 Skip to content
Skip to content 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
Injection Compression Molding
Compression molding is an advanced form of conventional injection molding.
Injection Compression Molding Advantages
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
Injection Compression Molding Adapted To Use Cases
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
Injection Compression Molding Applications
For various products made of thermoplastic engineering plastics, such as large curved parts, thin-walled, miniaturized parts, optical lenses, and parts with good impact resistance requirements.

Venting Injection Molding
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
If these gases are not vented from the cavity, the result will be incomplete products or air bubbles in the closure.
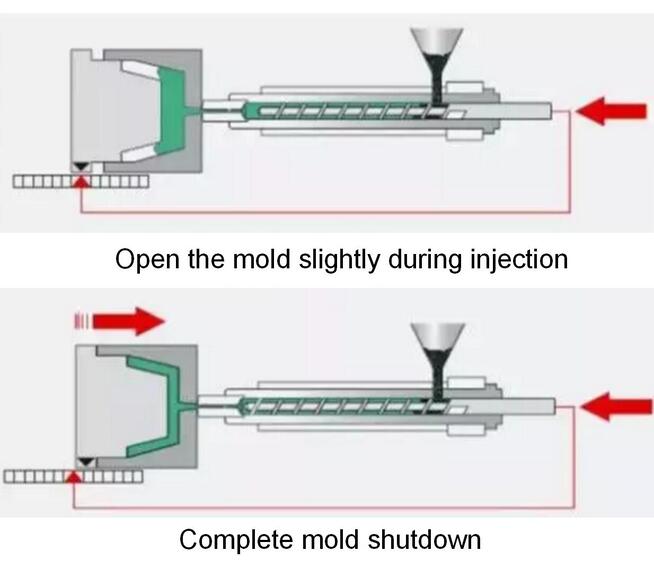
Venting Injection Molding Sequence
1. suspend injection when the injection volume reaches approximately 80%-95%.
2. Open the mold about 0.1-0.2mm to allow the discharge of volatile gas.
3. Close the mold for the second time and inject the remaining injection volume.

Venting Injection Molding Application Cases
Manufactured product: filter press filter plate 1500×1500
Number of cavities: 1 cavity
Material: PP (flow index 0.2 high viscosity)
Injection molding machine: BU4000 with 6800T storage cylinder
Molding process: compression injection molding
Low-Pressure Injection Molding
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
The sensitivity of leather, wood, fiber fabric, PVC/TPO/PUR decorative film requires reduced injection pressure.
Low-Pressure Injection Molding Application Cases

Gas Assist Injection Molding
Gas Assist Injection Molding GAIM Process
Injection stage (partial) – Inflation stage (N2) – Gas holding stage (constant cooling air pressure) – Pressure reduction stage – Demolding stage
GAIM unit composition.
Gas pressure generator, gas control unit, gas injection device, gas recovery device

Gas Assist Injection Molding Application Example

Water-assisted injection molding
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
Due to the incompressibility of water, thus forming a solid interface at the front end of the water, the inner wall of the product is extruded into a cavity, and the front end of the water also plays the role of rapid cooling.
Therefore, water-assisted has many advantages that cannot be compared with gas-assisted. Studies and applications have shown that water-assisted can generate thinner and more uniform cavity walls, and the inner wall surface of the runner is very smooth.
Especially for thick-walled parts, the cooling time of water-assist can be greatly reduced compared with gas-assist.

High-Gloss Injection Molding
The basic process of high-gloss injection molding is to use high-temperature and high-pressure water steam to rapidly warm up the mold surface before injection molding, so that the surface temperature of the molding cavity reaches above the glass transfer temperature (Tg) of the resin plastic material, and then the plasticized plastic melt is injected into the closed mold cavity.

When the injection is finished, the air supply is stopped and the water vapor in the pipe is blown out by the air pressure, after which the cooling water is passed to make the temperature of the mold drop rapidly until it cools down and the mold is opened to take out the product.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







