 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıpları bir şeyleri şekillendirmek için kullanılan araçlardır. Farklı parçalardan oluşurlar ve farklı kalıplar farklı parçalara sahiptir. Enjeksiyon kalıplama süreci temel olarak hammadde hazırlama, besleme, ısıtma ve eritme, enjeksiyon, soğutma ve katılaştırma, kalıp açma ve çıkarma, parlama giderme, kırpma ve işleme, inceleme ve paketlemeyi içerir.
Ⅰ. Isıtma Sistemi
1. Kalıp Isıtma Yöntemleri
1.1 Çelik Isıtma
Çelik ısıtma, tüm plastik kalıplama kalıplarının tasarımında neredeyse zorunlu olan bir ısıtma yöntemidir. Tek fazlı kablolama, iki fazlı kablolama vb. gibi çeşitli şekillerde tasarlanabilir. Düşük ısı kaybı, yüksek ısıl verim, basit kablolama ve ihtiyaca göre esnek kablolama konfigürasyonları ile karakterize edilen, 220V veya 380V için tasarlanmış dikişli borular, dikişsiz borular, paslanmaz çelik borular gibi malzemeler kullanılabilir. Ancak malzeme ve işleme tekniklerindeki sınırlamalar nedeniyle kalıp tasarımında kendine has özelliklerine dikkat edilmelidir.
1.2 Havya Çekirdeğinin Isıtılması
Havya çekirdeği genellikle bir tür kalıp ısıtma tüpü olarak kullanılır. Birim uzunluk başına yüksek güce sahiptir (genellikle 10 mm çapında, 8 cm uzunluğunda havya çekirdeği 150 watt çıkış gücü elde edebilir), dayanıklılık, iyi güvenlik, kısa devrelere direnç, kör deliklerden gömülebilir, ancak tasarımı özelleştirmek zordur, değiştirme sırasında kırılganlığa ve kırılmaya eğilimlidir.

2. Enjeksiyon Kalıbı Isıtma Hızını Etkileyen Faktörler
Bir enjeksiyon kalıbının ne kadar hızlı ısındığını etkileyen birçok faktör vardır. Bu faktörlerden bazıları şunlardır:
2.1 Kalıp Malzemesi ve Yapısı
Kalıbın malzemesi ve yapısı ısıtma hızını doğrudan etkiler. Farklı malzemeler farklı termal iletkenliğe ve ısı kapasitesine sahipken, kalıbın kalınlığı ve tasarımı da ısı iletim hızını etkiler.
2.2 Isıtma Yöntemi ve Ekipmanı
Enjeksiyon kalıpları elektrikli ısıtma veya sıcak yolluk sistemleri kullanılarak ısıtılır. Farklı ısıtma yöntemlerinin farklı ısıtma hızları ve kontrol yetenekleri vardır. Örneğin, elektrikli ısıtma hızlı bir şekilde ısınabilir ve sıcaklığı hassas bir şekilde kontrol edebilirken, sıcak yolluk sistemleri ısıyı doğrudan kalıbın belirli kısımlarına aktararak ısıtmayı daha verimli hale getirebilir.
2.3 Isıtma Sıcaklığı ve Süresi
Isıtma sıcaklığı ve ısıtma süresi, ısıtma hızını etkileyen iki ana faktördür. Isıtma sıcaklığını artırmak ve ısıtma süresini uzatmak kalıbın ısıtma hızını artırabilir, ancak kalıba zarar vermemek veya termal strese neden olmamak için dikkatli olmalısınız.
2.4 Çevresel Koşullar
Kalıbın ısıtma hızı, odanın sıcaklığı ve nemi gibi çevresel koşullardan da etkilenir. Eğer hava gerçekten soğuk veya nemliyse, ısınma oranı biraz etkilenebilir.
2.5 Kalıp Durumu ve Bakımı
Isıtma hızı kalıbın durumundan ve bakımından etkilenir. Kalıbın yüzeyinde kül birikimi, oksidasyon veya hasar varsa, ısıtma verimliliğini azaltacak ve ısıtma süresini uzatacaktır.
2.6 Isıtma Ortamı
Elektrikli ısıtma telleri, termal yağ vb. gibi farklı ısıtma ortamları, ısıtma oranını etkileyecek farklı ısı transfer özelliklerine sahiptir. Doğru ısıtma ortamının seçilmesi ısıtma verimliliğini artırabilir.
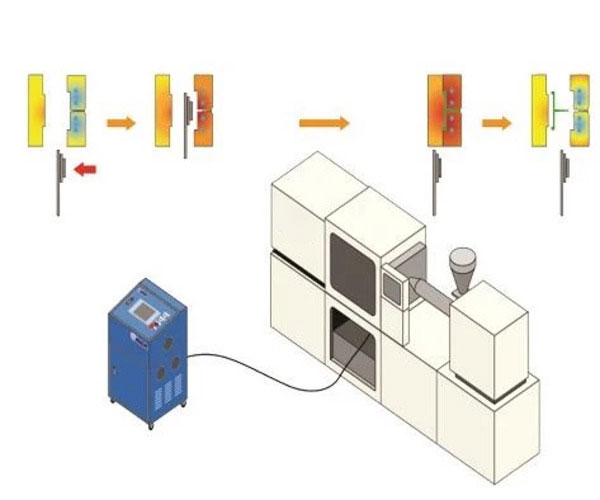
Ⅱ. Soğutma Aşaması
İçinde enjeksiyon kalıplarısoğutma sisteminin tasarımı çok önemlidir. Bunun nedeni, kalıplanmış plastik ürünlerin dış kuvvetlerden kaynaklanan deformasyonu önlemek için kalıptan çıkarılmadan önce belirli bir sertliğe kadar soğuması ve katılaşması gerektiğidir. Soğutma süresi tüm kalıplama döngüsünün yaklaşık 70% ila 80%'sini oluşturduğundan, iyi tasarlanmış bir soğutma sistemi kalıplama süresini büyük ölçüde kısaltabilir, enjeksiyon kalıplama verimliliğini artırabilir ve maliyetleri düşürebilir. Yanlış tasarlanmış soğutma sistemleri kalıplama süresini uzatabilir, maliyetleri artırabilir ve eşit olmayan soğutma plastik ürünlerde çarpılma ve deformasyona neden olabilir.
Deneylere dayanarak, kalıba giren eriyikten gelen ısı genellikle iki şekilde gider: 5% radyasyon ve konveksiyon yoluyla atmosfere aktarılır ve diğer 95% eriyikten kalıba iletilir. Kalıptaki soğutma suyu boruları nedeniyle ısı, kalıp boşluğundaki plastikten kalıp tabanı üzerinden ısı iletimi yoluyla soğutma suyu borusuna aktarılır ve daha sonra soğutma sıvısı tarafından ısı taşınımı yoluyla taşınır. Soğutma suyu tarafından alınmayan az miktarda ısı kalıp içinde iletilmeye devam eder ve dışarıyla temas ettiğinde havaya dağılır.
Enjeksiyon kalıplama sürecinin beş aşaması vardır: kalıp kapatma, doldurma, tutma basıncı, soğutma ve kalıptan çıkarma. Soğutma en uzun süreyi alır, toplam sürenin yaklaşık 70% ila 80%'si. Dolayısıyla, soğutma süresi döngü süresini ve kaç parça yapabileceğinizi etkiler. Parçayı kalıptan çıkardığınızda, ısı bozulma sıcaklığının altında soğutulması gerekir. Bu, parçanın gevşemesini ve eğrilmesini veya deforme olmasını engeller.
1. Kalıp Soğutma Yöntemleri
1.1 Su Soğutma
Su soğutma çoğu kalıp için en yaygın kullanılan soğutma yöntemidir, ancak dezavantajları da vardır; iyi boru hattı sızdırmazlığı ve engelsiz üst ve alt su boru hatları gerektirir, bu da önemli miktarda su israfına neden olur. Soğutma sıcaklığı 100°C'yi aştığında, buhar patlamalarının meydana gelmesi muhtemeldir. Avantajı, büyük bir ısı kapasitesine sahip olması ve hızlı soğutma sağlayabilmesidir.

1.2 Hava Soğutma
Hava soğutma nispeten ideal bir soğutma yöntemidir. Su soğutmanın aksine, sıkı boru hattı sızdırmazlığı gerektirmez, kaynak israfı yoktur, 100°C'den daha yüksek sıcaklıklara sahip kalıpları soğutabilir ve soğutma hızı gaz akış hızı ile belirlenebilir. Ayrıca, belirli bir ölçekteki üretim atölyelerinde gaz kaynakları elde etmek basit ve kullanışlıdır.
2. Ürün Soğutma Hızını Etkileyen Faktörler
2.1 Plastik Ürün Tasarımı
Önemli olan plastik parçanın duvar kalınlığıdır. Parça ne kadar kalınsa soğuması da o kadar uzun sürer. Genel bir kural olarak, soğutma süresi kabaca parça kalınlığının karesi veya en büyük kapı çapının 1,6. kuvveti ile orantılıdır. Başka bir deyişle, parça kalınlığının iki katına çıkarılması soğutma süresini dört kat artırır.
2.2 Kalıp Malzemesi ve Soğutma Yöntemi
Kalıbın çekirdek ve boşluk malzemeleri ile kalıp çerçeve malzemesi dahil olmak üzere kalıp malzemesinin soğutma hızı üzerinde büyük bir etkisi vardır. Kalıp malzemesinin ısıl iletkenliği ne kadar yüksek olursa, birim zamanda plastikten ısı aktarma etkisi o kadar iyi olur ve soğutma süresi o kadar kısalır.

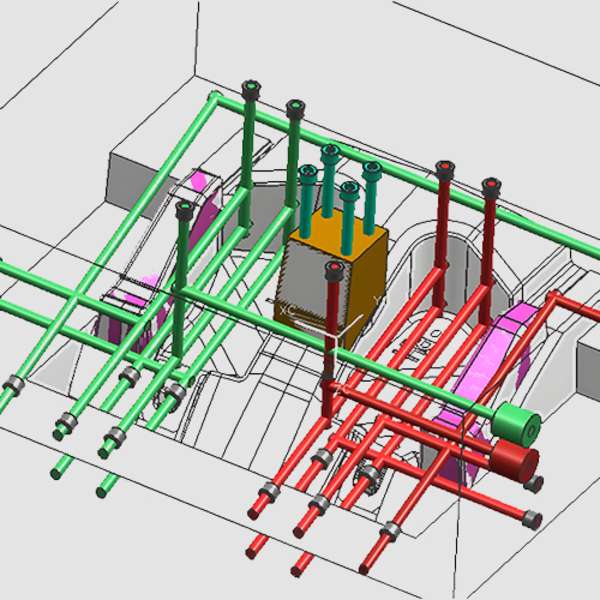
2.3 Soğutma Suyu Boru Konfigürasyonu
Soğutma suyu borusu kalıp boşluğuna ne kadar yakınsa, çapı ne kadar büyükse ve sayısı ne kadar fazlaysa, soğutma etkisi o kadar iyi ve soğutma süresi o kadar kısa olur.
2.4 Soğutma Sıvısı Akış Hızı
Sistemde ne kadar çok su hareket ettirebilirseniz (türbülanslı akış daha iyidir), su konveksiyon yoluyla ısıyı motordan uzaklaştırmada o kadar iyi olacaktır.
2.5 Soğutma Sıvısının Özellikleri
Soğutma sıvısının viskozitesi ve ısıl iletkenliği de kalıbın ısı transfer etkisini etkiler. Soğutma sıvısının viskozitesi ne kadar düşükse, termal iletkenlik o kadar yüksek, sıcaklık o kadar düşük ve soğutma etkisi o kadar iyi olur.
2.6 Plastik Malzeme Seçimi
Plastiğin termal iletkenliği, ısıyı sıcak bir noktadan soğuk bir noktaya ne kadar hızlı taşıdığıdır. Termal iletkenlik ne kadar yüksekse, ısıyı o kadar iyi hareket ettirir veya özgül ısı ne kadar düşükse, sıcaklığı değiştirmek o kadar kolay olur, bu nedenle daha hızlı soğur ve ısıyı daha iyi hareket ettirir, böylece soğuması daha az zaman alır.

3. Soğutma Sistemi Tasarım Kuralları
3.1 Soğutma kanalları kalıbı eşit ve hızlı bir şekilde soğutacak şekilde tasarlanmalıdır.
3.2 Soğutma sistemini tasarlamanın amacı kalıbı serin tutmak ve bunu verimli bir şekilde yapmaktır. Soğutma delikleri, kolayca işlenebilmeleri ve monte edilebilmeleri için standart boyutlarda olmalıdır.
3.3 Soğutma sistemini tasarlarken, kalıp tasarımcısı plastik parçanın et kalınlığına ve hacmine bağlı olarak aşağıdaki tasarım parametrelerine karar vermelidir: soğutma deliklerinin nerede ve ne kadar büyük olması gerektiği, deliklerin ne kadar uzun olması gerektiği, ne tür deliklerin kullanılacağı, deliklerin nasıl düzenleneceği ve bağlanacağı ve ne kadar soğutma sıvısı kullanılacağı ve ısıyı ne kadar iyi transfer edeceği.
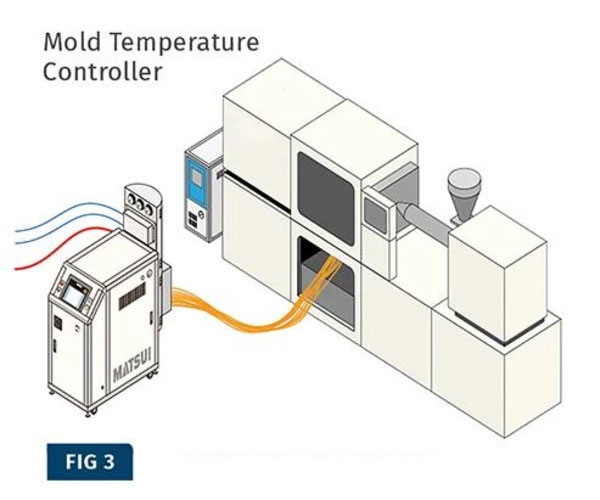
Ⅲ. Enjeksiyon Kalıplamada Kalıp Sıcaklık Kontrolünün Önemi
Sıcaklık kontrolü çok önemlidir enjeksiyon kalıbıçünkü kalıplanmış parçaların kalitesini, tutarlılığını ve döngü süresini doğrudan etkiler. Soğutma ve ısıtma, erimiş malzemenin iyi akmasını, doğru katılaşmasını ve kalıptan hatasız bir şekilde çıkarılmasını sağlayan bu kontrol mekanizmasının büyük parçalarıdır.
1. Kalıp Sıcaklığının Ürün Görünümü Üzerindeki Etkisi
Sıcaklık daha yüksek olduğunda, reçine daha iyi akar. Bu genellikle, özellikle cam elyaf takviyeli reçine parçaları için parçaların yüzeyini pürüzsüz ve parlak hale getirir. Ayrıca kaynak hatlarının daha güçlü olmasını ve daha iyi görünmesini sağlar.
Dokulu yüzeyler için, kalıp sıcaklığı düşükse, eriyik dokunun köklerini dolduramaz, bu nedenle ürünün yüzeyi parlaktır ve kalıp yüzeyinin gerçek dokusunu gösteremez. Kalıp sıcaklığını ve malzeme sıcaklığını arttırırsanız, ürünün yüzeyinde istediğiniz dokuyu elde edebilirsiniz.
2. Ürünlerin İç Gerilimi Üzerindeki Etkisi
Bir şeyi kalıpladığınızda, ısınır ve sonra soğur. Soğuyunca da büzüşür. Önce şeyin dışı büzülür ve sertleşir. Sonra içi büzülür ve sertleşir. İç ve dış farklı oranlarda büzülür ve bu da iç ve dışın birbiriyle savaşmasına neden olur. İç ve dış birbiriyle çok fazla savaştığında, şey çatlar.
Bir şeyin içi dışıyla çok fazla savaştığında, o şey çatlar. Bu, bir şeyin içi bir şeyin dışıyla çok fazla savaştığında ve bir şeyin içi çok zayıf ya da dışı çok güçlü olduğunda meydana gelir. Bu aynı zamanda bir şeyin içi bir şeyin dışıyla çok fazla savaştığında ve bir şeyin içi çok zayıf ya da bir şeyin dışı çok güçlü olduğunda ve bir şey ıslandığında ya da üzerine kimyasal madde bulaştığında da olur. Bir şeyin içi dışıyla çok fazla savaştığında, o şey çatlar.

Yüzey basınç gerilimi yüzey soğutma koşullarına bağlıdır. Soğuk kalıplar erimiş reçinenin hızla soğumasına neden olarak kalıplanmış üründe daha yüksek artık iç gerilime yol açar. Kalıp sıcaklığı iç gerilimi kontrol etmek için en temel koşuldur ve kalıp sıcaklığındaki küçük değişiklikler artık iç gerilimi büyük ölçüde değiştirebilir. Genel olarak, her ürün ve reçinenin kabul edilebilir iç gerilim için en düşük kalıp sıcaklığı sınırı vardır. İnce duvarlı veya uzun akışlı parçalar kalıplanırken, kalıp sıcaklığı genel kalıplama sırasında minimum sınırdan daha yüksek olmalıdır.
3. Ürün Çarpıklığının İyileştirilmesi
Kalıbın soğutma sistemi yanlış tasarlanmışsa veya kalıp sıcaklık kontrolü uygun değilse, plastik parçaların yetersiz soğutulması parçaların çarpılmasına ve deformasyonuna neden olabilir.

Kalıp sıcaklığı kontrolü için, erkek ve dişi kalıplar, maça ve boşluk, kalıp maçası ve cidarı ile cidar ve ekler arasındaki sıcaklık farkı ürünün yapısal özelliklerine göre belirlenmelidir. Kalıptan çıkarma işleminden sonra oryantasyon büzülme farkını telafi etmek için kalıbın farklı parçalarının farklı soğutma büzülme oranlarını kullanarak, ürün kalıptan çıkarma işleminden sonra daha yüksek sıcaklığa sahip tarafa doğru bükülme eğilimindedir, böylece oryantasyon yasasına göre ürünün çarpılma deformasyonu dengelenir.
Tamamen simetrik gövde yapısına sahip plastik parçalarda, ürünün tüm parçalarının eşit şekilde soğuduğundan emin olmak için kalıp sıcaklığını tutarlı tutmalısınız.

4. Ürün Küçülme Oranı Üzerindeki Etkisi
Düşük kalıp sıcaklıkları moleküllerin daha hızlı donmasını sağlar, boşluktaki eriyiğin donmuş tabakasını daha kalın hale getirir ve kristallerin büyümesini zorlaştırır, böylece ürün daha az küçülür. Daha yüksek kalıp sıcaklıkları eriyiğin daha yavaş soğumasını sağlar, gevşeme süresini uzatır, oryantasyon seviyesini düşürür, kristallerin oluşmasını kolaylaştırır, böylece ürün daha fazla küçülür.
5. Ürün Isı Sapma Sıcaklığı Üzerindeki Etkisi
Kristalin plastikler için, ürünü düşük kalıp sıcaklığında kalıplarsanız, moleküler yönelim ve kristalleşme hemen donar. Daha yüksek sıcaklıktaki bir ortama veya ikincil işleme koşullarına koyduğunuzda, moleküler zincirler kısmen yeniden düzenlenir ve kristalleşir, bu da ürünün malzemenin ısı sapma sıcaklığının (HDT) çok altındaki sıcaklıklarda bile deforme olmasına neden olur.

Ⅳ. Sıcaklık Kontrolünün Optimize Edilmesi
1. Sıcaklık Kontrol Sistemi Yükseltmesi
Elektrikli ısıtma çubukları, enjeksiyon kalıplama makinelerinin sıcaklık kontrol sisteminin büyük bir parçasıdır. Elektrikli ısıtma çubuklarınızı yükseltirseniz, sıcaklık kontrolünüzü daha kararlı ve doğru hale getirebilirsiniz. Bu, enjeksiyon kalıplamanızı daha doğru ve daha kaliteli hale getirebileceğiniz anlamına gelir.
2. Sıcaklık Kontrol Stratejisinin İyileştirilmesi
Söz konusu olduğunda enjeksiyon kalıplamasıcaklık kontrolü önemli bir konudur. Parçalarınızın kalitesini ve maliyetini etkiler. Doğru yaparsanız, döngü süresini ve enerji tüketimini azaltabilir, üretim verimliliğini artırabilir ve maliyetleri düşürebilirsiniz.
3. Sıcaklık Kontrol Parametrelerinin Ayarlanması
En iyi enjeksiyon kalıplama etkisini elde etmek için sıcaklık kontrol parametrelerini ayarlamanız gerekir. Bunu arka, orta ve ön bölge sıcaklıklarının oranını ayarlayarak yapabilirsiniz.
Ⅴ. Sonuç
Hızlı bir şekilde iyi parçalar elde etmek için kalıp soğutma ve ısıtmada ustalaşmanız gerekir. Sıcaklık kontrolünü anlamanız, en yeni soğutma ve ısıtma teknolojilerini kullanmanız ve en iyi izleme ve kontrol sistemlerine sahip olmanız gerekir. Bu şekilde kalıplarınızdan en iyi şekilde enjeksiyon kalıplama süreci.







