 İçeriğe geç
İçeriğe geç 

Giriş: Bir kalıbın taslak açısı, tasarım söz konusu olduğunda büyük önem taşır. enjeksiyon kalıbı. Ürünü kalıptan çıkarmanın ne kadar zor olduğuna karar verir. Eğer iyi bir çekim açınız varsa, ürünü kalıptan sorunsuz bir şekilde çıkarabilirsiniz.
İyi bir çekim açısına sahip değilseniz, ürüne zarar verebilir veya kalıba sıkışmasına neden olabilirsiniz. Bu makale size bir kalıbın çekim açısı hakkında bilmeniz gerekenleri anlatacak.
Çekim Açısının Tanımı Nedir?
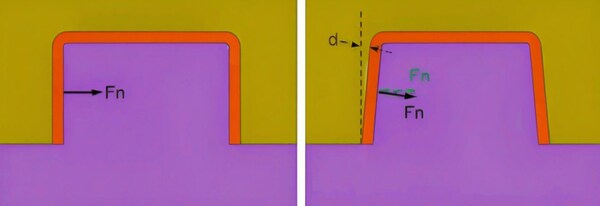
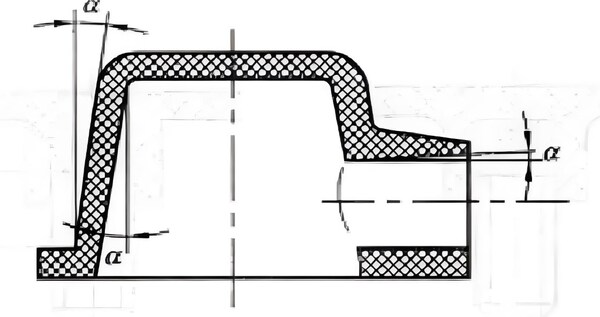
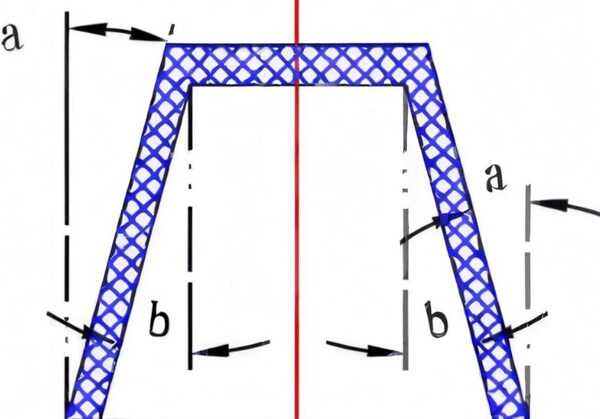
Çekim açısı, kalıp ayırma yüzeyi ile ürün ekseni arasındaki açıdır. Bu açının boyutu, ürünün kalıptan çıkarılması için gereken dış kuvvetin boyutunu ve yönünü belirler.
Taslak açısı (taslak olarak da bilinir), kalıptan çıkarmayı kolaylaştırmak için kalıp boşluğunun her iki tarafında tasarlanan eğimdir. Çekim açısının yönü plastik parçanın iç ve dış boyutlarına bağlıdır.
Plastik parçanın çekim açısının boyutu, plastik parçanın özellikleri, büzülmesi, sürtünme katsayısı, et kalınlığı ve geometrisi ile ilgilidir. Sert plastikler yumuşak plastiklere göre daha büyük bir kalıptan çıkarma açısına sahiptir; daha karmaşık şekillere veya daha fazla kalıplama deliğine sahip plastik parçalar daha büyük bir kalıptan çıkarma açısına sahiptir.
Daha büyük yüksekliğe ve daha derin deliklere sahip plastik parçalar daha küçük bir kalıptan çıkarma açısına sahiptir; duvar kalınlığı arttıkça ve iç deliğin çekirdeği sarma kuvveti daha büyük oldukça, kalıptan çıkarma açısı da daha büyük olmalıdır.
Bazen, kalıbı açtığınızda plastik parçayı kalıpta veya maçada tutmak için, kenarın eğimini kasıtlı olarak daha az yapar veya eğimi büyütürsünüz. Çekme açısının boyutu için kesin ve hızlı bir kural yoktur ve bunların çoğu deneyimle ve parçanın derinliğine göre belirlenir.
Çekim Açısı Türleri Nelerdir?
Kalıbın çekim açısı, ön kalıp yüzeyi çekim açısı ve arka kalıp yüzeyi çekim açısı olarak ikiye ayrılır. Bunlar esas olarak ayırma yüzeyi ile ayırt edilir. Ayırma yüzeyi kalıp çekirdeğini ön kalıp ve arka kalıp olarak ikiye ayırır. Ön kalıbın kalıptan çıkarma yönüne paralel yüzeyde tasarlanması gereken çekim açısına ön kalıp yüzeyi çekim açısı denir.
Aksine, arka kalıp yüzeyi çekim açısı olarak adlandırılır. Ayrıca kalıpta yan maça çekimi (konik üst ve sürgü) varsa buna konik üst yüzey çekimi, eğim ve sürgü yüzey çekim açısı denir ve çekim yönü sürgü hareketinin yönüne bağlıdır.
Kalıptan Çıkarma Açısının Tasarım İlkeleri Nelerdir?
Yüksek görünüm gereksinimleri olan ürünler için kalıptan çıkarma açısı küçük olmalıdır: Ürün görünümünün bütünlüğünü ve güzelliğini korumak amacıyla, kalıptan çıkarma işlemi sırasında ürün görünümü üzerindeki etkiyi azaltmak için kalıptan çıkarma açısı mümkün olduğunca küçük olmalıdır.
Yüksek hassasiyet gerektiren ürünler için kalıptan çıkarma açısı küçük olmalıdır: Büyük bir kalıptan çıkarma açısı ürünün boyutsal doğruluğunu etkileyecektir. Bu nedenle, yüksek hassasiyet gerektiren ürünler için kalıptan çıkarma açısı da mümkün olduğunca küçük olmalıdır.
Yüzey parlaktır ve kalıptan çıkarma açısı uygun şekilde azaltılmalıdır: Parlak yüzeyli ürünler genellikle daha yüksek görünüm gereksinimlerine sahiptir, bu nedenle kalıptan çıkarma açısı da uygun şekilde azaltılmalıdır.
Plastik malzemeler kendinden yağlama özelliğine sahiptir, bu nedenle kalıptan çıkarma açısı azaltılabilir. Ürün karmaşık bir şekle sahiptir ve kalıptan çıkarma açısı artırılmalıdır: Karmaşık şekiller kalıptan çıkarmayı zorlaştırabilir, bu nedenle düzgün kalıptan çıkarma sağlamak için kalıptan çıkarma açısının artırılması gerekir.
Akışkanlığı zayıf olan veya takviye eklenmiş plastikler daha büyük bir kalıptan çıkarma açısına sahip olmalıdır: Bu malzemeler zayıf akışkanlığa sahiptir, bu da kalıbın doldurulmasını zorlaştırabilir veya kalıptan çıkarma sırasında kalıba yapışabilir, bu nedenle kalıptan çıkarma açısının artırılması gerekir.
Yapıştırıcıyı kalınlaştırın ve kalıptan çıkarma açısını artırın: Daha kalın plastik katmanlar soğuduklarında daha fazla büzülür ve kalıptan çıkarma açısının artırılması büzülme gerilimini azaltmaya ve deformasyonu önlemeye yardımcı olur.
Büyük büzülmeli plastikler için daha büyük bir kalıptan çıkarma açısı kullanmalısınız: Büyük çekme oranına sahip plastikler soğuduklarında çok fazla büzülürler. Kalıptan çıkarma açısını artırırsanız, bu büzülmeyi telafi etmeye ve ürünün doğru boyutta olduğundan emin olmaya yardımcı olur.
Şeffaf plastik parçaların kalıptan çıkarma açısını artırın: Şeffaf plastik parçalar genellikle görünüm ve optik özellikler açısından yüksek gereksinimlere sahiptir. Kalıptan çıkarma açısının uygun şekilde artırılması, kalıptan çıkarma sırasında gerilimi ve deformasyonu azaltmaya ve ürünün şeffaflığını ve optik özelliklerini korumaya yardımcı olur.
Kalıptan çıkarma yönü genellikle kalıptan çıkarma için ayırma yüzeyine dayanır ve büyük ucun kalıptan çıkarıldıktan sonra ayırma yüzeyine yakın olmasını sağlar, aksi takdirde düzgün bir şekilde kalıptan çıkarılamaz.
Uygun Kalıptan Çıkarma Açısı Nasıl Belirlenir?
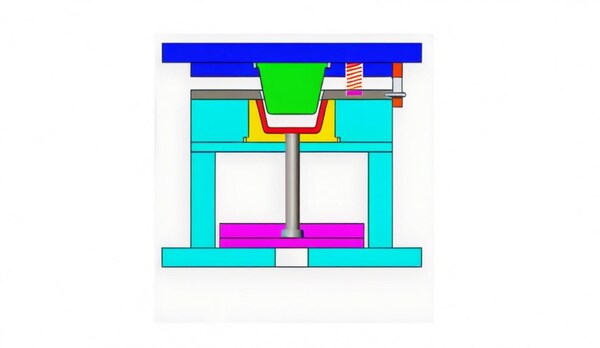
Kalıptan Çıkarma Yönünün Seçilmesi
Kalıptan çıkarma yönü enjeksiyon kalıbı sadece bitmiş ürünün boyutunu ve görünüm kalitesini etkilemekle kalmaz, aynı zamanda kalıbın hizmet ömrünü ve üretim verimliliğini de doğrudan etkiler.
Bu nedenle, kalıptan çıkarma açısını belirlemeden önce kalıptan çıkarma yönü belirlenmelidir. Genel olarak, kalıptan çıkarma yönü, bitmiş ürünün kalıpta aşırı darbe ve aşınmaya neden olmadan kalıptan doğal olarak ayrılmasına izin vermelidir.
Kalıptan Çıkarma Açısını Formüle Edin
Kalıbı hangi yöne çekeceğinizi belirledikten sonra, malzemeye ve üretim koşullarına bağlı olarak ne kadar çekeceğinizi belirlemeniz gerekir. Genel olarak, çekme ne kadar büyük olursa, parçayı çıkarmak o kadar kolay olur, ancak parçanın yüzey kalitesini etkileyecektir.
Çekme çok küçükse, kalıbı aşındıracak ve parça kalitesini tutarsız hale getirecektir. Bu yüzden parça kalitesini veya kalıp ömrünü bozmadan çekebildiğiniz kadar çekmek istersiniz.
Malzemeyi Göz Önünde Bulundurun
Farklı plastik malzemeler farklı akışkanlık, büzülme ve esnekliğe sahiptir. Kalıptan çıkarma açısını belirlerken, ürünün sorunsuz bir şekilde kalıptan çıkarılabilmesini sağlamak için malzemenin özelliklerini göz önünde bulundurmak gerekir.

Üretim Koşullarını Göz Önünde Bulundurun
Enjeksiyon kalıbının fırlatma açısını belirlerken, enjeksiyon hızı, enjeksiyon basıncı, kalıp sıcaklığı vb. gibi üretim koşullarını da göz önünde bulundurmanız gerekir.
Bu faktörler bitmiş ürünün yüzey kalitesini ve boyutsal doğruluğunu etkileyecek ve ardından çıkarma açısının seçimini etkileyecektir. Gerçek üretimde sürekli olarak deneyim biriktirin ve deneme kalıpları ve ayarlamalar yoluyla en iyi çıkarma açısı parametrelerini bulun.

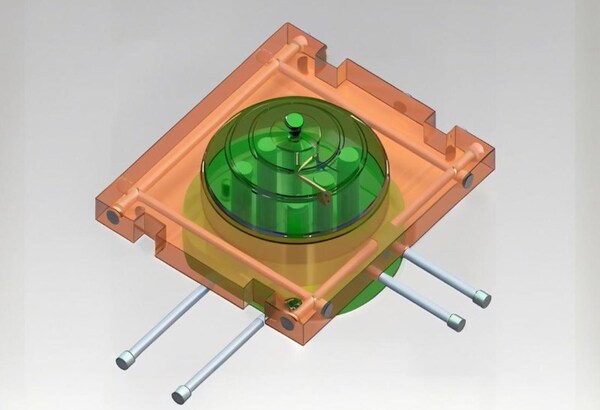
Kalıp yapısı: Kalıbın yapısı ve yerleşimi de çekim açısının belirlenmesinde önemli faktörlerdir. Örneğin, çok gözlü bir kalıbın çekim açısının, her bir gözün dengesini ve tutarlılığını sağlamak için genellikle eşit olarak düşünülmesi gerekir.
Ejektör sistemi: Ejektör sisteminin tasarımı ve yerleşimi de çekim açısının seçimini etkileyecektir. Fırlatma kuvvetinin büyüklüğü ve yönü, ürünün düzgün bir şekilde fırlatılmasını sağlamak için çekim açısıyla eşleşmelidir.
Çekim Açısının Belirlenmesinde Kilit Noktalar Nelerdir?
Ne kadar çekim açısına ihtiyacınız olduğuna dair kesin ve katı bir kural yoktur. Çoğu deneyime ve parçanın ne kadar derin olduğuna dayanır. Ayrıca kalıplama sürecini, duvar kalınlığını ve kullandığınız plastik türünü de göz önünde bulundurmanız gerekir.
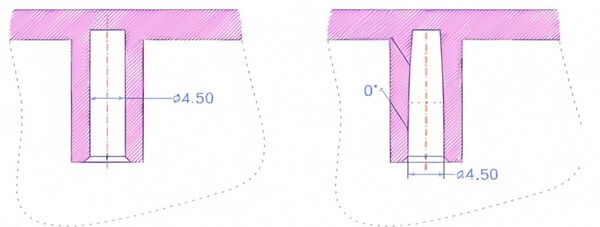
Ancak, genel olarak, parçanızın kalıptan çıkmasına yardımcı olmak için her yan duvarında bir miktar çekime ihtiyacınız vardır. Çekim miktarı, koşullara bağlı olarak sıfır derecelik çekim açısından birkaç dereceye kadar değişebilir, ancak 0,5° ila 1° genellikle iyi bir temel kuraldır.
Çizime göre eğim yönü genellikle iç deliğin küçük ucuna dayanır ve eğim genişleme yönünden elde edilir. Dış şekil büyük uca dayanır ve eğim azaltma yönünden elde edilir.
Yüksek hassasiyet gerektiren plastik parçalar için daha küçük bir kalıptan çıkarma eğimi kullanılmalıdır. Daha yüksek ve daha büyük boyutlar için daha küçük bir kalıptan çıkarma eğimi kullanılmalıdır. Büyük büzülmeye sahip plastik parçalar için daha büyük bir eğim değeri kullanılmalıdır. Plastik parçanın et kalınlığı daha kalın olduğunda, kalıplama büzülmesi artacaktır ve kalıptan çıkarma eğimi daha büyük bir değer kullanmalıdır.
Genellikle, kalıptan çıkarma eğimi plastik parçaların tolerans aralığına dahil değildir. Çizilmeleri önlemek için şeffaf parçaların kalıptan çıkarma eğimi artırılmalıdır. Genellikle PS malzemelerin kalıptan çıkarma eğimi 3°'den, ABS ve PC malzemelerin kalıptan çıkarma eğimi ise 2°'den büyük olmalıdır.
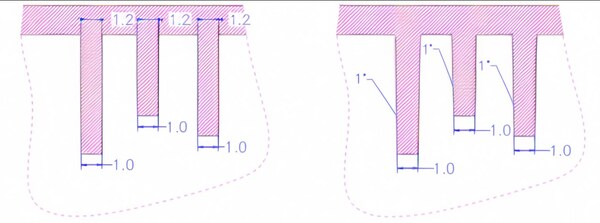
Deri damarlı, kumlama ve diğer görünüm işlemlerine sahip plastik parçaların yan duvarı, dokunun belirli derinliğine bağlı olarak 3 ° ~ 5 ° 'lik bir kalıptan çıkarma açısı ile eklenmelidir. Referans için gerekli kalıptan çıkarma açısı genel doku plakasında açıkça listelenmiştir. Doku derinliği arttıkça, kalıptan çıkarma açısı da artmalıdır. Tavsiye edilen değer 1°'dir.
Ekleme yüzeyinin eğimi genellikle 1°~3°'dir ve dış kabuğun kalıptan çıkarma yüzeyinin eğimi 3°'den büyük veya eşittir. Dış kabuk yüzeyi hariç kabuğun diğer özelliklerinin kalıptan çıkarma eğimi standart kalıptan çıkarma eğimi olarak 1°'dir.
Özellikle, aşağıdaki ilkelere göre de alınabilir: 3 mm yüksekliğin altındaki takviye nervürlerinin kalıptan çıkarma açısı 0,5°, 35 mm 1° ve geri kalanı 1,5°; 3 mm yüksekliğin altındaki boşluğun kalıptan çıkarma açısı 0,5°, 35 mm 1° ve geri kalanı 1,5°.

Kalıp Kalıptan Çıkarma Açısını Ayarlama Yöntemleri Nelerdir?
Mekanik Yapıyı Ayarlayın
Kalıp tasarım kusurlarına göre mekanik yapıyı düzeltin. Kalıp sökme çekim açısını standart tutarak ayarlayın. Maça çekme çekim açısını ayarlayın, maça çekme açısını artırın veya şablon aralığını değiştirin.

Sıcaklık Ayarı
Farklı plastiklerin farklı büzülme oranları ve kalıptan çıkarma zorlukları vardır. Enjeksiyon kalıplama işlemi sırasında kalıbın ısıtılması, enjeksiyonla kalıplanan parçanın içindeki gerilimi azaltabilir ve daha iyi şekillendirme etkileri elde etmek için plastik akışkanlığını iyileştirebilir.

Kalıptan Çıkarma Yöntemini Değiştirin
Kalıptan çıkarma işleminde kalıp sorununu daha iyi çözmek için kalıptan çıkarma yöntemini değiştirebiliriz. Örneğin, öteleme kalıptan çıkarma yöntemini kullanabilir, ejektör piminin uzunluğunu artırabilir vb.
Kalıbın İşlenmesi
Taslak derecesi kalıp işlenerek yeniden işlenir. Bazen kalıptan çıkarma enjeksiyon kalıplama taslak açısının ürünün doğasına ve gereksinimlerine göre ayarlanması gerekir. Bu sırada mekanik işleme veya ısıl işlem yöntemleri kullanılabilir.

Kalıp Sökme Eğimi İçin Alınması Gereken Önlemler Nelerdir?
Çok fazla hava akımı kullanmayın: Çok fazla hava akımı parçanın kalıptan çıktığında eğilmesine veya bükülmesine neden olabilir, bu da parçanın kalitesini etkileyebilir.
Yerel ve bütün arasındaki koordinasyona dikkat edin: Karmaşık ürün yapılarında, düzgün bir genel kalıptan çıkarma elde etmek için kalıptan çıkarma eğimini yerel olarak ayarlamanız gerekebilir.
Sırada ne olduğunu düşünün: Bazı ürünlerin enjeksiyon kalıplamadan sonra sıcak bükme, bükme vb. gibi işlemlerden geçirilmesi gerekir. Kalıptan çıkarma açısını ayarlarken, işlemeyi bozmamak için bir sonraki adımın ne olacağını düşünün.
Çekim Açısının İşlevleri Nelerdir?
Gelişmeye devam edin: Gerçek üretimde, kalıbın kalıptan çıkarma açısı tasarımı, üretim verimliliğini ve ürün kalitesini artırmak için fiili duruma göre sürekli olarak optimize edilir ve geliştirilir.
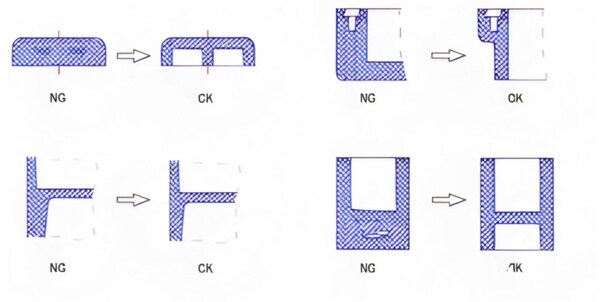
Yerel keskin köşelerden veya oluklardan kaçınmak için kalıptan çıkarma açısı düzgün ve tutarlı olmalıdır.
Kalıptan çıkarma açısı, enjeksiyonla kalıplanmış parçanın kalıptan çıkarma yönü ile tutarlı olmalıdır. Kalıptan çıkarma açısı, parçanın büzülme oranını dikkate almalıdır. enjeksiyon kalıplı parça. Kalıptan çıkarma açısı, enjeksiyonla kalıplanmış parçanın görünümünü ve performansını etkilemeden mümkün olduğunca büyük olmalıdır.
Malzeme özellikleri: Farklı plastik malzemeler farklı büzülme oranlarına ve termal genleşme katsayılarına sahiptir. ABS ve PC gibi sert plastikler daha büyük bir kalıptan çıkarma açısı gerektirebilirken, TPR ve TPU gibi yumuşak plastikler daha küçük bir kalıptan çıkarma açısı ile tasarlanabilir.

Plastik parça yapısı: Derin delikli veya dar oluklu parçalar gibi karmaşık yapılara sahip plastik parçalar için, plastik parçaların soğuma sırasında büzülmesini ve kalıpta sıkışmasını önlemek için kalıptan çıkarma açısı biraz artırılmalıdır.
Pürüzsüz Yüzey Gereksinimleri: Yüksek parlaklıkta yüzeylere sahip ürünler, plastik parçaların pürüzsüz yüzeyinin çıkardığınızda bozulmamasını sağlamak için daha yüksek kalıptan çıkarma açılarına ihtiyaç duyar.

Kalıp ömrü ve kalıptan çıkarma: Kalıptan çıkarma açısı çok büyükse kalıp ömrü kısalacaktır, çünkü açı ne kadar büyükse kalıp üzerindeki kuvvet o kadar dengesiz olur. Bu nedenle, ürünün kalıptan çıkarma gereksinimlerini karşılama öncülüğünde, mümkün olduğunca daha küçük bir kalıptan çıkarma açısı kullanmaya çalışın.
Boyutsal doğruluk gereksinimleri: Yüksek boyutsal hassasiyet gerektiren plastik parçalar için kalıptan çıkarma açısı çok hassas bir şekilde ayarlanmalıdır, aksi takdirde boyutsal sapmaya neden olmak kolaydır.
Plastik parça kalınlığı: İnce duvarlı plastik parçalar deformasyonu önlemek için genellikle daha büyük bir kalıptan çıkarma açısına ihtiyaç duyarken, kalın duvarlı plastik parçalar malzeme tasarrufu için daha küçük bir kalıptan çıkarma açısına ihtiyaç duyar.
Enjeksiyon kalıplama üretim süreci için koşullar: Plastik parçaların büzülme deformasyonu enjeksiyon hızı, basınç, sıcaklık ve bekletme süresi gibi proses parametrelerinden etkilenir, bu nedenle kalıptan çıkarma açısının boyutu belirli proses koşullarına göre ayarlanmalıdır.

Estetik hususlar: Önemli görünüm tasarımına sahip bazı ürünler için, kalıptan çıkarma açısının tasarımının da ürünün genel estetiğini dikkate alması gerekir. Bazen kalıptan çıkarma açısının ürünün görünümünü etkilememesi için akıllıca gizlenmesi gerekir.
İşlevsel Gereksinimler: Kayma ve kenetlenme gibi işlevlere sahip yapılar için çekim açısı ayarı, bu işlevlerin düzgün çalışabilmesini ve yanlış kalıptan çıkarma tasarımı nedeniyle tehlikeye atılmamasını sağlamalıdır.
Kalıp sökme eğimi için alınması gereken önlemler nelerdir?
Çok fazla cereyan kullanmayın: Çok fazla hava akımı parçanın kalıptan çıktığında eğilmesine veya bükülmesine neden olabilir, bu da parçayı bozabilir.
Yerel ve bütün arasındaki koordinasyona dikkat edin: Karmaşık ürün yapılarında, düzgün bir genel kalıptan çıkarma elde etmek için kalıptan çıkarma eğimini yerel olarak ayarlamak gerekebilir.

Sonraki işlemlerin ihtiyaçlarını göz önünde bulundurun: Bazı ürünlerin enjeksiyon kalıplamadan sonra sıcak bükme, bükme vb. gibi işlemlerden geçirilmesi gerekir. Kalıptan çıkarma açısını ayarlarken, işleme etkisini etkilememek için sonraki işlemlerin ihtiyaçlarını göz önünde bulundurun.
Sonuç
Tasarım süreci sırasında, enjeksiyon kalıplama uzmanlarının, düzgün kalıp ayırma eylemleri sağlamak için sıfır derece çekme açısı ve yarım derece çekme açıları dahil olmak üzere çok fazla çekme açısını dikkate alması ve böylece yüksek kaliteli bir üretim süreci elde etmek için ayırma çizgisini ve maça boşluğu yaklaşımını optimize etmesi gerekir.
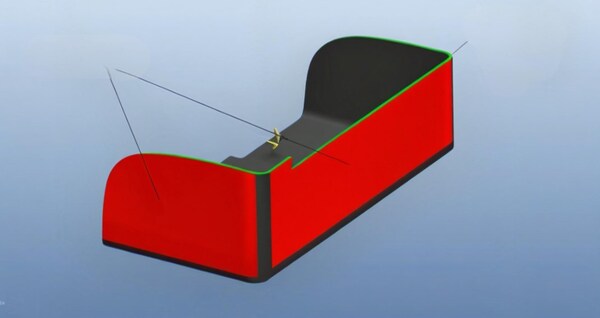
Makul çekim açılı enjeksiyon kalıplama, yüksek kaliteli üretim sürecinin anahtarıdır. Özellikle karmaşık dikey yüzeylerle uğraşırken taslak açıları ekleyerek, kalıptan çıkarma etkisi etkili bir şekilde iyileştirilebilir.
ile plastik parçalar yaparken enjeksiyon kalıplamaParçanın kenarlarının açısı gerçekten önemlidir. Eğer doğru yaparsanız, parçalar kalıptan kolayca çıkacaktır. Yanlış yaparsanız, parçalar kalıpta sıkışır ve onları atmak zorunda kalırsınız. Bu yüzden açıyı doğru ayarlamak büyük önem taşır. Doğru yaparsanız, daha kısa sürede daha fazla parça yaparsınız ve daha kaliteli olurlar.







