 Перейти к содержанию
Перейти к содержанию 

Введение: Угол наклона пресс-формы имеет большое значение при проектировании литьевая форма. От этого зависит, насколько сложно будет извлечь изделие из формы. Если у вас хороший угол вытяжки, вы сможете без проблем достать изделие из формы.
Если вы не обеспечите хороший угол вытяжки, вы можете повредить изделие или застрять в форме. В этой статье мы расскажем вам, что нужно знать об угле вытяжки пресс-формы.
Что такое определение чернового угла?
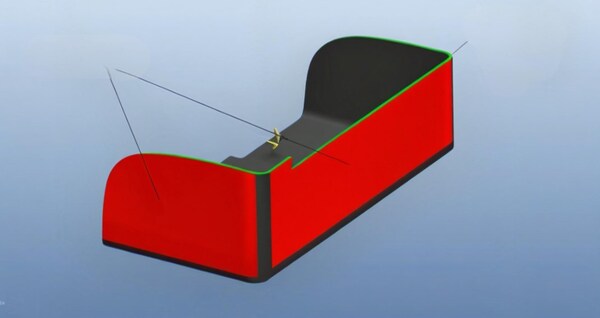
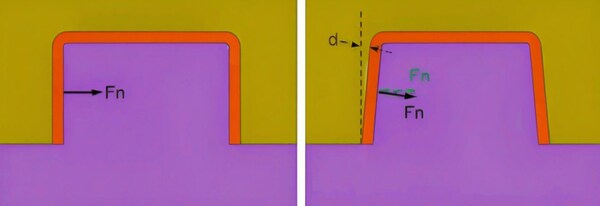
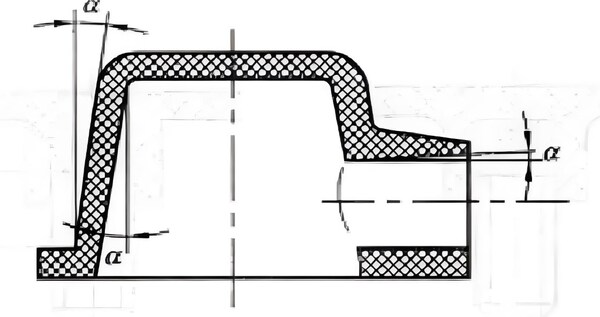
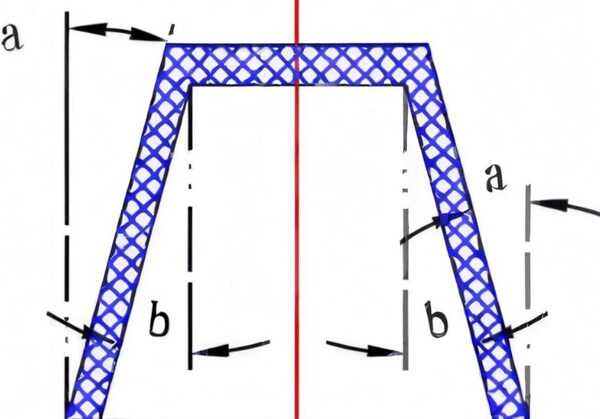
Угол осадки - это угол между поверхностью разъема пресс-формы и осью изделия. Величина этого угла определяет величину и направление внешнего усилия, необходимого для распалубки изделия.
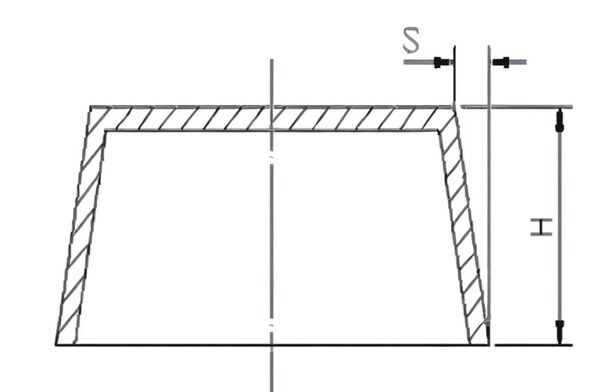
Угол вытяжки (также известный как тяга) - это наклон, создаваемый с обеих сторон полости пресс-формы для облегчения распалубки. Направление угла вытяжки зависит от внутренних и внешних размеров пластиковой детали.
Величина угла осадки пластиковой детали зависит от свойств, усадки, коэффициента трения, толщины стенок и геометрии пластиковой детали. Твердые пластмассы имеют больший угол распалубки, чем мягкие; пластмассовые детали более сложной формы или с большим количеством формовочных отверстий имеют больший угол распалубки.
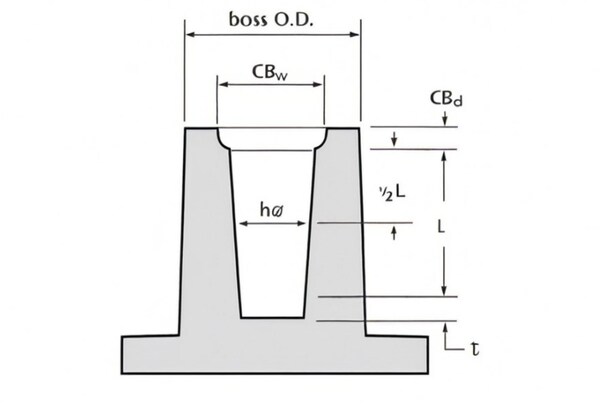
Пластиковые детали с большей высотой и глубокими отверстиями имеют меньший угол распалубки; по мере увеличения толщины стенок и силы, с которой внутреннее отверстие обхватывает сердечник, угол распалубки также должен быть больше.
Иногда, чтобы удержать пластиковую деталь в матрице или на стержне при открытии формы, вы намеренно делаете наклон кромки меньше или увеличиваете скос. Не существует жесткого и быстрого правила для величины угла вытяжки, и большинство из них определяется опытом и исходя из глубины детали.
Какие бывают типы углов наклона?
Угол осадки пресс-формы подразделяется на угол осадки передней поверхности пресс-формы и угол осадки задней поверхности пресс-формы. В основном они различаются по поверхности раздела. Поверхность раздела делит стержень пресс-формы на переднюю и заднюю части. Угол осадки, который должен быть рассчитан на поверхности, параллельной направлению распалубки передней формы, называется углом осадки передней поверхности формы.
Напротив, он называется углом вытяжки задней поверхности формы. Кроме того, если пресс-форма имеет боковые стержневые тяги (коническую верхнюю и ползуновую), это называется тягой поверхности конической верхней части, наклоном и углом тяги поверхности ползуна, а направление тяги основано на направлении движения ползуна.
Каковы принципы проектирования угла формовки?
Для изделий с высокими требованиями к внешнему виду угол формовки должен быть небольшим: чтобы сохранить целостность и красоту внешнего вида изделия, угол формовки должен быть как можно меньше, чтобы уменьшить воздействие на внешний вид изделия в процессе формовки.
Для изделий, требующих высокой точности, угол формовки должен быть небольшим: большой угол формовки влияет на точность размеров изделия. Поэтому для изделий, требующих высокой точности, угол распалубки должен быть как можно меньше.
Поверхность яркая, поэтому угол формовки должен быть соответствующим образом уменьшен: К изделиям с яркой поверхностью часто предъявляются повышенные требования к внешнему виду, поэтому угол формовки также должен быть соответствующим образом уменьшен.
Пластиковые материалы обладают самосмазывающимися свойствами, поэтому угол формовки может быть уменьшен. Изделие имеет сложную форму, поэтому угол формовки должен быть увеличен: Сложные формы могут затруднить формовку, поэтому угол формовки необходимо увеличить, чтобы обеспечить плавную формовку.
Пластмассы с плохой текучестью или с добавлением армирующих элементов должны иметь больший угол расформовки: Эти материалы обладают плохой текучестью, что может затруднить заполнение формы или прилипание к форме во время формования, поэтому угол формования должен быть увеличен.
Сделайте клей более густым и увеличьте угол формовки: Более толстые слои пластика дают большую усадку при охлаждении, а увеличение угла формовки помогает снизить напряжение усадки и предотвратить деформацию.
Для пластиков с большой усадкой следует использовать больший угол распалубки: Пластмассы с большой усадкой сильно усаживаются при охлаждении. Если увеличить угол формовки, это поможет компенсировать усадку и обеспечить нужный размер изделия.
Увеличение угла расформовки прозрачных пластиковых деталей: К прозрачным пластиковым деталям часто предъявляются высокие требования по внешнему виду и оптическим свойствам. Правильное увеличение угла формовки помогает уменьшить напряжение и деформацию во время формовки и сохранить прозрачность и оптические свойства изделия.
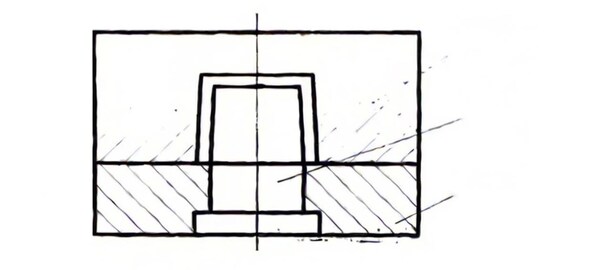
Направление распалубки в целом основано на поверхности раздела для распалубки, обеспечивая, чтобы больший конец был близок к поверхности раздела после распалубки, иначе он не может быть распалублен гладко.
Как определить подходящий угол формовки?
Выбор направления формовки
Направление распаковки литьевая форма не только влияет на размер и качество внешнего вида готового изделия, но и напрямую влияет на срок службы и эффективность производства пресс-формы.
Поэтому перед определением угла распалубки необходимо сначала определить направление распалубки. Как правило, направление распалубки должно позволять готовому изделию естественно отделяться от формы, не вызывая чрезмерного удара и износа формы.
Определите угол формовки
После того как вы определили, в какую сторону тянуть пресс-форму, вам нужно выяснить, насколько сильно ее тянуть, исходя из материала и условий производства. В целом, чем больше вытяжка, тем легче вытащить деталь, но это повлияет на качество поверхности детали.
Если вытяжка будет слишком мала, это приведет к износу формы и ухудшению качества детали. Поэтому нужно тянуть как можно сильнее, чтобы не испортить качество детали или срок службы формы.
Рассмотрите материал
Различные пластиковые материалы имеют разную текучесть, усадку и эластичность. При определении угла формовки необходимо учитывать характеристики материала, чтобы обеспечить плавную формовку изделия.

Учитывайте условия производства
При определении угла выталкивания пресс-формы для литья под давлением необходимо также учитывать условия производства, такие как скорость впрыска, давление впрыска, температура пресс-формы и т. д.
Эти факторы влияют на качество поверхности и точность размеров готового изделия, а затем влияют на выбор угла выталкивания. Постоянно накапливайте опыт реального производства и находите оптимальные параметры угла выталкивания с помощью пробных пресс-форм и регулировок.

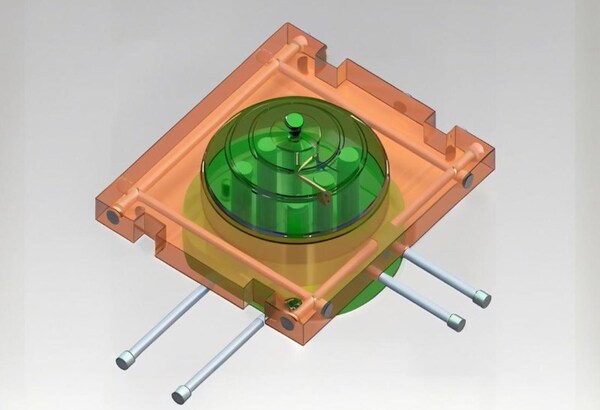
Структура пресс-формы: Структура и расположение пресс-формы также являются важными факторами при определении угла осадки. Например, угол осадки многогнездной пресс-формы обычно должен быть равномерным, чтобы обеспечить баланс и согласованность каждой полости.
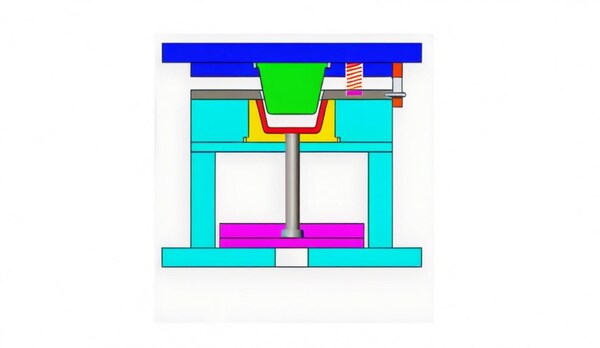
Система эжекторов: Конструкция и расположение системы выталкивания также влияют на выбор угла выталкивания. Величина и направление выталкивающей силы должны соответствовать углу вытяжки, чтобы обеспечить плавное выталкивание продукта.
Каковы ключевые моменты при определении угла наклона черновика?
Не существует жесткого и быстрого правила, определяющего, какой угол вытяжки вам нужен. В основном это зависит от опыта и глубины детали. Кроме того, необходимо учитывать процесс формовки, толщину стенок и тип используемого пластика.
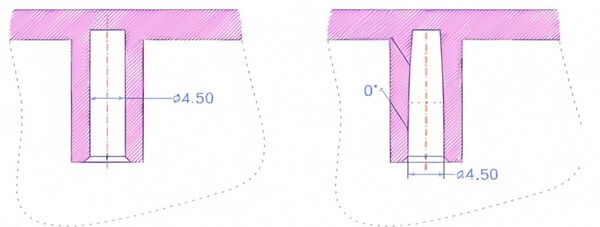
Но в целом вам необходимо иметь некоторую тягу на каждой боковой стенке детали, чтобы помочь ей выйти из формы. Величина осадки может варьироваться от нулевого угла осадки до нескольких градусов, в зависимости от обстоятельств, но 0,5°-1° обычно является хорошим эмпирическим правилом.
Направление наклона обычно основано на малом конце внутреннего отверстия, в соответствии с чертежом, и наклон получен в направлении расширения. Внешняя форма основана на большом конце, а наклон получен в направлении уменьшения.
Для пластиковых деталей с высокими требованиями к точности следует использовать меньший уклон при формовке. Для больших и крупных размеров следует использовать меньший уклон при формовке. Для пластиковых деталей с большой усадкой следует использовать большее значение уклона. При увеличении толщины стенки пластиковой детали усадка при формовании увеличивается, поэтому для уклона при формовании следует использовать большее значение.
Обычно уклон при формовке не входит в диапазон допусков для пластиковых деталей. Наклон при формовке прозрачных деталей должен быть увеличен, чтобы избежать царапин. Обычно наклон при формовке материалов PS должен быть более 3°, а наклон при формовке материалов ABS и PC - более 2°.
Боковая стенка пластиковых деталей с текстурой кожи, пескоструйной обработкой и другими видами обработки должна быть добавлена с углом распалубки 3°~5°, в зависимости от конкретной глубины текстуры. Необходимый угол распалубки четко указан на общей табличке с текстурой. Чем больше глубина текстуры, тем больше должен быть угол распалубки. Рекомендуемое значение - 1°.
Наклон поверхности вставки обычно составляет 1°~3°, а наклон поверхности формования внешней оболочки больше или равен 3°. Наклон формовки других элементов оболочки, кроме внешней поверхности оболочки, составляет 1° в качестве стандартного наклона формовки.
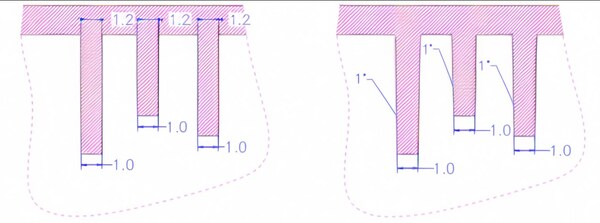
В частности, он может быть выполнен в соответствии со следующими принципами: угол распалубки армирующих ребер высотой менее 3 мм составляет 0,5°, 35 мм - 1°, остальное - 1,5°; угол распалубки полости высотой менее 3 мм составляет 0,5°, 35 мм - 1°, остальное - 1,5°.

Какие существуют методы регулировки угла распалубки пресс-формы?
Регулировка механической конструкции
Исправьте механическую структуру в соответствии с недостатками конструкции пресс-формы. Отрегулируйте угол вытяжки при распалубке, сохранив его стандартным. Отрегулируйте угол вытяжки стержня, увеличьте угол вытяжки стержня или измените расстояние между шаблонами.

Отрегулируйте температуру
Различные пластмассы имеют разную скорость усадки и трудности с распалубкой. Нагрев пресс-формы во время процесса литья под давлением может уменьшить напряжение внутри литой детали и улучшить текучесть пластика для достижения лучшего эффекта формования.

Изменение метода формовки
Чтобы лучше решить проблему формы в процессе распалубки, мы можем изменить метод распалубки. Например, можно использовать метод переводной формовки, увеличить длину выталкивающего штифта и так далее.
Обработка формы
Степень осадки изменяется в процессе обработки пресс-формы. Иногда угол осадки литьевой формы для распалубки необходимо скорректировать в зависимости от характера и требований к изделию. В это время можно использовать механическую обработку или методы термообработки.

Какие меры предосторожности следует предпринять при уклоне пресс-формы?
Не используйте слишком большую тягу: Слишком большая осадка может привести к тому, что деталь при выходе из формы наклонится или перекосится, что может повлиять на качество детали.
Обратите внимание на координацию между местным и общим: В сложных конструкциях изделий может потребоваться локальная регулировка угла наклона распалубки для достижения плавного распалубки в целом.
Подумайте, что будет дальше: Некоторые изделия после литья под давлением нуждаются в обработке, такой как горячая гибка, сгибание и так далее. Когда вы устанавливаете угол распалубки, подумайте о том, что последует за этим, чтобы не испортить процесс обработки.
Каковы функции чернового угла?
Продолжайте совершенствоваться: В реальном производстве конструкция угла распалубки пресс-формы постоянно оптимизируется и улучшается в соответствии с реальной ситуацией для повышения эффективности производства и качества продукции.
Угол распалубки должен быть равномерным и постоянным, чтобы избежать появления острых углов или канавок.
Угол распалубки должен соответствовать направлению распалубки литьевой детали. Угол распалубки должен учитывать скорость усадки литая деталь. Угол распалубки должен быть настолько большим, насколько это возможно без ущерба для внешнего вида и характеристик литьевой детали.
Свойства материала: Различные пластиковые материалы имеют разные скорости усадки и коэффициенты теплового расширения. Для твердых пластиков, таких как ABS и PC, может потребоваться больший угол развальцовки, в то время как мягкие пластики, такие как TPR и TPU, могут быть разработаны с меньшим углом развальцовки.

Структура пластиковой части: Для пластиковых деталей со сложной структурой, например, деталей с глубокими отверстиями или узкими канавками, угол распалубки следует немного увеличить, чтобы избежать усадки и застревания пластиковых деталей в пресс-форме во время охлаждения.
Гладкая поверхность Требования: Изделия с глянцевой поверхностью требуют большего угла развальцовки, чтобы гладкая поверхность пластиковых деталей не была испорчена при их извлечении.

Срок службы и распалубка пресс-форм: Срок службы пресс-формы сократится, если угол распалубки будет слишком большим, так как чем больше угол, тем больше неравномерное усилие на пресс-форму. Поэтому при условии соблюдения требований к распалубке изделия старайтесь использовать меньший угол распалубки, насколько это возможно.
Требования к точности размеров: Для пластиковых деталей, требующих высокой точности размеров, угол распалубки должен быть установлен очень точно, иначе легко вызвать отклонение размеров.
Толщина пластиковой детали: Тонкостенные пластиковые детали обычно требуют большего угла распалубки, чтобы избежать деформации, в то время как толстостенные пластиковые детали требуют меньшего угла распалубки для экономии материалов.
Условия для производственного процесса литья под давлением: На усадочную деформацию пластиковых деталей влияют такие параметры процесса, как скорость впрыска, давление, температура и время выдержки, поэтому величина угла распалубки должна регулироваться в зависимости от конкретных условий процесса.

Эстетические соображения: Для некоторых изделий, имеющих важный внешний вид, при проектировании угла раскладывания также необходимо учитывать общую эстетику изделия. Иногда угол раскладывания необходимо умело спрятать, чтобы он не влиял на внешний вид изделия.
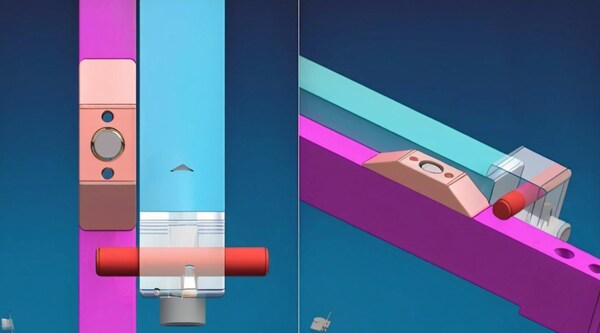
Функциональные требования: Для конструкций с такими функциями, как скольжение и защелкивание, настройка угла вытяжки должна обеспечивать правильную работу этих функций и не нарушать их из-за неправильной конструкции распалубки.
Каковы меры предосторожности при откосе формы?
Не используйте слишком много черновиков: Слишком большая осадка может привести к наклону или скручиванию детали при выходе из формы, что может испортить ее.
Обратите внимание на координацию между местным и общим: В сложных конструкциях изделий может потребоваться локальная регулировка угла наклона формования для достижения плавной общей формовки.

Учитывайте потребности последующей обработки: Некоторые изделия после литья под давлением нуждаются в обработке, такой как горячая гибка, сгибание и т. д. При установке угла разгрузки учитывайте необходимость последующей обработки, чтобы не повлиять на эффект обработки.
Заключение
В процессе проектирования специалисты по литью под давлением должны учитывать как можно больше углов осадки, включая угол осадки в ноль градусов и полградуса, чтобы обеспечить плавность действий по освобождению формы, тем самым оптимизируя линию разъема и подход к основной полости для достижения высококачественного производственного процесса.
Разумный угол осадки при литье под давлением - это ключ к высокому качеству производственного процесса. Добавление углов осадки, особенно при работе со сложными вертикальными поверхностями, позволяет эффективно улучшить эффект расформовки.
Когда вы изготавливаете пластиковые детали с литьё под давлениемУгол наклона сторон детали очень важен. Если вы сделаете это правильно, детали будут выходить из формы очень легко. Если вы сделаете это неправильно, детали застрянут в форме, и их придется выбросить. Поэтому правильный угол - это очень важно. Если вы сделаете это правильно, вы изготовите больше деталей за меньшее время, и они будут более качественными.







