 Перейти к содержанию
Перейти к содержанию 

Вы только что вытащили партию деталей из формы, и половина из них имеет следы усадки. Другая половина? Деформирована. Ваша первая мысль — настроить давление выдержки или снизить скорость впрыска. Но настоящая причина почти всегда одна и та же: температура пресс-формы1.
В литьё под давлением процесса, температура формы является одним из самых мощных — и наиболее недооцененных — параметров процесса, которые можно контролировать. Она влияет на всё: поверхностную обработку, точность размеров, время цикла, деформацию, кристалличность и даже внутренние напряжения, зафиксированные внутри детали. Правильная её установка не является опциональной — это разница между стабильным производственным циклом и уровнем брака, который съедает вашу прибыль.
Это руководство подробно объясняет, как работает температура формы, какой метод контроля использовать в вашей ситуации, конкретные температурные диапазоны для распространённых материалов и практические корректировки, которые отличают хорошего формовщика от того, который постоянно борется с дефектами.
- Температура формы контролирует скорость охлаждения, кристалличность и размерную стабильность изделия.
- Водные системы работают для большинства материалов до 95 °C; масляные системы нужны выше этой температуры.
- Каждый материал имеет оптимальный диапазон температуры формы — отклонение даже на 5–10 °C может вызвать видимые дефекты.
- Равномерная конструкровка каналов охлаждения предотвращает коробление и утяжины.
- Высокая температура формы улучшает поверхностную обработку, но увеличивает время цикла.
Что такое температура формы в литье под давлением?
Температура формы — это температура поверхности полости, которая контактирует с расплавленным пластиком. Это не температура охлаждающей среды, поступающей в форму — это то, что показывает поверхность стали при измерении контактным термометром или пирометром после нескольких стабилизированных циклов. Это различие важно, потому что разница между подачей охлаждающей жидкости и поверхностью полости может составлять 10–20 °C, завися от толщины стали, расположения каналов и скорости потока охлаждающей жидкости.
Когда горячая расплавленная масса (обычно от 180 до 320 °C, зависит от материала) попадает в литьевая форма в полости, он начинает передавать тепло в сталь сразу. Задача формы — удалять это тепло с контролируемой скоростью, чтобы деталь затвердевала с правильной структурой — аморфной или полукристаллический2 — и правильные размеры.
Если форма слишком холодная, поверхность пластика застывает при контакте. Это звучит хорошо для быстрых циклов, но приводит к замороженным напряжениям, создает слабые линии соединения и дает тусклые или неоднородные поверхности. Если форма слишком горячая, изделие затвердевает медленнее, больше усаживается и может деформироваться или застревать в форме. Ни одна из крайностей не подходит.
На практике мы определяем температуру формы как диапазон, а не одно число. Например, PP (полипропилен) обычно работает при температуре формы 20–60 °C, а PEEK требует 160–200 °C. Точное значение в этом диапазоне зависит от геометрии детали, толщины стенки и требуемого качества поверхности.
Почему температура формы так важна?
Mold temperature is the single variable that controls surface finish, accuracy, cycle time, warpage, and mechanical strength. It is the most underrated process variable on most shop floors.
1. Поверхностная обработка и внешний вид. A warmer mold allows the plastic skin to form smoothly against the cavity wall, producing a glossy, consistent surface.
2. Точность размеров и усадка. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — more shrinkage but far more predictable.
3. Время цикла. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — which means more shrinkage but far more predictable shrinkage. Lower temperature freezes the structure before full crystallization, and the part continues to shrink over the next 24 to 72 hours in ways you cannot compensate for with mold steel. 3. Время цикла. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time. That tradeoff — better quality versus slower output — is the core engineering decision you make every time you set the temperature controller.
«Системы масляного нагрева могут достигать температуры формы до 250 °C.»Правда
Системы циркуляции термального масла предназначены для непрерывной работы при температуре от 200 до 250 °C, что делает их стандартным выбором для высокотемпературных инженерных пластиков, таких как PEEK (температура формы 160–200 °C), PPS (130–160 °C) и PEI. Однако масляные системы имеют более медленное время реакции и более высокие требования к обслуживанию по сравнению с водяными.
«Холодная форма всегда производит изделия быстрее.»Ложь
Хотя холодная форма сокращает время охлаждения, она также увеличивает риск неполного заполнения, плохой поверхности и слабых линий соединения. Общий эффект на производительность зависит от процента брака — быстрый цикл с 15% брака в целом медленнее, чем чуть более длинный цикл с 2% брака.
4. Деформация и остаточное напряжение. Неравномерная температура формы создаёт дифференциальную усадку. Сторона детали, соприкасающаяся с более горячей поверхностью полости, усаживается больше, чем более холодная сторона, и деталь коробится. Это самая распространённая причина коробления плоских тонкостенных деталей и один из самых сложных для устранения дефектов после изготовления инструмента.
5. Механические свойства. Для полукристаллических материалов температура формы определяет кристаллическую структуру. Изделие, отформованное при правильной температуре, будет иметь более высокую прочность на растяжение, лучшую устойчивость к ударам и улучшенную химическую устойчивость по сравнению с тем же изделием, охлажденным в холодной форме. Этот эффект наиболее выражен в нейлоне и ПОМ.
Данные фабрики ZetarMold: Наше предприятие в Шанхае работает на 47 машинах литья под давлением от 90T до 1850T, все оборудованы независимыми температурными модулями с PID-контролем. Для медицинских и точных деталей мы поддерживаем температуру формы в пределах ±1 °C с использованием замкнутых контроллеров с обратной связью от термопары в реальном времени.
Как контролировать температуру формы?
Существует три основных метода: водяное охлаждение, масляный нагрева и охлаждение и электрический нагрева. Выбранный метод зависит от целевой температуры, материала и требований к детали. Большинство производственных предприятий используют воду для 80% или более своих инструментов.
Водяная циркуляция (стандартная). Терморегулятор циркулирует воду через каналы, просверленные в форме. Для стандартных применений ниже 95 °C система с подогретой водой является стандартом. Они быстры, эффективны и просты в обслуживании. Большинство товарных пластиков (PP, PE, PS, ABS) и многие конструкционные пластики (PC, POM) используют водные системы. Ключевое преимущество воды — её высокая удельная теплоёмкость — она поглощает и передаёт тепло быстрее любого другого практичного охладителя.
Масляный нагрева и охлаждение (высокотемпературный). Когда требуется температура формы выше 95 °C — что характерно для PEEK, PPS, LCP, PEI и высокотемпературных нейлонов — переходят на термальное масло. Масляные системы могут безопасно достигать 200–250 °C. Компромиссом является более медленное время реакции, более высокое энергопотребление и большее обслуживание (деградация масла, утечки уплотнений). Масло также имеет меньшую удельную теплоёмкость, чем вода, поэтому требуется больше времени для стабилизации после запуска или изменения температуры.
Электрические патронные нагреватели. Для очень специфичных зон, требующих независимого контроля температуры — например, коллектор горячего канала или сердечник, который обычно холодный — патронные нагреватели с термопарной обратной связью обеспечивают точную точность. Они не используются для полного контроля температуры формы, но для целевых дополнений к основной системе охлаждения.

Какие рекомендуемые температуры формы по материалам?
Ниже приведена практическая таблица, основанная на данных поставщиков материалов и реальном производственном опыте. Это начальные точки — далее вы корректируете их в зависимости от конкретной геометрии детали и требований к качеству.
| Материал | Аббревиатура | Диапазон температуры формы (C) | Охлаждающая среду |
|---|---|---|---|
| Полипропилен | PP | 20 до 60 | Water |
| Полиэтилен (ПЭВП/ПЭНП) | PE | 15 до 60 | Water |
| Полистирол (общий/ПСВ) | PS | 20 до 60 | Water |
| ABS | ABS | 40 до 80 | Water |
| Полиамид 6 (Нейлон 6) | PA6 | 60 до 90 | Вода/Масло |
| Полиамид 66 (Нейлон 66) | PA66 | 70 до 100 | Вода/Масло |
| Поликарбонат | ПК | 80 до 120 | Вода/Масло |
| Полиоксиметилен (Ацеталь) | POM | 60 до 100 | Вода/Масло |
| Полибутилентерефталат | PBT | 40 до 80 | Water |
| Полиэтилентерефталат | ПЭТ | 120 до 150 | Oil |
| Полиэфирэфиркетон | PEEK | 160 до 200 | Oil |
| Полифениленсульфид | PPS | 130 до 160 | Oil |
| Термопластичный полиуретан | TPU | 20 до 50 | Water |
| Полиметилметакрилат (акрил) | ПММА | 60 до 90 | Water |
| Полифениленоксид (Норил) | PPO/PPE | 70 до 100 | Вода/Масло |
Как температура формы влияет на качество изделия?
Mold temperature directly causes or prevents the four most common part defects: sink marks, weak weld lines, short shots, and warping. Adjusting it is usually the fastest fix for each problem. Утяжины. These appear when the skin of a thick section solidifies before the core has fully packed out. A higher mold temperature slows skin formation, allowing more packing time and significantly reducing sink depth. For a 5 mm thick ABS boss, raising the mold from 40 °C to 70 °C can cut sink mark depth from 0.3 mm to under 0.05 mm. Линии спайки. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse.
A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Неполные заполнения. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. Warping. When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
Линии спайки. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse. A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Неполные заполнения. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. This is often the first thing to check when you get intermittent non-fill on a multi-cavity tool. Warping. Flat parts are the most vulnerable.
When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
Как проектировать охлаждающие каналы для равномерной температуры?
Единообразная температура формы — цель, и она начинается с проектирования каналов охлаждения при изготовлении инструмента. Принципы просты, но часто нарушаются из-за стоимости или времени — что позже приводит к высокому уровню брака и постоянным корректировкам процесса.
Расположение каналов. Каналы охлаждения должны максимально соответствовать контуру полости. Расстояние от центра канала до поверхности полости должно составлять 1,5–2,5 диаметра канала. Если слишком близко — возникают холодные точки; слишком далеко — охлаждение слишком медленное. В нашей практике стандарт для большинства производственных форм составляет 2 диаметра.
Скорость потока. Турбулентный поток передаёт тепло в 3–5 раз эффективнее ламинарного потока. Вам нужен Число Рейнольдса3 выше 4000 в каждом канале. Это означает, что ваш насос охлаждающей жидкости должен иметь достаточное давление для подачи воды через все каналы с достаточной скоростью — не просто сливать её через самый большой канал и обделять остальные.
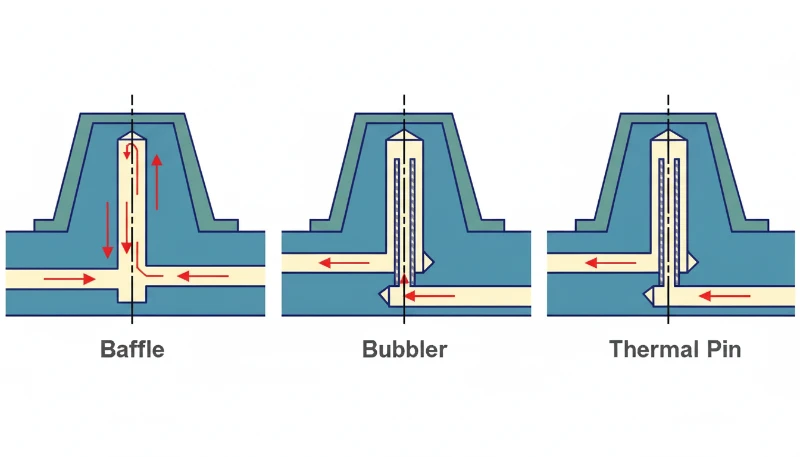
Отбойники и пузырьковые устройства. Для глубоких сердечников или областей, труднодоступных для прямых каналов, перегородки (плоские пластины, разделяющие поток на два направления) и пузырьковые каналы (трубки внутри большего отверстия) являются практичным решением. Они работают хорошо, но увеличивают перепад давления и требуют регулярной очистки для предотвращения образования накипи.
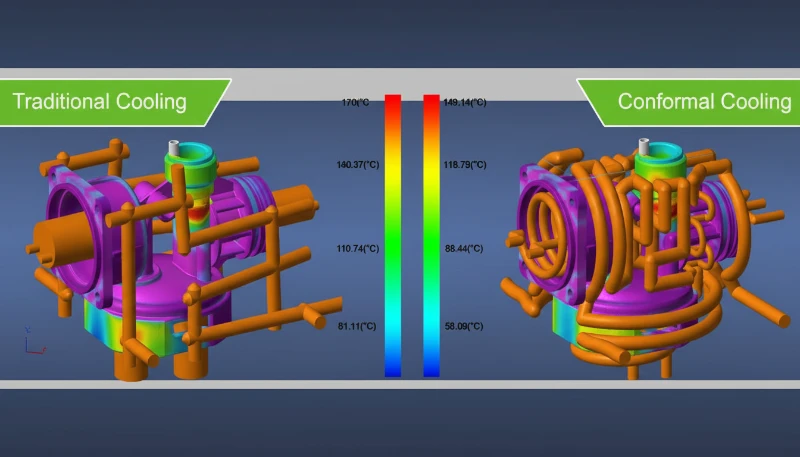
Конформное охлаждение. 3D печать металлом (DMLS/SLM) создаёт охлаждающие каналы, точно повторяющие контур полости. Конформное охлаждение сокращает цикл на 20–40% и устраняет горячие точки. Печатная вставка стоит в 3–5 раз больше, чем просверленная пластина — это оправдано для массового производства (100 000+ деталей), но нецелесообразно для коротких серий.
“A 5 C gradient across the cavity surface can cause measurable dimensional drift in precision parts.”Правда
For parts with tolerances of plus or minus 0.05 mm or tighter, a 5 C temperature difference between the fixed and moving mold halves produces differential shrinkage that pushes dimensions out of spec. This is why precision molders target cavity surface temperature uniformity within plus or minus 2 C.
«Системы масляного нагрева могут достигать температуры формы до 250 °C.»Ложь
Системы циркуляции термального масла предназначены для непрерывной работы при температуре от 200 до 250 °C, что делает их стандартным выбором для высокотемпературных инженерных пластиков, таких как PEEK (температура формы 160–200 °C), PPS (130–160 °C) и PEI. Однако масляные системы имеют более медленное время реакции и более высокие требования к обслуживанию по сравнению с водяными.

Как сравниваются различные методы контроля температуры?
Choosing between water, oil, and electric heating is not just about maximum temperature — it is about response speed, maintenance cost, and precision. Here is a direct comparison based on what we see in daily production.
| Method | Диапазон температур | Скорость реакции | Точность | Техническое обслуживание | Лучшее для |
|---|---|---|---|---|---|
| Вода (стандартная) | От 10 до 90 °C | Быстрый | Плюс-минус 1–2 °C | Низкий | Большинство товарных и инженерных пластиков |
| Вода под давлением | От 90 до 130 °C | Быстрый | Плюс-минус 1–2 °C | От низкого до среднего | ПК, высокотемпературный нейлон, POM |
| Термальное масло | 100–250 °C | Slow | Плюс-минус от 2 до 5 °C | Высокий | PEEK, PPS, PEI, LCP |
| Электрический патронный нагреватель | 200–400 °C | Средний | Плюс-минус 1 °C (локально) | Средний | Горячеканальные системы, целевые зоны |
| Конформное охлаждение и вода | От 10 до 90 °C | Очень быстро | Плюс-минус 1 °C | Низкий | Высокоточные детали большими сериями |
Какие типичные проблемы возникают из-за неправильной температуры формы?
Вот таблица по устранению неполадок, составленная на основе того, что мы постоянно наблюдаем на нашем производстве, когда температура формы настроена неправильно. Если вы сталкиваетесь с любой из этих проблем, сначала проверьте температуру формы, прежде чем регулировать что-либо ещё.
| Symptom | Вероятная причина | Fix |
|---|---|---|
| Изменение глянца на текстурированной поверхности | Форма слишком холодна — поверхность пластика застывает до воспроизведения текстуры | Повысьте температуру формы на 10–15 °C |
| Усадки на рёбрах или бобышках | Форма слишком холодная — недостаточное уплотнение до замерзания | Повысьте температуру формы и увеличьте время дожатия |
| Деформация плоских деталей | Градиент температуры между половинами формы превышает 5 °C | Сбалансируйте расходы, добавьте перегородки, проверьте на заблокированные каналы |
| Длительное время цикла | Температура формы установлена слишком высокой для данного материала | Ниже рекомендуемого диапазона; проверьте термопарой в полости |
| Недоливы в тонких стенках | Форма слишком холодная — преждевременное застывание | Повысьте температуру формы на 10–20 °C |
| Следы толкателей или залипание | Форма слишком горячая — деталь недостаточно жесткая при извлечении | Понизьте температуру формы или увеличьте время охлаждения |
| Хрупкие детали (PA/POM) | Форма слишком холодная — недостаточная кристаллизация | Поднимите температуру формы до верхнего предела рекомендуемого диапазона |
| Размерный дрейф между полостями | Неравномерный поток охлаждающей жидкости в многополостной форме | Балансируйте поток ограничителями; очистите накипь в каналах |
Как измерять и контролировать температуру формы?
The standard approach is pyrometers for spot checks and thermocouples for continuous monitoring, cross-checked with coolant temperature readings. You need at least two methods in production. Relying on the temperature controller display alone is not measurement — that is the setpoint, not actual cavity surface temperature. Surface pyrometer. The fastest method. After running 5 to 10 shots to stabilize, point a contact pyrometer at the cavity surface immediately after ejection. Measure at least three points — near the gate, at the end of fill, and at a thick section. If the spread exceeds 5 °C, your cooling is not uniform.
Thermocouple sensors. For continuous monitoring during production, thermocouples embedded in the mold steel (1 to 2 mm below the cavity surface) give real-time data. Most modern temperature controllers can log these readings and trigger alarms if the temperature drifts outside a set band. Coolant flow and temperature differential. Measure the temperature of the coolant entering and leaving each circuit. A difference of 2 to 3 °C is normal; anything above 5 °C means the circuit is absorbing too much heat, which usually indicates insufficient flow rate or a channel that is too long.
Как температура формы влияет на конкретные материалы?
Mold temperature impact is fundamentally different between semi-crystalline and amorphous resins. Semi-crystalline materials need 70 to 200 °C for proper crystal formation; amorphous resins need 20 to 120 °C mainly for stress relief. PA6 and PA66 (Nylon). Nylon 6 processing temperature for the melt is typically 230 to 280 °C, with mold temperatures of 70 to 90 °C for standard grades and 80 to 120 °C for glass-filled versions. Below 40 °C, PA66 crystallizes unevenly, producing parts that warp days after molding. PC (Polycarbonate). PC injection molding temperature for the melt runs 280 to 320 °C, with mold temperatures of 80 to 120 °C. PC is amorphous — internal stress is the concern, not crystallization.
A cold mold freezes polymer chains in a highly oriented state, creating stress cracking risk. TPU (Thermoplastic Polyurethane). TPU molding process parameters are narrow: melt at 190 to 230 °C, mold at 20 to 50 °C. Too cold = dull surface; too warm = part sticks to mold. Softer grades are more sensitive. PEEK (Polyetheretherketone). PEEK needs the highest mold temperatures: 160 to 200 °C via oil heating. Below 150 °C, crystallization is poor, producing parts with reduced strength and chemical resistance.
Какие существуют продвинутые методы контроля температуры формы?
Advanced techniques like Varitherm dynamic heating, pulse cooling, and conformal channels can cut cycle time 20 to 40% while improving quality. They require investment but pay off fast in high-volume production. Varitherm (dynamic mold temperature control). The mold is heated to a high temperature during injection, then rapidly cooled for ejection. This gives surface quality of a hot mold with cycle times closer to a cold mold. You need steam or hot oil plus chilled water switching — but for high-cosmetic parts like automotive interior trim, it eliminates painting or surface refinishing steps. Pulse cooling. Pulse cooling alternates between flow and pause in the cooling circuits.
During the pause, heat conducts deeper into the mold steel, creating a more uniform temperature gradient. When flow resumes, bulk heat is removed more efficiently. Studies show 10 to 15% cycle time reductions on thick-wall parts. Insulation layers. In multi-cavity molds, insert thermal insulation (titanium alloy or ceramic) between cavities to prevent heat transfer from a hot-running cavity to a cold-running one. This lets you run different materials or wall thicknesses in the same mold without cross-contamination of temperature zones. If you are evaluating suppliers and want to understand how mold temperature capabilities affect your project, see our injection molding supplier sourcing guide для структурированной системы оценки.
Какие вопросы о температуре формы задают чаще всего?
Часто задаваемые вопросы
Какая идеальная температура формы для литья АБС под давлением?
For ABS, the recommended mold temperature is 40 to 80 C. Run at 50 to 60 C for general-purpose parts where surface finish is not critical. If you need a high-gloss surface without paint, go to 70 to 80 C to get full texture replication. Below 40 C, you will see flow marks and dull patches on the part surface. Also note that ABS is amorphous, so mold temperature primarily affects surface quality and residual stress rather than crystallinity. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Может ли температура формы быть слишком высокой?
Yes, absolutely. If the mold is too hot, the part does not solidify enough before ejection. This causes sticking, deformation, elongated cycle times, and increased shrinkage. In extreme cases, the part can deform under its own weight as it leaves the mold. Always stay within the material supplier recommended range and verify the actual cavity surface temperature with a pyrometer rather than relying solely on the temperature controller display. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Как температура формы влияет на время цикла?
Cooling time typically accounts for 60 to 70% of the total injection molding cycle. Higher mold temperature means the part takes longer to reach a temperature where it is rigid enough for ejection. A 20 C increase in mold temperature can add 10 to 30% to the cycle time, depending on wall thickness and material thermal conductivity. This is why you should use the lowest mold temperature that still meets your quality requirements. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
В чем разница между температурой формы и температурой расплава?
Melt temperature is the temperature of the plastic as it enters the mold cavity, typically 180 to 320 C depending on the material. Mold temperature is the temperature of the steel cavity surface, typically 15 to 200 C. They are controlled independently — melt temperature by the barrel heaters and screw shear, mold temperature by the cooling or heating system. Both must be set correctly for optimal part quality. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Как устранить коробление, вызванное неравномерной температурой формы?
Сначала измерьте температуру поверхности полости в нескольких точках с помощью пирометра после 5–10 стабилизационных выстрелов. Определите горячие и холодные зоны. Затем сбалансируйте поток охлаждающей жидкости, регулируя расход с помощью клапанов, добавляя ограничители потока в переохлажденные каналы или устанавливая перегородки в недостаточно охлажденных областях. Цель — разница менее 3 °C по поверхности полости. При стойком короблении может потребоваться изменить расположение каналов охлаждения в оснастке. Именно поэтому опытные литейщики всегда начинают с рекомендаций паспорта материала от поставщика, а затем корректируют на основе фактических измерений температуры полости и результатов осмотра изделий во время первого пробного производственного запуска.
Влияет ли температура формы на усадку при литье под давлением?
Да, значительно. Более высокая температура формы способствует большей кристаллизации в полукристаллических материалах, таких как ПА, ПОМ и ПИК, что увеличивает усадку. Для аморфных материалов, таких как ПК, АБС и ПС, температура формы оказывает меньшее влияние на усадку, но все же влияет на точность размеров за счет релаксации остаточных напряжений. Когда требуются жесткие допуски, необходимо учитывать разницу в усадке между нижним и верхним пределами диапазона температуры формы. Именно поэтому опытные литейщики всегда начинают с рекомендаций паспорта материала от поставщика, а затем корректируют на основе фактических измерений температуры полости и результатов осмотра изделий во время первого пробного производственного запуска.
Что произойдет, если использовать PA66 с температурой формы ниже 50 °C?
Поверхность нейлона застывает в основном в аморфный слой со значительно более низкой степенью кристалличности. Это снижает предел прочности при растяжении на 10–20%, уменьшает химическую стойкость, увеличивает скорость поглощения влаги и часто приводит к видимым следам течения на поверхности детали. Для конструкционных или несущих нагрузку деталей из PA66 всегда используйте температуру формы 70 °C или выше для достижения надлежащей кристаллизации и механических характеристик. Вот почему опытные литейщики всегда начинают с рекомендаций технического паспорта материала от поставщика, а затем корректируют на основе фактических измерений температуры полости и результатов осмотра деталей во время первого пробного производственного запуска.
Насколько жестким должен быть допуск температуры формы для прецизионных деталей?
Для прецизионных деталей с допусками плюс-минус 0,05 мм или уже, стремитесь контролировать температуру формы в пределах плюс-минус 2 °C на всех поверхностях полостей. Это требует хорошо спроектированных каналов охлаждения, сбалансированного потока охлаждающей жидкости и терморегуляторов с ПИД-управлением и обратной связью от термопар. Для сверхпрецизионного литья, такого как оптические линзы или медицинские компоненты, целевой показатель составляет плюс-минус 1 °C, что обычно требует конформного охлаждения или нескольких независимых температурных зон. Вот почему опытные литейщики всегда начинают с рекомендаций технического паспорта материала от поставщика, а затем корректируют на основе фактических измерений температуры полости и результатов осмотра деталей во время первого пробного производственного запуска.
Правильно задайте температуру формы — с самого начала
В ZetarMold наши 47 литьевых машин (от 90T до 1850T) оснащены независимыми температурными блоками с PID-управлением. Наша команда из 8 старших инженеров разрабатывает схемы охлаждения, оптимизированные под геометрию вашей детали и материал. Обработав более 400 материалов и имея более 20 лет опыта на нашем шанхайском предприятии, мы поддерживаем постоянную температуру формы от первого выстрела до миллионной детали. Получите бесплатное предложение.
-
температура пресс-формы: температура формы относится к температуре поверхности полости, которая контактирует с расплавленным полимером при литье под давлением, обычно контролируется циркуляцией воды или термального масла через каналы в форме. ↩
-
полукристаллический: полукристаллический относится к типу полимера, который образует упорядоченные кристаллические области при охлаждении из расплава. Температура формы напрямую контролирует скорость и степень кристаллизации в полукристаллических полимерах, таких как нейлон, ПОМ и ПИК. ↩
-
Число РейнольдсаЧисло Рейнольдса — это безразмерное число, используемое для прогнозирования режимов течения жидкости в трубах и каналах; число Рейнольдса выше 4000 указывает на турбулентный поток, который обеспечивает в 3–5 раз лучший теплообмен, чем ламинарный поток. ↩







