 İçeriğe geç
İçeriğe geç 

Bir ürünün ömrü ne kadardır? enjeksiyon kalıplama aleti? Eğer düşünürseniz, bu sorunun yeterince katı olmadığını görürsünüz.
Hepimiz biliyoruz ki, bir insanın hayatını etkileyen birçok faktör vardır. enjeksi̇yon kaliplarive ne kadar süreceği sorusuna cevap vermenin bir yolu yoktur. plasti̇k enjeksi̇yon kalibi Yaşam, koşulların net olmadığı zamandır.
Bir küfün yaşam döngüsü nasıl ölçülür?
En pahalı enjeksi̇yon kaliplari Zorlu koşullarda çalışır ve iyi bir kalıbın çalıştığı koşullar altında dayanması gerekirken, en iyi kalıplar bile bir miktar aşınma ve yıpranma yaşayacaktır.
Bu plasti̇k enjeksi̇yon kalibi ömrü çeşitli faktörlere bağlıdır ve daha hızlı geri dönüşe sahip bir kalıp, daha yavaş bir döngüye sahip bir kalıba göre bir günde daha fazla döngü tamamlayabilir.
Bir insanın beklenen yaşam süresi enjeksiyon kalıbı kalıbın çalışma süresini göz önünde bulundurmak yerine tam olarak kaç döngüde tamamlandığı ile ölçüldüğünden, daha kısa sürede daha fazla döngü tamamlayabilen bir kalıp genellikle daha kısa bir kullanım ömrüne sahip olacaktır.
Daha kısa bir ömür beklentisi kötü bir şey gibi görünse de, hızlı geri dönüşlü bir kalıp ile yavaş geri dönüşlü bir kalıp arasındaki fark mutlaka önemli değildir. Her iki kalıp da bozulmadan önce yaklaşık 250.000 çevrimi tamamlayabiliyorsa, her iki kalıp da eşit derecede iyidir.
Kalıp sahiplerinin anlaması gereken şey, bir kalıbın ömrünün kalıbın çalıştığı süreyle değil, döngülerle ölçülmesidir. Bu daha mantıklıdır çünkü bir kalıbın kullanım ömrü boyunca kaç parça üreteceğini bilmek, kalıpçıların bir kalıbın bir projenin beklenen çıktısını tamamlayıp tamamlayamayacağını belirlemelerine yardımcı olur.

Bir enjeksiyon kalıbının ömrünü etkileyen faktörler
Ömrünün sonu enjeksiyon kalıbıçeşitli faktörlerle birlikte, yaşam süresini etkileyen ana faktörler plasti̇k enjeksi̇yon kaliplari şunlardır.
Kalıp malzemesi
Kalıp ömrünün plastik malzemeleriyle büyük bir ilişkisi vardır, üretim sayısı arttıkça, iş için malzeme gereksinimleri üzerindeki yük de artar, bu da güçlü yük taşıma kapasitesine ve uzun hizmet kalıp ömrü beklentisine sahip yüksek performanslı kalıp malzemeleri için seçilmelidir
Bununla birlikte, üretim maliyetindeki kalıp malzemesinin yaklaşık 25% ~ 30%'yi oluşturduğu unutulmamalıdır, bu nedenle sadece iyi bir malzeme seçemezsiniz, yük taşıyan kalıp parçaları biraz daha kötü malzemeler mevcuttur.
Kalıp yapısı
Kalıbın yapısı, kalıbın ömrü ile büyük bir ilişkiye sahiptir ve makul bir yapı, kalıbın taşıma kapasitesini artırmaya ve kalıbın ömrünü uzatmaya yardımcı olabilir.
Bu tür güvenilir bir kılavuz mekanizmasının kullanılması, kalıbı kapatırken kalıp ısırmasını etkili bir şekilde önleyebilir; Başka bir örnek, stres konsantrasyon yapısını önlemek için yuvarlak geçişin kullanılmasıdır, bu da kalıbın güçlü kalıplama basıncına dayanabilmesini sağlayabilir çünkü kalıbın stres konsantrasyonundan çatlaması muhtemeldir.
Bu nedenle, kalıp yapısının seçimi ve işlenmesi uygundur ve kalıbın ömrü çok etkilidir.

Kalıp işleme kalitesi
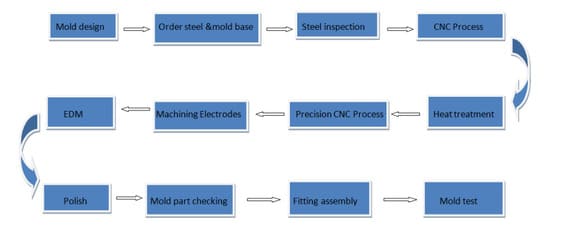
Kalıbın birçok parçası vardır, işleme yöntemleri farklıdır, esas olarak dövme, kesme işlemi, EDM işleme, ısıl işlem, taşlama ve parlatma vb.
Bu işlemin, EDM soğutmasının uygunsuz ve mikroskobik çatlaklar gibi parçaların yaralanmasına ve kalıp ömrüne neden olması muhtemeldir; parçaların performansının farklı olması için eşit olmayan ısıtma nedeniyle ısıl işlemde; metal organizasyon içindeki çatlakların neden olduğu uygunsuz sıcaklık kontrolü nedeniyle dövme; taşlama ve parlatma yeterli değildir, böylece parçaların yüzey pürüzlülüğü çok büyüktür ve artık bıçak izleri vb, kalıp aşınma direnci, kırılma önleme yeteneği üzerindeki yukarıdaki kusurlar Yukarıdaki kusurlar aşınma direnci, kırılma direnci, yorulma direnci vb. üzerinde önemli bir etkiye sahip olacak ve böylece kalıbın ömrünü etkileyecektir.
Kalıp çalışma durumu
Enjeksiyon kalıbı çalışmalarda, sıklıkla enjeksiyon kalıplama kalıp kapatma, kilitleme, enjeksiyon, tutma basıncı, soğutma, kalıp açma, çıkarma vb. işlemlerinde, her bir çalışma mekanizmasının güvenilir ve hafif olmasını ve esnek çalışmasını sağlamalıdır.
Bu nedenle hareketli parçaların tıkanmadan hareket etmesini sağlamak ve güvenilir yağlamaya sahip olmak gerekir ki bu da operatörün kalıbı en iyi çalışma koşuluna getirmek için sık sık bakım ve onarımına dikkat etmesini gerektirir.
Ekipman durumu
Projenin performansı enjeksiyon kalıplama makinenin yaşamı üzerinde daha büyük bir etkisi vardır. enjeksiyon kalıbı, çeşitli eylemleri enjeksiyon kalıbı ilgili kurumlar tarafından tamamlanır. enjeksiyon kalıplama makine, eğer enjeksiyon kalıplama Kalıp bağlama kuvvetindeki makine eğri veya çok fazla kuvvet veya yanlış hareket, böylece kalıp çarpışması veya eksantrik kuvvet, kalıp hasar görecek ve ömrü büyük ölçüde etkilenecektir.

Plastik enjeksiyon kalıplarının ömrünü uzatmanın yolları
Kalıp ömrü, her zaman ürünlerin karlılığında önemli bir faktör olmuştur. enjeksiyon kalıplama süreç projeleri. Kalıp ömrünün makul yöntemlerle tasarım gereksiniminden daha fazla takdir değerine ulaşmasını sağlayabilirseniz, işletmenin karlılığı önemli ölçüde artacaktır.
Makul sıkma kuvveti ayarı
Sıkıştırma kuvvetini ayarlamak çok önemlidir. enjeksiyon kalıplama Kalıbın ömrünü uzatmak için makineyi doğru şekilde işleyin, çok yüksek veya çok düşük bağlama kuvveti kalıp ömrüne zarar verecektir.
Sıkıştırma kuvveti çok düşük ayarlanırsa, yüksek basınçlı enjeksiyon sıkıştırma kuvvetini aşabilir ve kalıp tüm işlem sırasında açılabilir veya hatta hasar görebilir. enjeksiyon kalıplama İşlem. Sıkıştırma kuvveti çok yüksek ayarlanırsa enjeksiyon kalıplama makine kalıp ayırma hattına, egzoz alanına ve kalıp parçalarına aşırı basınç uygulayacak ve bu da kalıba zarar verecektir.
Bu durumlardan kaçınmak için, her kalıp seti için ideal bağlama kuvveti kalıp akış analizi kullanılarak veya aşağıdaki formül kullanılarak hesaplanabilir.
Sıkıştırma kuvveti = öngörülen alan x malzeme sıkıştırma kuvveti faktörü x güvenlik faktörü
burada yansıtılan alan ürün ve yolluk içerir. Malzeme için sıkıştırma kuvveti faktörü, malzeme özellikleri tablosundan veya hammadde tedarikçisine danışılarak elde edilebilir. Güvenlik faktörü fiili duruma göre seçilir, bu da ürünün stabilitesi ile ilgilidir. enjeksiyon kalıplama makine, kalıbın yapısı vb. Genellikle 1,5~2'dir.

Düşük basınçlı sıkıştırma ayarı
Düşük basınçlı kelepçelemeyi ayarlayın enjeksiyon kalıplama kalıbı korumak için makine. Yüksek basınçlı sıkıştırma konumunu gerçek kalıp temas konumunun 0,05 inçinden daha yüksek olmayacak şekilde ayarlayın. kalıp kilitlenmeyene kadar düşük basınçlı sıkıştırma basıncını kademeli olarak azaltın.
Bu noktada, sıkma basıncı yavaşça artacak ve kalıbın düşük basınçlı sıkmadan yüksek basınçlı sıkmaya kademeli olarak geçmesine izin verecektir.
Ek olarak, kalıp kapatma zamanlayıcısını gerçek kalıp kapatma süresi gereksiniminden 0,5 saniye daha yükseğe ayarlayın. Örneğin, gerçek kalıp kapatma süresi 0,6 saniye ise, kalıp kapatma zamanlayıcısını 1,5 saniyeye ayarlayın.
Makul kalıp açma ve kapama ayarları
Bağlama hızı döngü süresini etkiler, ancak bağlama hızı ne kadar hızlı olursa o kadar iyidir. Bunun nedeni, çok hızlı bir bağlama hızının kalıp bileşenlerinde aşırı aşınmaya veya hasara neden olabilmesidir.
Hızlı kelepçelemeden yavaş kelepçelemeye geçişin pürüzsüz olmasını ve yavaş kelepçelemenin pim ve parça oturmadan önce gerçekleşmesini sağlamak önemlidir. Hızlı ve yavaş kalıp açıklıkları arasındaki geçişin de sorunsuz olduğundan ve hızlı kalıp açıklıklarının tüm ürünler ve parçalar kalıptan çıktıktan sonra gerçekleştiğinden emin olun.

Doğru ejektör ayarı
Yanlış ejektör mekanizması ayarları, aşırı fırlatma veya yanlış ürün fırlatma nedeniyle kalıp ömrünü tehlikeye atabilir, bu da pres sorunlarına yol açabilir ve kalıba zarar verebilir
Parçanın, gerçek ürün için gereken ayırma miktarına bağlı olarak kalıptan doğru şekilde çıkarılması gerekir. Çok fazla çıkarılan hacim, ejektör pimi üzerinde çok fazla basınca neden olabilir. Çıkarılan hacme ek olarak, ejektör basınç ayarı çok yüksek olmamalı ve gerçek ürün ihtiyaçlarına dayanmalıdır.
Makul sıcak yolluk ayarı
Sıcak yolluk başlatma ve kapatma yöntemi kalıp ömrünü etkileyebilir. Yanlış bir başlatma kalıbın yükselmesine neden olarak kalıbın çıkarılması ve onarılması ihtiyacını doğurabilir. Tam üretimden önce ayarların doğru ve iyi çalışır durumda olduğunu doğrulamak için valf kapısını manuel olarak çalıştırın.
Sıcak yolluktaki malzemeyi kılavuz tepsiden geçirin ve malzeme sıcaklığının istenildiği gibi olduğunu doğrulamak için sıcaklığını ölçün. Plastik malzemenin bozulma riskini azaltmak için sıcak yolluk kapatılırken sıcak yolluk sıcaklığı derhal düşürülmelidir.
Makul kalıp soğutma ayarları
Aşırı kalıp sıcaklıkları kalıp ömrünü olumsuz etkileyebilir, bu nedenle kalıp sıcaklıklarını kabul edilebilir parça görünümü için gereken minimum değerle sınırlamak kalıp ömrünü iyileştirmek için etkili bir yoldur.
Ayrıca, kalıbın hareketli ve sabit tarafları arasındaki sıcaklık farkının 6 santigrat dereceyi geçmemesini sağlamak önemlidir. Bu aralığın üzerindeki sıcaklık farkları, kalıbın iki tarafı arasında aşırı termal deformasyona neden olabilir, bu da zayıf kalıp açma ve kapama sorunlarına yol açarak kalıp aşınmasına veya hasarına neden olabilir.
Küf temizliği ve denetimi
Üretim ortamındaki kalıplar her vardiyada en az bir kez incelenmeli, temizlenmeli ve yağlanmalıdır. İşlem sırasında sürtünme, ayırma çizgisi aşınması, çapaklar ve metal talaşları gibi alüminyum kalıp aşınma belirtileri not edilmelidir.
Düzenli bir önleyici bakım programı oluşturmak, alüminyum kalıp bakım kayıtlarını tutmak ve önleyici bakım sıklığını belirlemek için yinelenen bakım olaylarını gözden geçirmek, planlanmamış bakım olaylarını azaltmaya yardımcı olacaktır.
Kızakların yağlandığını ve kızakların düzgün çalıştığını kontrol edin. Fren arızası ve gevşek kanca belirtilerine dikkat edin.
Enjeksiyon Kalıbı Bakımı
Plastik kalıbın uygun şekilde bakımı, plastik kalıp onarımından daha önemlidir. Daha sık enjeksiyon kalıbı tamir edilirse ömrü kısalır; kalıbın bakımı ne kadar iyi yapılırsa enjeksiyon kalıbının ömrü de o kadar uzun olur.
Kalıp bakımı temel olarak üç noktaya ayrılır
a. Plastik enjeksiyon kalıbı günlük bakım: kalıp üretiminin günlük bakımı olan ejektör pimi, hat konumu, kılavuz ayağı, kılavuz burç yakıt ikmali, kalıp yüzey temizliği, tahliye kanalının su taşınması gibi çeşitli hareketli parçalar.
b. Plastik enjeksiyon kalıbı düzenli bakım: egzoz yuvası temizliğine ek olarak günlük bakım, sıkışmış gaz yakan siyah bit artı egzoz, hasar, aşınan parçaların düzeltilmesi vb. dahil olmak üzere düzenli tam kalıp bakımı.
c. Plastik enjeksiyon kalıbı görünüm bakımı: kalıp embriyosunun dış tarafı paslanmayı önlemek için boyanır, alt kalıp, sabit kalıp hareketli kalıp pas önleyici yağ ile kaplanmalıdır, kalıp koruması boşluğa toz girmesini önlemek için sıkıca kapatılmalıdır.

Özet
Birçok çeşit var plasti̇k kalip sertleştirilmiş çelik, birkaç düzineden birkaç yüz dolara kadar geniş bir fiyat yelpazesi içerir, ithal edilir, ayrıca yerli de vardır, bu nedenle kalitesi, özellikleri, çevrenin kullanımı farklıdır, bu nedenle hizmet ömrü büyük ölçüde değişir.
Ek olarak, plasti̇k kalip Çelik, üretim hizmet ömrünü hesaplamaya başladığında bir kalıp haline getirilir, kalıp yapımı imalatı, kullanıma alınmadan önce tasarım, işleme, montaj, devreye alma ve diğer adımlardan oluşur, bu nedenle kalıp işleme sürecinde tasarım ve üretim süreci farklılıklarının seviyesi nedeniyle kalıp ömrü de büyük ölçüde etkilenecektir.
Çelik kalitesinde belirleyici faktör, doğru çelik kalıbı seçmek en önemlisidir. Örneğin, farklı enjeksiyon malzemeleri ile, ilgili kalıp çeliği, yüksek parlatma gereksinimleri, korozyon direnci gereksinimleri vb. gibi aynı olmayacaktır.
Ayrıca farklı kalitenin menşei de farklı olacaktır, büyük fabrikalar tarafından üretilen P20 kalıp çeliğinin genel ömrü yaklaşık 300.000 kalıp süresinde, 1.2738 kalıp çeliği 500.000 kalıp süresinde, H13 kalıp çeliği ve 1.2344 kalıp çeliği genellikle bir milyon kalıp süresinde, duruma göre büyük bir fabrika veya küçük bir fabrika çeliği kullanmayı tercih edebilirsiniz.







