 İçeriğe geç
İçeriğe geç 

PC genellikle polikarbonat olarak adlandırılır. Mükemmel mekanik özellikleri nedeniyle, genellikle kurşun geçirmez yapıştırıcı olarak adlandırılır.
PC, yüksek mekanik mukavemet, geniş çalışma sıcaklığı aralığı, iyi elektrik yalıtım performansı, iyi boyutsal kararlılık ve şeffaflık özelliklerine sahiptir.
Bu makalede, PC malzemesinin özellikleri ve üretim sırasında dikkat edilmesi gereken hususlar tanıtılacaktır. enjeksiyon kalıplama süreci farklı açılardan ele almaktadır.
PC malzeme enjeksiyon kalıplama
Çeşitli ihtiyaçları karşılamak için enjeksiyon kalıplama süreçlerinde, polikarbonat farklı erime indeksi özelliklerinde mevcuttur. Genellikle, 5 ila 25 g / 10 dakika arasındaki erime indeksleri aşağıdakiler için kullanılabilir enjeksiyon kalıplama.
Bununla birlikte, en iyi işleme koşulları aşağıdakilerin türüne bağlıdır enjeksiyon kalıplama makine, kalıplanmış ürünün şekli ve polikarbonatın özellikleri ve gerçek duruma göre ayarlanması gereken önemli farklılıklar vardır.

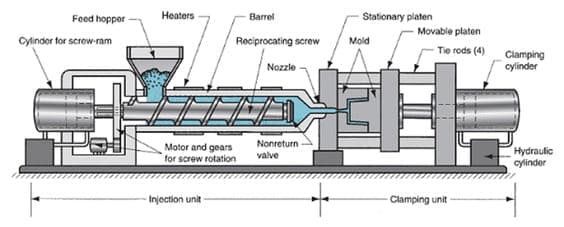
Enjeksiyon kalıplama makinesi seçiminin kilit noktaları
İçin Gereklilikler plasti̇k enjeksi̇yon kaliplama PC ürünleri üreten makineler: Ürünün maksimum enjeksiyon hacmi (yolluklar, kapılar vb. dahil) nominal enjeksiyon hacminin 70-80%'sinden fazla olmamalıdır ve vida, kademeli değiştirme için bir kontrol halkası ile tek bir eşit mesafeli kafa dişi kullanmalıdır. Sıkıştırma tipi vida, vidanın L/D oranı 15-20 ve geometrik sıkıştırma oranı C/R 2-3'tür.
Sıkıştırma basıncı: Santimetre kare başına 0,47 ila 0,78 ton, bitmiş ürünün öngörülen alanı ile çarpılır (veya inç kare başına 3 ila 5 ton).
Makine boyutu: bitmiş ürünün ağırlığı, makinenin kapasitesinin yaklaşık 40 ila 60%'sidir. enjeksiyon kalıplama makine en iyisidir, eğer makine polistiren kapasitesi (ons) cinsinden ifade edilirse, GUANG DA'nın kapasitesini kullanmak için 10% ile azaltılmalıdır. 1 ons = 28,3 gram.
Vida: Vidanın uzunluğu en az 15 çap uzunluğunda olmalı ve L/D değeri en iyi 20:1 olmalıdır. Sıkıştırma oranı 1,5:1 ila 30:1 arasında olmalıdır. Vidanın önündeki durdurma valfi kayar halka tipinde olmalı ve reçine akış boşluğu en az 3,2MM olmalıdır.
Nozul: Uç açıklığı en az 4,5MM (çap) olmalıdır, bitmiş ürünün ağırlığı 5,5KG veya daha fazlaysa, nozul çapı 9,5MM veya daha fazla olmalıdır. Ek olarak, uç açıklığı kapı çapından 0,5 ila 1MM daha az olmalı ve segment kanalı ne kadar kısa olursa o kadar iyi, yaklaşık 5MM olmalıdır.
Maliyet ve diğer nedenlerle, mevcut PC enjeksiyon kalıplama ürünleri genellikle modifiye edilmiş malzemeler, özellikle elektrikli ürünler kullanır, ancak aynı zamanda yangın direncini de iyileştirmesi gerekir. Alev geciktirici PC ve diğer plastik alaşımlı ürünleri kalıplarken, plastikleştirme sistemi enjeksiyon kalıplı parçalar geleneksel plastikleştirici vidalarla elde edilmesi zor olan homojen bir karışım ve korozyon direnci gerektirir.
PC malzeme enjeksiyon kalıplama sürecinin kilit noktaları
a. Enjeksiyon sıcaklığı ürünün şekli, boyutu ve kalıp yapısı ile tutarlı olmalıdır. Ürün performansı, gereksinimler ve diğer hususlar ancak dikkate alındıktan sonra yapılabilir.
Genellikle kalıplamada kullanılan sıcaklık 270-320°C'dir. Malzeme sıcaklığı çok yüksekse, 340°C'nin üzerinde, PC ayrışacak, ürünün rengi koyulaşacak ve yüzeyde gümüş çizgiler, koyu çizgiler, siyah noktalar ve kabarcıklar gibi kusurlar ortaya çıkacaktır. Aynı zamanda, fiziksel ve mekanik özellikler büyük ölçüde azalır.
b. Enjeksiyon basıncının PC ürünlerinin fiziksel ve mekanik özellikleri, iç gerilimi ve kalıplama büzülmesi üzerinde belirli bir etkisi vardır. Ürünün görünümü ve kalıptan çıkarılması üzerinde daha büyük bir etkiye sahiptir.
Çok düşük veya çok yüksek enjeksiyon basıncı ürünün biraz kusurlu görünmesine neden olabilir. Bazı kusurlar için enjeksiyon basıncı genellikle 80-120MPa arasında kontrol edilir.
İnce duvarlı, uzun süreçli, karmaşık şekilli ve küçük kapaklı ürünler için, eriyik akışına karşı direncin üstesinden gelmek ve kalıp boşluğunu zamanında doldurmak için daha yüksek bir basınç seçin. Enjeksiyon basıncı (120-145MPa) Tam ve pürüzsüz yüzeyli bir ürün elde etmek için.
c. Bekletme basıncı ve bekletme süresi Bekletme basıncının miktarı ve bekletme süresinin uzunluğu, malzemenin iç gerilimi üzerinde büyük bir etkiye sahiptir. PC enjeksiyon kalıplı ürünler.
Tutma basıncı çok küçükse, besleme etkisi zayıftır ve vakum kabarcıklarına veya yüzey büzülmesine neden olma eğilimindedir. Girintili olduğunda, tutma basıncı çok yüksektir ve geçit etrafında büyük iç gerilmeler oluşabilir.
Pratik işlemede bu durum genellikle yüksek malzeme sıcaklığı ve düşük tutma basıncı ile çözülür. Bekletme süresinin seçimi ürünün kalınlığına, kapı boyutuna, kalıp sıcaklığına vb. bağlı olmalıdır. Genellikle, küçük ve ince ürünlerin uzun bir bekletme süresine ihtiyacı yoktur.
Aksine, büyük ve kalın ürünler daha uzun bekletme süresine sahip olmalıdır. Bekletme süresinin uzunluğu, kapı sızdırmazlık süresi testi ile belirlenebilir.
d. Enjeksiyon hızının aşağıdakilerin performansı üzerinde önemli bir etkisi yoktur PC enjeksiyon kalıplı ürünler. İnce duvarlı, küçük kapılı, derin delikli ve uzun akışlı ürünler hariç, işleme için genellikle orta veya düşük hızlar, tercihen çok aşamalı enjeksiyon ile kullanılır. Genellikle yavaş hızlar kullanılır.
e. Sıcaklığı enjeksiyon kalıbı genellikle 80-100°C'de kontrol edilir. Karmaşık şekiller, daha ince ve daha zorlu ürünler için 100-120°C'ye de çıkarılabilir, ancak kalıbın ısı sapma sıcaklığını aşmamalıdır.
f. Vida hızı ve geri basınç. Plastikleşmeye, egzoza ve kalıplama makinesinin bakımına elverişli olan PC eriyiğinin yüksek viskozitesi nedeniyle, vidanın aşırı yüklenmesini önlemek için vida hızı çok yüksek olmamalı, genellikle 30 -60r / dak uygun şekilde kontrol edilmeli ve geri basınç, enjeksiyon basıncının 10-15%'si arasında kontrol edilmelidir.
g. İçinde PC enjeksiyon kalıplama sürecinde, ayırıcı maddelerin kullanımı sıkı bir şekilde kontrol edilmelidir. Aynı zamanda, geri dönüştürülmüş malzeme kullanımı kullanılan miktarın üç katını geçmemeli ve kullanılan miktar yaklaşık 20% olmalıdır.

Namlu temizliği
a. Polikarbonatın kalıplama sıcaklığında, temizleme malzemesi (genel sınıf polistiren veya trans-fenilen) ekleyin ve sürekli olarak yirmi ila otuz kez ateşleyin.
b. Makineyi geri ayarlayın ve boşaltma malzemesi şişmeye ve kabarmaya başlayana kadar boşaltma malzemesini boşaltmaya devam edin.
c. Varil sıcaklığını 200 ila 230°C'ye sıfırlayın.
d. Temizlik malzemesinin erime sıcaklığı 260°C'ye ulaşana ve görünüm temiz ve şeffaf olana kadar temizlik malzemesini boşaltmaya devam edin.
Kalıp ve kapı tasarımı
Yaygın kalıp sıcaklığı 80-100 ℃ ve cam elyaf ile 100-130 ℃'dir. Küçük ürünler için iğne şeklinde bir kapı mevcuttur ve kapının derinliği en kalın parçanın 70%'si olmalıdır.
Kapı ne kadar büyük olursa, plastiğin aşırı kesilmesinden kaynaklanan kusurları azaltmak için o kadar iyidir. Havalandırma deliğinin derinliği 0,03-0,06 mm'den az olmalı, yolluk mümkün olduğunca kısa ve yuvarlak olmalı ve kalıp ayırma eğimi genellikle yaklaşık 30′-1 olmalıdır.

PC enjeksiyon kalıplama için proses koşulları nelerdir?
PC'nin kalıplama süreci performansı
a. PC'nin nem emilimi azdır, ancak suya karşı hassasiyeti çok güçlüdür ve az miktarda nem kalıplama sıcaklığında bozulmaya neden olabilir. PC hammaddesinin nem içeriği 0,2%'den az olmalıdır, aksi takdirde kurutulmalıdır.
b. PC eriyik nem içeriği gereksinimlere uygundur, havaya enjeksiyon yöntemiyle test edilebilir, eğer eriyik nozülden tek tip renksiz, parlak, gümüş ve kabarcık ince şerit için çıkıyorsa, bu niteliklidir.
c. PC amorf plastiktir, iyi termal stabilite, geniş kalıplama sıcaklığı aralığı, ciddi ayrışmadan önce 300 ℃'den fazladır. Ayrışma toksik olmayan, aşındırıcı olmayan gaz üretir.
d. PC'nin akışkanlığı zayıftır, sıcaklık değişiminin akışkanlık üzerinde daha büyük bir etkisi vardır ve soğutma hızı daha hızlıdır.
e. Plastik parçaların duvar kalınlığı düzgün olmalı, keskin köşelerden, çentiklerden ve metal eklerden kaçınılmalıdır, metal ekler varsa ön ısıtma yapılmalıdır, ön ısıtma sıcaklığı genellikle 110 ~ 130 ℃'dir.
f. PC ürünleri gerilim yoğunlaşmasına yatkındır, bu nedenle kalıplama koşulları sıkı bir şekilde kontrol edilmeli ve ürünler buna göre ısıl işleme tabi tutulmalıdır.
g. PC dökme sistemi esas olarak kısa ve kaba olmalı ve doğrudan giriş beslemesi kullanılarak soğuk boşluklarla kurulmalıdır.
h. PC eriyiği metale güçlü bir şekilde yapışır, bu nedenle namlu ve nozul işlem sonunda temizlenmelidir.
i. PC'nin Newtonyen olmayan doğası belirgin değildir ve viskozite enjeksiyon basıncını artırdıktan sonra önemsiz bir şekilde azalır, ancak sıcaklığı artırdıktan sonra önemli ölçüde azalır.
j. PC'nin erime sıcaklığı daha yüksektir ve viskozitesi de daha yüksektir, bu nedenle çalışmak için vidalı enjeksiyon kalıplama makinesinin kullanılması uygundur ve nozul alanı ısıtılmalıdır.
k. Oda sıcaklığındaki havada 15 dakikadan fazla bekletilen nitelikli PC'nin kurutulması, nem emilimi nedeniyle kurutma etkisini kaybedecektir, bu nedenle haznede bir ısıtma cihazı bulunmalıdır. enjeksiyon kalıplama makine, böylece PC sıcaklığı 100°C'den az olmaz.
l. PC eriyiği çelik için aşındırıcı değildir, bu nedenle kalıbın krom kaplanması gerekmez, ancak yeterli mukavemet, sertlik ve aşınma direncine sahip olmalıdır.
m. PC'nin yoğunluğu sıcaklıkla büyük ölçüde değişir ve yoğuşma sırasında eriyiğin hacim büzülmesi, plastik parçaların içi boş kabarcıklar gibi kusurlar üretmesini kolaylaştırır, bu nedenle plastik parçaların duvar kalınlığı çok kalın olamaz, tercihen 150 mm'den fazla olamaz ve duvar kalınlığı eşittir.
n. PC eriyik kalıplama büzülmesi, kalıplama koşulları uygun olduğu gibi küçüktür, genellikle bir yüksek hassasiyetli plastik parçalar.

PC'nin ana enjeksiyon kalıplama koşulları
a. Namlu sıcaklığı. Namlu sıcaklığı plastik parçaların kalitesi üzerinde büyük bir etkiye sahiptir, düşük malzeme sıcaklığı malzeme eksikliğine, yüzey parlaklığına ve gümüş tele neden olur; yüksek malzeme sıcaklığının taşma malzemesi, kabarcıklar ve renk değişikliği üretmesi kolaydır.
Genel varil sıcaklık kontrolü 230 ~ 310 ℃ arasındadır. İnce duvarlı ürünler için varil sıcaklığı büyük bir değer almalıdır; kalın duvarlı ürünler için küçük bir değer alabilir.
b. Kalıp sıcaklığı. Genel olarak, plastik parçalardaki iç gerilme ve kalıp sıcaklığının soğuması ile malzeme sıcaklığı farkı kabaca orantılıdır, bu nedenle yüksek bir kalıp sıcaklığı gerektirir, kalıp sıcaklığı 80-120 ℃'de kontrol edilebilir, ince duvarlı plastik parçalar 80-100 ℃ alınmalıdır.
Kalın duvarlı plastik parçalar 100-120 ℃ alınmalıdır. Kalıp sıcaklığı 120 ℃'yi aşarsa, plastik parçaların soğuması yavaş olur, kalıba yapışması kolay olur, kalıptan çıkarılması zor olur, bükülmesi kolay olur ve kalıplama döngüsü uzun olur.
PC eriyiğinin viskozitesi yüksektir, bu nedenle daha yüksek bir kalıplama basıncına ihtiyaç duyar. Vida tipi kullanıldığında enjeksiyon kalıplama makinesinde enjeksiyon basıncı genellikle 70 ~ 140MPa iken, piston tipi enjeksiyon kalıplama makinesi hammaddeye, plastik parçaya, kalıba ve diğer malzemelere bağlı olarak 100 ~ 160MPa'dır. enjeksiyon kalıplama Makine.
PC malzemesi erime sıcaklığı
PC malzeme erime noktası sıcaklığı 230 ~ 240 derece, yüksek ve düşük işleme sıcaklığını belirlemek için havaya enjekte edilebilir. Genel PC plastik işleme sıcaklığı 270-320 ℃, 230-270 ℃ için bazı modifiye veya düşük moleküler ağırlıklı PC plastik malzemeler.
a. Enjeksiyon kovanı sıcaklığı: 250 ~ 320, 290 ~ 320, 270 ~ 300, 250 ~ 280, akışkanlığı artırmak için 80 ~ 90, kalıp sıcaklığı ihtiyacı: 100 ~ 120.
b. PC malzemesi oldukça emicidir; enjeksiyondan önce kurutma işlemi gereklidir; 2 ~ 4 saat boyunca 120 derece.
c. PC malzeme akışkanlığı çok iyi değildir, bu nedenle 160MPA veya daha fazla enjeksiyon basıncı.
Enjeksiyon hızı
Enjeksiyon hızının çoğu, elektrik anahtarı parçalarının çalınması gibi hızlıdır. Yavaş hızlı-hızlı kalıplama kullanımı yaygındır.
Enjeksiyon hızının aşağıdakilerin performansı üzerinde önemli bir etkisi yoktur PC enjeksiyon kalıplı ürünler. Genellikle, ince duvarlı, küçük kapaklı, derin delikli veya uzun yolluklu ürünler dışında enjeksiyon hızı orta veya yavaştır.
Çok aşamalı enjeksiyonun, özellikle de yavaş-hızlı-yavaş çok aşamalı enjeksiyon kalıplama işleminin kullanılması daha iyidir.
Geri Basınç
Yaklaşık 10 bar olan geri basınç, hava deseni ve renk karışımı yoksa azaltılabilir.
Bekleme süresi
Yüksek sıcaklıklarda çok uzun süre kalırsa, malzeme bozulur, aynı zamanda CO2 ve sararır. Namluyu temizlemek için LDPE, POM, ABS veya PA kullanmayın. PS temizleme uygulayın.
Bazı modifiye PC plastik malzemeler, çok fazla geri dönüşüm sayısı (moleküler ağırlık azalması) veya düzensiz karıştırılan çeşitli bileşenler nedeniyle, koyu kahverengi sıvı kabarcıklar üretmesi kolaydır.

PC plastik fiziksel özellikleri
PC, son derece iyi darbe dayanımı, termal stabilite, parlaklık, bakteri önleme özellikleri, alev geciktirici özellikleri ve kirlilik direncine sahip kristal olmayan bir mühendislik malzemesidir. PC'nin çentikli Izod darbe dayanımı çok yüksektir ve büzülme oranı çok düşüktür, genellikle 0,1% ~ 0,2%.
1. Yüksek darbe dayanımı ve geniş çalışma sıcaklığı aralığı.
2. Yüksek şeffaflık ve serbest boyama.
3.Yüksek H.D.T.
4. Mükemmel elektriksel özellikler.
5. Tatsız, kokusuz ve sağlık ve güvenliğe uygun olarak insan vücuduna zararsızdır.
6. Düşük büzülme oranı ve iyi boyutsal kararlılık.

PC plastik kimyasal özellikleri
PC iyi mekanik özelliklere sahiptir, ancak akış özellikleri zayıftır, enjeksiyon kalıplama yapmak bu malzeme için süreci zorlaştırmaktadır. Hangi kalitede PC malzemesinin kullanılacağını seçerken, ürünün nihai beklentisi ölçüt olmalıdır.
Plastik parça yüksek darbe direnci gerektiriyorsa, düşük akış hızında bir PC malzemesi kullanın; tersine, yüksek akış hızında bir PC malzemesi kullanabilirsiniz, bu da enjeksiyon kalıplama süreç.
PC plastik malzeme, şeffaf metal olarak bilinen yeni bir termoplastik, şeffaf 90% derecesidir. Sert ve sağlamdır, yüksek darbe dayanımı, yüksek boyutsal kararlılık ve çok çeşitli çalışma sıcaklıkları, iyi elektriksel yalıtım özellikleri ve ısı direnci ve toksik değildir, enjekte edilebilir, ekstrüzyon kalıplama yapılabilir.
PC plastik mükemmel termal özelliklere sahiptir ve -100 ℃ ile 130 ℃ arasında uzun süre kullanılabilir ve gevrekleşme sıcaklığı -100 ℃'nin altındadır.

PC plastik avantajları ve dezavantajları
PC plastiklerinin avantajları:
a. Yüksek darbe dayanımı ve iyi sürünme direnci.
b. İyi ısı direnci, düşük kırılganlık sıcaklığı (-130 ℃) güneş ışığı, yağmur ve sıcaklık değişiminin etkisine karşı koyabilir.
c. İyi kimyasal özellikler, yüksek şeffaflık.
d. İyi dielektrik özellikler.
e. İyi boyutsal kararlılık.
PC plastiğinin dezavantajları:
a. Zayıf solvent direnci.
b. Stres çatlaması fenomeni.
c. Uzun süre kaynar suya daldırıldığında kolay hidroliz olur.
d. Zayıf yorulma dayanımı.
PC'nin uygulama alanları
Gıda işleme makineleri
Polikarbonat reçine esas olarak çeşitli gıda işleme makineleri, elektrikli alet muhafazaları, gövdeler, braketler, buzdolabı dondurucu çekmeceleri ve elektrikli süpürge parçalarının üretiminde kullanılır.
Ayrıca polikarbonat malzemeler, yüksek hassasiyetli parçalar gerektiren bilgisayarlar, video kaydediciler ve renkli televizyonlardaki önemli parçaların kullanımında da büyük değer göstermiştir.
Optik lens
Optik sınıf polikarbonattan yapılmış optik lensler sadece kameralar, mikroskoplar, teleskoplar ve optik test cihazları için değil, aynı zamanda film projektör lensleri, fotokopi lensleri, kızılötesi otomatik odaklı projektör lensleri, lazer ışını yazıcı lensleri ve çeşitli prizmalar, çok yönlü aynalar ve diğer birçok ofis ekipmanı ve ev aletleri için de kullanılabilir.
Tıbbi Cihazlar
Polikarbonat enjeksiyon kalıplama ürünleri, yapay böbrek hemodiyaliz ekipmanlarında ve şeffaf ve sezgisel koşullar altında çalıştırılması gereken ve tekrar tekrar sterilize edilmesi gereken diğer tıbbi cihazlarda yaygın olarak kullanılmaktadır. Yüksek basınçlı şırıngalar, cerrahi maskeler, tek kullanımlık dişçilik aletleri, kan ayırıcılar vb. üretimi gibi.

Özet
Bu makale sayesinde, PC malzemeleri ve bu malzemelerin üretimi sırasında dikkat edilmesi gereken hususlar hakkında bilgi sahibi olduk. enjeksiyon kalıplama sürecinin yanı sıra PC malzemelerinin ürün uygulamaları.
Bununla birlikte, gerçek proje uygulama sürecinde, iyi bir proje yapmak için hala birçok faktör söz konusudur. PC plastik enjeksiyon kalıplama ürünü.
PC malzemesinden yapılması gereken plastik bir ürününüz varsa, deneyimli bir PC üreticisi seçmeniz önerilir. enjeksiyon kalıp fabrikası ve enjeksiyon kalıplama üretim fabrikası Projenin sorunsuz bir şekilde uygulanmasını sağlamak için.







