 İçeriğe geç
İçeriğe geç 
Hassas Parlatma Kalıp Çelik Çözümleri
ZetarMold hassas polisaj çözümleri ile enjeksiyon kalıbı performansını artırın. Üstün kalıp çeliği yüzeyleri için uzman teknikleri keşfedin!
Hassas Parlatma Enjeksiyon Kalıp Çeliği Çözümleri için Kaynaklar
Enjeksiyon Kalıp Çeliği için Hassas Parlatma Nedir?
Enjeksiyon Kalıp Çeliği için Hassas Parlatma, takım çeliğinden yapılmış bir enjeksiyon kalıbının boşluğu, çekirdeği ve diğer işlevsel yüzeyleri üzerinde gerçekleştirilen bir dizi titiz mekanik ve/veya kimyasal-mekanik yüzey bitirme işlemini ifade eder. Birincil amaç, nihai ürün gereksinimlerinin belirlediği şekilde, tipik olarak ayna benzeri bir yüzey veya hassas bir şekilde kontrol edilen mat veya dokulu bir yüzey olmak üzere belirli, son derece rafine bir yüzey dokusu elde etmektir.
Tam Teknik İsim: Enjeksiyon Kalıp Takım Çeliklerinin Hassas Yüzey İşlemi.
Yaygın takma adlar: Kalıp Parlatma, Takım Parlatma, Boşluk Parlatma, Ayna Parlatma (yüksek parlaklık için).
1. Temel İlkeler:
① Aşamalı Malzeme Kaldırma: Parlatma, giderek daha ince aşındırıcılar kullanılarak mikroskobik çelik katmanlarının sırayla çıkarılmasını içerir. Her adım, bir önceki daha kaba adımın bıraktığı çizikleri ve yüzey kusurlarını giderir.
② Yüzey Bütünlüğü: İşlem, işleme izlerini, EDM yeniden döküm katmanlarını ve diğer kusurları ortadan kaldırarak çeliğin yüzey bütünlüğünü geliştirmeyi amaçlar ve homojen ve pürüzsüz bir yüzey elde edilmesini sağlar.
③ Boyutsal Doğruluk: Malzeme çıkarılırken, hassas parlatma kalıbın kritik boyutlarını ve geometrik toleranslarını korumalıdır.
④ Belirtilen Son İşlemin Gerçekleştirilmesi: Nihai hedef, Plastik Endüstrisi Derneği (SPI) tarafından belirlenenler gibi önceden tanımlanmış bir yüzey kalitesi standardını veya özel spesifikasyonları karşılamaktır.
2. Temel Kavramlar:
① Kalıp Çeliği: Özel takım çelikleri (örneğin P20, H13, S7, 420SS) sertlikleri, toklukları, aşınma dirençleri ve parlatılabilirlikleri nedeniyle enjeksiyon kalıpları için kullanılır. Çelik seçimi, elde edilebilir cila seviyesini ve gereken çabayı önemli ölçüde etkiler.
② Yüzey Pürüzlülüğü (Ra, Rz): Yüzey dokusunun ölçülebilir ölçüleri. Ra (Pürüzlülük Ortalaması), ortalama çizgiden profil yüksekliği sapmalarının mutlak değerlerinin aritmetik ortalamasıdır. Düşük Ra değerleri daha pürüzsüz yüzeyleri gösterir.
③ Parlaklık Birimleri (GU): Bir yüzeyin speküler yansımasının (parlaklığının) bir ölçüsü.
④ Aşındırıcılar: Elmas bileşikleri, alüminyum oksit, silisyum karbür ve özel alıştırma taşları gibi malzemeler çeşitli kum boyutlarında kullanılır.
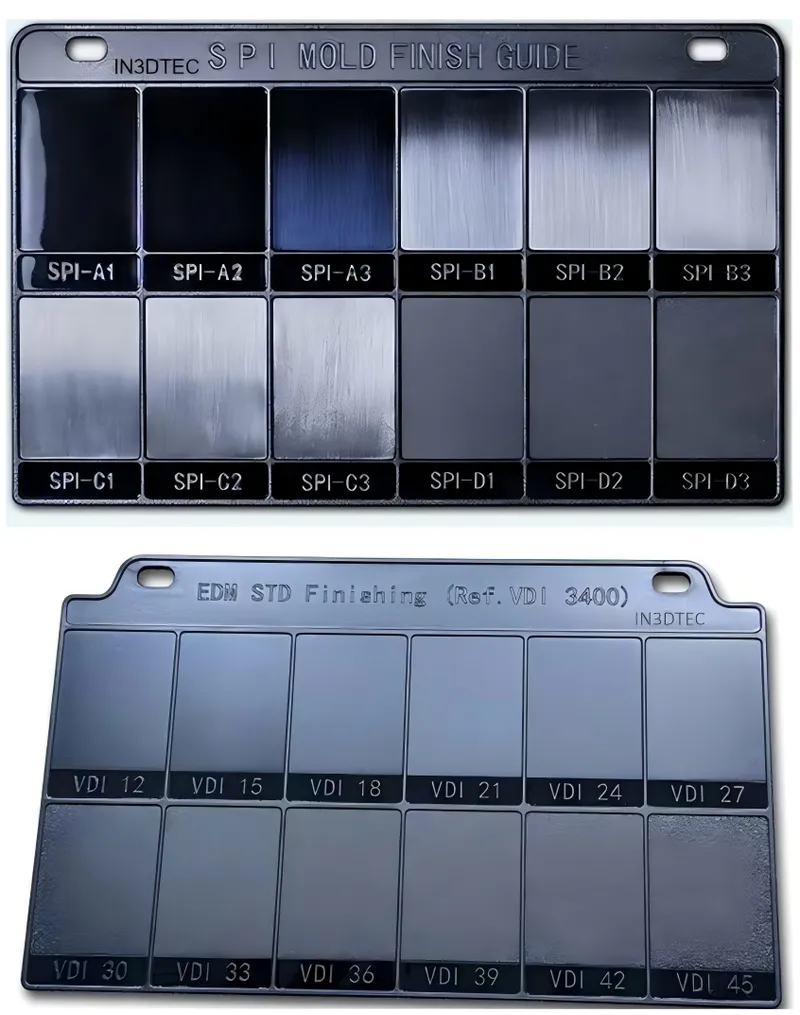
⑤ SPI Bitiş Standartları: Sektörde kabul gören kılavuzlar (A-1 ila D-3), kalıp yüzey kaplamalarını parlak aynadan mat/kumlanmışa kadar sınıflandırır.

Enjeksiyon Kalıplama Başarısında Parlatmanın Kritik Rolü
Hassas parlatma sadece kalıbı parlak hale getirmekle ilgili değildir; çok yönlü bir rol oynar:
1. Parça Estetiği:
Kalıp yüzey kaplaması doğrudan plastik parçaya kopyalanır. Çok parlak bir kalıp, tüketici elektroniği, otomotiv iç mekanları ve premium ambalajlar için kritik olan çok parlak bir parça üretir.
2. Parça Serbest Bırakma (Fırlatma):
Daha pürüzsüz kalıp yüzeyleri sürtünmeyi azaltarak plastik parçanın daha kolay çıkarılmasını sağlar. Bu, döngü sürelerini kısaltabilir, parça gerilimini azaltabilir ve kalıp ayırıcı maddelere olan ihtiyacı en aza indirebilir.
3. Kalıp Dayanıklılığı ve Ömrü:
İyi cilalanmış bir yüzey, özellikle işlemeden kaynaklanan artık gerilmeler giderilmişse, genellikle korozyona ve aşınmaya karşı daha dayanıklıdır. Ayrıca plastik kalıntılardan kaynaklanan erken kirlenmeyi de önleyebilir.
4. Optik Netlik:
Lensler veya ışık boruları gibi şeffaf parçalarda, optik netlik elde etmek ve ışık saçılmasını önlemek için son derece yüksek kaliteli bir cila (SPI A-1 veya daha iyi) gereklidir.
5. Akış Karakteristikleri:
Çok parlak bir yüzey, kalıp boşluğu içindeki erimiş plastik akışını etkileyebilir, ancak bu genellikle kapı tasarımı ve eriyik sıcaklığına kıyasla ikincil bir etkidir.
6. Temizlik ve Bakım:
Daha pürüzsüz yüzeylerin temizlenmesi daha kolaydır ve malzeme birikimine daha az eğilimlidir.

Kalıp Cilalarının Sınıflandırılması ve Çeşitleri
Kalıp cilaları çeşitli kriterlere göre sınıflandırılabilir:
1. Elde Edilen Yüzey Finişine Göre (örn. SPI Standartları):
- SPI A-1 (Sınıf #3 Elmas Devetüyü): En yüksek parlaklıkta, ayna gibi, optik olarak berrak. 0-1 mikron elmas cilası ile elde edilir. (örn. lensler, üst düzey reflektörler için).
- SPI A-2 (Sınıf #6 Elmas Devetüyü): Yüksek parlaklıkta, ince ayna. 2-3 mikron elmas cila ile elde edilir. (örneğin, yüksek kaliteli kozmetik parçalar için).
- SPI A-3 (Sınıf #15 Elmas Devetüyü): Orta parlaklıkta, ince yansıtıcı. 3-5 mikron elmas cila ile elde edilir.
- SPI B-1 (600 Grit Kağıt): Yarı parlak, ince saten. Görünür çizik yok.
- SPI B-2 (400 Grit Kağıt): Yarı parlak, orta saten.
- SPI B-3 (320 Grit Kağıt): Yarı parlak, kaba saten.
- SPI C-1 (600 Grit Taş): Mat yüzey, ince taş.
- SPI C-2 (400 Kum Taşı): Mat yüzey, orta taş.
- SPI C-3 (320 Kum Taşı): Mat yüzey, kaba taş.
- SPI D-1 (Kuru Püskürtme #11 Cam Boncuk): Donuk mat, ince patlama.
- SPI D-2 (Kuru Patlatma #240 Oksit): Donuk mat, orta patlamalı.
- SPI D-3 (Kuru Patlatma #24 Oksit): Donuk mat, kaba patlama.
- (Not: Özellikle dokulu yüzeyler için VDI (Alman) gibi başka standartlar da mevcuttur).
2. Parlatma Yöntemine Dayalıdır:
- Manuel Parlatma: Son derece yetenekli teknisyenler aşındırıcı bileşiklerle el aletleri (taşlar, alıştırma çubukları, keçe çubuklar, bezler) kullanır. Karmaşık geometriler için hassasiyet ve kontrol sunar.
- Makine Destekli Parlatma: Özellikle daha büyük veya daha basit yüzeylerde süreci hızlandırmak için döner parlatıcılar, ultrasonik parlatıcılar veya lepleme makineleri gibi elektrikli aletler kullanır. Genellikle manuel rötuşlarla birleştirilir.
- Otomatik Parlatma (Robotik): Yüksek hacimli veya tekrarlayan parlatma görevleri için ortaya çıkıyor, ancak karmaşık 3D yüzeylerde hala zorluklarla karşılaşıyor.
3. Amaca/Uygulamaya Göre:
- Optik Cila: Aşırı netlik, minimum kusur (SPI A-1 veya optik parçalar için özel özellikler).
- Kozmetik Parlak Cila: Görsel olarak çekici tüketici ürünleri için (tipik olarak SPI A-2 ila B-1).
- Fonksiyonel Lehçe: Salınım veya aşınma direncini artırmayı amaçlar, yüksek parlaklık gerektirmeyebilir (örn. SPI B veya C kaliteleri).
- Pre-Texture Cilası: Kimyasal aşındırma veya lazer tekstüre uygulamadan önce belirli bir pürüzsüz yüzey (örn. SPI C-1) gereklidir.
- Mat/Saten Kaplama: Kasıtlı olarak yansıtıcı değildir, genellikle ince aşındırıcılar veya kumlama ile elde edilir.
Hassas Parlatma Gerektiren Başlıca Sektörler ve Uygulamalar
Çeşitli sektörler hassas cilalı kalıplara büyük ölçüde güvenmektedir:
1. Otomotiv:
Far camları, arka lamba kapakları, iç trim bileşenleri (gösterge paneli, parlak yüzeyli konsollar), krom kaplamalı benzer parçalar.
2. Tüketici Elektroniği:
Akıllı telefonlar, dizüstü bilgisayarlar, televizyonlar, şık ve parlak yüzeyler gerektiren ev aletleri için muhafazalar.
3. Tıbbi Cihazlar:
Optik olarak şeffaf bileşenler (küvetler, tanı amaçlı tek kullanımlık malzemeler), tıbbi ekipmanlar için muhafazalar, implante edilebilir cihazlar (yüzey düzgünlüğünün biyouyumluluk açısından kritik olduğu durumlarda).
4. Optik ve Fotonik:
SPI A-1 veya hatta özel üst yüzey işlemlerinin zorunlu olduğu lensler, prizmalar, ışık kılavuzları, optik fiberler.
5. Paketleme:
Üst düzey kozmetik kaplar, şeffaf gıda ambalajları, birinci sınıf kaplamalı kapaklar ve kapaklar.
6. Havacılık ve uzay:
İç bileşenler, şeffaf kanopiler, yüksek yorulma direnci gerektiren bileşenler.
7. Oyuncaklar:
Çok parlak, görsel olarak çekici plastik oyuncaklar.
Yüksek Kaliteli Kalıp Parlatmaya Yatırım Yapmanın Avantajları
Faydaları estetiğin çok ötesine uzanıyor:
1. Üstün Parça Kalitesi:
Kalıp yüzeyinin doğrudan kopyalanması kusursuz, hatasız plastik parçalar sağlar.
2. Geliştirilmiş Ürün Cazibesi:
Çok parlak veya mükemmel dokulu yüzeyler, ürünlerin algılanan değerini ve pazarlanabilirliğini önemli ölçüde artırır.
3. Geliştirilmiş Kalıp Ayırıcı:
Azaltılmış sürtünme, parçaların kolayca çıkmasını sağlayarak parça ve kalıp üzerindeki gerilimi en aza indirir ve potansiyel olarak döngü sürelerini azaltır.
4. Azaltılmış Hurda Oranları:
Kalıplanmış parçalarda sürüklenme izleri, akış çizgileri veya yüzey kusurları gibi daha az kusur.
5. Artan Kalıp Ömrü:
Düzgün cilalanmış bir yüzey aşınmaya, korozyona ve kalıntı oluşumuna karşı daha dirençli olabilir ve aletin çalışma ömrünü uzatabilir.
6. Daha Düşük Bakım Maliyetleri:
Temizlemesi daha kolay kalıplar, arıza süresini ve bakım çabasını azaltır.
7. Üretimde Tutarlılık:
Uzun üretim çalışmalarında yüzey kalitesinde parçadan parçaya tutarlılık sağlar.
8. Gelişmiş Tasarımları etkinleştirir:
Optik olarak net parçaların veya kötü işlenmiş kalıplarla imkansız olabilecek karmaşık ayrıntıların kalıplanmasına izin verir.

Hassas Parlatmanın Potansiyel Dezavantajları ve Zorlukları
Oldukça faydalı olsa da, hassas polisaj aynı zamanda zorluklar da getirir:
1. Maliyet:
Bu, emek yoğun ve beceriye bağlı bir süreçtir ve özellikle daha yüksek SPI A-seviyesi yüzeyler için kalıp üretim maliyetine önemli ölçüde katkıda bulunur.
2. Teslim Süresi:
Özellikle yüksek standartlarda parlatma, kalıp teslim programına önemli ölçüde zaman ekleyebilir.
3. Aşırı Parlatma veya Hata Riski:
Yanlış teknikler boyutsal yanlışlıklara (örn. yuvarlatılmış kenarlar, bombeli yüzeyler), değiştirilmiş geometriye veya "portakal kabuğu" etkilerine yol açabilir.
4. Beceri Bağımlılığı:
En yüksek kalitede finisaj elde etmek için son derece deneyimli ve yetenekli cilacılar gerekir. Böyle bir uzmanlık eksikliği söz konusudur.
5. Malzeme Sınırlamaları:
Tüm kalıp çelikleri eşit derecede iyi cilalanmaz. Bazı çeliklerin mikro yapıları (örneğin, büyük karbürler, inklüzyonlar) nedeniyle yüksek parlaklıkta parlatılması doğal olarak daha zordur.
6. Keskin Kenarların/Detayların Korunması:
Özel teknikler olmadan keskin köşeleri veya karmaşık ayrıntıları mükemmel şekilde korurken yüksek bir cila elde etmek zordur.
7. Öznellik:
SPI gibi standartlar mevcut olsa da, özellikle en üst seviyelerde cila kalitesinin değerlendirilmesinde hala bazı öznellikler olabilir.
Hassas Kalıp Parlatma için Uzman Rehberi
Enjeksiyon kalıp çeliğini hassas parlatmaya yönelik uzman kılavuzumuzla üstün parça kalitesinin kilidini açın.
Hassas Parlatma Enjeksiyon Kalıp Çeliği Çözümleri için Kaynaklar
Kalıp Çeliğinin Parlatılabilirliğinin Karşılaştırılması: Önemli Bir Faktör
Kalıp çeliği seçimi, cilalama kolaylığını ve kalitesini derinden etkiler:
1. Çok Parlatılabilir Çelikler (örn. 420 Paslanmaz Çelik, Stavax ESR, S136, NAK80): Bu çelikler yüksek saflık, ince mikro yapı ve homojen sertlik için özel olarak tasarlanmış veya işlenmiştir (örneğin, Elektro-Cürufla Yeniden Ergitme - ESR), bu da onları SPI A-1 yüzeyler ve optik uygulamalar için ideal hale getirir. NAK80 mükemmel cilalanabilirliği ile bilinen ve kaynak sonrası ısıl işlem gerektirmeyen çökelme sertleşmeli bir çeliktir.
2. İyi Parlatılabilir Çelikler (örn. H13, P20 modifiye, S7): Yaygın iş gücü çelikleri. H13, uygun şekilde ısıl işleme tabi tutulduğunda iyi SPI A-2/A-3 yüzeyler elde edebilir. P20 tipik olarak B veya C yüzeyler için kullanılır ancak modifiye edilmiş kaliteler daha yüksek yüzeyler elde edebilir. S7 serttir ve iyi cilalanabilir.
3. Orta/Zor Parlatılan Çelikler (örneğin, Standart P20, büyük karbürlü veya düşük saflıkta bazı takım çelikleri): SPI B veya C yüzeylerle sınırlı olabilir. Yüksek parlaklık elde etmek çok zorlayıcı ve zaman alıcı olabilir.
Çelikte parlatılabilirliği etkileyen faktörler:
① Temizlik: Daha az inklüzyon (sülfitler, oksitler, silikatlar), parlatma sırasında daha az çukur ve kusur anlamına gelir. ESR veya VAR (Vacuum Arc Remelting) işlemleri temizliği artırır.
② Homojenlik ve Mikroyapı: İnce, düzgün tane yapısı ve iyi dağılmış küçük karbürler çok önemlidir. Büyük, homojen dağılmayan karbürler parlatma sırasında "çekilerek" çukurlar bırakabilir.
③ Sertlik: Genel olarak, daha sert çelikler (çalışma aralıkları dahilinde) daha yüksek parlaklıkta daha iyi cilalanır, ancak aynı zamanda daha fazla çaba gerektirir. Tutarlı sertlik hayati önem taşır.
④ Isıl İşlem Yanıtı: Uygun ısıl işlem, optimum parlatma için istenen sertliği ve mikro yapıyı elde etmek için kritik öneme sahiptir.
Hassas Parlatılmış Kalıp Yüzeyinin Temel Özellikleri
Yüksek kaliteli cilalı bir yüzey, çeşitli ölçülebilir ve gözlemsel özelliklerle tanımlanır:
1. Düşük Yüzey Pürüzlülüğü (Ra, Rz, Sa):
Tipik olarak, SPI A-1 Ra gerektirebilir < 0,005 µm (veya 5 nm). Sa (alansal ortalama pürüzlülük) 3D yüzeyler için daha yaygın hale gelmektedir.
2. Yüksek Parlaklık / Yansıtıcılık:
Parlaklık ölçer kullanılarak Parlaklık Birimleri (GU) cinsinden ölçülür. Değerler ölçüm açısına bağlıdır (örn. 20°, 60°, 85°).
3. Kusur Bulunmaması:
Belirtilen büyütme altında görünür çizik, çukur, "portakal kabuğu", dalgalanma, bulanıklık, kuyruklu yıldız, sleek veya cilalama izi yok.
4. Berraklık / Pusluluk Eksikliği:
Optik cilalar için yüksek ışık geçirgenliği ve minimum saçılma esastır.
5. Detay Keskinliği:
Kalıp tasarımına göre ince detayların ve keskin kenarların korunması.
6. Tekdüzelik:
Karmaşık geometriler de dahil olmak üzere tüm cilalı yüzey boyunca tutarlı finisaj.
7. Yönlülük (Lay):
Bazı cilalar için (örneğin fırçalanmış) belirli bir yön deseni istenir. Aynalı cilalar için hiçbir döşeme görünmemelidir.
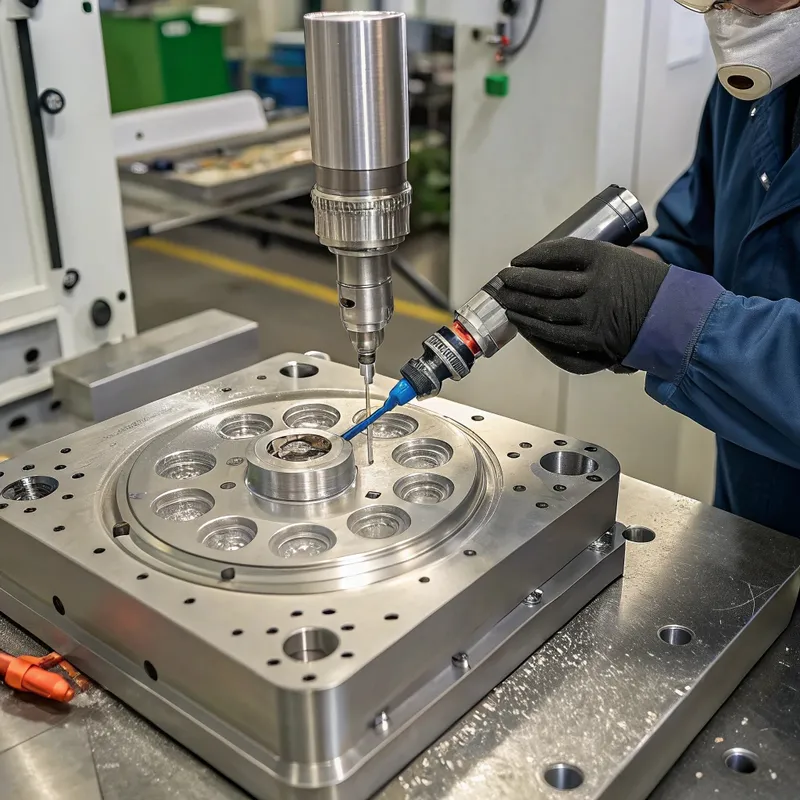
Çekirdek Süreci: Adım Adım Kusursuz Bir Bitişe Doğru
Hassas bir cila elde etmek titiz, çok aşamalı bir süreçtir:
1. Hazırlık ve İşleme Öncesi Muayene:
- Kalıp yüzeyinin minimum yüzey altı hasarı ile uygun şekilde işlendiğinden (frezelenmiş, taşlanmış veya EDM'lenmiş) emin olun.
- EDM recast katmanını (sert, kırılgan katman) tipik olarak taşlama veya hafif frezeleme yoluyla tamamen kaldırın. Yeniden döküm tabakası iyi cilalanmayacağından ve kırılabileceğinden bu çok önemlidir.
- Parlatma başlamadan önce giderilmesi gereken derin işleme izleri, çentikler veya kusurlar olup olmadığını inceleyin.
- Çelik tipini ve sertliğini doğrulayın.
2. Kaba Taşlama / Taşlama (Kaba Aşındırıcı Aşama):
- Amaç: İşleme izlerini kaldırın, EDM ile yeniden şekillendirin ve ilk düzlüğü/geometriyi belirleyin.
- Aletler ve Aşındırıcılar: Kaba kum aşındırıcı taşlar (örn. 120-320 kum alüminyum oksit veya silikon karbür), taşlama aletleri.
- Teknik: Önceki tüm izlerin giderildiğinden emin olarak, genellikle çapraz olacak şekilde tutarlı bir düzende çalışın. Uygun yağlayıcı/soğutucu kullanın.
3. Yarı Finiş Taşlama / Lepleme (Orta Aşındırıcı Aşama):
- Amaç: Kaba taşlama aşamasındaki çizikleri giderin ve yüzeyi daha da rafine edin.
- Aletler ve Aşındırıcılar: Orta kumlu taşlar (örn. 400-800 kumlu), alıştırma çubuklarına monte edilmiş aşındırıcı kağıtlar/bezler, elmas eğeler.
- Teknik: Giderek daha ince kumlarla devam edin, önceki izlerin tamamen giderildiğinden emin olmak için her kum değişiminde parlatma yönünü değiştirin. Kaba parçacıkların taşınmasını önlemek için kum aşamaları arasında titiz temizlik hayati önem taşır.
4. İnce Son İşlem / Ön Parlatma (İnce Aşındırıcı Aşama):
- Amaç: Önceki aşamalardan kalan tüm görünür çizikleri gidererek yüzeyi son ayna parlatma için hazırlayın.
- Aletler ve Aşındırıcılar: İnce kum taşları (örn. 1000-1200 kum), çok ince aşındırıcı kağıtlar (örn. 2000-5000 kuma kadar), ince elmas bileşikleri (örn. 45 ila 15 mikron) alıştırma çubukları (ahşap, pirinç, dökme demir) veya sert keçe çubuklarla uygulanır.
- Teknik: Aşırı temizlik çok önemlidir. Parlatma yönü kritiktir.
5. Ayna Parlatma / Parlatma (Elmas Parlatma Aşaması):
- Amaç: İstenen nihai parlaklık seviyesine ulaşın (örn. SPI A-1, A-2, A-3).
- Aletler ve Aşındırıcılar: Elmas bileşikler/pastalar (örn. 15 mikrondan 0,25 mikrona kadar veya daha ince), keçe çubuklar, pamuk yünü, yumuşak ahşap turlar veya özel cilalama bezleri ile uygulanır. Döner aletler, ultrasonik parlatıcılar veya manuel yöntemler kullanılır.
- Teknik: Hafif basınç, belirli hareket şekilleri. Her bir elmas kum boyutu, bir önceki daha kaba elmasın izlerini tamamen ortadan kaldırmalıdır. Aşındırıcıların gömülmesini önlemek için parlatma ortamı (keçe, ahşap) çelikten daha yumuşak olmalıdır.
6. Son Temizlik ve Muayene:
- Tüm parlatma kalıntılarını gidermek için kalıp yüzeyini iyice temizleyin.
- Finisajın spesifikasyonları karşıladığını doğrulamak için uygun aydınlatma (örn. dağınık, yönlü) ve büyütme altında inceleyin (SPI standardı, görsel numuneler, parlaklık ölçer okumaları).

Hassas Kalıp Parlatma İşlemlerinde Dikkat Edilmesi Gereken Temel Hususlar
Parlatma işleminin sonucunu etkileyen çok sayıda faktör vardır:
1. Kalıp Çeliği Seçimi ve Kalitesi:
Tartışıldığı gibi, ince mikro yapılara sahip daha temiz, daha homojen çelikler en iyi şekilde parlatılır.
2. Isıl İşlem:
Doğru sertlikte düzgün, homojen ısıl işlem kritik öneme sahiptir. Yumuşak noktalar veya tutarsız sertlik düzensiz parlatma ile sonuçlanacaktır. Kaba işlemeden sonra gerilim giderme de faydalı olabilir.
3. Parlatma Öncesi Yüzey Durumu:
İlk işlenen veya EDM yüzeyinin kalitesi, parlatma için gereken çaba ve süreyi önemli ölçüde etkiler. Minimum yeniden döküm tabakası ile iyi bir EDM yüzeyi tercih edilir.
4. Aşındırıcı Seçimi ve Sırası:
Aşındırıcı tiplerinin ve kum boyutlarının doğru sırayla kullanılması esastır. Kumları atlamak, çıkarılması zor olan daha derin çiziklere yol açar.
5. Yağlama/Soğutma Sıvıları:
Uygun yağlayıcılar (örn. mineral ispirtolar, özel parlatma yağları) talaşın taşınmasına, aşındırıcıların yüklenmesinin önlenmesine ve yüzeyin soğutulmasına yardımcı olur.
6. Parlatma Aletleri ve Tutucular:
Alıştırma çubuklarının (ahşap, pirinç, çelik, sert keçe), bobinlerin ve elektrikli aletlerin (döner, pistonlu, ultrasonik) seçimi, geometriye ve parlatma aşamasına bağlıdır.
7. Teknisyen Beceri ve Deneyimi:
Bu, özellikle karmaşık şekillerin yüksek SPI A seviyelerine manuel olarak parlatılması için tartışmasız en kritik faktördür. Sabır, keskin bir göz ve süreç için bir "his" gerektirir.
8. Temizlik ve Kontaminasyon Kontrolü:
Daha ince bir aşamaya taşınan bir kaba kum zerresi saatler süren çalışmayı mahvedebilir. Özel aletler ve kusursuz temizlik şarttır.
9. Basınç ve Hız:
Doğru basınç ve takım hızının uygulanması çok önemlidir. Aşırı basınç veya hız ısı üretebilir, "portakal kabuğuna" neden olabilir veya karbürleri dışarı çekebilir.
10. Parlatma Yönü:
Kum aşamaları arasında parlatma yönünün değiştirilmesi (örn. 45-90 derece), önceki çizik desenlerinin etkili bir şekilde belirlenmesine ve giderilmesine yardımcı olur.
11. Kenar ve Detayların Korunması:
Keskin kenarların yuvarlanmasını veya ince ayrıntıların silinmesini önlemek için özel dikkat gerekir. Kenarların yakınında daha sert alıştırma malzemeleri kullanmak veya maskeleme gibi teknikler yardımcı olabilir.
Optimum Cilalanabilirlik için Doğru Kalıp Çeliğinin Seçilmesi
1. SPI A-1 (Optik/Lens Kalitesi) için:
- 420 Paslanmaz Çelik (ESR/VAR): Mükemmel seçim, korozyona dayanıklı.
- S136 / Stavax ESR: Birinci sınıf paslanmaz, çok yüksek saflıkta.
- NAK80: Çökelme sertleşmesi, çok iyi cilalanabilirlik, yeniden sertleştirme olmadan iyi kaynaklanabilirlik.
- HPM38 (S136'ya eşdeğer): Bir başka yüksek kaliteli paslanmaz seçenek.
2. SPI A-2 / A-3 (Yüksek Parlaklıkta Kozmetik) için:
- H13 (ESR/VAR): Mükemmel ısıl işlem görmüş ve temizse iyidir.
- Modifiye P20 kaliteleri: Bazı tescilli P20 tipi çelikler gelişmiş parlatılabilirlik sunar.
3. SPI B Kaplamalar (Yarı Parlak) için:
- P20 (Ön sertleştirilmiş): Standart seçim, uygun maliyetli.
- H13, S7: Ayrıca uygun.
4. SPI C & D Kaplamalar için (Mat / Dokulu):
- Çoğu takım çeliği bu finisajları elde edebilir, çünkü son yüzey genellikle yüksek derecede parlatılmak yerine taşlanır veya püskürtülür. Odak noktası daha çok dayanıklılık ve işlenebilirliktir.
Yaygın Kalıp Parlatma Kusurları: Nedenleri ve Çözümleri
| Kusur | Açıklama | Yaygın Nedenler | Çözümler |
|---|---|---|---|
| Çizikler | Yüzeyde çizgiler veya oluklar. | Kaba kum kirlenmesi, atlanan kumlar, hasarlı polisaj aletleri, yanlış basınç, yetersiz önceki adım. | Çiziği giderecek kadar ince ancak etkili olacak kadar kaba bir kumdan başlayarak yeniden cilalayın. Temizliği iyileştirin. Aletleri kontrol edin. Önceki adımın tamamlandığından emin olun. |
| Çukurlar / İğne Delikleri | Yüzeyde küçük girintiler veya delikler. | Çelikte inklüzyonlar, çekilmiş karbürler, korozyon, tam olarak çıkarılmamış EDM ark çukurları. | Daha temiz çelik kullanın (ESR/VAR). Daha hafif parlatma basıncı. EDM recast'in tamamen çıkarıldığından emin olun. Bazen çukurlar çelik kalitesinin doğasında vardır. |
| Portakal Kabuğu | Portakal kabuğunu andıran dalgalı, çukurlu doku. | Döner aletlerle aşırı basınç/hız, yumuşak çelik üzerinde yumuşak parlatma diskleri, yüzeyin aşırı ısınması, kötü ısıl işlem. | Daha hafif basınç, daha düşük hızlar, daha sert parlatma diskleri veya lepleme çubukları kullanın. Uygun çelik sertliği ve gerilim azaltma sağlayın. Soğutma sıvısı. |
| Pus / Bulanıklık | Sütlü veya bulanık görünüm, ayna yüzeylerinde netlik eksikliği. | Tam olarak giderilmemiş ince çizikler, parlatma bileşiklerinden kalan kalıntılar, yanlış temizlik, nem. | Son elmas aşamaları ile dikkatlice yeniden cilalayın. Uygun çözücülerle iyice temizleyin. Yüzeyin kuru olduğundan emin olun. |
| Kuyruklu Yıldız Kuyrukları | Daha ince çiziklerden veya bozulmuş malzemeden oluşan bir "kuyruğu" olan bir çizik. | Daha büyük bir aşındırıcı parçacık yüzey boyunca sürüklenir, kendini gömer ve sonra parçalanır. | Temizliği titizlikle iyileştirin. Yağlayıcıları filtreleyin. Etkilenen bölgeyi yeniden cilalayın. |
| Haddelenmiş Kenarlar | Keskinliğin amaçlandığı yerlerde yuvarlatılmış köşeler veya kenarlar. | Kenarlara yakın aşırı basınç, yumuşak alıştırma aletleri, kenar üzerinde parlatma hareketi. | Kenarların yakınında daha sert alıştırma aletleri kullanın, kenarları maskeleyin, kenarlardan uzakta veya onlara paralel cilalayın. Basıncı azaltın. |
| Dalgalanma / Dalgalanmalar | Dalgalı, düz olmayan yüzey. | Düzensiz taşlama, elektrikli aletlerin yanlış kullanımı, sert olmayan alet kurulumu, çok fazla malzemeyi çok hızlı çıkarmaya çalışmak. | Uygun aletlerle düz taşlama sağlayın. Sert kurulumlar kullanın. Malzemeyi kademeli olarak çıkarın. Beceri ve tutarlı teknik. |
| Devetüyü İzleri / Girdaplar | Son parlatmadan kaynaklanan dairesel veya yay şeklinde ince çizikler. | Parlatma sırasında çok fazla basınç, kirli parlatma, yanlış parlatma bileşimi, çok yüksek hız. | Daha hafif basınç, temiz/yeni cilalar, doğru bileşik, daha yavaş hız. Gerekirse elle son geçiş. |

2 Mart 2026
İran'daki En İyi 5 Enjeksiyon Kalıplama Şirketi Hakkında Daha Fazla Bilgi Edinin

Plastik Enjeksiyon Kalıplamada Işıltılı Toz Nasıl Eklenir?
Key Takeaways Luminous (phosphorescent) powder in injection molding creates glow-in-the-dark plastic products by absorbing light energy and re-emitting it over extended periods. Strontium aluminate-based luminous powders offer the brightest and

İran'daki En İyi 5 Enjeksiyon Kalıplama Şirketi
Key Takeaways Iran’s injection molding industry has grown significantly, driven by domestic demand in automotive, packaging, home appliances, and construction sectors. The top Iranian injection molding companies combine local manufacturing
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

