 İçeriğe geç
İçeriğe geç 

Plastik kalıp plastik işleme endüstrisi ve plastik kalıplama makinesi için tam şekil ve hassas boyutta plastik ürünler vermek için bir araçtır.
Plastik ve işleme yöntemlerinin çeşitliliği nedeniyle, plastik kalıplama makinesi ve plastik ürünlerin yapısı basit ve karmaşıktır, bu nedenle plastik kalıp türleri ve yapıları da çeşitlidir.
Kalıplar çeşitli sektörlerde ürün oluşturmak için kullanılır. Plastik kalıplama çeşitli plastik ürünler oluşturmak için kullanılan popüler bir işlemdir.
Bu blog yazısında, plastik kalıplama hakkında bilmeniz gereken her şeyi tartışacağız! Ne olduğu ve nasıl çalıştığı gibi temel konuların yanı sıra farklı kalıp türleri ve kullandıkları malzemeler gibi daha ileri düzey konuları da ele alacağız.
Bu blog yazısının, kullanım konusunda bilinçli bir karar vermek için ihtiyacınız olan tüm bilgileri size sağlayacağını umuyoruz plasti̇k kaliplar.

Plastik Kalıplara Temel Giriş
Sıkıştırma kalıplama, ekstrüzyon kalıplama için bir kombinasyon plastik kalıp, enjeksiyon kalıplamaesas olarak bir içbükey kalıp kombinasyon substratı, bir içbükey kalıp düzeneği ve bir içbükey kalıp kombinasyon kart plakasından oluşan değişken boşluklu bir içbükey kalıp ve bir dışbükey kalıp kombinasyon substratı, bir dışbükey kalıp düzeneği, bir dışbükey kalıp kombinasyon kart plakası, bir boşluk kesme düzeneği ve bir yan kesme kombinasyon plakasından oluşan değişken çekirdekli bir dışbükey kalıp içeren şişirme kalıplama ve düşük köpük kalıplama.
Kalıp dışbükey ve içbükey kalıpların ve yardımcı kalıplama sisteminin koordineli değişimi. Farklı şekil ve boyutlarda bir dizi plastik parçayı işleyebilir.
Plastik işleme endüstrisinde kullanılan bir araçtır ve plasti̇k kaliplama plastik ürünlere tam bir şekil ve hassas boyut vermek için makine.

Plastik ve işleme yöntemlerinin çeşitliliği nedeniyle, plasti̇k kaliplama Makine ve plastik ürünlerin yapısı basit ve karmaşık olduğundan, plastik kalıp tipleri ve yapıları da çeşitlidir.
Plastik endüstrisinin hızlı gelişimi ve genel ve mühendislik plastiklerinin mukavemet ve diğer yönlerden sürekli iyileştirilmesiyle, plastik ürünlerin uygulaması da genişlemekte ve plastik ürünlerin miktarı artmaktadır.
Plastik kalıp plastik ürünler üretmek için kullanılan bir tür alettir. Birkaç parça grubundan oluşur ve bu kombinasyon kalıplama boşluğunu içerir.
Sırasında enjeksiyon kalıplama, the enjeksiyon kalıp aleti enjeksiyon kalıplama makinesine sıkıştırılır, erimiş plastik kalıplama boşluğuna enjekte edilir ve boşlukta soğutulur ve şekillendirilir, daha sonra üst ve alt kalıplar ayrılır ve ürün boşluktan çıkarılır ve ejektör sistemi aracılığıyla kalıbı terk eder ve son olarak kalıp bir sonraki enjeksiyon için tekrar kapatılır, tüm enjeksiyon işlemi döngüseldir.
Genel olarak plastik kalıp iki parçadan oluşur: hareketli kalıp ve sabit kalıp. Hareketli kalıp, hareketli şablonun üzerine monte edilir. enjeksiyon kalıplama makinesi ve sabit kalıp, enjeksiyon kalıplama makinesinin sabit şablonuna monte edilir. Hareketli kalıp şablonu ve sabit kalıp şablonu enjeksiyon kalıplama kalıbı sabitlemek için kullanılan makineden oluşur.
Sırasında enjeksiyon kalıplamaKalıp ve sabit kalıp, dökme sistemini ve boşluğu oluşturmak için kapatılır ve kalıp açıldığında, plastik ürünleri çıkarmak için kalıp ve sabit kalıp ayrılır.
Kalıbın yapısı plastiklerin çeşitliliğine ve özelliklerine, plastik ürünlerin şekline ve yapısına ve enjeksiyon makinesinin türüne bağlı olarak değişebilse de temel yapı aynıdır.
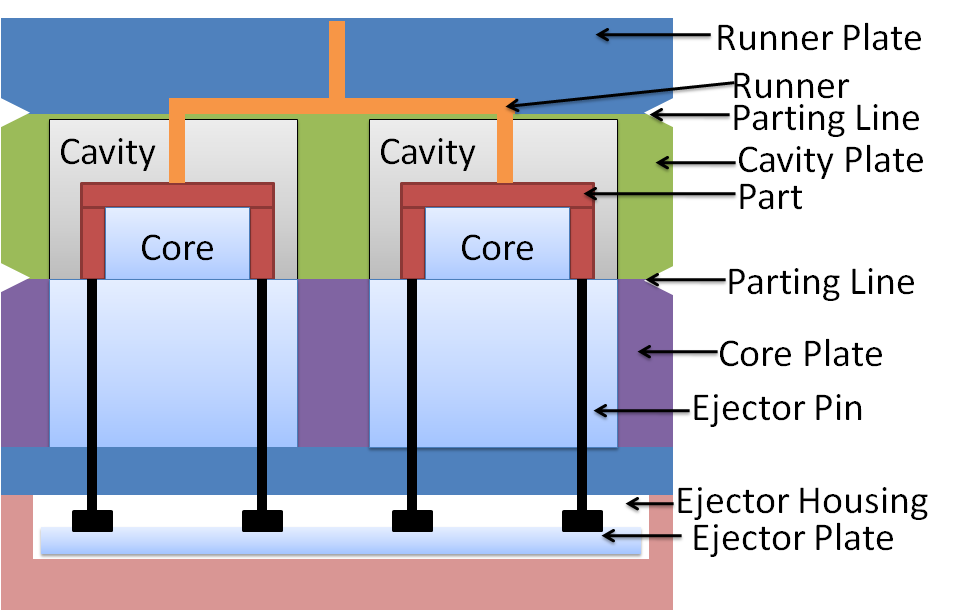
Kalıp esas olarak dökme sistemi, sıcaklık düzenleme sistemi, kalıplama parçaları ve yapısal parçalardan oluşur.
Bunlar arasında, dökme sistemi ve kalıplama parçaları, plastikle doğrudan temas halinde olan ve kalıbın en karmaşık ve değiştirilebilir parçaları olan ve en yüksek işleme kalitesi ve hassasiyeti gerektiren plastik ve ürünlerle değişen parçalardır.
Dökme sistemi, ana akış kanalı, soğuk boşluk, manifold ve kapı dahil olmak üzere plastik enjeksiyon memesinden boşluğa girmeden önce akış kanalının bir parçasıdır. Kalıplama parçaları, hareketli kalıp, sabit kalıp ve boşluk, maça, kalıplama çubuğu ve egzoz portu vb. dahil olmak üzere ürünün şeklini oluşturan çeşitli parçalardır.
Çin'in yüksek teknolojili tahrik ve sütun endüstrisi uygulama talebindeki plastik kalıbı, ham ve yardımcı malzeme endüstrisinin yukarı akışından ve işleme, test ekipmanından makine, otomobil, motosiklet, ev aletleri, elektronik iletişim, inşaat ve yapı malzemeleri ve endüstrinin diğer bazı önemli uygulamalarına kadar büyük bir endüstriyel zincirin oluşumu, plasti̇k kalip canlı bir gelişim.

Plastik kalıpların ana sınıflandırması
Farklı kalıplama yöntemlerine göre, farklı işlem gereksinimlerine karşılık gelen plastik işleme kalıplarının türlerini, esas olarak aşağıdakilere ayırabiliriz enjeksiyon kalıplarıekstrüzyon kalıplama kalıpları, blister kalıplama kalıpları, yüksek köpüklü polistiren kalıplama kalıpları, vb.
a. Plastik Enjeksiyon Kalıpları
Hakkında bildiklerimize göre plasti̇k enjeksi̇yon kaliplariesas olarak termoplastik üretiminde en yaygın olarak kullanılan bir kalıplama kalıbı türüdür plasti̇k enjeksi̇yon kalipli parçalar.
Bu plasti̇k enjeksi̇yon kalibi Plastik enjeksiyon makinelerinin işleme ekipmanına karşılık gelir, burada plastik malzeme önce enjeksiyon makinesinin altındaki varilde ısıtılır ve eritilir ve daha sonra enjeksiyon makinesinin vidası veya pistonu tarafından itilir, enjeksiyon memesi ve kalıbın dökme sistemi aracılığıyla kalıp boşluğuna girer, plastik soğutulur ve sertleştirilir ve ürün kalıptan çıkarılarak elde edilir, bu tüm enjeksiyon kalıplama döngü süreci.
Yapı genellikle kalıplama parçaları, dökme sistemi, kılavuz parçalar, itme mekanizması, sıcaklık düzenleme sistemi, egzoz sistemi, destek parçaları ve diğer parçalardan oluşur.
Bu enjeksiyon kalıplama imalatı tipik malzeme genellikle plastik kalıp çelik modülünü benimser, yaygın malzemeler esas olarak karbon yapısal çelik, karbon takım çeliği, alaşımlı takım çeliği, yüksek hız çeliği vb.
Bütün enjeksiyon kalıplama proses yöntemi genellikle sadece termoplastik malzeme ürünlerinin seri üretimine uygulanabilir. plasti̇k enjeksi̇yon kaliplama günlük ihtiyaçlardan her türlü karmaşık makineye, elektrikli ev aletlerine, ulaşım parçalarına vb. kadar çok çeşitli plastik ürünlerin enjeksiyonla kalıplanması işlemi, plastik ürünlerin üretiminde en yaygın kullanılan bir işleme yöntemidir.

b. Plastik Sıkıştırma Kalıbı
İki tür yapısal kalıp vardır, sıkıştırma kalıplama ve sıkıştırma enjeksiyon kalıplama. Esas olarak termoset plastikleri kalıplamak için kullanılırlar ve bunlara karşılık gelen ekipman basınçlı kalıplama makinesidir.
Sıkıştırmalı kalıplama yöntemi plastiklerin özelliklerine dayanır, kalıp kalıplama sıcaklığına kadar ısıtılır (genellikle 103°-108°'de), daha sonra ölçülen sıkıştırmalı kalıplama tozu kalıp boşluğuna ve doldurma odasına konur ve kalıp kapatılır.
Pres enjeksiyon kalıplama sıkıştırmalı kalıplamadan farklı olarak ayrı bir doldurma odası vardır ve kalıplama öncesinde kalıp kapatılır ve plastik doldurma odasında önceden ısıtılır ve viskoz bir akış durumundadır, daha sonra sertleşmesi ve kalıplanması için basınç altında kalıp boşluğuna ayarlanır ve sıkıştırılır.
Sıkıştırma kalıpları ayrıca eritilmesi zor termoplastikler (poligafloroetilen gibi) boşlukları (soğuk sıkıştırma kalıplama), çok yüksek optik özelliklere sahip reçine lensler, hafif köpüklü nitroselüloz araba direksiyonları gibi bazı özel termoplastikleri kalıplamak için de kullanılır.
Sıkıştırma kalıpları esas olarak boşluklar, doldurma boşlukları, kılavuz mekanizma, dışarı itme parçaları, ısıtma sistemi vb. unsurlardan oluşur. Sıkıştırma enjeksi̇yon kaliplari elektrikli bileşenlerin kapsüllenmesinde yaygın olarak kullanılmaktadır.
Kullanılan malzemeler sıkıştırma kalıplarının imalatı temelde enjeksiyon kalıpları ile aynıdır.

c. Plastik Ekstrüzyon Kalıbı
Borular, çubuklar, monofilamentler, plakalar, filmler, tel ve kablo kaplamaları, profiller ve benzerlerini işlemek için yaygın olarak kullanılan ekstrüzyon kalıplama kafası olarak da adlandırılır.
İlgili üretim ekipmanı, prensibi ısıtma ve ekstrüderin vida dönüşü ve basıncı koşulları altında katı plastiği eritmek ve plastikleştirmek ve belirli bir ağız kalıbı şekli ile ağız kalıbının şekli ile aynı kesite sahip sürekli plastik ürünler yapmak olan bir plastik ekstrüderdir.
Üretim malzemeleri çoğunlukla karbon yapısal çelik, alaşımlı aletler vb.dir. Bazı ekstrüzyon kalıpları da aşınmaya dayanıklı olması gereken kısımlarda elmas gibi aşınmaya dayanıklı malzemelerle kaplanmıştır.
Ekstrüzyon ortamı süreci genellikle sadece termoplastik ürünlerin üretimine uygulanabilir ve yapısı aşağıdakilerden belirgin bir şekilde farklıdır enjeksi̇yon kaliplari ve sıkıştırma kalıpları.

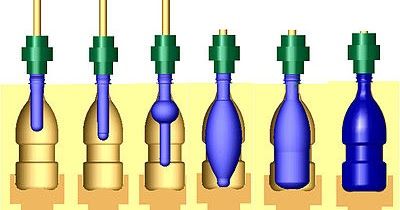
d. Plastik Şişirme Kalıbı
Plastik kap içi boş ürünleri (içecek şişeleri, günlük kimyasal ürünler ve diğer ambalaj kapları gibi) kalıplamak için kullanılan bir kalıp türüdür ve şişirme kalıplama biçimleri esas olarak ekstrüzyon şişirme kalıplamadır, enjeksiyon şişirmeenjeksiyon uzatma şişirme ("enjeksiyon çekme şişirme" olarak bilinir), çok katmanlı şişirme, tabaka şişirme, vb. Şekillendirme, vb.
Ekipmana karşılık gelen içi boş ürünlerin şişirme kalıplaması genellikle plastik şişirme makinesi olarak adlandırılır, şişirme kalıplama sadece termoplastik ürün çeşitlerinin üretimi için geçerlidir.
Şişirme kalıp yapısı nispeten basittir, kullanılan malzemeler çoğunlukla karbondan yapılmıştır.
e. Plastik Blister Kalıp
Bazı basit plastik ürünleri oluşturmak için plastik plaka veya levhayı hammadde olarak alan bir kalıp türüdür.
Prensibi, plastik plaka veya tabakayı içbükey veya dışbükey kalıba sabitlemek, ısıtma ve yumuşatma koşulu altında deforme etmek ve gerekli şekillendirilmiş ürünleri elde etmek için kalıbın boşluğuna yapıştırmak için vakum açma veya basınçlı hava şekillendirme yöntemini kullanmaktır. ağırlıklı olarak bazı günlük ihtiyaçlar, gıda, oyuncak ve diğer ambalaj ürünlerinin üretiminde kullanılır.
Blister kalıbın basıncı düşük olduğu için kalıp malzemesi çoğunlukla dökme alüminyum veya metal olmayan malzemeden yapılır ve yapısı basittir.

f. Çok Genleşmiş Polistiren Kalıplama Kalıbı
EPS hammaddesini (polistiren boncuklar ve şişirme maddesi) uygulayarak çeşitli şekillerde köpük ambalaj malzemelerini kalıplamak için kullanılan bir kalıptır.
Prensip, EPS'nin, esas olarak endüstriyel ambalaj ürünlerinin üretimi için kullanılan basit elle çalıştırılan kalıplar ve iki tip hidrolik makine düz geçişli köpük kalıpları dahil olmak üzere kalıpta buhar halinde kalıplanabilmesidir.
Bu tür kalıpların üretiminde kullanılan malzemeler dökme alüminyum, paslanmaz çelik, bronz vb.

Plastik Kalıp Tasarım Elemanları
Kalıp tasarımı ve imalatının plastik işleme ile yakın bir ilişkisi vardır. Plastik işlemenin başarısı veya başarısızlığı büyük ölçüde kalıp tasarımının etkisine ve kalıp kalitesine bağlıdır. kalıp imalatıplastik kalıp tasarımı ise plastik ürünlerin doğru tasarımına dayanır.
Plastik kalıp tasarımında dikkate alınması gereken yapısal unsurlar şunlardır
1. Ayırma yüzeyi, yani kalıp kapatıldığında içbükey kalıp ile dışbükey kalıbın birbirine oturduğu temas yüzeyi.
Konumu ve şekli, ürünün şekli ve görünümü, üniform duvar kalınlığı, kalıplama yöntemi, işlem sonrası süreç, kalıp tipi ve yapısı, kalıptan çıkarma yöntemi ve kalıplama makinesi yapısı vb. tarafından etkilenir.
2. Yapısal parçalar, yani sürgü, eğimli üst, karmaşık kalıpların düz üst bloğu vb.
Yapısal parçaların tasarımı, kalıbın ömrü, işleme döngüsü, maliyet, ürün kalitesi vb. ile ilgili olan çok kritik bir konudur. Bu nedenle, karmaşık kalıpların çekirdek yapısının tasarımı, mümkün olduğunca daha basit, daha dayanıklı ve daha ekonomik tasarım çözümleri arayışında olan tasarımcının yüksek kapsamlı yeteneğini gerektirir.
3. Kalıp hassasiyeti, yani taraktan kaçınma, ince konumlandırma, kılavuz sütun, konumlandırma pimi vb.
Konumlandırma sistemi, ürün görünüm kalitesi, kalıp kalitesi ve ömrü ile ilgilidir, farklı kalıp yapısına göre, farklı konumlandırma yöntemleri seçin, konumlandırma doğruluğu kontrolü esas olarak işleme dayanır, iç kalıp konumlandırma esas olarak tasarımcının tamamen dikkate alması, daha makul ve kolay bir tasarım yapmasıdır. konumlandırma yöntemini ayarlamak için.
4. Dökme sisteminden, yani enjeksiyon kalıplama ana akış kanalı, yönlendirme kanalı, kapı ve soğuk boşluk dahil olmak üzere besleme kanalı arasındaki boşluğa makine nozulu.
Özellikle, kapının konumu, erimiş plastiğin iyi bir akış durumunda doldurulmuş boşlukta, katı yolluk ürününe bağlı olmasını kolaylaştırmak için seçilmelidir ve kapı soğuk malzemenin kalıptan çıkarılması ve kalıp açıldığında çıkarılması kolaydır (sıcak yolluk kalıbı hariç).
5. Plastik büzülme oranı ve ürünün boyutsal doğruluğunu etkileyen faktörler, örneğin kalıp imalatı ve montaj hataları, kalıp aşınması ve yıpranması vb.
Buna ek olarak, sıkıştırma ve enjeksi̇yon kaliplarikalıplama makinesi sürecini ve eşleşmenin yapısal parametrelerini de dikkate almalıdır. Bilgisayar destekli tasarım teknolojisi, plastik kalıpların tasarımında yaygın olarak kullanılmaktadır.

Plastik Kalıp Aksesuarları
Zımba, kafa, kılavuz sütun, kılavuz manşon, ince konumlandırma, ejektör çubuğu, ejektör pimi, manşon, kaydırıcı cihaz, eğimli üst cihaz, çelik bilyalı manşon, tarih damgası, plasti̇k kalip yay, conta, soğutma bağlantısı, su pistonu, konumlandırma halkası, kapı manşonu, çekme malzemesi pimi, bağlantı çubuğu, limit çivisi, çöp çivisi, destek direği, açıcı, kalıp açma sırası kontrolörü (kalıp kilitleme tokası tertibatı), vb.
Plastik Kalıp Yapı Parçaları
Kompozisyon
Şişirme kalıbı, döküm kalıbı ve termoform kalıbının yapısı nispeten basittir.
Sıkıştırma kalıbı, enjeksiyon kalıbı ve transfer kalıp yapısı daha karmaşıktır, bu tür kalıpların parçaları da daha fazladır.
Temel parçalar şunlardır
1. İçbükey kalıp, dışbükey kalıp, çeşitli kalıplama çekirdeği dahil olmak üzere şekillendirme parçaları, yüzeyin içinde ve dışında veya üst ve alt uçta, yan deliklerde, yan içbükey ve dişli parçalarda kalıplama ürünleridir.
2. Kalıbı sabitlemek veya basıncı desteklemek için kalıp taban plakası, sabit plaka, destek plakası, ped vb. dahil olmak üzere sabit parçaları destekleyin.
3. Kalıp veya fırlatma mekanizması hareketinin göreceli konumunu belirlemek için kılavuz sütun ve kılavuz burç dahil olmak üzere kılavuz parçalar.
4. Devirme pimleri, sürgüler vb. dahil olmak üzere maça çıkarma parçaları, kalıp açıldığında hareketli maçayı çıkarmak için kullanılır, böylece ürün kalıptan çıkarılır.
5. Ürünleri kalıptan çıkarmak için itme çubuğu, itme borusu, itme bloğu, itme parçası plakası, itme parçası halkası, itme çubuğu sabit plakası, itme plakası vb. dahil olmak üzere parçaları dışarı itin.
Bu tür kalıp çerçevesi, yapısı, şekli ve boyutu standartlaştırılmış ve serileştirilmiş temel parçalardan yapılmıştır ve boşluk, ürünlerin şekline göre işlenebilir. Standart kalıp çerçevesinin kullanılması, kalıp yapım döngüsünü kısaltmak için elverişlidir.
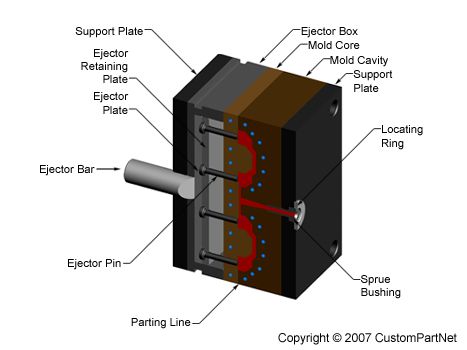
Yaygın olarak kullanılan kalıp taban parçaları rolü
Sabit kalıp taban plakası (panel): enjeksiyon kalıplama makinesine sabitlenmiş ön kalıp.
Yolluk plakası (çıkış plakası): kalıbı açarken atık sapını çıkarın, böylece otomatik olarak düşer (üç plakalı kalıp).
Sabitleme plakası (A plakası): kalıplanmış ürünün ön kısmı.
Hareketli kalıbın sabit plakası (B plakası): kalıplanmış ürünlerin arka kısmı.
Ped: kalıbın ayağı, rolü üst plakanın hareket etmesi için yeterli alana sahip olmasını sağlamaktır.
İtme plakası: Kalıp açılırken üst çubuk, üst blok ve eğimli üst gibi parçaları dışarı iterek ürünü kalıptan dışarı iter.
Hareketli kalıp taban plakası (alt plaka): arka kalıbı sabitlemek için enjeksiyon kalıplama Makine.
Kılavuz sütun ve kılavuz burç: kılavuzluk ve konumlandırma rolü oynar, ön ve arka kalıp açıklığına ve kalıp ve temel konumlandırmaya yardımcı olur.
Destek kolonu (destek başlığı): B plakasının mukavemetini artırır, uzun süreli üretimin neden olduğu B plakasının deformasyonunu etkili bir şekilde önler.
Üst plaka kılavuz sütunu (orta tost): Düzgün çıkarma sağlamak için itme plakasını yönlendirir ve konumlandırır.
Plastik Kalıp Malzemesi Gereksinimleri
Plastik kalıpların çalışma koşulları, genellikle 150°C-200°C'de çalışması gereken soğuk delme kalıplarından farklıdır. Belirli bir basınca maruz kalmalarının yanı sıra, sıcaklığın etkisine de katlanmak zorundadırlar.
Şimdi göre plastik kalıplama kalıbı kullanım koşulları, farklı işleme yöntemleri plasti̇k kalip ile çeliğin temel performans gereksinimleri kabaca aşağıdaki gibi özetlenebilir.

Yeterli yüzey sertliği ve aşınma direnci
Plastik kalıp sertlik genellikle 50-60HRC'nin altındadır, kalıbın ısıl işleminden sonra kalıbın yeterli sertliğe sahip olmasını sağlamak için yeterli yüzey sertliği olmalıdır.
Kalıbın yeterli hizmet ömrüne sahip olmasını sağlamak için kalıbın şekil ve boyutsal stabilite doğruluğunu korumasını gerektiren büyük basınç gerilimi ve sürtünmeye dayanacak şekilde plastiğin doldurulması ve akışı nedeniyle işte kalıp.
Kalıp aşınma direnci çeliğin kimyasal bileşimine ve ısıl işlem sertliğine bağlıdır, bu nedenle kalıbın sertliğini artırmak aşınma direncini artırmaya yardımcı olur.

Mükemmel kesme işlenebilirliği
Çoğu plasti̇k kaliplama kaliplariEMD işlemeye ek olarak, belirli miktarda kesme işlemi ve sıkıştırma onarımı da gerçekleştirmesi gerekir.
Kesici takımların hizmet ömrünü uzatmak, kesme performansını artırmak, yüzey pürüzlülüğünü azaltmak için plastik kalıp çeliği sertliğinin uygun olması gerekir.

İyi parlatma performansı
Boşluk yüzey pürüzlülük değerinin küçük olmasını gerektiren yüksek kaliteli plastik ürünler.
Örneğin enjeksiyon kalıbı kavite yüzey pürüzlülük değeri Ra0.1 ~ 0.25 seviyesinden daha az olmalıdır, optik yüzey Ra<0.01nm gerektirir, kavite yüzey pürüzlülük değerini azaltmak için cilalanmalıdır.
Bu nedenle, çelik seçimi daha az malzeme kirliliği, doku mikro ince homojenliği gerektirir, lif yönü yoktur, parlatma pockmark veya portakal kabuğu kusurları görünmemelidir.

İyi termal kararlılık
Plastik enjeksiyon kalıbı Parçaların şekli genellikle karmaşıktır, su verdikten sonra işlenmesi zordur, bu nedenle iyi bir termal stabilite kullanmaya çalışmalıdır.
Doğrusal genleşme katsayısı nedeniyle ısıl işlemden sonra kalıp kalıplama işlemi, ısıl işlem deformasyonu küçük olduğunda, boyuttaki küçük değişim oranının neden olduğu sıcaklık farkı, metalografik organizasyon ve kalıp boyutu stabilitesi, kalıp boyutu doğruluğunu ve yüzey pürüzlülüğü gereksinimlerini sağlamak için azaltılabilir veya artık işlenemez.
45, 50 kalite karbon çeliği belirli bir mukavemete ve aşınma direncine sahiptir, temperleme işleminden sonra çoğunlukla kalıp çerçevesi malzemeleri için kullanılır.
Yüksek karbonlu takım çeliği, ısıl işlemden sonra düşük alaşımlı takım çeliği, kalıplama parçaları için daha fazla yüksek mukavemet ve aşınma direncine sahiptir.
Ancak ısıl işlem deformasyonu nedeniyle yüksek karbonlu takım çeliği, yalnızca küçük boyutlu, basit şekilli kalıp parçalarının üretimi içindir.
Plastik endüstrisinin gelişmesiyle birlikte, plastik ürünlerin karmaşıklığı, hassasiyet ve diğer gereksinimler giderek artmakta, kalıp malzemesi de daha yüksek gereksinimler ortaya koymaktadır.
Karmaşık, hassas ve korozyona dayanıklı plastik kalıp üretimi için, önceden sertleştirilmiş çelik (PMS gibi), korozyona dayanıklı çelik (PCR gibi) ve düşük karbonlu martensitik yaşlanma çeliği (18Ni-250 gibi) kullanılabilir, daha iyi kesme, ısıl işlem ve parlatma özelliklerine ve daha yüksek mukavemete sahiptir.
Ayrıca, malzeme seçiminde, iki yüzeyin göreceli hareketinin varlığı gibi aşınma ve yapışmanın önlenmesi de dikkate alınmalı, aynı organizasyon yapısına sahip malzemelerin seçiminden kaçınmaya çalışılmalı, özel koşullar bir tarafta kaplanabilir veya nitrürlenebilir, böylece iki taraf farklı yüzey yapısına sahip olur.

Plastik Kalıp Malzemesi Seçimi
1. Plastik kalıpların çalışma koşulları
Plastik ve plastik olmayan malzemelerin gelişimi nedeniyle plasti̇k kaliplama endüstrisinde, plastik kalıpların kalite gereksinimleri gittikçe artmakta, dolayısıyla plasti̇k kaliplar ve bunları etkileyen faktörler önemli araştırma konuları haline gelmiştir.
Ana çalışma parçaları plasti̇k kalip dışbükey kalıp, içbükey kalıp vb. gibi kalıplama parçalarıdır. Plastik parçaların çeşitli yüzeylerini kalıplamak için plastik kalıbın boşluğunu oluştururlar ve basınç, sıcaklık, sürtünme ve korozyona vb. maruz kalan plastikle doğrudan temas ederler.

2. Plastik kalıp malzemesi arıza nedeni analizi
Genel kalıp imalatı; kalıp tasarımı, malzeme seçimi, ısıl işlem, cnc işleme, devreye alma ve montaj süreçlerini kapsamaktadır.
Ankete göre: kalıp arızası faktörleri, kalıpta kullanılan malzeme ve ısıl işlem hizmet ömrünü etkileyen ana faktördür.
Toplam kalite yönetimi perspektifinden bakıldığında, kalıbın hizmet ömrünü etkileyen faktörler polinomların toplamı olarak ölçülemez, ancak birden fazla faktörün ürünü olmalıdır, böylece kalıp malzemelerinin ve ısıl işlemin tüm kalıp üretim sürecindeki avantaj ve dezavantajları özellikle önemlidir.
Kalıp arızasının yaygın fenomeninin analizinden, servis sürecindeki plastik kalıp, aşınma kaybı, lokalize deformasyon arızası ve kırılma arızası üretebilir.
Plastik kalıbın önemli arıza biçimleri aşınma kaybı arızası, yerel plastik deformasyon arızası ve kırılma arızası olarak ayrılabilir.

3. Plastik kalıp çeliği performans gereksinimleri
İmalat sanayinin hızla gelişmesiyle birlikte plastik kalıp, üretimde vazgeçilmez bir araçtır. plasti̇k kaliplama sürecinde, toplam kalıp üretiminin oranı yıldan yıla artmıştır.
Yüksek performanslı plastiklerin ve sürekli üretimin gelişmesiyle, plastik ürünlerin çeşitliliğinin artması, ürünlerin kullanımının hassas, büyük, karmaşık bir gelişime doğru genişlemesi.
Kalıp üretiminden yüksek hızlı gelişime, kalıbın çalışma koşulları da giderek daha karmaşık hale geliyor.
1) boşluk yüzey aşınması ve korozyon
Kalıp boşluğunda belirli bir basınca kadar plastik eriyik akışı, plastik parçaların kalıptan katılaşması, kalıp kalıplama yüzeyinde sürtünmeye neden olarak aşınmaya neden olur.
Plastik kalıp aşınmasının temel nedeni kalıp ile malzeme arasındaki sürtünmedir. Bununla birlikte, aşınma ve aşınma sürecinin spesifik şekli, çalışma sürecinde kalıbın basıncı, sıcaklığı, malzeme deformasyon hızı ve yağlama durumu gibi birçok faktörle ilgilidir.
Plastik kalıbın malzemesi ve ısıl işlemi mantıksız olduğunda, plastik kalıbın boşluk yüzeyi düşük sertliğe ve zayıf aşınma direncine sahiptir, bu da şu şekilde kendini gösterir: boşluk yüzeyinin boyutu aşınma ve deformasyon nedeniyle süper zayıftır; pürüzlülük değeri saç çekme nedeniyle yüksek olur ve yüzey kalitesi bozulur.
Özellikle plastik modelin boşluğuna katı malzemeler kullanıldığında, boşluk yüzeyinin aşınmasını yoğunlaştıracaktır.
Ayrıca plastik işleme, klor, flor ve aşındırıcı gazların HC1, HF'nin ısı ayrışmasının diğer bileşenlerini içerir, böylece plastik kalıp boşluğu yüzey korozyon aşınması, arızaya neden olur.
Aşınma ile aynı zamanda aşınma hasarı varsa, böylece kaplamanın veya diğer koruyucu tabakanın boşluk yüzeyi hasar görürse, korozyon sürecini teşvik edecektir.
İki tür hasar çapraz eylem, aşınma kaybı etkisinin korozyonunu hızlandırır.

2) Plastik deformasyon hatası
Plastik model boşluğu yüzey basıncı, ısı, özellikle büyük tonajlı ekipmandaki küçük kalıp, aşırı yük plastik deformasyonu üretme olasılığı daha yüksek olduğunda plastik deformasyon arızasına neden olabilir.
Malzeme mukavemeti ve tokluğunda kullanılan plastik kalıp yeterli değildir, düşük deformasyon direnci; plastik deformasyon arızasının bir başka nedeni, esas olarak kalıp boşluğu yüzey sertleştirme tabakasının çok ince olması, deformasyon direncinin yeterli olmaması veya çalışma sıcaklığının temperleme sıcaklığından daha yüksek olması ve faz değişimi yumuşaması ve kalıbın erken arızalanmasıdır.
3)Kırık
Kırılmanın ana nedeni yapı, sıcaklık farkı ve yapısal stres, termal stres veya yetersiz temperleme nedeniyle, sıcaklık kullanımında, böylece artık östenitin martensite dönüşmesi, yerel hacim genişlemesine neden olması, kalıp içinde oluşan doku stresidir.
Çalışma koşulları plasti̇k kaliplar genellikle 150°C-200°C'de çalışmak zorunda olan ve belirli basınca ek olarak sıcaklık etkilerine maruz kalan soğuk damgalama kalıplarından farklıdır.
Aynı kalıp çeşitli arıza biçimlerine sahip olacaktır, hatta aynı kalıpta çeşitli hasarlar da görülebilir.
'nin başarısızlık formundan plasti̇k kalipPlastik kalıp malzemesinin ve ısıl işlemin makul seçiminin çok önemli olduğu bilinmektedir, çünkü bunlar kalıbın hizmet ömrü ile doğrudan ilişkilidir.

4. Plastik kalıp çeliği aşağıdaki gereksinimleri karşılamalıdır
1)Isıya dayanıklılık performansı
Yüksek hızlı kalıplama makinelerinin ortaya çıkmasıyla plastik ürünlerin çalışma hızı artmıştır.
Kalıplama sıcaklığı 200 - 350 ℃ arasında olduğundan, plastik akışı iyi değilse ve kalıplama hızı hızlıysa, kalıplama yüzey sıcaklığının kalıp kısmının çok kısa sürede 400 ℃'yi aşmasına neden olacaktır.
Kalıbın kullanımdaki doğruluğunu ve deformasyonun küçük olmasını sağlamak için kalıp çeliğinin yüksek ısı direnci performansına sahip olması gerekir.
2)Yeterli aşınma direnci
Plastik ürünlerin kullanımının genişlemesiyle birlikte, plastikte genellikle katkı maddelerinin eklenmesi nedeniyle plastisiteyi artırmak için cam elyafı ve diğer inorganik malzemeler eklenmesi gerekir, böylece plastiğin akışkanlığı büyük ölçüde azalır, bu da kalıp aşınmasına neden olur, bu nedenle iyi bir aşınma direnci gerektirir.
3) Mükemmel kesme işlenebilirliği
Çoğu plasti̇k kaliplama kaliplariEDM işlemeye ek olarak, belirli miktarda kesme işlemi ve sıkıştırma onarımı da gerçekleştirmesi gerekir.
Kesici takımların hizmet ömrünü uzatmak için, kesme işleminde işleme sertleşmesi azdır.
Kalıp deformasyonunu önlemek ve doğruluğu etkilemek için, işleme artık gerilmesinin minimumda kontrol edilebileceğini umuyoruz.

4)İyi termal kararlılık
Plastik enjeksiyon kalıbı Parçaların şekli genellikle karmaşıktır, su verdikten sonra işlenmesi zordur, bu nedenle malzemenin iyi bir termal stabilitesini kullanmaya çalışmalıdır.
5)Ayna yüzey işleme performansı
Boşluğun yüzeyi pürüzsüzdür ve kalıplama yüzeyi, plastik preslenmiş parçaların görünümünü sağlamak ve kalıptan çıkarmayı kolaylaştırmak için Ra0.4μm'den daha az yüzey pürüzlülüğüne sahip bir ayna yüzeyine parlatılır.
6)Isıl işlem performansı
Kalıp arızası kazasında, ısıl işlemin neden olduğu kaza genellikle 52.3%'dir, bu nedenle tüm kalıp imalatı süreci önemli bir konuma sahip olsa da, ısıl işlem süreci kalıbın kalitesi üzerinde daha büyük bir etkiye sahiptir.
Isıl işlem deformasyonunun genel gereksinimleri küçüktür, söndürme sıcaklık aralığı, aşırı ısınma hassasiyeti küçüktür, özellikle daha fazla sertleşebilirlik ve sertleşebilirliğe sahip olmak vb.
7)Korozyon direnci
Şekillendirme işleminde, HC1, HF ve diğer aşındırıcı kalıp gibi aşındırıcı gazların ayrışması, bazen kalıbın paslanmasına ve hasar görmesine neden olmak için hava yolluk ağzında serbest kalabilir, bu nedenle kalıp çeliğinin gereksinimleri iyi korozyon direncine sahiptir.
5. Yeni Plastik Kalıp Çeliği
Genel plastik kalıp genellikle 45 çelik veya 40Cr çeliğin durumunu temperleme imalatı ile normalleştirmek için kullanılır.
CrWMn veya Crl2MoV ve diğer çelik imalatını kullanan yüksek plastik kalıbın sertlik gereksinimleri.
Çalışma sıcaklığı için plasti̇k kalipSıcak iş kalıp çeliğinin yüksek tokluğunu kullanmayı tercih edebilirsiniz.
Plastik boşluğun boyutsal doğruluk ve yüzey kalitesi konusundaki daha yüksek gereksinimlerini karşılamak için yakın zamanda bir dizi yeni kalıp çeliği geliştirdi.
1)Karbürlenmiş plastik kalıp çeliği
Karbürlenmiş plastik kalıp çeliği esas olarak soğuk ekstrüzyon kalıplama boşluğu kompleksi için kullanılır plasti̇k kalipBu tür çeliğin karbon içeriği düşüktür, genellikle Cr elementini eklerken, doğru miktarda Ni, Mo ve v eklerken, rol, soğuk ekstrüzyon kalıplamayı kolaylaştırmak için sertleşebilirliği ve karbonlama yeteneğini geliştirmektir, tavlanmış durumda bu tür çelikler yüksek plastisiteye ve düşük deformasyon direncine sahip olmalıdır, tavlanmış sertlik ≤ 1 00HBS.
Karbürleme ve su verme ve temperleme işlemi için soğuk ekstrüzyon şekillendirmeden sonra, yüzey sertliği 58 - 62 HRC'ye ulaşabilir.
Bu çeliklerin yurtdışında İsveç'in 8416, Amerika Birleşik Devletleri'nin P2 ve P4 gibi özel çelik kaliteleri vardır.
Yurtiçinde genellikle 12CrNi3A ve 12Cr2Ni4A çelik, 20Cr2Ni4A kullanılır, iyi aşınma direnci, çökme ve yüzey dökülme olgusu yoktur, kalıp ömrü artar.
Cr, Ni, Mo, V çelik elementleri karbürlenmiş tabakanın sertliğini ve aşınma direncini ve kalbin güçlü tokluğunu arttırır.

2)Önceden sertleştirilmiş plastik kalıp çeliği
Bu tip çeliğin karbon içeriği 0.3% -O.55%'dir, yaygın olarak kullanılan alaşım elementleri Cr, Ni, Mn, v, vb. İşlenebilirliğini artırmak için s, ca ve diğer elementler eklenir.
Birkaç tipik ürünün geliştirilmesi, tanıtılması ve geliştirilmesi yoluyla plasti̇k kalip Y55CrNiMn-MoVS (SMI) çeliği Çin'de geliştirilmiştir ve kolay kesilebilir S sistemi içerir. plasti̇k kalip 35_40 HRC'lik önceden sertleştirilmiş teslimat sertliği, iyi bir işlenebilirlik, işlemden sonra artık ısıl işlem uygulanmaması ile karakterize edilen çelik doğrudan kullanılabilir.
Ni katı çözeltisi ekleyerek güçlendirir ve tokluğu artırır, Mn ve S ekleyerek kesme fazı MnS'yi oluşturur; Cr, Mo, V ekleyerek çeliğin sertleşebilirliğini artırır 8Cr2S çelik, kesme hassas kalıp çeliğine ait olmak için yeterlidir.
3)Yaşla sertleşen plastik kalıp çeliği
Düşük kobaltlı, kobalt içermeyen, düşük nikelli martensitik yaşlandırma çeliğinin geliştirilmesi, MASI tipik bir martensitik yaşlandırma çeliğidir.
8150C ile katı çözelti işleminden sonra, sertlik 28-32 HRC, mekanik işleme için ding ve daha sonra 4800C yaşlanma, yaşlanma Ni3Mo, Ni3Ti ve diğer intermetalik bileşikleri katlar, böylece 48-52 HRC sertliği. çeliğin yüksek tokluğu, yaşlanma sırasında küçük boyutsal değişiklikler, iyi kaynak performansı, ancak çelik Pahalı, ülkede daha az popüler.
(4) korozyona dayanıklı plastik kalıp çeliği
Plastik ürünler için hammadde olarak polivinil klorür (Pvc) ve ABS artı aleve dayanıklı reçine, kalıplama işlemi sırasında oluşan aşındırıcı gazların ayrışması kalıbı aşındıracaktır.
Bu nedenle, plastik kalıp çeliğinin iyi bir korozyon direncine sahip olması gerekir. Yabancı yaygın olarak kullanılan korozyona dayanıklı plastik kalıp çeliği martensitik paslanmaz çelik ve çökeltme sertleştirme paslanmaz çelik iki tiptir.
İsveçli ASSAB STVAX (4Crl3) ve A SSAB a 8407, vb. gibi yabancılara sahiptir.
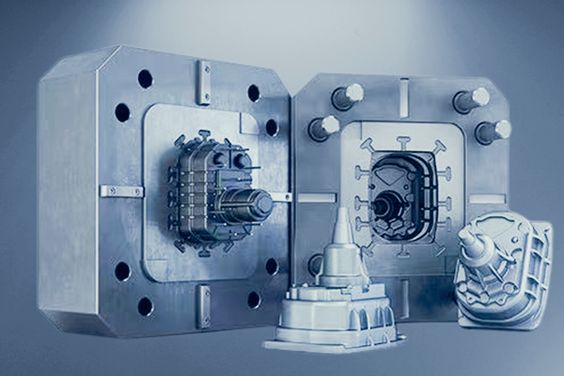
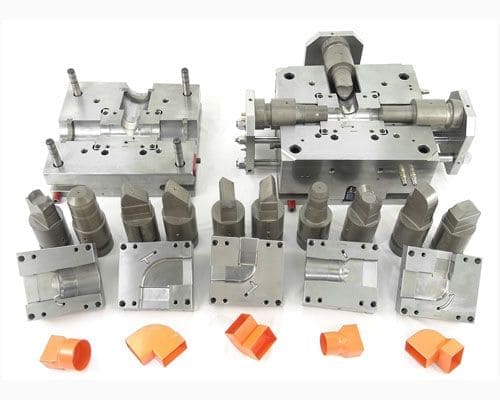
Plastik Kalıp Ürünleri
Şekil Tanıtımı
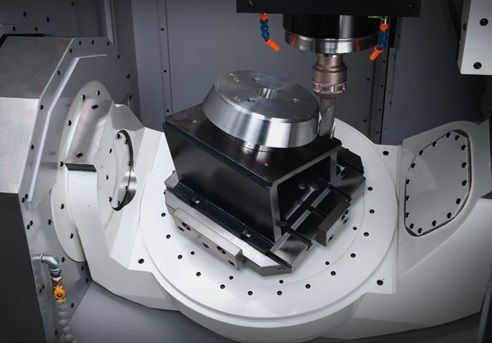
Takım tezgahları ve makine kabuklarının tabanından küçük bir embriyonik başlı vidaya, düğmeye ve çeşitli ev aletlerinin kabuğuna kadar günlük üretimimizde ve hayatımızda kullanılan her türlü alet ve ürünün kalıpla yakın bir ilişkisi vardır.
Kalıbın şekli bu ürünlerin şeklini belirler ve kalıbın işleme kalitesi ve hassasiyeti de bu ürünlerin kalitesini belirler.
Çeşitli ürünlerin farklı malzemeleri, görünümleri, özellikleri ve kullanımları nedeniyle, kalıplar döküm kalıpları, dövme kalıpları, kalıp döküm kalıpları, damgalama kalıpları ve diğer plastik olmayan kalıpların yanı sıra plastik kalıplar olarak ikiye ayrılır.
Teknoloji Uygulamaları
1. Ev aletleri, aletler ve sayaçlar, inşaat ekipmanları, otomotiv endüstrisi, günlük donanım ve diğer birçok alan gibi plastik ürünlerin oranı hızla artmaktadır.
Makul bir şekilde tasarlanmış plastik parçalar genellikle birden fazla geleneksel metal parçanın yerini alabilir. Endüstriyel ürünlerin ve günlük kullanım ürünlerinin plastikleştirilmesi eğilimi artıyor.
2. Kalıbın genel tanımı: Endüstriyel üretimde, çeşitli presler ve pres üzerine monte edilmiş özel aletlerle, metal veya metal olmayan malzemelerin basınç yoluyla istenen şekle sahip parçalar veya ürünler yapmak için kullanılan bu özel alet topluca kalıp olarak bilinir.
3. Enjeksiyon kalıplama süreç tanimi: kalip şu i̇şlemler i̇çi̇n bi̇r araçtir plastik ürünler üretmek.

4. Kalıbın genel sınıflandırması: aşağıdakilere ayrılabilir plasti̇k kaliplar ve plastik olmayan kalıplar.
(1) plastik olmayan kalıplar şunlardır: döküm kalıbı, dövme kalıbı, damgalama kalıbı, kalıp döküm kalıbı, vb.
A. Döküm kalıbı - musluk, pik demir platform
B. Dövme kalıp - araba gövdesi
C. Damgalama kalıbı - bilgisayar paneli
D. Döküm kalıbı - süper alaşım, silindir bloğu
(2) Plastik kalıp Üretim sürecine ve üretim ürünlerine göre ayrılır.
A. enjeksiyon kalıplama kalıbı - TV kabuğu, klavye düğmeleri (en yaygın uygulama)
B. Hava üflemeli kalıp - içecek şişeleri
C. sıkıştırmalı kalıplama kalıbı - bakalit anahtarlar, bilimsel porselen tabaklar
D. Transfer kalıplama kalıbı - entegre devre ürünleri
E. Ekstrüzyon kalıplama kalıbı - tutkal tüpü, plastik torbalar
F. Termoform kalıp-şeffaf kalıplama ambalaj kabuğu
G. Rotasyonel kalıplama kalıbı - yumuşak kauçuk bebek oyuncakları
Enjeksiyon kalıplama plastik işlemede kullanılan en yaygın yöntemdir.
Bu yöntem tüm termoplastiklere ve bazı termoset plastiklere uygulanabilir ve üretilen plastik ürünlerin miktarı diğer kalıplama yöntemleriyle kıyaslanamaz.

ana araçlarından biri olarak enjeksiyon kalıplama süreci, enjeksiyon kalıbı, kalite doğruluğu, üretim döngüsü ve üretim verimliliği açısından enjeksiyon kalıplama süreci, ürünlerin kalitesini, çıktısını, maliyetini ve ürün yenilenmesini doğrudan etkiler ve ayrıca işletmelerin pazar rekabetindeki duyarlılığını ve hızını belirler.
Aynı zamanda işletmenin pazar rekabetindeki duyarlılığını ve hızını da belirler.
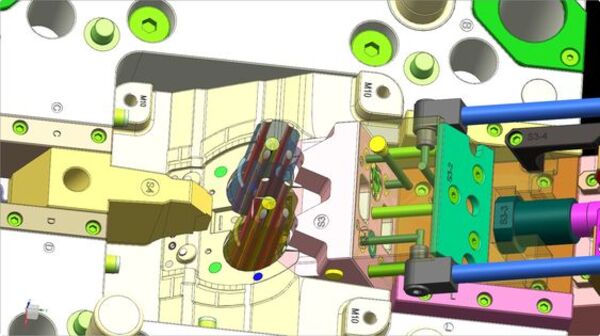
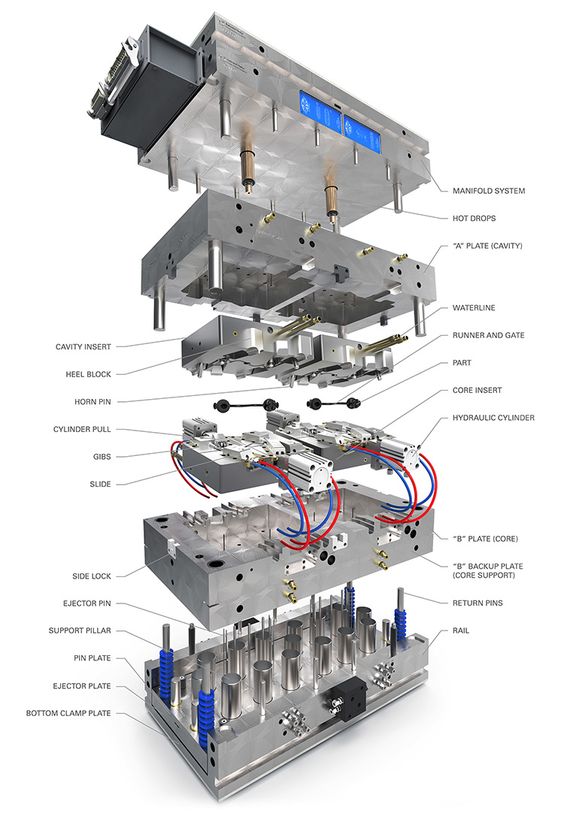
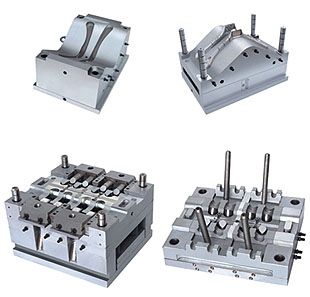
Bu enjeksiyon kalıplama aleti çeşitli parçalara sahip birkaç çelik plakadan oluşur ve temel olarak ikiye ayrılır.
A Kalıplama cihazı (içbükey kalıp, dışbükey kalıp)
B konumlandırma cihazı (kılavuz sütun, kılavuz burç)
C sabit cihaz (I-plaka, kalıp çukuru)
D soğutma sistemi (su taşıma deliği)
E Sabit sıcaklık sistemi (ısıtma borusu, sıcak tel)
F Yolluk sistemi (cıvıltı deliği, yolluk yuvası, yolluk deliği)
G Ejektör sistemi (ejektör pimi, ejektör çubuğu)
5. Kalıplar, farklı dökme sistemi türlerine göre üç kategoriye ayrılabilir.
(1) Büyük ağızlı kalıp: yolluk ve kapı ayırma hattındadır ve kalıp açıldığında ürün birlikte kalıptan çıkarılır, tasarım en basit, işlenmesi kolay ve maliyeti düşüktür, bu nedenle daha fazla insan büyük ağızlı sistem operasyonunu benimser.
(2) İnce ağızlı kalıp: yolluk ve kapı ayırma hattında değildir, genellikle doğrudan ürün üzerindedir, bu nedenle birden fazla ağızlı ayırma hattı grubu tasarlamak gerekir, tasarım daha karmaşıktır, işleme daha zordur, genellikle ürün gereksinimlerine bağlıdır ve ince ağızlı sistemi seçin.
(3) sıcak yolluk kalıbı: bu tür kalıbın yapısı kabaca ince ağızlık ile aynıdır, en büyük fark, yolluk bir veya daha fazla sıcak yolluk plakasında ve sabit sıcaklıkta sıcak ağızlıkta olmasıdır, soğuk malzeme kalıptan çıkarma yoktur, yolluk ve kapı doğrudan ürün üzerindedir, bu nedenle yolluk kalıptan çıkarılmasına gerek yoktur, bu sistem aynı zamanda ağızlıksız sistem olarak da adlandırılır, hammaddeden tasarruf edebilir, pahalı hammadde ve yüksek ürün gereksinimleri için uygundur, tasarım ve işleme zordur, kalıp maliyeti daha yüksektir.

Sıcak yolluk sistemi olarak da bilinen sıcak yolluk sistemi, temel olarak sıcak yolluk kovanı, sıcak yolluk plakası, sıcaklık kontrol elektrik kutusundan oluşur.
Yaygın olarak kullandığımız iki tür sıcak yolluk sistemi vardır: tek noktalı sıcak kapılar ve çok noktalı sıcak kapılar.
Tek noktalı sıcak kapı, erimiş plastiği doğrudan boşluğa çekmek için tek sıcak kapı manşonu kullanmaktır, tek boşluklu tek kapı için uygundur plasti̇k kalipÇok noktalı sıcak kapı, erimiş malzemeyi her bir alt sıcak kapı manşonuna ve ardından sıcak kapı plakası aracılığıyla boşluğa daldırmaktır, tek boşluklu çok noktalı besleme veya çok boşluklu kalıp için uygundur.
Yolluk sisteminin avantajları
(1) Yolluk yok, son işlem yok, böylece tüm kalıplama süreci tamamen otomatikleştirilerek çalışma süresinden tasarruf edilir ve çalışma verimliliği artırılır.
(2) Küçük basınç kaybı. Sıcak yolluk sıcaklığı enjeksiyon makinesi nozul sıcaklığına eşittir, bu da yolluktaki hammaddenin yüzey yoğunlaşmasını önler ve enjeksiyon basınç kaybı küçüktür.
(3) Yollukların tekrar tekrar kullanılması plastik performansını düşürürken, yolluksuz sıcak yolluk sistemi kullanmak hammadde kaybını azaltabilir ve böylece ürün maliyetini düşürebilir.
Boşluktaki eşit sıcaklık ve basınçla, plastik parçalar düşük gerilime ve eşit yoğunluğa sahiptir ve genelden daha iyi ürünler enjekte edilebilir enjeksiyon kalıplama daha küçük bir enjeksiyon basıncı altında daha kısa bir kalıplama süresinde.
Şeffaf parçalar, ince parçalar, büyük plastik parçalar veya yüksek gereksinimli plastik parçalar için avantajlarını gösterebilir ve daha büyük ürünler üretmek için daha küçük modeller kullanabilir.
(4) Isı nozulu, çeşitli isteğe bağlı nozul kafaları ve iyi değiştirilebilirlik ile donatılmış standartlaştırılmış ve serileştirilmiş tasarımı benimser.
Elektrikli ısıtma halkasının benzersiz tasarımı ve işlenmesi, eşit ısıtma sıcaklığı ve uzun hizmet ömrü sağlayabilir.
Sıcak yolluk sistemi, hassas tasarım, çeşitli tipler, kullanımı kolay, istikrarlı ve güvenilir kalite ile sıcak yolluk plakaları, sıcaklık kontrolörleri vb. ile donatılmıştır.

Sıcak yolluk sistemi uygulamasının eksiklikleri
(1) Toplam kalıp kapama yüksekliği artar ve sıcak yolluk plakaları vb. eklenmesi nedeniyle kalıbın toplam yüksekliği artar.
(2) Isı radyasyonunu kontrol etmek zordur, sıcak yolluktaki en büyük hata yolluktaki ısı kaybıdır ve bu çözülmesi gereken önemli bir sorundur.
(3) Termal genleşme vardır, termal genleşme ve büzülme tasarım yaparken dikkate alınması gereken bir sorundur.
(4) Bu kalıp imalatı maliyeti arttığından, sıcak yolluk sisteminin standart parçaları daha pahalıdır ve bu da sıcak yolluk kalıbının popülerliğini etkiler.

Plastik kalıplar için ortak yazılım
PTC'nin EMX, Siemens'in NX Mold Wizard, CimatronE, Topsoild, Delcam Moldmaker, Missler'in Topsolid Mold, Think3'ün Mold Design, Manusoft'un IMOLD, R&B'nin MoldWorks, Solidworks, Pro-e, UG (son üçü esas olarak ürün tasarımıdır, ancak kalıp tasarımı entegrasyonu yapabilir), vb.
Plastik Kalıp Parlatma İşlemi
Plastik kalıp parlatma temel prosedürleri
Yüksek kaliteli parlatma etkisi elde etmek için en önemli şey, yüksek kaliteli parlatma aletlerine ve yağ taşı, zımpara kağıdı ve elmas aşındırıcı macun gibi yardımcı ürünlere sahip olmaktır.
Plastik kalıpların parlatılmasına ilişkin genel süreç aşağıdaki gibidir
1. İnce parlatma
İnce parlatma esas olarak elmas parlatma macunu kullanır. Parlatma bezi tekerleği taşlama için elmas taşlama tozu veya macunu ile karıştırılırsa, normal taşlama sırası 9μm (#1800) ila 6μm (#3000) ila 3μm'dir (#8000). #1200 ve #1500 zımpara kağıdı tarafından bırakılan kıl benzeri taşlama izlerini gidermek için 9μm elmas taşlama macunu ve parlatma bezi tekerleği kullanılabilir.
Ardından, yapışkan keçe ve elmas parlatma macunu ile 1μm (#14000) ~ 1/2μm (#60000) ~ 1/4μm (#100000) mertebesinde parlatma yapılır. 1μm veya daha fazla hassasiyet gerektiren parlatma işlemleri (1μm dahil) kalıp atölyesindeki temiz bir parlatma odasında gerçekleştirilebilir.
Daha hassas cilalama için kesinlikle temiz bir alan gereklidir. Toz, duman, kepek ve tükürük köpüğü, yüksek hassasiyette cilalanmış bir yüzey elde etmek için birkaç saatlik çalışmayı hurdaya çıkarabilir.
2. Kaba parlatma
Frezeleme, EDM, taşlama ve diğer işlemlerden sonra, yüzey 35 000-40 000 rpm hızında bir döner yüzey parlatma makinesi veya bir ultrasonik taşlama makinesi seçilerek parlatılabilir.
Yaygın olarak kullanılan yöntemler arasında Φ3mm çapında WA # 400 çarkı kullanılarak beyaz EDM tabakasının çıkarılması yer alır. Bunu, yağlayıcı veya soğutucu olarak gazyağı içeren yağtaşı şeritleriyle manuel yağtaşı parlatma izler.
Genel kullanım sırası #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000 şeklindedir. birçok KALIP YAPIMCILARI Zaman kazanmak için #400'den başlamayı seçin.
3. Yarı finisaj cilalama
Yarı finiş parlatma işleminde çoğunlukla zımpara kağıdı ve gazyağı kullanılır. Aslında, #1500 zımpara kağıdı sadece sertleştirilmiş kalıp çelikleri (52 HRC ve üzeri) için uygundur ve önceden sertleştirilmiş çelikler için uygun değildir, çünkü bu önceden sertleştirilmiş parçalarda yüzey yanıklarına neden olabilir.
4. Şan Bitirme
Ayna yüzeyi elde etmek için 8000, 10.000 aşındırıcı macun ile ince parlatma.

Plastik Kalıp Parlatma Yöntemi
Mekanik Parlatma
Mekanik parlatma, cilalı ve pürüzsüz yüzey parlatma yönteminin dışbükey kısmını çıkarmak için kesme, malzeme yüzeyi plastik deformasyonu ile yapılır, genellikle yağ taşı, yün tekerlek, zımpara kağıdı vb. kullanılarak, esas olarak elle, döner gövdenin yüzeyi gibi özel parçalar, döner tabla ve diğer yardımcı aletleri kullanabilir, yüksek yüzey kalitesi gereksinimleri ultra hassas parlatma yöntemi için kullanılabilir.
Ultra hassas taşlama ve parlatma, yüksek hızlı dönme hareketi için işlenen iş parçasının yüzeyine bastırılan, taşlama ve parlatma sıvısında aşındırıcılar içeren özel aşındırıcıların kullanılmasıdır.
Bu teknolojiyi kullanarak Ra0.008μm yüzey pürüzlülüğü elde edilebilir, çeşitli parlatma yöntemleri arasında en yüksek olanıdır. Bu yöntem genellikle optik lens kalıpları için kullanılır.
Kimyasal parlatma
Kimyasal parlatma, malzemenin içbükey kısımları tercih ederek kimyasal ortamda yüzeyin mikroskobik çıkıntılarını çözmesine izin vermek ve böylece pürüzsüz bir yüzey elde etmektir.
Bu yöntemin ana avantajı, karmaşık ekipmana ihtiyaç duymaması, karmaşık şekilli iş parçalarını parlatabilmesi, aynı anda birçok iş parçasını parlatabilmesi ve yüksek verimliliktir.
Kimyasal parlatmanın temel sorunu parlatma çözeltisinin hazırlanmasıdır. Kimyasal parlatma ile elde edilen yüzey pürüzlülüğü genellikle birkaç 10μm'dir.
Elektrolitik parlatma
Elektrolitik parlatmanın temel prensibi kimyasal parlatma ile aynıdır, yani yüzeyi pürüzsüz hale getirmek için malzemenin yüzeyindeki küçük çıkıntıları seçici olarak çözer.
Kimyasal parlatma ile karşılaştırıldığında, katodik reaksiyonun etkisi ortadan kaldırılabilir ve etki daha iyidir.
Elektrokimyasal parlatma işlemi iki adıma ayrılır: (1) makro tesviye Çözünme ürünleri elektrolit içine yayılır, malzeme yüzeyinin geometrik pürüzlülüğü azalır, Ra>1μm. (2) mikro ışık tesviyesi Anodik polarizasyon, yüzey parlaklığı artar, Ra<1μm.

Ultrasonik parlatma
İş parçası aşındırıcı süspansiyona konur ve birlikte ultrasonik alana yerleştirilir ve aşındırıcı, ultrasonik dalgaların salınım etkisine dayanarak iş parçasının yüzeyinde taşlanır ve parlatılır.
Ultrasonik işleme makro kuvveti küçüktür, iş parçası deformasyonuna neden olmaz, ancak takım üretimi ve kurulumu daha zordur. Ultrasonik işleme kimyasal veya elektrokimyasal yöntemlerle birleştirilebilir.
Çözelti korozyonu ve elektroliz temelinde, daha sonra çözeltiyi çalkalamak için ultrasonik titreşim uygulanır, böylece iş parçasının yüzeyindeki çözünme ürünleri ayrılır ve yüzeye yakın korozyon veya elektrolit homojen olur; sıvıdaki ultrasonik dalgaların kavitasyon etkisi de korozyon sürecini engelleyebilir ve yüzey parlaklığını kolaylaştırabilir.
Sıvı parlatma
Akışkan parlatma, parlatma amacına ulaşmak için yüksek hızlı sıvı akışına ve iş parçası yüzeyi tarafından taşınan aşındırıcı parçacıklara güvenmektir.
Yaygın olarak kullanılan yöntemler şunlardır: aşındırıcı jet işleme, sıvı jet işleme, akışkan gücü taşlama, vb. Akışkan gücü ile parlatma hidrolik basınç ile tahrik edilir, böylece aşındırıcı parçacıkları taşıyan sıvı ortam iş parçasının yüzeyi üzerinde yüksek hızda karşılıklı olarak akar.
Ortam esas olarak düşük basınç altında iyi akışkanlığa sahip özel bir bileşikten (polimer benzeri madde) yapılır ve aşındırıcı ile karıştırılır ve aşındırıcı silikon karbür tozundan yapılabilir.
Manyetik parlatma
Manyetik taşlama ve parlatma, iş parçasını taşlamak ve işlemek için manyetik bir alanın etkisi altında aşındırıcı fırçalar oluşturmak için manyetik aşındırıcıların kullanılmasıdır.
Bu yöntem yüksek işleme verimliliğine, iyi kaliteye, işleme koşullarının kolay kontrolüne ve iyi çalışma koşullarına sahiptir.
Uygun aşındırıcılar kullanılarak yüzey pürüzlülüğü Ra0.1μm'ye ulaşabilir.
Yönteme dayalı mekanik parlatma, söz konusu parlatma plasti̇k kalip işleme, diğer endüstrilerde gerekli olan yüzey parlatmadan çok farklıdır, kesinlikle konuşmak gerekirse, kalıbın parlatılması ayna işleme olarak adlandırılmalıdır.
Diğer endüstrilerde gerekli olan, kesinlikle konuşmak gerekirse, kalıbın parlatılması ayna yüzeyi işleme olarak adlandırılmalıdır.
Sadece polisaj için yüksek gereksinimleri değil, aynı zamanda yüzey düzlüğü, pürüzsüzlük ve geometrik doğruluk için de yüksek standartları vardır.
Yüzey parlatma genellikle sadece parlak bir yüzey elde etmek için gereklidir. Ayna işleme standartları dört seviyeye ayrılmıştır: AO = Ra0.008μm, A1 = Ra0.016μm, A3 = Ra0.032μm, A4 = Ra0.063μm, elektrolitik parlatma, sıvı parlatma ve diğer yöntemler nedeniyle parçaların geometrik doğruluğunu doğru bir şekilde kontrol etmek zordur, kimyasal parlatma, ultrasonik parlatma, manyetik parlatma ve diğer yüzey kalitesi yöntemleri gereksinimleri karşılayamaz, bu nedenle hassas Kalıp ayna yüzey işleme hala esas olarak mekanik parlatma.
Temel prosedür
Yüksek kaliteli parlatma etkisi elde etmek için en önemli şey, yüksek kaliteli parlatma aletlerine ve yağ taşı, zımpara kağıdı ve elmas parlatma pastası gibi yardımcı ürünlere sahip olmaktır.
Ve parlatma prosedürünün seçimi, mekanik işleme, EDM, taşlama işlemi vb. gibi ön işlemlerden sonra yüzey durumuna bağlıdır.

Kalıp Geliştirme
Çin'in yıllık plasti̇k kalip üretim yaklaşık 53,4 milyar RMB'ye ulaştı? Buna inanabiliyor musunuz?
Çin ekonomisinin hızla gelişmesi nedeniyle plasti̇k kalip endüstrisi giderek daha katı bir hal alıyor, bu nedenle plastik kalıp endüstrisinin gelişimi için büyük bir ivme sağlıyor.
Kesin istatistiklere göre, Çin'de plastik kalıpların yıllık üretim değeri 53,4 milyar RMB'ye ulaşıyor ki bu zaten var olan bir gerçek.
Otomobil imalat sanayi ve BT imalat sanayinin hızla gelişmesiyle birlikte, yerli kalıp sanayi hızlı bir gelişme kaydetmiştir, Çin'in kalıp sanayindeki plastik kalıp oranının 30%'ye ulaşabileceği anlaşılmaktadır, gelecekteki kalıp pazarında, plastik kalıp oranının plasti̇k kaliplar toplam kalıplara oranı yine de kademeli olarak artacak ve geliştirme hızı diğer kalıplardan daha hızlı olacaktır.
Kalıp endüstrisinin 2000 yılından bu yana yıllık 20%'lik hızlı bir büyüme ile kalıp kalitesini, sofistike kalıp imalatı kalıp teknolojisi seviyesi için ekipman garantisi sağlamak.
Analiz, kalıp ithalatı nedeniyle, hassas, büyük, karmaşık, uzun ömürlü kalıbın çoğunu oluşturduğunu, bu nedenle ithalatı azaltma, yerelleştirme oranını iyileştirme perspektifinden bakıldığında, bu tür yüksek dereceli kalıbın pazardaki payının da kademeli olarak artacağını göstermektedir.

İnşaat sektörünün hızla gelişmesi, çeşitli profil ekstrüzyon kalıpları, PVC plastik boru bağlantı kalıpları kalıp pazarında yeni bir ekonomik büyüme noktası haline geldi.
Karayollarının hızlı gelişimi, otomotiv lastikleri de daha yüksek gereksinimler ortaya koymaktadır, bu nedenle radyal kauçuk lastik kalıpları, özellikle canlı kalıbın gelişimi de toplam ortalamadan daha yüksek olacaktır; ahşap yerine plastik, metal yerine plastik plastik kalıplar yapmak otomotiv ve motosiklet endüstrisinde Huge'a olan talep; "12. Beş Yıllık Plan" döneminde ev aletleri endüstrisi, özellikle buzdolapları, klimalar ve mikrodalga fırınlar vb. olmak üzere daha büyük bir gelişme gösterecektir. plasti̇k kalip yedek parça talebi büyük
Aynı zamanda, plastik kalıp endüstrisinin yapısal uyumunun hızı artıyor, profesyonel kalıpçıların sayısı ve kapasitesi artıyor. plasti̇k kalip üreti̇ci̇leri̇ pazar için de hızla büyüyor.
Üretim, satış, pazar durumu, endüstri yapısı, ürünler ve ithalat ve ihracat analizlerine göre plasti̇k kalip i̇malati endüstrisinin gelişme eğilimine atıfta bulunarak plasti̇k kalip ilgili endüstriler, Çin'in gelecekteki gelişim yönünü tahmin etmek plasti̇k kalip i̇malati endüstrisinin tam olarak nerede olduğu, Çin'in kalkınma potansiyelinin ne kadar olduğu plasti̇k kalip i̇malati doğrulamak için bunlara ihtiyaç vardır.







