laptops, Fernsehgeräte und Haushaltsgeräte, die glatte, hochglänzende Oberflächen erfordern.
3. Medizinische Geräte:
Optisch klare Komponenten (Küvetten, diagnostische Einwegartikel), Gehäuse für medizinische Geräte, implantierbare Geräte (wo die Glätte der Oberfläche für die Biokompatibilität entscheidend ist).
4. Optik & Photonik:
Linsen, Prismen, Lichtleiter, optische Fasern, bei denen SPI A-1 oder sogar kundenspezifische Superfinishes vorgeschrieben sind.
5. Verpackung:
Hochwertige Kosmetikbehälter, transparente Lebensmittelverpackungen, Kappen und Verschlüsse mit hochwertigen Oberflächen.
6. Luft- und Raumfahrt:
Innenbauteile, transparente Vordächer, Bauteile, die eine hohe Ermüdungsbeständigkeit erfordern.
7. Spielzeug:
Hochglänzendes, visuell ansprechendes Kunststoffspielzeug.
Vorteile einer Investition in hochwertiges Formenpolieren
Die Vorteile gehen weit über die Ästhetik hinaus:
1. Überlegene Teilequalität:
Die direkte Nachbildung der Formoberfläche gewährleistet einwandfreie, fehlerfreie Kunststoffteile.
2. Gesteigerte Produktattraktivität:
Hochglänzende oder perfekt strukturierte Oberflächen verbessern den wahrgenommenen Wert und die Marktfähigkeit von Produkten erheblich.
3. Verbesserte Formtrennung:
Durch die verringerte Reibung lassen sich die Teile leicht auswerfen, wodurch die Belastung für das Teil und die Form minimiert und die Zykluszeiten möglicherweise verkürzt werden.
4. Reduzierte Schrottpreise:
Weniger Defekte wie Schleifspuren, Fließlinien oder Oberflächenmängel an Formteilen.
5. Verlängerte Lebensdauer der Form:
Eine richtig polierte Oberfläche ist widerstandsfähiger gegen Verschleiß, Korrosion und Rückstandsbildung und verlängert die Lebensdauer des Werkzeugs.
6. Geringere Wartungskosten:
Leichter zu reinigende Formen reduzieren Ausfallzeiten und Wartungsaufwand.
7. Konsistenz in der Produktion:
Gewährleistet eine gleichbleibende Oberflächengüte von Teil zu Teil bei langen Produktionsläufen.
8. Ermöglicht erweiterte Designs:
Ermöglicht das Abformen optisch klarer Teile oder komplizierter Details, die mit schlecht gefertigten Formen unmöglich wären.

Mögliche Nachteile und Herausforderungen des Präzisionspolierens
Das Präzisionspolieren ist zwar sehr vorteilhaft, stellt aber auch eine Herausforderung dar:
1. Kosten:
Es handelt sich dabei um einen arbeitsintensiven Prozess, der von den Fähigkeiten der Mitarbeiter abhängt und die Kosten für die Herstellung der Formen erheblich erhöht, insbesondere bei Oberflächen mit höherem SPI A-Wert.
2. Vorlaufzeit:
Das Polieren, insbesondere bei hohen Anforderungen, kann den Zeitplan für die Auslieferung der Form erheblich verlängern.
3. Risiko des Überpolierens oder von Fehlern:
Falsche Techniken können zu Maßungenauigkeiten (z. B. abgerundete Kanten, gewölbte Oberflächen), veränderter Geometrie oder "Orangenschaleneffekten" führen.
4. Skill Dependency:
Um hochwertige Oberflächen zu erzielen, sind sehr erfahrene und qualifizierte Polierer erforderlich. An diesem Fachwissen herrscht ein Mangel.
5. Materielle Beschränkungen:
Nicht alle Formenstähle lassen sich gleich gut polieren. Einige Stähle sind aufgrund ihrer Mikrostruktur (z. B. große Karbide, Einschlüsse) von Natur aus schwieriger auf Hochglanz zu polieren.
6. Beibehaltung scharfer Kanten/Details:
Ohne spezielle Techniken ist es schwierig, eine hohe Politur zu erzielen und gleichzeitig scharfe Ecken oder komplizierte Details perfekt zu erhalten.
7. Subjektivität:
Auch wenn es Standards wie SPI gibt, kann die Beurteilung der Qualität von Poliermitteln immer noch subjektiv sein, insbesondere auf höchster Ebene.
Expertenleitfaden zum Präzisionspolieren von Formen
Erzielen Sie eine überragende Teilequalität mit unserem Expertenleitfaden zum Präzisionspolieren von Spritzgussstahl.
Ressourcen für Lösungen zum Präzisionspolieren von Spritzgussstahl
Vergleich der Polierbarkeit von Formstahl: Ein Schlüsselfaktor
Die Wahl des Formstahls hat einen großen Einfluss auf die Leichtigkeit und Qualität des Polierens:
1. Hochpolierbare Stähle (z. B. 420 Edelstahl, Stavax ESR, S136, NAK80): Diese Stähle wurden speziell für hohe Reinheit, feines Gefüge und gleichmäßige Härte entwickelt oder verarbeitet (z. B. Elektro-Schlacke-Umschmelzen - ESR), was sie ideal für SPI A-1-Oberflächen und optische Anwendungen macht. NAK80 ist ein ausscheidungshärtender Stahl, der für seine hervorragende Polierbarkeit bekannt ist und keine Wärmebehandlung nach dem Schweißen erfordert.
2. Gut polierbare Stähle (z. B. H13, P20 modifiziert, S7): Übliche Arbeitsstähle. H13 kann bei ordnungsgemäßer Wärmebehandlung gute SPI A-2/A-3-Oberflächen erzielen. P20 wird normalerweise für B- oder C-Oberflächen verwendet, aber modifizierte Sorten können höhere Werte erreichen. S7 ist zäh und kann gut poliert werden.
3. Mäßig/schwierig zu polierende Stähle (z. B. Standard P20, einige Werkzeugstähle mit großen Karbiden oder geringerem Reinheitsgrad): Kann auf SPI B- oder C-Veredelungen beschränkt sein. Das Erzielen von Hochglanz kann sehr schwierig und zeitaufwendig sein.
Faktoren im Stahl, die die Polierbarkeit beeinflussen:
① Sauberkeit: Weniger Einschlüsse (Sulfide, Oxide, Silikate) bedeuten weniger Grübchen und Fehler beim Polieren. ESR- oder VAR-Verfahren (Vacuum Arc Remelting) verbessern die Sauberkeit.
② Homogenität und Mikrostruktur: Eine feine, gleichmäßige Kornstruktur und gut verteilte kleine Karbide sind entscheidend. Große, ungleichmäßig verteilte Karbide können beim Polieren "ausreißen" und Grübchen hinterlassen.
③ Härte: Im Allgemeinen lassen sich härtere Stähle (innerhalb ihres Arbeitsbereichs) besser auf Hochglanz polieren, erfordern aber auch mehr Aufwand. Eine gleichbleibende Härte ist entscheidend.
④ Wärmebehandlung Reaktion: Eine ordnungsgemäße Wärmebehandlung ist entscheidend, um die gewünschte Härte und Mikrostruktur für ein optimales Polieren zu erreichen.
Hauptmerkmale einer präzisionspolierten Formoberfläche
Eine hochwertige polierte Oberfläche wird durch mehrere messbare und beobachtbare Merkmale definiert:
1. Geringe Oberflächenrauhigkeit (Ra, Rz, Sa):
Typischerweise könnte SPI A-1 Ra < 0,005 µm (oder 5 nm). Sa (areal average roughness) wird immer häufiger für 3D-Oberflächen verwendet.
2. Hoher Glanz / Reflexionsvermögen:
Gemessen in Glanzeinheiten (GU) mit einem Glanzmessgerät. Die Werte hängen vom Messwinkel ab (z. B. 20°, 60°, 85°).
3. Abwesenheit von Defekten:
Keine sichtbaren Kratzer, Vertiefungen, "Orangenhaut", Welligkeit, Unschärfe, Kometen, Schlieren oder Schwabbelspuren unter der angegebenen Vergrößerung.
4. Klarheit / Fehlen von Dunst:
Für optische Poliermittel sind eine hohe Lichtdurchlässigkeit und eine minimale Streuung entscheidend.
5. Schärfe der Details:
Erhaltung feiner Details und scharfer Kanten gemäß der Formgestaltung.
6. Gleichmäßigkeit:
Gleichmäßiges Finish auf der gesamten polierten Oberfläche, auch bei komplexen Geometrien.
7. Direktionalität (Lay):
Bei einigen Oberflächen (z. B. gebürstet) ist ein bestimmtes Richtungsmuster erwünscht. Bei Hochglanzpolituren sollte kein Muster sichtbar sein.
Der Kernprozess: Schritt für Schritt zu einem makellosen Ergebnis
Das Erzielen einer Präzisionspolitur ist ein sorgfältiger, mehrstufiger Prozess:
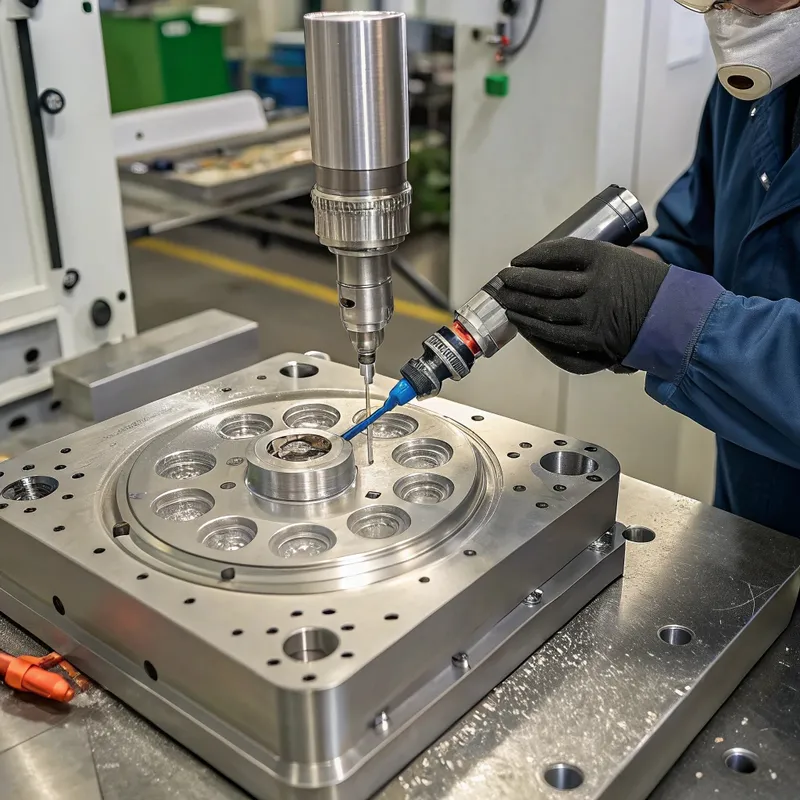
1. Vorbereitung und Vorbearbeitungsinspektion:
- Stellen Sie sicher, dass die Formoberfläche ordnungsgemäß bearbeitet ist (gefräst, geschliffen oder erodiert) und der Untergrund nur minimal beschädigt ist.
- Entfernen Sie die EDM-Recast-Schicht (harte, spröde Schicht) vollständig, in der Regel durch Entsteinen oder leichtes Fräsen. Dies ist von entscheidender Bedeutung, da die Recast-Schicht nicht gut polierbar ist und abplatzen kann.
- Prüfen Sie auf tiefe Bearbeitungsspuren, Kerben oder Defekte, die vor dem Polieren entfernt werden müssen.
- Überprüfen Sie die Stahlsorte und die Härte.
2. Grobsteinigung / Schleifen (Grobschleifstufe):
- Zielsetzung: Entfernen der Bearbeitungsspuren, Erodieren des Gusses und Herstellen der anfänglichen Ebenheit/Geometrie.
- Werkzeuge und Schleifmittel: Grobkörnige Schleifsteine (z. B. Aluminiumoxid oder Siliziumkarbid der Körnung 120-320), Schleifwerkzeuge.
- Die Technik: Arbeiten Sie in einem gleichmäßigen Muster, oft kreuz und quer, und stellen Sie sicher, dass alle vorherigen Markierungen entfernt werden. Verwenden Sie ein geeignetes Schmiermittel/Kühlmittel.
3. Semi-Finishing Stoning / Lapping (Medium Abrasive Stage):
- Zielsetzung: Entfernen Sie die Kratzer aus der groben Steinigung und verfeinern Sie die Oberfläche weiter.
- Werkzeuge und Schleifmittel: Steine mittlerer Körnung (z. B. 400-800), Schleifpapiere/-tücher auf Läppstäben, Diamantfeilen.
- Die Technik: Fahren Sie mit immer feineren Körnungen fort und ändern Sie die Polierrichtung bei jedem Körnungswechsel, um sicherzustellen, dass die vorherigen Spuren vollständig entfernt werden. Eine sorgfältige Reinigung zwischen den einzelnen Körnungsstufen ist wichtig, um die Verschleppung gröberer Partikel zu verhindern.
4. Feinschliff / Vorpolieren (Feinschleifstufe):
- Zielsetzung: Bereiten Sie die Oberfläche für das abschließende Hochglanzpolieren vor, indem Sie alle sichtbaren Kratzer aus den vorherigen Schritten entfernen.
- Werkzeuge und Schleifmittel: Feinkörnige Steine (z. B. 1000-1200er Körnung), sehr feine Schleifpapiere (z. B. bis 2000-5000er Körnung), feine Diamantverbindungen (z. B. 45 bis 15 Mikron), die mit Läppstiften (Holz, Messing, Gusseisen) oder Hartfilzbobs aufgetragen werden.
- Die Technik: Extreme Sauberkeit ist von größter Bedeutung. Die Richtung des Polierens ist entscheidend.
5. Hochglanzpolieren / Polieren (Diamantpolierstufe):
- Zielsetzung: Erreichen Sie den endgültigen gewünschten Glanzgrad (z. B. SPI A-1, A-2, A-3).
- Werkzeuge und Schleifmittel: Diamantverbindungen/-pasten (z. B. 15 Mikron bis hinunter zu 0,25 Mikron oder feiner), aufgetragen mit Filzstäbchen, Watte, weichen Holzlappen oder speziellen Poliertüchern. Es werden rotierende Werkzeuge, Ultraschallpolierer oder manuelle Methoden verwendet.
- Die Technik: Leichter Druck, bestimmte Bewegungsmuster. Jede Diamantkorngröße muss die Spuren des vorherigen, gröberen Diamanten vollständig entfernen. Das Poliermedium (Filz, Holz) muss weicher sein als der Stahl, damit sich keine Schleifmittel einbetten.
6. Endreinigung und Inspektion:
- Reinigen Sie die Oberfläche der Form gründlich, um alle Polierrückstände zu entfernen.
- Prüfen Sie bei geeigneter Beleuchtung (z. B. diffus, gerichtet) und Vergrößerung, ob die Oberfläche den Spezifikationen entspricht (SPI-Standard, Sichtproben, Glanzmesswerte).

Wichtige Überlegungen beim Polieren von Präzisionsformen
Zahlreiche Faktoren beeinflussen das Ergebnis des Polierens:
1. Auswahl und Qualität des Formstahls:
Wie bereits erwähnt, lassen sich saubere, homogenere Stähle mit feinem Gefüge am besten polieren.
2. Wärmebehandlung:
Eine ordnungsgemäße, gleichmäßige Wärmebehandlung auf die richtige Härte ist entscheidend. Weiche Stellen oder ungleichmäßige Härte führen zu ungleichmäßigem Polieren. Ein Spannungsarmglühen nach der Grobbearbeitung kann ebenfalls von Vorteil sein.
3. Zustand der Oberfläche vor dem Polieren:
Die Qualität der ursprünglich bearbeiteten oder erodierten Oberfläche hat einen erheblichen Einfluss auf den Aufwand und die Zeit, die für das Polieren benötigt werden. Eine gute EDM-Oberfläche mit minimaler Nachbearbeitungsschicht ist vorzuziehen.
4. Auswahl und Abfolge der Schleifmittel:
Die richtige Reihenfolge der Schleifmittelarten und -körnungen ist entscheidend. Das Überspringen von Körnungen führt zu tieferen Kratzern, die schwer zu entfernen sind.
5. Schmierung/Kühlmittel:
Geeignete Schmiermittel (z. B. Spiritus, spezielle Polieröle) tragen dazu bei, Späne abzutransportieren, die Belastung der Schleifmittel zu verhindern und die Oberfläche zu kühlen.
6. Polierwerkzeuge und -halter:
Die Wahl der Läppstifte (Holz, Messing, Stahl, Hartfilz), der Läufer und der angetriebenen Werkzeuge (rotierend, hin- und hergehend, Ultraschall) hängt von der Geometrie und der Stufe des Polierens ab.
7. Qualifikation und Erfahrung des Technikers:
Dies ist wohl der kritischste Faktor, insbesondere beim manuellen Polieren komplexer Formen auf hohe SPI A-Werte. Es erfordert Geduld, ein scharfes Auge und ein "Gefühl" für den Prozess.
8. Sauberkeit und Kontaminationskontrolle:
Ein Körnchen gröberen Korns, das auf eine feinere Stufe übertragen wird, kann stundenlange Arbeit zunichte machen. Spezielles Werkzeug und makellose Sauberkeit sind unerlässlich.
9. Druck und Geschwindigkeit:
Die Anwendung des richtigen Drucks und der richtigen Werkzeuggeschwindigkeit ist entscheidend. Ein zu hoher Druck oder eine zu hohe Geschwindigkeit können Hitze erzeugen, "Orangenhaut" verursachen oder Karbide herausziehen.
10. Polierrichtung:
Ein Wechsel der Polierrichtung (z. B. 45-90 Grad) zwischen den einzelnen Körnungsstufen hilft, frühere Kratzermuster zu erkennen und effektiv zu entfernen.
11. Erhaltung von Kanten und Details:
Besondere Vorsicht ist geboten, um zu vermeiden, dass scharfe Kanten abgerundet oder feine Details verwischt werden. Techniken wie die Verwendung härterer Läppmaterialien in der Nähe von Kanten oder das Abdecken können helfen.
Die Wahl des richtigen Formstahls für optimale Polierbarkeit
1. Für SPI A-1 (Optik/Objektivqualität):
- 420 Edelstahl (ESR/VAR): Ausgezeichnete Wahl, korrosionsbeständig.
- S136 / Stavax ESR: Hochwertiger Edelstahl, sehr hoher Reinheitsgrad.
- NAK80: Ausscheidungshärtung, sehr gute Polierbarkeit, gute Schweißbarkeit ohne Nachhärtung.
- HPM38 (entspricht S136): Eine weitere hochwertige Option aus Edelstahl.
2. Für SPI A-2 / A-3 (Hochglanz-Kosmetik):
- H13 (ESR/VAR): Gut, wenn sie perfekt wärmebehandelt und sauber sind.
- Modifizierte P20-Sorten: Einige proprietäre Stähle vom Typ P20 bieten eine verbesserte Polierbarkeit.
3. Für SPI B-Oberflächen (halbglänzend):
- P20 (vorgehärtet): Standardauswahl, kostengünstig.
- H13, S7: Auch geeignet.
4. Für SPI C- und D-Ausführungen (matt/strukturiert):
- Die meisten Werkzeugstähle können diese Oberflächengüte erreichen, da die endgültige Oberfläche oft nicht hochglanzpoliert, sondern entsteint oder gestrahlt wird. Der Schwerpunkt liegt eher auf Haltbarkeit und Bearbeitbarkeit.
Häufige Fehler beim Polieren von Schimmelpilzen: Ursachen und Lösungen
| Defekt | Beschreibung | Häufige Ursachen | Lösungen |
|---|---|---|---|
| Kratzer | Linien oder Rillen auf der Oberfläche. | Grobe Kornverschmutzung, übersprungene Körner, beschädigte Polierwerkzeuge, falscher Druck, unzureichende Vorstufe. | Nachpolieren mit einer Körnung, die fein genug ist, um den Kratzer zu entfernen, aber grob genug, um effizient zu sein. Sauberkeit verbessern. Werkzeuge prüfen. Sicherstellen, dass der vorherige Schritt abgeschlossen ist. |
| Löcher / Nadellöcher | Kleine Vertiefungen oder Löcher in der Oberfläche. | Einschlüsse im Stahl, ausgezogene Karbide, Korrosion, nicht vollständig entfernte EDM-Lichtbogengruben. | Reineren Stahl verwenden (ESR/VAR). Geringerer Polierdruck. Sicherstellen, dass der EDM-Recast vollständig entfernt wird. Manchmal sind Grübchen eine Folge der Stahlqualität. |
| Orangenschalen | Gewellte, genoppte Textur, die an eine Orangenschale erinnert. | Übermäßiger Druck/Geschwindigkeit bei rotierenden Werkzeugen, weiche Schwabbelscheiben auf weichem Stahl, Überhitzung der Oberfläche, schlechte Wärmebehandlung. | Verwenden Sie geringeren Druck, langsamere Geschwindigkeiten, härtere Schwabbelscheiben oder Läppstöcke. Achten Sie auf die richtige Stahlhärte und Spannungsentlastung. Kühlmittel. |
| Dunst / Bewölkung | Milchiges oder trübes Aussehen, mangelnde Klarheit bei Hochglanzoberflächen. | Feine Kratzer, die nicht vollständig entfernt wurden, Rückstände von Poliermitteln, unsachgemäße Reinigung, Feuchtigkeit. | Vorsichtiges Nachpolieren mit letzten Diamantstufen. Gründliche Reinigung mit geeigneten Lösungsmitteln. Sicherstellen, dass die Oberfläche trocken ist. |
| Kometenschweife | Ein Kratzer mit einem "Schwanz" aus feineren Kratzern oder gestörtem Material. | Ein größeres Schleifteilchen wird über die Oberfläche geschleppt, setzt sich fest und zerfällt dann. | Die Sauberkeit rigoros verbessern. Schmiermittel filtern. Betroffenen Bereich neu polieren. |
| Gerollte Kanten | Abgerundete Ecken oder Kanten, wo Schärfe beabsichtigt war. | Übermäßiger Druck in der Nähe von Kanten, weiche Läppwerkzeuge, Polierbewegung über die Kante. | Verwenden Sie härtere Läppwerkzeuge in der Nähe von Kanten, maskieren Sie Kanten, polieren Sie von Kanten weg oder parallel zu ihnen. Reduzieren Sie den Druck. |
| Welligkeit / Kräuselung | Gewellte, unebene Oberfläche. | Ungleichmäßiges Entsteinen, unsachgemäße Verwendung von Elektrowerkzeugen, unsicherer Aufbau der Werkzeuge, Versuch, zu viel Material zu schnell abzutragen. | Sorgen Sie mit geeigneten Werkzeugen für eine flache Entsteinung. Starre Aufbauten verwenden. Material schrittweise abtragen. Geschicklichkeit und konsequente Technik. |
| Schwabbelspuren/Swirls | Kreis- oder bogenförmige feine Kratzer vom letzten Schwabbeln. | Zu viel Druck beim Schwabbeln, verschmutzter Schwabbel, falsche Schwabbelmasse, zu hohe Geschwindigkeit. | Geringerer Druck, saubere/neue Schwabbel, richtige Mischung, langsamere Geschwindigkeit. Letzter Durchgang von Hand, falls erforderlich. |

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

