 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Der Entformungswinkel einer Form ist ein wichtiger Faktor bei der Gestaltung einer Spritzgussform. Er entscheidet darüber, wie schwer es ist, das Produkt aus der Form zu bekommen. Wenn Sie einen guten Entformungswinkel haben, können Sie das Produkt ohne Probleme aus der Form herausbekommen.
Wenn Sie keinen guten Entformungswinkel haben, können Sie das Produkt beschädigen oder es in der Form festklemmen. In diesem Artikel erfahren Sie, was Sie über den Entformungswinkel einer Form wissen müssen.
Was ist die Definition von Tiefgangswinkel?
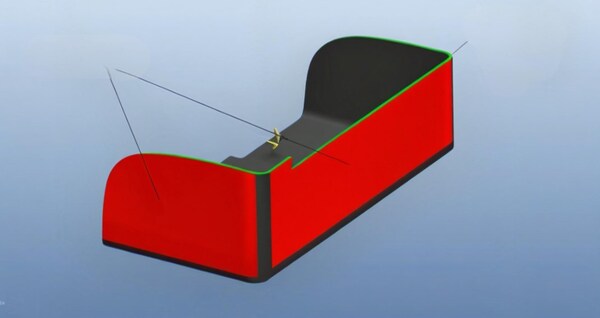
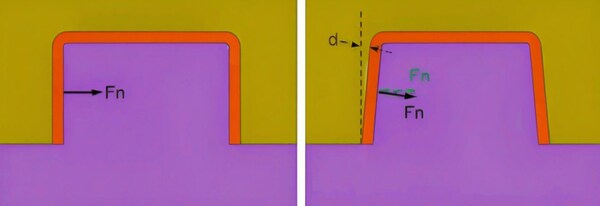
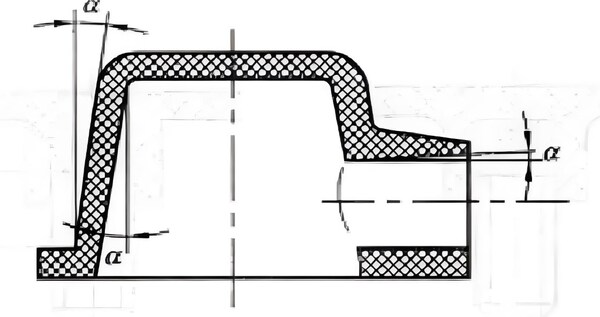
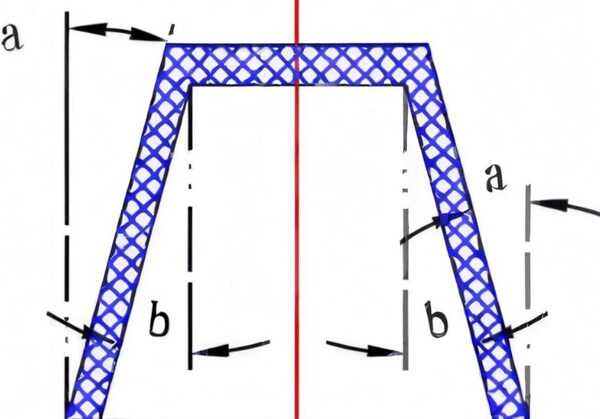
Der Entformungswinkel ist der Winkel zwischen der Formtrennfläche und der Produktachse. Die Größe dieses Winkels bestimmt die Größe und Richtung der äußeren Kraft, die zum Entformen des Produkts erforderlich ist.
Der Entformungswinkel (auch Entformungsschräge genannt) ist die Neigung auf beiden Seiten des Formhohlraums, die das Entformen erleichtert. Die Ausrichtung des Entformungswinkels hängt von den Innen- und Außenabmessungen des Kunststoffteils ab.
Die Größe des Entformungswinkels des Kunststoffteils hängt von den Eigenschaften, der Schrumpfung, dem Reibungskoeffizienten, der Wandstärke und der Geometrie des Kunststoffteils ab. Harte Kunststoffe haben einen größeren Entformungswinkel als weiche Kunststoffe; Kunststoffteile mit komplexeren Formen oder mehr Formlöchern haben einen größeren Entformungswinkel.
Kunststoffteile mit größeren Höhen und tieferen Löchern haben einen kleineren Entformungswinkel; mit zunehmender Wanddicke und größerer Kraft des inneren Lochs, das den Kern umschließt, sollte auch der Entformungswinkel größer sein.
Um das Kunststoffteil beim Öffnen der Form in der Matrize oder auf dem Kern zu halten, wird manchmal absichtlich die Neigung der Kante verringert oder die Fase vergrößert, wobei es keine feste Regel für die Größe des Entformungswinkels gibt und die meisten von ihnen durch Erfahrung und auf der Grundlage der Tiefe des Teils bestimmt werden.
Welche Arten von Entnahmewinkeln gibt es?
Der Entformungswinkel der Form wird in den Entformungswinkel der vorderen Formfläche und den Entformungswinkel der hinteren Formfläche unterteilt. Sie werden hauptsächlich durch die Trennfläche unterschieden. Die Trennfläche unterteilt den Formkern in die vordere und die hintere Form. Der Entformungswinkel, der auf der parallel zur Entformungsrichtung der vorderen Form verlaufenden Fläche konstruiert werden muss, wird als Entformungswinkel der vorderen Formoberfläche bezeichnet.
Im Gegensatz dazu wird er als hinterer Formflächenverzugswinkel bezeichnet. Darüber hinaus, wenn die Form hat Seite Kern ziehen (Fase oben und Schieber), ist es die Fase oben Oberfläche Entwurf genannt, die Neigung und die Schieberoberfläche Entwurfswinkel, und die Richtung des Entwurfs basiert auf der Richtung der Schieberbewegung.
Was sind die Konstruktionsprinzipien des Entformungswinkels?
Bei Produkten mit hohen Anforderungen an das Aussehen sollte der Entformungswinkel klein sein: Um die Integrität und Schönheit des Produktaussehens zu erhalten, sollte der Entformungswinkel so klein wie möglich sein, um die Auswirkungen auf das Produktaussehen während des Entformungsprozesses zu reduzieren.
Bei Produkten, die hohe Präzision erfordern, sollte der Entformungswinkel klein sein: Ein großer Entformungswinkel beeinträchtigt die Maßhaltigkeit des Produkts. Daher sollte bei Produkten, die eine hohe Präzision erfordern, auch der Entformungswinkel so klein wie möglich sein.
Die Oberfläche ist glänzend, und der Entformungswinkel sollte entsprechend reduziert werden: Produkte mit hellen Oberflächen haben oft höhere Anforderungen an das Aussehen, so dass der Entformungswinkel ebenfalls entsprechend reduziert werden sollte.
Kunststoffmaterialien haben selbstschmierende Eigenschaften, so dass der Entformungswinkel verringert werden kann, wenn das Produkt eine komplexe Form hat: Komplexe Formen können die Entformung erschweren, so dass der Entformungswinkel vergrößert werden muss, um eine reibungslose Entformung zu gewährleisten.
Kunststoffe mit schlechtem Fließverhalten oder zusätzlichen Verstärkungen sollten einen größeren Entformungswinkel haben: Diese Materialien haben ein schlechtes Fließverhalten, wodurch es schwierig sein kann, die Form zu füllen oder während der Entformung an der Form zu haften, weshalb der Entformungswinkel vergrößert werden muss.
Machen Sie den Kleber dicker und vergrößern Sie den Entformungswinkel: Dickere Kunststoffschichten schrumpfen beim Abkühlen stärker, und die Vergrößerung des Entformungswinkels hilft, die Schrumpfungsspannung zu verringern und Verformungen zu vermeiden.
Bei Kunststoffen mit großer Schrumpfung sollten Sie einen größeren Entformungswinkel verwenden: Kunststoffe mit großer Schrumpfung schrumpfen beim Abkühlen stark. Wenn Sie den Entformungswinkel vergrößern, können Sie diese Schrumpfung ausgleichen und sicherstellen, dass das Produkt die richtige Größe hat.
Erhöhen Sie den Entformungswinkel von transparenten Kunststoffteilen: Transparente Kunststoffteile stellen oft hohe Anforderungen an das Aussehen und die optischen Eigenschaften. Eine angemessene Vergrößerung des Entformungswinkels trägt dazu bei, Spannungen und Verformungen während der Entformung zu verringern und die Transparenz und optischen Eigenschaften des Produkts zu erhalten.
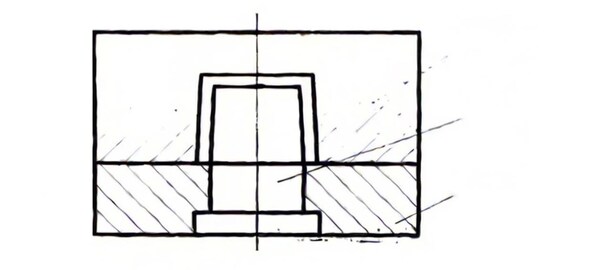
Die Entformungsrichtung orientiert sich im Allgemeinen an der Trennfläche für die Entformung, wobei sichergestellt wird, dass das größere Ende nach der Entformung nahe an der Trennfläche liegt, da es sonst nicht reibungslos entformt werden kann.
Wie bestimmt man den richtigen Entformungswinkel?
Auswählen der Entformungsrichtung
Die Entformungsrichtung der Spritzgussform wirkt sich nicht nur auf die Größe und das Aussehen des Endprodukts aus, sondern auch direkt auf die Lebensdauer und die Produktionseffizienz der Form.
Daher muss vor der Bestimmung des Entformungswinkels zunächst die Entformungsrichtung festgelegt werden. Im Allgemeinen sollte die Entformungsrichtung so gewählt werden, dass sich das fertige Produkt auf natürliche Weise von der Form lösen kann, ohne dass es zu übermäßigen Stößen und Verschleiß an der Form kommt.
Formulieren des Entformungswinkels
Wenn Sie herausgefunden haben, in welche Richtung die Form gezogen werden soll, müssen Sie auf der Grundlage des Materials und der Produktionsbedingungen herausfinden, wie stark Sie sie ziehen müssen. Im Allgemeinen gilt: Je größer der Zug, desto einfacher ist es, das Teil herauszuholen, aber das beeinträchtigt die Oberflächengüte des Teils.
Wenn der Zug zu gering ist, verschleißt die Form und die Qualität der Teile wird unbeständig. Sie sollten also so viel ziehen, wie Sie können, ohne die Qualität der Teile oder die Lebensdauer der Form zu beeinträchtigen.
Berücksichtigen Sie das Material
Verschiedene Kunststoffe haben unterschiedliche Fließfähigkeit, Schrumpfung und Elastizität. Bei der Bestimmung des Entformungswinkels müssen die Eigenschaften des Materials berücksichtigt werden, um sicherzustellen, dass das Produkt reibungslos entformt werden kann.

Produktionsbedingungen berücksichtigen
Bei der Bestimmung des Auswerfwinkels der Spritzgießform müssen auch die Produktionsbedingungen berücksichtigt werden, wie z. B. Einspritzgeschwindigkeit, Einspritzdruck, Werkzeugtemperatur usw.
Diese Faktoren wirken sich auf die Oberflächenqualität und die Maßgenauigkeit des Endprodukts aus und beeinflussen die Wahl des Auswurfwinkels. Sammeln Sie kontinuierlich Erfahrungen in der tatsächlichen Produktion und finden Sie die besten Auswurfwinkelparameter durch Testformen und Anpassungen.

Struktur der Form: Die Struktur und der Aufbau des Werkzeugs sind ebenfalls wichtige Faktoren für die Bestimmung des Entformungswinkels. Zum Beispiel muss der Entformungswinkel eines Mehrkavitätenwerkzeugs in der Regel gleichmäßig berücksichtigt werden, um die Ausgewogenheit und Konsistenz jeder Kavität zu gewährleisten.
Auswerfersystem: Die Konstruktion und der Aufbau des Auswerfersystems wirken sich auch auf die Wahl des Auswerfwinkels aus. Größe und Richtung der Ausstoßkraft sollten mit dem Entlastungswinkel übereinstimmen, um einen gleichmäßigen Auswurf des Produkts zu gewährleisten.
Was sind die wichtigsten Punkte bei der Bestimmung des Abzugswinkels?
Es gibt keine feste Regel dafür, wie viel Entlastungswinkel Sie benötigen. Das meiste hängt von der Erfahrung ab und davon, wie tief das Teil ist. Außerdem müssen Sie das Gießverfahren, die Wandstärke und die Art des verwendeten Kunststoffs berücksichtigen.
Im Allgemeinen benötigen Sie jedoch an jeder Seitenwand Ihres Teils einen gewissen Luftzug, damit es sich besser aus der Form lösen kann. Die Höhe des Entformungswinkels kann je nach den Umständen von null Grad bis zu mehreren Grad variieren, aber 0,5° bis 1° ist normalerweise eine gute Faustregel.
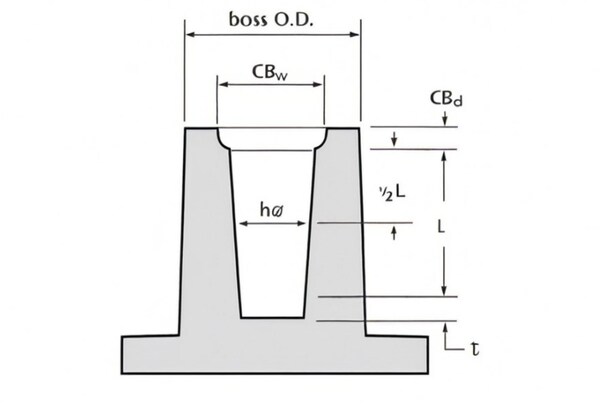
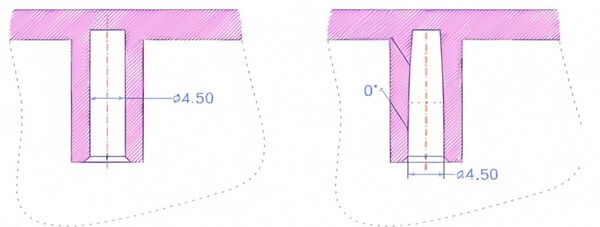
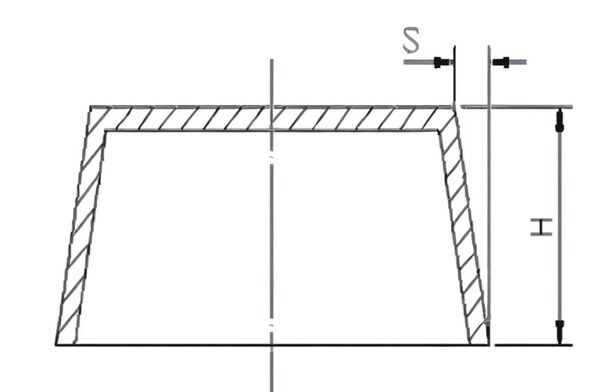
Die Neigungsrichtung basiert im Allgemeinen auf dem kleinen Ende des inneren Lochs, wie in der Zeichnung dargestellt, und die Neigung wird aus der Expansionsrichtung gewonnen. Die äußere Form basiert auf dem großen Ende, und die Neigung wird aus der Verkleinerungsrichtung gewonnen.
Für Kunststoffteile mit hohen Präzisionsanforderungen sollte eine kleinere Entformungsschräge verwendet werden. Für höhere und größere Größen sollte eine kleinere Entformungsschräge verwendet werden. Für Kunststoffteile mit großer Schrumpfung sollte ein größerer Wert für die Steigung verwendet werden. Wenn die Wandstärke des Kunststoffteils dicker ist, erhöht sich die Formschwindung, und die Entformungsschräge sollte einen größeren Wert haben.
Normalerweise ist die Entformungsschräge nicht im Toleranzbereich von Kunststoffteilen enthalten. Die Entformungsschräge von transparenten Teilen sollte erhöht werden, um Kratzer zu vermeiden. Normalerweise sollte die Entformungsschräge von PS-Materialien größer als 3° und die Entformungsschräge von ABS- und PC-Materialien größer als 2° sein.
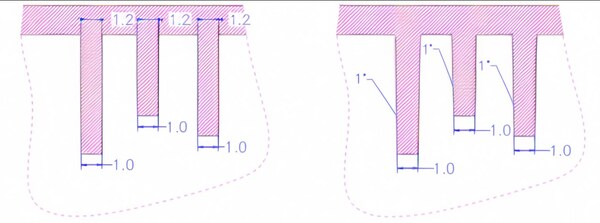
Die Seitenwand von Kunststoffteilen mit Ledernarbung, Sandstrahlen und anderen optischen Behandlungen sollte mit einem Entformungswinkel von 3°~5° hinzugefügt werden, abhängig von der spezifischen Tiefe der Textur. Der erforderliche Entformungswinkel ist auf dem allgemeinen Texturschild deutlich angegeben. Je tiefer die Textur ist, desto größer sollte der Entformungswinkel sein. Der empfohlene Wert ist 1°.
Die Neigung der Einlagefläche beträgt im Allgemeinen 1°~3°, und die Neigung der Entformungsfläche der Außenschale ist größer oder gleich 3°. Die Entformungsneigung anderer Merkmale der Schale mit Ausnahme der äußeren Schalenoberfläche beträgt 1° als Standardentformungsneigung.
Insbesondere kann sie auch nach den folgenden Grundsätzen erfolgen: Der Entformungswinkel der Verstärkungsrippen unter 3 mm Höhe beträgt 0,5°, 35 mm sind 1° und der Rest ist 1,5°; der Entformungswinkel des Hohlraums unter 3 mm Höhe ist 0,5°, 35 mm sind 1° und der Rest ist 1,5°.

Welche Methoden gibt es zum Einstellen des Entformungswinkels?
Einstellen der mechanischen Struktur
Reparieren Sie die mechanische Struktur auf der Grundlage der Fehler in der Formkonstruktion. Passen Sie den Entformungsschrägenwinkel an, während Sie ihn standardisiert halten. Passen Sie den Kernzugwinkel an, erhöhen Sie den Kernzugwinkel oder ändern Sie den Schablonenabstand.

Einstellen der Temperatur
Verschiedene Kunststoffe haben unterschiedliche Schwindungsraten und Entformungsschwierigkeiten. Die Erwärmung der Form während des Spritzgießprozesses kann die Spannungen im Inneren des Spritzgussteils verringern und die Fließfähigkeit des Kunststoffs verbessern, um bessere Umformungseffekte zu erzielen.

Ändern Sie die Entformungsmethode
Um das Problem der Form bei der Entformung besser zu lösen, können wir die Entformungsmethode ändern. Zum Beispiel können wir die Methode der Übersetzung Entformung, erhöhen die Länge der Auswerferstift, und so weiter.
Bearbeitung der Form
Der Grad der Entformung wird durch die Bearbeitung der Form wiederhergestellt. Manchmal muss der Entformungs-Spritzguss-Entformungswinkel je nach Art und Anforderungen des Produkts angepasst werden. Zu diesem Zeitpunkt können mechanische Bearbeitungs- oder Wärmebehandlungsverfahren eingesetzt werden.

Was sind die Vorsichtsmaßnahmen für das Gefälle bei der Entformung?
Verwenden Sie nicht zu viel Verzug: Zu viel Verzug kann dazu führen, dass sich das Teil beim Herauskommen aus der Form krümmt oder verdreht, was die Qualität des Teils beeinträchtigen kann.
Achten Sie auf die Koordination zwischen dem Lokalen und dem Ganzen: Bei komplexen Produktstrukturen müssen Sie die Entformungsneigung möglicherweise lokal anpassen, um eine gleichmäßige Gesamtentformung zu erreichen.
Überlegen Sie, was als nächstes kommt: Einige Produkte müssen nach dem Spritzgießen weiterverarbeitet werden, z. B. durch Heißbiegen, Biegen und so weiter. Wenn Sie den Entformungswinkel einstellen, denken Sie daran, was als Nächstes kommt, damit Sie die Verarbeitung nicht durcheinander bringen.
Was sind die Funktionen des Abzugswinkels?
Weiter verbessern: In der Produktion wird der Entformungswinkel der Form ständig optimiert und entsprechend der tatsächlichen Situation verbessert, um die Produktionseffizienz und die Produktqualität zu verbessern.
Der Entformungswinkel sollte gleichmäßig und konsistent sein, um lokale scharfe Ecken oder Rillen zu vermeiden.
Der Entformungswinkel sollte mit der Entformungsrichtung des Spritzgussteils übereinstimmen. Der Entformungswinkel sollte die Schwindungsrate des Bauteils berücksichtigen. Spritzgussteil. Der Entformungswinkel sollte so groß wie möglich sein, ohne das Aussehen und die Leistung des Spritzgussteils zu beeinträchtigen.
Materialeigenschaften: Verschiedene Kunststoffe haben unterschiedliche Schrumpfungsraten und Wärmeausdehnungskoeffizienten. Harte Kunststoffe wie ABS und PC können einen größeren Entformungswinkel erfordern, während weiche Kunststoffe wie TPR und TPU mit einem kleineren Entformungswinkel ausgelegt werden können.

Struktur der Kunststoffteile: Bei Kunststoffteilen mit komplexen Strukturen, wie z. B. Teilen mit tiefen Löchern oder schmalen Nuten, sollte der Entformungswinkel etwas erhöht werden, um zu vermeiden, dass die Kunststoffteile während des Abkühlens schrumpfen und in der Form stecken bleiben.
Glatte Oberfläche Anforderungen: Bei Produkten mit hochglänzenden Oberflächen sind höhere Entformungswinkel erforderlich, um sicherzustellen, dass die glatte Oberfläche der Kunststoffteile beim Herausnehmen nicht beschädigt wird.

Lebensdauer der Form und Entformung: Die Lebensdauer der Form verkürzt sich, wenn der Entformungswinkel zu groß ist, denn je größer der Winkel ist, desto ungleichmäßiger wirkt die Kraft auf die Form. Unter der Prämisse, die Entformungsanforderungen des Produkts zu erfüllen, sollte daher ein möglichst kleiner Entformungswinkel verwendet werden.
Anforderungen an die Maßhaltigkeit: Bei Kunststoffteilen, die eine hohe Maßgenauigkeit erfordern, muss der Entformungswinkel sehr genau eingestellt werden, da es sonst leicht zu Maßabweichungen kommen kann.
Dicke des Kunststoffteils: Dünnwandige Kunststoffteile benötigen in der Regel einen größeren Entformungswinkel, um Verformungen zu vermeiden, während dickwandige Kunststoffteile einen kleineren Entformungswinkel benötigen, um Material zu sparen.
Bedingungen für den Produktionsprozess des Spritzgießens: Die Schwindungsverformung von Kunststoffteilen wird von Prozessparametern wie Einspritzgeschwindigkeit, Druck, Temperatur und Haltezeit beeinflusst, so dass die Größe des Entformungswinkels entsprechend den spezifischen Prozessbedingungen angepasst werden sollte.

Ästhetische Überlegungen: Bei einigen Produkten, bei denen das Erscheinungsbild eine wichtige Rolle spielt, muss die Gestaltung des Entformungswinkels auch die Gesamtästhetik des Produkts berücksichtigen. Manchmal muss der Entformungswinkel geschickt versteckt werden, damit er das Aussehen des Produkts nicht beeinträchtigt.
Funktionale Anforderungen: Bei Strukturen mit Funktionen wie Gleiten und Einrasten muss die Einstellung des Entformungswinkels sicherstellen, dass diese Funktionen ordnungsgemäß funktionieren und nicht durch eine unsachgemäße Entformungskonstruktion beeinträchtigt werden.
Was sind die Vorsichtsmaßnahmen für die Entformungsschräge?
Verwenden Sie nicht zu viel Zugluft: Ein zu starker Luftzug kann dazu führen, dass sich das Teil beim Herauskommen aus der Form neigt oder verdreht, was das Teil beschädigen kann.
Achten Sie auf die Koordination zwischen dem Lokalen und dem Ganzen: Bei komplexen Produktstrukturen kann es erforderlich sein, die Entformungsschräge lokal anzupassen, um eine gleichmäßige Gesamtentformung zu erreichen.

Berücksichtigen Sie die Anforderungen der Weiterverarbeitung: Einige Produkte müssen nach dem Spritzgießen weiterverarbeitet werden, z. B. durch Heißbiegen, Biegen usw. Bei der Einstellung des Entformungswinkels sind die Erfordernisse der nachfolgenden Verarbeitung zu berücksichtigen, um eine Beeinträchtigung des Verarbeitungseffekts zu vermeiden.
Schlussfolgerung
Während des Entwurfsprozesses müssen Spritzgussspezialisten so viele Entformungswinkel wie möglich berücksichtigen, einschließlich Null-Grad-Entformungswinkel und Halb-Grad-Entformungswinkel, um eine reibungslose Formtrennung zu gewährleisten und dadurch die Trennebene und den Kernhohlraumansatz zu optimieren, um einen qualitativ hochwertigen Produktionsprozess zu erreichen.
Ein angemessener Entformungswinkel beim Spritzgießen ist der Schlüssel zu einem qualitativ hochwertigen Produktionsprozess. Durch Hinzufügen von Entformungswinkeln, insbesondere bei komplexen vertikalen Oberflächen, kann der Entformungseffekt effektiv verbessert werden.
Bei der Herstellung von Kunststoffteilen mit SpritzgießenDer Winkel an den Seiten des Teils ist sehr wichtig. Wenn man das richtig macht, lassen sich die Teile ganz leicht aus der Form lösen. Wenn man es falsch macht, bleiben die Teile in der Form stecken und müssen weggeworfen werden. Es ist also sehr wichtig, den richtigen Winkel zu finden. Wenn man es richtig macht, kann man mehr Teile in kürzerer Zeit herstellen, und sie sind von besserer Qualität.







