 İçeriğe geç
İçeriğe geç 

NaylonPoliamid (kısaca PA), poliamid reçinelerinden oluşan bir plastiktir. Bu tür reçineler, diaminler ve dibazik asitlerden yoğunlaştırma yoluyla veya amino asitlerin halka açma polimerizasyonu yoluyla dehidrasyonu ile oluşan laktamlardan yapılabilir.
Başta PA6, PA66, PA610, PA11, PA12, PA1010, PA612, PA46, PA6T, PA9T, MXD-6 aromatik amidler olmak üzere birçok PA çeşidi vardır. PA6, PA66, PA12 ve PA1010 en yaygın kullanılanlardır. Bu makale dört aromatik amidin özelliklerini tartışacaktır. naylon enjeksi̇yon kaliplama i̇şlemleri̇PA6, PA66, PA12 ve PA1010, daha derinlemesine.

Naylon 6 enjeksiyon kalıplama işlemi
Kimyasal ve fiziksel özellikler
PA6'nın kimyasal ve fiziksel özellikleri PA66'ya çok benzer, ancak daha düşük bir erime noktasına ve geniş bir işlem sıcaklığı aralığına sahiptir. Darbe ve çözünme direnci PA66'dan daha iyidir, ancak aynı zamanda daha higroskopiktir.
Plastik parçaların kalite özelliklerinin çoğu nem emiliminden etkilendiğinden, PA6 ile ürün tasarlarken bunu dikkate almak önemlidir.
PA6'nın mekanik özelliklerini iyileştirmek için genellikle çeşitli modifiye ediciler eklenir. Cam en yaygın katkı maddesidir ve bazen darbe direncini artırmak için EPDM ve SBR gibi sentetik kauçuk eklenir.
Katkı maddesi içermeyen ürünler için PA6'nın büzülmesi 1% ile 1.5% arasında değişmektedir. Cam elyaf katkı maddelerinin eklenmesi büzülmeyi 0,3%'ye düşürebilir (ancak işleme dik yönde biraz daha yüksektir).
Kalıplanmış montajın büzülmesi esas olarak malzemenin kristalliğinden ve nem emiliminden etkilenir. Gerçek büzülme aynı zamanda parça tasarımı, duvar kalınlığı ve diğer proses parametrelerinin bir fonksiyonudur.

Enjeksiyon Kalıplama Proses Koşulları
Kurutma: PA6 nemi kolayca emdiğinden, işlemeden önce kurutmaya özel dikkat gösterilmelidir. Malzeme su geçirmez bir malzeme paketi içinde tedarik ediliyorsa, kap hava geçirmez şekilde tutulmalıdır.
Nem 0,2%'den fazlaysa, 16 saat boyunca 80°C'nin üzerinde sıcak havada kurutma önerilir. Malzeme 8 saatten daha uzun süre havaya maruz kalmışsa, 105°C'de 8 saatten daha uzun süre vakumlu kurutma önerilir.
Erime sıcaklığı: 230~280℃, güçlendirilmiş çeşitler için 250~280℃.
Kalıp sıcaklığı: 80~90℃. Kalıp sıcaklığı kristaliniteyi önemli ölçüde etkiler ve bu da ürünün mekanik özelliklerini etkiler. enjeksiyon kalıplı parça. Yapısal parçalar için kristallik önemlidir, bu nedenle önerilen kalıp sıcaklığı 80 ~ 90 ℃'dir.
İnce duvarlı, uzun akışlı plastik parçalar için daha yüksek kalıp sıcaklıkları da önerilir. Kalıp sıcaklığının artırılması parçanın mukavemetini ve sertliğini artırır. enjeksiyon kalıplı parçaancak tokluğu azaltır.
Duvar kalınlığı 3 mm'den büyükse, 20 ~ 40 ℃ düşük sıcaklıkta bir kalıp kullanılması önerilir. Cam elyaf takviyeli malzeme için kalıp sıcaklığı 80 ℃'den yüksek olmalıdır.
Enjeksiyon basıncı: genellikle 750~1250bar arasındadır (malzemeye ve ürün tasarımına bağlı olarak).
Enjeksiyon hızı: Yüksek hız (güçlendirilmiş malzemeler için biraz azaltılmalıdır).
Koşucular ve kapılar: PA6'nın kısa katılaşma süresi nedeniyle, kapıların konumu çok önemlidir. Geçit açıklığı 0,5*t'den (burada t kalıplanan parçanın kalınlığıdır) daha küçük olmamalıdır.
Sıcak yolluk kullanılıyorsa, geçit boyutu geleneksel yolluktan daha küçük olmalıdır, çünkü sıcak yolluk malzemenin erken katılaşmasını önlemeye yardımcı olur. Daldırılmış bir kapak kullanılıyorsa, kapağın minimum çapı 0,75 mm olmalıdır.
Naylon 66 enjeksiyon kalıplama işlemi
Naylon 66'nın kurutulması
Vakumlu kurutma: sıcaklık ℃ 95-105 süre 6-8 saat
Sıcak hava ile kurutma: sıcaklık ℃ 90-100 süre yaklaşık 4 saat
Kristallik: Şeffaf naylona ek olarak, naylon çoğunlukla kristalin bir polimerdir, yüksek kristallik ile ürün gerilme mukavemeti, aşınma direnci, sertlik, kayganlık ve diğer özellikler iyileşmiştir ve termal genleşme ve su emme katsayısı düşme eğilimindedir, ancak şeffaflık ve darbe direnci performansa elverişli değildir.
Kalıp sıcaklığı, yüksek kalıp sıcaklığında yüksek kristallik ve düşük kalıp sıcaklığında düşük kristallik ile kristalleşme üzerinde büyük bir etkiye sahiptir.
Büzülme: Diğer kristal plastiklere benzer şekilde, naylon reçinenin büzülme sorunu vardır, genellikle naylonun büzülmesi kristalleşme ile en büyük ilişkiye sahiptir, ürün kristalleşmesi büyük olduğunda, ürün büzülmesi de artacaktır.
Kalıplama işleminde kalıp sıcaklığının düşürülmesi ve enjeksiyon basıncının artırılması ve malzeme sıcaklığının düşürülmesi büzülmeyi azaltacaktır, ancak ürünün iç gerilimi artar ve kolayca deforme olur. 1.5-2% PA66'nın büzülmesi.
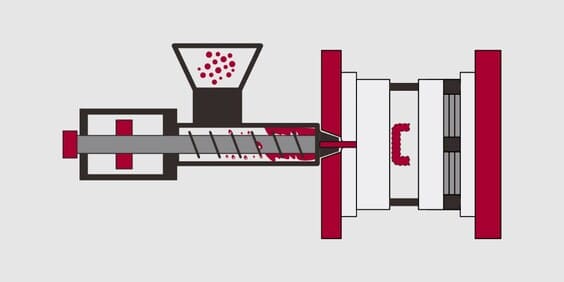
Kalıplama ekipmanı: naylon enjeksiyon kalıplama"akış fenomeninin nozulunu" önlemek için ana dikkat, bu nedenle naylon malzemenin işlenmesi genellikle kendinden kilitlemeli bir nozul kullanır.

Ürün ve kalıp
1. Ürünün duvar kalınlığı Naylonun akış uzunluğu oranı 150-200 arasındadır, naylon ürünlerin duvar kalınlığı 0,8 mm'den az değildir, genellikle 1-3,2 mm arasındadır ve ürünün büzülmesi ürünün duvar kalınlığı ile ilgilidir, duvar kalınlığı ne kadar kalınsa, büzülme o kadar büyük olur.
2. Egzoz Naylon reçinenin taşma değeri yaklaşık 0,03 mm'dir, bu nedenle egzoz deliği yuvası 0,025 veya daha az olarak kontrol edilmelidir.
3. Kalıp sıcaklığı Ürünün ince duvarının oluşturulması zordur veya yüksek kristallik kalıp sıcaklığı kontrolü gerektirir, ürün belirli bir esneklik derecesi gerektirir ve genellikle soğuk suyun sıcaklığını kontrol etmek için kullanılır.
Naylon 66'nın kalıplama süreci
Namlu sıcaklığı: naylon kristalin bir polimerdir, bu nedenle erime noktası açıktır, naylon reçine enjeksiyon kalıplama Varil sıcaklığı reçinenin performansı, ekipman ve ürünün şekli faktörleri ile seçilir.
Naylon 66 260 ℃'dir. Naylonun zayıf termal stabilitesi nedeniyle, malzemenin renginin solmasına ve sararmasına neden olmamak için namluda yüksek sıcaklıkta uzun süre kalmak uygun değildir ve naylonun iyi akışkanlığı nedeniyle sıcaklık erime noktasını aşar ve ardından hızla akar.
Enjeksiyon basıncı: naylon eriyik viskozitesi düşüktür ve iyi akışkanlığa sahiptir, ancak yoğuşma oranı daha hızlıdır, ürünün karmaşık ve ince duvar kalınlığı şeklinde eksikliklere eğilimlidir, bu nedenle hala daha yüksek bir enjeksiyon basıncına ihtiyaç duyar.
Genellikle, basınç çok yüksekse, ürün taşma kenarı sorunları gibi görünecektir; basınç çok düşükse, ürün dalgalanmalar, kabarcıklar, belirgin füzyon işaretleri veya ürün kıtlığı ve diğer kusurlar üretecektir, çoğu naylon enjeksiyon basıncı çeşidi 120MPA'yı geçmez.
Genellikle 60-100MPA aralığında seçilen, ürün kabarcıklar, ezikler ve diğer kusurlar görünmediği sürece çoğu ürünün gereksinimlerini karşılamak içindir, genellikle iç gerilimin artmasını önlemek için daha yüksek bir tutma basıncı kullanmak istemezler. Ürün üzerindeki stresin artmasını önlemek için.
Enjeksiyon hızı: Naylon için enjeksiyon hızı, çok hızlı soğutma hızı ve yetersiz kalıp dolumunun neden olduğu dalgalanmaları önlemek için daha hızlıdır. Hızlı enjeksiyon hızının ürünün performansı üzerinde önemli bir etkisi yoktur.
Kalıp sıcaklığı: kalıp sıcaklığının kristallik ve kristallenme üzerinde belirli bir etkisi vardır. enjeksiyon kalıplama büzülme, yüksek kalıp sıcaklığı kristalliği, yüksek aşınma direnci, sertlik, elastik modül artışı, su emme azalması, ürünlerin kalıplama büzülmesi artar; düşük kalıp sıcaklığı kristalliği düşük, iyi tokluk, uzama daha yüksek.
Naylon 66 kalıplama işlemi parametreleri:
1) Namlu sıcaklığı ℃
2)Arka 240-285 Orta 260-300 Ön 260-300
3)Nozul sıcaklığı ℃ 260-280 Kalıp sıcaklığı ℃ 20- 90
4)Enjeksiyon basıncı MPA 60-200
Kalıp ayırıcı madde kullanımı: Az miktarda kalıp ayırıcı madde kullanımı bazen hava kabarcıkları gibi kusurları iyileştirme ve ortadan kaldırma etkisine sahiptir.
Naylon ürünler için ayırıcı madde çinko stearat ve beyaz yağ vb. olabilir. Ayrıca, ürünlerin yüzey kusurlarını önlemek için az miktarda ve eşit olarak kullanılması gereken bir macun halinde karıştırılabilir.
Makineyi durdururken, bir sonraki üretimi önlemek için vidayı boşaltın ve vidayı çevirin.
PA12 enjeksiyon kalıplama proses koşulları
Kurutma işlemi: İşlemden önce nemin 0,1%'nin altında olması sağlanmalıdır. Malzeme depolama için havaya maruz bırakılırsa, 4~5 saat boyunca 85°C'de sıcak havada kurutulması önerilir. Malzeme hava geçirmez bir kapta saklanırsa, 3 saatlik sıcaklık dengelemesinden sonra doğrudan kullanılabilir.
Erime sıcaklığı: 240 ~ 300 ℃; ortak karakteristik malzemeler için 310 ℃'yi aşmayın ve alev geciktirici özelliklere sahip malzemeler için 270 ℃'yi aşmayın.
Kalıp sıcaklığı: Takviyesiz malzemeler için 30~40℃, ince duvarlı veya geniş alanlı bileşenler için 80~90℃, takviyeli malzemeler için 90~100℃. Sıcaklığın artırılması malzemenin kristalliğini artıracaktır. PA12 için kalıp sıcaklığının hassas kontrolü önemlidir.
Enjeksiyon basıncı: 1000 bara kadar (düşük tutma basıncı ve yüksek erime sıcaklığı önerilir).
Enjeksiyon hızı: yüksek hız (cam katkılı malzemeler için daha iyidir).
Koşucular ve kapılar: Katkı maddesi içermeyen malzemeler için, malzemenin düşük viskozitesi nedeniyle yolluk çapı yaklaşık 30 mm olmalıdır. Takviyeli malzemeler için 5~8 mm'lik büyük bir yolluk çapı gereklidir.
Yolluk şekli tümüyle yuvarlak olmalıdır. Enjeksiyon portu mümkün olduğunca kısa olmalıdır. Çeşitli kapı tipleri kullanılabilir. Parça üzerinde aşırı basınç veya büzülmeyi önlemek için büyük parçalar için küçük kapılar kullanmayın.
Parça kalınlığına eşit bir kapak kalınlığına sahip olmak daha iyidir. Daldırılmış bir kapak kullanılıyorsa, minimum 0,8 mm çap tavsiye edilir. sıcak yolluk enjeksi̇yon kaliplari etkilidir, ancak nozülde malzeme sızıntısını veya katılaşmayı önlemek için çok hassas sıcaklık kontrolü gerektirir. Sıcak yolluk kullanılıyorsa, geçit boyutu soğuk yolluktan daha küçük olmalıdır.

PA1010 enjeksiyon kalıplama proses koşulları
Naylon 1010'un moleküler yapısı hidrofilik amid grupları içerdiğinden, nemi emmesi çok kolaydır ve denge su emme oranı 0.8% ~ 1.0%'dir.
Nem, naylon 1010'un fiziksel ve mekanik özellikleri üzerinde önemli bir etkiye sahiptir; bu nedenle, hammadde kullanılmadan önce kurutulmalıdır, böylece su içeriği 0.1%'nin altına düşürülür.
Naylon 1010 kurutulurken oksidasyon renk değişimini önlemelidir, çünkü amid grubu oksijene duyarlıdır ve oksidatif bozunması kolaydır.
Kurutma sırasında vakumlu kurutma kullanmak daha iyidir çünkü bu yöntem yüksek dehidrasyon oranına, kısa kuruma süresine ve kurutulmuş granüllerin iyi kalitesine sahiptir.
Kurutma koşulları genellikle 94,6 kPa üzerinde vakum derecesi, 90~100 ℃ sıcaklık, 8~12 saat kuruma süresi; su içeriği 0,1%~0,3%'ye düşürülür.
Sıradan fırında kurutma işlemi kullanılıyorsa, kurutma sıcaklığı 95 ~ 105 ℃'de kontrol edilmeli ve kurutma süresi uzatılmalıdır, genellikle 20 ~ 24 saat gerekir. Kurutulan malzeme, tekrar nem emilimini önlemek için özenle muhafaza edilmelidir.
Plastikleştirme süreci: Naylon 1010 kalıp boşluğuna girmeden önce, belirtilen kalıplama sıcaklığına ulaşmalı ve belirtilen süre içinde yeterli miktarda erimiş malzeme sağlayabilmeli ve erimiş malzemenin sıcaklığı tüm noktalarda eşit olmalıdır.
Yukarıdaki gereksinimleri karşılamak için vida tipi bir enjeksiyon kalıplama makine naylon 1010'un özelliklerine göre kullanılır ve vida mutasyon tipi veya kombinasyon tipidir.

Varil sıcaklığı hazne girişinden öne doğru sırayla artar. Varil sıcaklığı erime noktasına yakın kontrol edildiğinden, ürünün darbe mukavemetinin iyileştirilmesi için faydalıdır ve malzeme sızıntısını önleyebilir ve malzemenin ayrışmasını önleyebilir, varil sıcaklığı genellikle 210 ~ 230 ℃'dir.
Ön kalıplama sırasında vida ve PA1010 arasındaki sürtünmeyi azaltmak için. Sıvı parafin yağlayıcı olarak kullanılabilir. Dozaj genellikle 0,5~2 mL/kg'dır; kalıp sıcaklığı genellikle 40~80°C'dir. Geri basınçtaki artış, malzemenin vida oluğunda sıkıştırılması için iyidir.
Malzeme içindeki düşük moleküllü gazı dışarı atın. Plastikleştirme kalitesini artırın, ancak geri basınçtaki artış, vida ile kovan arasındaki sızıntıyı ve geri akışı artıracak, böylece enjeksiyon kalıplama makinesinin plastikleştirme kabiliyeti azalacaktır.
Plastikleştirme geri basıncı çok yüksek olmamalıdır, aksi takdirde plastikleştirme verimliliğini büyük ölçüde azaltacak ve hatta malzemenin ayrışması için aşırı kesme kuvveti ve kesme ısısı üretecektir.
Bu nedenle, aşağıdaki şartlar altında enjeksiyon kalıplama karşılanabilir. Plastikleştirici geri basıncı ne kadar düşük olursa, genellikle 0.5 ~ 1.0MPa alarak o kadar iyi olur.
Kalıp doldurma işlemi: Bu süreçte naylon 1010 enjeksiyon kalıplamanın enjeksiyon basıncına ve enjeksiyon hızına dikkat etmeliyiz. Genel olarak, enjeksiyon basıncı 2 ~ 5MPa olmalı ve enjeksiyon hızı yavaş olmalıdır.
Enjeksiyon basıncı çok yüksekse. Enjeksiyon hızı çok hızlı. Üründeki hava kabarcıklarının giderilmesine elverişli olmayan, türbülanslı bir kalıp doldurma akışı oluşturmak kolaydır.
Boşluk basıncı değişikliklerinin özelliklerine göre, enjeksiyon kalıplama işlemi, malzemenin kalıba sokulması, kalıp filesinin akışı, ling ve soğutma ve şekillendirme aşamalarına ayrılabilir.
Soğutma ve şekillendirme süreci üç aşamaya ayrılabilir: basınç tutma ve ikmal, geri akış ve kapı donduktan sonra soğutma.
Basınç tutucu malzemeye ulaşmak için belirli koşullara sahip olmak gerekir: bir yandan, yeterli erimiş malzeme olmalıdır, yani doldurulacak malzeme vardır; aynı zamanda, dökme sistemi çok erken katılaşamaz, böylece erimiş malzemenin gidecek bir yolu vardır.
Öte yandan, enjeksiyon basıncı yeterince yüksek ve bekletme süresi yeterince uzun olmalıdır, bu da malzemenin doldurulması için yeterli bir koşuldur. Bekletme süresi genellikle deney tarafından belirlenir ve çok uzun veya çok kısa olmamalıdır.
Bekletme süresi çok uzunsa, sadece kalıplama döngüsünü uzatmakla kalmayacak, aynı zamanda kalıp boşluğundaki artık basıncı çok büyük hale getirecek, bu da kalıbın serbest bırakılmasını zorlaştıracak ve hatta kalıbı açmayacaktır.
Kalıp boşluğu artık basıncı açıldığında en iyi basınç tutma süresi sıfır olmalıdır. Naylon 1010 enjeksiyon kalıplama parçalarının genel tutma süresi 4 ~ 50 s'dir.
Kalıptan çıkarma: Naylon 1010 parçalar, yeterli sertliğe sahip olana kadar kalıp içinde soğutulduklarında kalıptan çıkarılabilir.
Kalıptan çıkarma sıcaklığı çok yüksek olmamalıdır. Genellikle PA1010'un ısı sapma sıcaklığı ile kalıp sıcaklığı arasında kontrol edilir.
Kalıptan çıkarıldığında kalıp boşluğundaki artık basınç sıfıra yakın olmalıdır, bu da bekletme süresi ile belirlenir. Genel olarak enjeksiyon kalıplama PA1010 enjeksiyon parçalarının süresi: enjeksiyon süresi 4 ~ 20 s, bekletme süresi 4 ~ 50 s ve soğutma süresi 10 ~ 30 s'dir.
Sonuç
Enjeksiyon kalıplama, karmaşık geometrilere sahip yüksek kaliteli parçaların üretilmesini sağlayan bir süreçtir. Bu dört naylon enjeksiyon kalıplama Açıkladığımız süreçler, farklı naylon türlerini ve bunların nasıl üretileceğini anlamanız için size iyi bir başlangıç noktası sağlayacaktır. Süreç hakkında herhangi bir sorunuz varsa veya daha fazla bilgi edinmek istiyorsanız, lütfen ekibimizle iletişime geçmekten çekinmeyin; size yardımcı olmaktan memnuniyet duyarız!







