 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama son yıllarda giderek daha popüler hale gelen bir süreçtir. Bu süreç, üreticilerin plasti̇k kaliplar metal parçalı ürünler yapmak için.
Bu süreci kullanmanın daha düşük maliyetler ve daha hızlı üretim süreleri dahil olmak üzere birçok faydası vardır. Bu blog yazısında, aşağıdakilerin temellerini tartışacağız enjeksiyon kalıplama ve işinize nasıl fayda sağlayabileceği hakkında bilgi edinin.
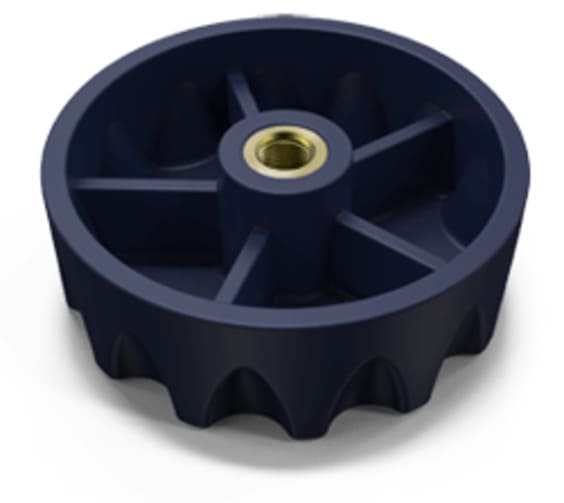
Metal insert enjeksiyon kalıplama (dış kalıplama), metal ek parçanın önceden kalıpta uygun konuma sabitlendiği ve daha sonra kalıba enjekte edildiği bir tür ekleme modelidir. plasti̇k kaliplama. Kalıp açıldıktan sonra, kesici uç soğutulur ve kürlenmiş plastik, dişli halkalar, elektrotlar ve diğer kesici uçlar gibi bir ürün elde etmek için ürüne sıkıca gömülür.

Metal insert enjeksiyon kalıplama için dikkat edilmesi gereken faktörler
1. Metal insert kalıplama nispeten basittir, ancak büzülme oranı da nispeten dengesizdir, bu nedenle önemli parçaların şekli ve boyutsal doğruluğu üretimden önce test edilmelidir. enjeksiyon kalıplama süreç.
2. Metal ek parçanın enjeksiyon işlemi sırasında deforme olması ve kayması kolaydır, bu nedenle metal ek parçayı kolayca tutabilecek kalıp yapısı ve kalıp şekli tasarım sırasında tamamen dikkate alınmalıdır.
3. Metal ek parçanın şeklinin değiştirilmesinin zor olduğu ürünler için önceden yeterli deneysel hazırlık yapılmalıdır.
4. Kalıp kapısı konumu ve kalıplama döngüsü gibi kalıp yapısını kısıtlayan öngörülebilir konular mümkün olduğunca önceden çözülmeli veya iyileştirilmelidir.
5. Ürünün kalitesini ve kalıplamanın stabilitesini sağlamak için metal ek parçanın önceden ısıtılması veya kurutulması gerekip gerekmediği teyit edilmelidir.

6. Kalıp boşluğunda ince metal parçalarının ve kalıplanmış ürünlerin birikmesini önlemek için, gerekirse hava üfleme ekipmanı kurulabilir.
7. Metal kesici uçların kalıplama hızını, üretkenliğini ve kalıplama maliyeti koşullarını belirleyen birçok faktör vardır; örneğin metal kesici ucun hassasiyeti, kesici ucun şekli, kalıbın ekleme kalıplamave kalıplanmış ürünün şekli vb.
8. Enjeksiyon makinelerinin etkili kombinasyonu, enjeksi̇yon kaliplarive otomasyon cihazlarının kısa sürede mükemmel performanslarının nasıl ortaya çıkarılacağını belirlemenin anahtarıdır. ekleme kalıplama Sistem.

Ekleme kalıplama süreci teknolojisi
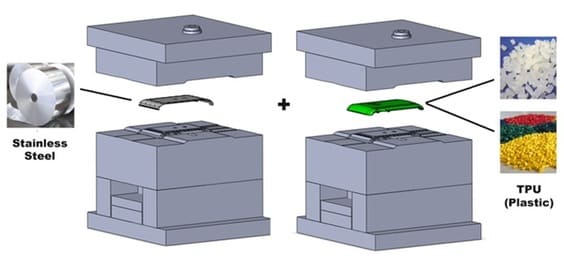
Metal insert kalıplama bir kalıbın önceden hazırlanmış yabancı malzeme ekleri ile doldurulduğu ve daha sonra reçinenin enjekte edildiği ve erimiş malzemenin eklerle birleştirildiği ve entegre bir kalıp oluşturmak için sertleştirildiği bir kalıplama yöntemidir. enjeksiyon kalıplı parça ürünü. Dıştan takma kalıplama, aşağıdaki yöntemi ifade eder ekleme kalıplama metal levhanın yerel yüzeyinde. Bu iki kalıplama yöntemi temelde aynıdır.
Kesici uçlu kalıplama işleminin özellikleri
1. Reçinenin kalıplama ve bükme kolaylığı ile metalin sertliği, mukavemeti ve ısı direncinin birleşimi, karmaşık ve hassas metal-plastik entegre ürünler yapabilir.
2. Özellikle reçinenin yalıtım özellikleri ile metalin elektriksel özelliklerinin birleşimi, kalıplanmış ürünlerin elektrikli ürünlerin temel işlevlerini karşılamasını sağlar.
3. Çoklu kesici uçların önceki kalıplama kombinasyonu, ürün birimi kombinasyonunun sonradan mühendisliğini daha rasyonel hale getirir.
4. Ekleme ürünleri metalle sınırlı değildir, aynı zamanda kumaş, kağıt, tel, plastik, cam, ahşap, tel bobinler, elektrikli parçalar vb. içerir.
5. Kauçuk contalar üzerindeki sert kalıplanmış ürünler ve esnek kalıplanmış ürünler için, sızdırmazlık bobinlerinin düzenlenmesi ile ilgili karmaşık iş şu şekilde ortadan kaldırılabilir enjeksiyon kalıplama entegre ürünler yapmak için alt tabaka üzerinde, işlem sonrası montajı otomatikleştirmeyi kolaylaştırır.
6. Erimiş malzeme metal ek parça ile birleştirildiğinden, metal ek parça arasındaki boşluk presle kalıplama yöntemine göre daha dar olacak şekilde tasarlanabilir ve kompozit ürün daha yüksek güvenilirlikle kalıplanabilir.
7. Deformasyona ve kırılmaya eğilimli ürünler (cam, bobinler, elektrikli parçalar vb.) için bile uygun reçine ve kalıplama koşullarını seçin, reçine kapatılabilir ve sabitlenebilir.
8. Uygun kalıp yapısını seçin, kesici uç ayrıca reçineye tamamen kapatılabilir.
9. Kesici uç oluşturulduktan sonra, çekirdek delikleri çıkarılarak içi boş oluklarla yapılabilir.
10. Dikey ve dikey olmayan enjeksiyon kalıplama makine, robot ve ekleme kalıplama cihaz otomatik üretim gerçekleştirebilir.
Kesici uçlu kalıplama sisteminin tasarım seçimine ilişkin not
1.Metal insert kalıplama düzensiz kalıplama büzülmesine eğilimlidir, bu nedenle önemli parçaların şekil ve boyutsal doğruluğunun sınır testi önceden yapılmalıdır.
2. Metal uç, enjeksiyon işlemi sırasında kolayca deforme olur ve yer değiştirir, bu nedenle kalıp bileşimi ve metal ucu kolayca tutabilen kalıp şeklinin tasarımı tamamen dikkate alınmalıdır. Kesici uç şekli değiştirilemeyen ürünler için önceden test yapılması zorunludur.
3. Metal kesici uçların ayrı olarak düzenlendiği ve bir konveyörün kullanıldığı durumda, metal kesici uçlar arasındaki ve kesici uçlar ile titreşimli bilye arasındaki temas, kesici uçların yüzeyinde hafif hasara neden olabilir ve ürün kalitesini etkileyebilir. Kalite tolerans aralığı önceden onaylanmalıdır.

4. Metal ek parçanın yaldızlama işleminden kaynaklanan pürüzlülük, çarpıklık, malzeme kalınlığı farkı, çap farkı ve kalınlık farkı önceden ölçülmelidir. Bu temelde, otomasyon cihazının destekleyici tasarımı ve kalıp yapısının tasarımı gerçekleştirilmelidir.
5. Kalıp kapısı konumu, kalıplama döngüsü ve kalıp yapısı üzerindeki diğer kısıtlamalar gibi öngörülebilir konular mümkün olduğunca önceden çözülmeli veya iyileştirilmelidir.
6. Metal ek parçanın önceden ısıtılması veya kurutulması gerekip gerekmediği teyit edilmelidir. Amaç, ürünün kalitesini ve kalıplamanın stabilitesini sağlamaktır.
7. Isı, kuvvet, titreşim ve diğer çevresel koşulların etkisi altında kalıplama işleminin stabilitesini sağlamak için kalıba çeşitli test cihazları yerleştirilir ve bunların kullanılıp kullanılmadığı onaylanmalıdır.
8. Kalıp boşluğunda metal uçların ve ince kalıplanmış ürün parçalarının birikmesini önlemek için, gerekirse hava üfleme cihazları takılabilir.

9. Sistem ekipmanının yüksek yatırım maliyeti nedeniyle, benimsemeden önce ekipmanın çalışmasından sonra üretim kapasitesinin sağlanıp sağlanamayacağının dikkate alınması gerekir. Özel bir makine kullanılması durumunda, ürünün herhangi bir yenileme olmaksızın birkaç yıl boyunca sürekli olarak üretilebileceğinden emin olmak gerekir.
10. Genel amaçlı bir makine kullanırken, çoklu türlerin ve düşük hacimli kesici uçların kaç kombinasyonunun üretilebileceğini teyit etmek gerekir. Bir bütün olarak seri üretimi garanti etmek mümkün değilse, her bir ürünün sabit varlıklarını geri kazanmak zordur. Bu durumda, belirli bir aralıkta çeşit yenileme gereksinimini karşılamak için makinenin bir parçasını değiştirmek gerekir.
11. Kesici ucun kalıplama hızını, üretkenliğini ve maliyetini belirleyen, metal kesici ucun hassasiyeti, kesici ucun şekli ve kalıbın aşağıdakilere elverişli olup olmadığı gibi çeşitli faktörler ve teknik kararlar vardır ekleme kalıplama ve kalıplanmış ürünün şekli.
12. Enjeksiyon makinesinin etkili kombinasyonu, enjeksiyon kalıbıve otomasyon cihazının kısa sürede nasıl çalışacağına karar vermenin anahtarıdır. ekleme kalıplama Sistem.







