 Перейти к содержанию
Перейти к содержанию 

Литье под давлением это производственный процесс, используемый для изготавливать пластиковые детали. Этот процесс включает в себя впрыскивание расплавленного пластика в форму, которая затем охлаждается и затвердевает, образуя желаемую форму. В этой статье блога мы рассмотрим этапы литьё под давлением подробно.

Что такое литье под давлением?
Литье под давлением также известно как литье под давлением, которое представляет собой метод впрыска и формования.
Преимущества литьё под давлением метод - это высокая скорость производства, высокая эффективность, автоматическое управление, разнообразие цветов, от простых до сложных форм, от больших до малых размеров и точные размеры изделий.
Продукты литьё под давлением легко обновляются и могут быть изготовлены в виде деталей сложной формы, поэтому литье под давлением подходит для массового производства и изделий сложной формы.
При определенной температуре пресс-формы пластиковый материал полностью расплавляется при помощи шнекового перемешивания, впрыскивается в полость пресс-формы под высоким давлением, а затем отверждается при охлаждении для получения формованного изделия.
Этот метод подходит для массового производства деталей сложной формы и является одним из важных методов обработки.
Что представляет собой процесс литья под давлением?
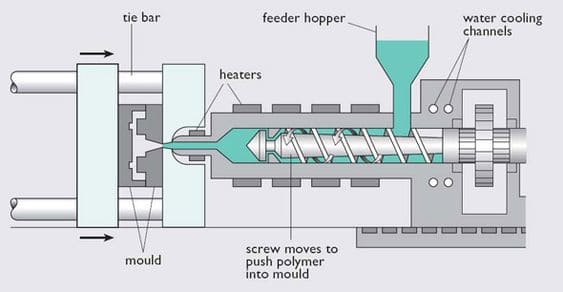
Литье под давлением это процесс использования теплофизических свойств пластмасс для добавления материалов из бункера в бочку, которая нагревается нагревательным кольцом снаружи бочки для расплавления материалов.
Материал постепенно пластифицируется, расплавляется и гомогенизируется под двойным воздействием внешнего нагрева и шнекового среза.
Когда шнек вращается, под действием силы трения и сдвига по винтовой канавке расплавленный материал выталкивается к головке шнека. В то же время под действием противодействия материала шнек отступает, так что головка шнека образует пространство для хранения материала, чтобы завершить процесс пластификации.
Затем шнек впрыскивает расплавленный материал, находящийся в накопительном пространстве, в полости формы через сопло с высокой скоростью и под высоким давлением под действием тяги поршня цилиндра впрыска.
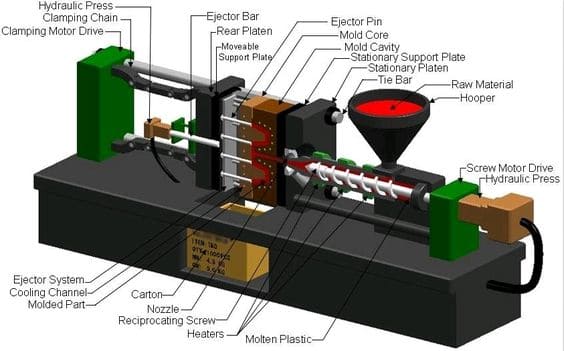
После того как расплавленный материал в полости находится под давлением, охлаждается и затвердевает, форма открывается под действием механизма закрытия формы, и отформованное изделие выталкивается из формы выталкивающим устройством.
Проще говоря, литьё под давлением делится на три стадии: пластификация расплава, литьё под давлениемОхлаждение и придание формы.

Четыре элемента литья под давлением
Литье под давлением машина
Пластиковое сырье
Условия формовки
Технологический процесс машины для литья под давлением
Вспомогательные работы - закрытие пресс-формы - посадочное место - впрыск - выдержка под давлением - охлаждение (откачка клея-расплава) - спинка сиденья - открытие пресс-формы - выталкивание - вынос изделия - верхняя спинка - литьё под давлением процесс машинного цикла

Этапы процесса литья под давлением
1. Зажим
Убедившись, что в пресс-форме нет посторонних предметов или вставка установлена на место без ослабления, закройте переднюю защитную дверцу и приступайте к закрытию пресс-формы. Зажим Перед тем как в форму будет впрыснут материал, обе половины формы должны быть закрыты. Они закрываются с помощью узла смыкания.
Когда подвижная и неподвижная пресс-формы приближаются друг к другу, система силового выталкивания и система горячего прогона механизма закрытия пресс-формы автоматически переходят в режим низкого давления и низкой скорости (тестовое давление закрытия), а затем переключаются на высокое давление для блокировки пресс-формы, когда будет подтверждено, что в пресс-форме нет посторонних предметов и вставка не ослаблена.
2. Места в
Это действие обычно доступно только в начале изготовления пробной пресс-формы или при впрыске специальных материалов. При обычном производстве большинство мест впрыска фиксируются.
Убедившись, что пресс-форма достигла необходимого уровня фиксации, инжекционное кресло перемещается вперед, чтобы сопло вошло в затвор пресс-формы и соединило канал сопла с бегунком пресс-формы и полостью пресс-формы.
3. Инъекция
После подтверждения сопла и формы, шнек оказывает давление на расплавленный материал и впрыскивает расплавленный материал в передней части ствола в полость формы под высоким давлением и с высокой скоростью, заполняя полость расплавленным материалом.
Заполнение инжектора - это первый этап всего цикла инжекции, и время отсчитывается от начала процесса инжекции, когда пресс-форма закрыта, до заполнения полости пресс-формы примерно до 95%.
Теоретически, чем меньше время заполнения, тем выше эффективность формования, но на практике время формования или скорость впрыска зависят от многих условий.
4. Давление удержания
После заполнения полости формы расплавленным материалом, шнек все еще поддерживает определенное давление на расплавленный материал, чтобы предотвратить обратное течение расплавленного материала в полости формы и пополнить расплавленный материал внутри полости формы за счет процесса охлаждения и усадки материала, что необходимо для обеспечения плотности изделия, точности размеров, хороших механических свойств, шнек перемещается вперед на небольшую величину при удержании давления.
Роль стадии выдержки под давлением заключается в постоянном приложении давления для уплотнения расплава и увеличения плотности пластика (денсификация), чтобы компенсировать усадку пластика.
Во время выдержки под давлением противодавление велико, так как полость формы уже заполнена пластиком. В процессе уплотнения под давлением выдержки литьё под давлением Винт машины может только медленно двигаться вперед для небольшого движения, и скорость потока пластика также медленнее, что называется удержанием давления потока.
По мере охлаждения и отверждения пластика стенками формы вязкость расплава быстро увеличивается, поэтому сопротивление в полости формы велико.
На более поздней стадии давления выдержки плотность материала продолжает увеличиваться, и постепенно формируется формованная деталь. Стадия выдержки под давлением должна продолжаться до отверждения и герметизации затвора, когда давление в полости на стадии выдержки достигает максимального значения.

5. Охлаждение (извлечение клея из расплава)
Когда давление удерживается до тех пор, пока расплав в открытой полости формы не потеряет возможность вытекать обратно из затвора (т.е. затвердеет), давление можно снять. Продукт продолжает охлаждаться, шнек вращается, и пластиковые гранулы, попадающие из бункера в бочку, подаются вперед вместе с вращением шнека.
В этом процессе транспортировки материал постепенно уплотняется, в стволе винта снаружи нагревается и фрикционное тепло винта, материал постепенно расплавляется, пластифицируется, наконец, вязкотекучее состояние, и устанавливается определенное давление, так что винт во вращении в то же время возвращается.
Когда шнек отходит к дозирующему клапану, он прекращает пластификацию и подготавливает материал для следующего узла впрыска. Регулировка противодавления делает материал более плотным, исключает воду и низкомолекулярные вещества и пластифицирует его более равномерно.
Отступите на некоторое расстояние назад после остановки вращения пластификатора, чтобы снизить давление расплава на переднем конце и предотвратить попадание слюны материала в сопло. Закачка расплава и охлаждение продукта происходят одновременно, и, как правило, время закачки не превышает времени охлаждения продукта.
На сайте пресс-формы для литья под давлениемКонструкция системы охлаждения очень важна. Это связано с тем, что формованные пластиковые изделия можно только охладить и отвердить до определенной жесткости, а после распалубки можно избежать деформации пластиковых изделий под воздействием внешних сил.
Поскольку время охлаждения составляет примерно 70% - 80% от всего цикла формования, хорошо спроектированная система охлаждения может значительно сократить время формования, увеличить литьё под давлением Производительность и снижение затрат.
Неправильно спроектированные системы охлаждения увеличивают время формовки и повышают стоимость; неравномерное охлаждение приводит к короблению и деформации пластиковых изделий.
6. Подложка для сиденья
После дозирования шнекового пластификатора, иногда для того, чтобы насадка не формировала холодный материал, насадку необходимо извлечь из формы, она будет использоваться для действия спинки сиденья.
Это действие используется в сочетании с действием melt, существует три типа melt: фиксированный melt, до того, как они расплавятся, после melt, обычно используется фиксированный melt, и до того, как они расплавятся.
7. Охлаждение
Охлаждение продукта и шнековая пластификация по времени обычно совпадают, как правило, время охлаждения больше времени плавления.
Перед открытием формы изделие должно быть охлаждено до температуры ниже температуры стеклования материала, чтобы изделие не деформировалось при выталкивании.
8. Открытие пресс-формы
Изделие своевременно открывается после достаточного охлаждения, что сокращает цикл формовки и повышает эффективность производства.
Первоначальное высокое давление и низкая скорость раскрытия пресс-формы заставляют продукт выходить из неподвижной пресс-формы, затем следует среднее давление впрыска и высокая скорость, переходящая в низкое давление и низкую скорость перед окончанием раскрытия пресс-формы для предотвращения удара, и прекращение действия раскрытия пресс-формы, когда расстояние раскрытия пресс-формы достаточно для выталкивания и извлечения продукта.
9. Извлечение
Когда подтверждение открытия формы получено, механизм выталкивания выталкивает продукт из формы.
10. Выньте продукт
В полуавтоматическом варианте шпули и все продукты вынимаются оператором вручную; в полностью автоматическом варианте шпули и продукты или шпули с продуктами вынимаются роботом и падают надежно и автоматически.
11. Отступление эжектора
Когда изделие выходит из формы, штифт выталкивателя втягивается в исходное положение.

Как определить время цикла литья под давлением?
Вышеперечисленные стандартные шаги литьё под давлением Цикл может быть повторен для серийного производства продукции.
Если структура продукта не является особенной, время впрыска составляет около 6 секунд, время выдержки - 10 секунд, время охлаждения - 25 секунд, время открытия плюс время выталкивания - 3 секунды, время роботизированного захвата - 3 секунды, а при ручном захвате - 6 секунд.







