 Перейти к содержанию
Перейти к содержанию 

What Is an Injection Mold and Why Is It Critical to Manufacturing?
An injection mold is a custom-machined metal tool that shapes molten plastic into finished parts during the литьё под давлением1 process. It defines the part geometry, surface finish, and dimensional accuracy — making it the single most critical component in any plastic manufacturing operation. Without a properly designed mold, consistent production is impossible regardless of machine quality or material selection.
The critical nature of injection molds stems from three factors: they define dimensional accuracy, surface finish quality, and production efficiency. A mold with improperly spaced cavities or misaligned cores will produce out-of-spec parts regardless of machine parameters. Surface textures – from high-gloss Class A finishes to matte textures like VDI 3400 – are physically etched into the mold steel and directly transferred to every part. And проектирование пресс-форм determines cycle time through cooling channel layout, cavity balance, and ejection efficiency. Getting the mold type right for your application is not just a technical decision – it’s a strategic business decision that affects tooling cost, per-part pricing, production flexibility, and time-to-market.
- Single-cavity molds fit prototypes, tight tolerances, and lower tooling budgets.
- Multi-cavity molds reduce unit cost only when annual demand justifies the higher tool investment.
- Family molds work best for related parts with similar volume, resin, and fill behavior.
- Stack molds raise output per cycle but demand tighter alignment, maintenance, and machine setup.
- Overmolding supports multi-material parts, but material compatibility and tooling cost must be checked early.
What Are the Main Types of Injection Molds?
Injection molds are categorized by cavity configuration, production strategy, and application requirements. Understanding each type helps manufacturers select the optimal tool for their specific production goals.
| Тип пресс-формы | Configuration | Лучшее для | Cavities | Typical Cost |
|---|---|---|---|---|
| Однополостная пресс-форма | One cavity per shot | Prototyping, low volume, high precision | 1 | Low ($3k-$15k) |
| Multi-Cavity Mold | Multiple identical cavities | High-volume production runs | 2-100+ | High ($20k-$200k+) |
| Family Mold | Multiple different parts | Related parts in one tool | 2-8 parts | Medium ($15k-$60k) |
| Stack Mold | Multiple levels stacked | Space efficiency, high output | 2x-4x standard | Very High ($50k-$500k+) |
| Overmolding Mold | Two-shot or insert molding | Multi-material parts | 1-4 cavities | High ($25k-$150k) |
“Cavity balance – achieving identical fill conditions across all cavities – is more challenging in multi-cavity molds than single-cavity molds.”Правда
Balancing a single cavity is straightforward: tune melt temperature, injection speed, and pressure until the part is acceptable. With multiple cavities, the runner system2 must deliver equal melt volume, temperature, and pressure to each cavity simultaneously. Uneven runner length, subtle temperature gradients, or slight machining variations can cause cavity-to-cavity variations in weight, dimensions, and cosmetic quality. This balancing challenge increases exponentially with cavity count.
“Multi-cavity molds always produce lower per-part costs regardless of production volume.”Ложь
Multi-cavity molds only offer economic advantages when production volume justifies the higher tooling cost. For runs under 50,000-100,000 parts, the per-part cost savings from reduced cycle time and labor often fail to offset the mold’s higher initial investment. Single-cavity molds may actually be more economical for medium volumes when you factor in mold maintenance and cavity-to-cavity quality consistency requirements.
When Should You Choose a Single-Cavity Mold?
Single-cavity molds are the foundational mold type – one part is produced per machine cycle. Despite their simplicity, they offer distinct advantages that make them the optimal choice for many applications.
At ZetarMold, we recommend single-cavity molds for:
Prototyping and development: Quick tooling (USD 3k-10k) allows rapid design iterations without major capital commitment. Changes are easier and cheaper with one cavity.
Low to medium volume production: Annual volumes under 50,000-100,000 parts rarely justify multi-cavity tooling costs.
High-precision applications: Tight tolerances (±0.05mm or tighter) are easier to maintain with one cavity. прецизионное литье под давлением3 benefits from focused attention to cavity quality.
Large or complex parts: Parts larger than 200mm or with complex geometries often consume the entire machine’s clamping force and shot capacity.
Future design uncertainty: If part design may change, single-cavity molds are easier and cheaper to modify or replace.
The tradeoff is higher per-part cost for production runs – but when flexibility, precision, or lower tooling investment are priorities, single-cavity molds deliver the best overall economics.
When Do Multi-Cavity Molds Make Economic Sense?
Multi-cavity molds are economically justified when annual demand is high enough to recover higher tooling cost through lower unit cost. Multi-cavity molds make economic sense when your annual production volume exceeds 50,000–100,000 identical parts, at which point the higher tooling cost is quickly offset by dramatically lower per-part prices. By producing two, four, eight, or even hundreds of copies per cycle, a multi-cavity mold cuts unit cost through superior production efficiency — but only when volume justifies the investment.
Use multi-cavity molds when:
Annual volume exceeds 100,000 parts: The break-even point varies by part size and complexity, but 100,000+ parts per year is a common threshold.
Part design is stable: Multi-cavity tools are expensive to modify. Ensure the design is production-ready before investing.
Consistent quality is required: High-volume products need consistent part-to-part quality across cavities.
Machine capacity allows: Ensure your molding machine has enough clamping force (multiply single-cavity force by cavity count) and shot capacity.
Per-part cost is critical: Consumer products and automotive components often require multi-cavity molds to achieve target pricing.
In our experience, 4-cavity and 8-cavity molds are the most common configurations for mid-range production (100,000-1,000,000 parts annually). Higher cavity counts (16, 32, 64+) are typically reserved for very small parts like bottle caps, electrical connectors, and fasteners.
What Are Family Molds and When Are They Useful?
Family molds are molds that produce related parts in one cycle and are useful when those parts share material, shrinkage, and demand. Family molds are most useful when you need 2–8 different but related parts in moderate volumes, especially components that will be assembled together in the same product. By cutting multiple part geometries in a single mold base, a family mold eliminates separate tooling costs and ensures all components are produced from the same material batch for consistent fit and color.

Family molds excel when:
Parts form an assembly set: A housing, lid, and internal bracket produced together eliminates inventory mismatches and simplifies assembly logistics.
Material is identical: All cavities must use the same plastic resin – different materials require separate molds.
Part sizes are similar: Large variations in part volume cause cavity imbalance and filling issues.
Volume is moderate: Production volume should be high enough to justify the family mold but low enough that dedicated molds for each part would be wasteful.
Color matching is critical: Producing all components together ensures perfect color consistency.
The challenges include: cavity balance is more difficult due to differing part geometries; if one cavity wears or requires maintenance, the entire mold must be removed from the machine; and cycle time is limited by the slowest-filling cavity. Despite these challenges, family molds can reduce overall tooling costs by 40-60% compared to separate molds for each component.
How Do Stack Molds Improve Production Efficiency?
The main way stack molds improve production efficiency is by increasing output per cycle without a proportionally larger machine footprint. Stack molds improve production efficiency by placing multiple levels of cavities — typically two or four — vertically within a single mold base, effectively doubling or quadrupling output per cycle without requiring a larger injection molding machine. Each level operates independently, so the part count per shot multiplies while machine footprint and clamp tonnage stay the same.
Stack mold advantages:
Double or quadruple output: A 2-level stack produces 2x parts per cycle; a 4-level stack produces 4x.
Space efficiency: Same machine footprint, twice the output. Critical for facilities with limited floor space.
Lower per-part cost: Machine time is amortized across more parts per cycle.
Improved cavity balance: All cavities are equidistant from the sprue, improving balance compared to traditional multi-cavity layouts.
Детали с толстыми сечениями или сложной геометрией могут требовать более длительного времени охлаждения, что снижает преимущество многополостного производства.
Higher tooling cost: Stack molds cost 2-3x more than equivalent conventional multi-cavity molds.
Increased mold height: Requires machines with larger daylight (mold opening stroke) and sufficient clamping force.
Complex maintenance: More components mean more potential failure points and longer maintenance downtime.
Longer cycle times: Stack molds often require additional time for layer separation and ejection between levels.
In our factory, we’ve successfully used 2-level stack molds for high-volume consumer products and automotive interior components. The investment is substantial but justified when production volumes exceed 500,000 parts annually.
What Are Overmolding Molds and How Do They Work?
Overmolding molds are molds that combine multiple materials by molding one material over or around another substrate in sequence. Overmolding molds work by injecting a second material — typically a soft TPE or TPU — over a previously molded rigid substrate in a two-shot or multi-shot process, creating a single integrated part with combined properties. Common applications include soft-touch grips on power tools, multi-color housings, and sealed electronic enclosures where a rigid core meets a flexible exterior.
Two overmolding approaches:
Two-shot molding: A rotary mold with two separate molding stations. First shot produces the substrate; then the mold rotates 180°, and the second shot molds the overmold material onto the substrate. Highest quality but requires specialized machine and mold.
Insert molding: A pre-molded substrate (or metal insert) is manually or robotically placed into a single-shot mold, then the overmold material is injected around it. Lower tooling cost but higher labor cost and cycle time.
“Two-shot overmolding generally produces higher quality and stronger bonds than insert overmolding, but requires higher tooling and machine investment.”Правда
Two-shot molding bonds materials in their molten state, creating a molecular-level bond that is stronger than mechanical interlocking alone. The process eliminates human handling, reducing contamination and cycle time variability. However, two-shot molds cost 2-3x more than insert molds and require a rotary machine with synchronized injection units. Insert molding is more economical for lower volumes and when material compatibility allows simpler bonding strategies.
“Any two plastic materials can be overmolded together without special considerations.”Ложь
Material compatibility is critical for successful overmolding. The substrate and overmold materials must bond chemically or mechanically. Materials with similar chemical structures (like two polypropylenes or two ABS grades) bond well. Dissimilar materials require special tie-layers , surface treatments, or mechanical interlocking features. Temperature differences also matter – if the overmold material’s melt temperature is too high, it can remelt or distort the substrate.
What Design Factors Affect Mold Type Selection?
Выбор типа пресс-формы определяется годовым объёмом, геометрией детали, допусками, совместимостью материалов, бюджетом на оснастку и ограничениями оборудования. Несколько конструктивных и производственных факторов определяют, какой тип пресс-формы обеспечит наилучшую экономичность и качество. Анализ этих факторов до инвестиций в оснастку предотвращает дорогостоящие ошибки.
| Фактор | Favors Single-Cavity | Favors Multi-Cavity | Favors Stack/Family |
|---|---|---|---|
| Annual Volume | < 50,000 parts | > 100,000 parts | > 200,000 parts |
| Part Stability | Design evolving | Design frozen | Design frozen |
| Tooling Budget | Lower ($3k-$15k) | Medium-High ($20k-$200k) | High ($50k-$500k) |
| Размер детали | Large (>150mm) | Small-Medium | Small (<50mm) |
| Tolerance | Tight (±0.05mm) | Moderate (±0.1mm) | Умеренный |
| Machine Capacity | Smaller machines OK | Needs larger tonnage | Needs larger daylight |
Additional considerations we evaluate at ZetarMold:
Material selection: Some materials (filled nylons, glass-filled PPS) are abrasive and increase mold wear – multi-cavity tools may require more frequent maintenance.
Требования к охлаждению: Детали с толстыми сечениями или сложной геометрией могут требовать более длительного времени охлаждения, что снижает преимущество многогнёздного производства.
Требования к качеству: Медицинские и аэрокосмические применения часто требуют одногнездных пресс-форм для прослеживаемости и индивидуальной валидации каждого гнезда.
Масштабируемость в будущем: Если объем может резко возрасти, проектирование многогнездной формы с самого начала (даже если изначально используется меньше гнезд) может быть экономически эффективным.
How Do You Maintain Different Mold Types for Long Service Life?
Длительный срок службы достигается, когда различные типы пресс-форм очищаются, смазываются, проверяются и ремонтируются по графику, соответствующему риску износа. Требования к обслуживанию пресс-форм различаются в зависимости от типа, но все формы выигрывают от регулярного ухода. Хорошо обслуживаемая форма может произвести миллионы качественных деталей; заброшенная форма выходит из строя преждевременно и производит брак.
Maintenance schedule by mold type:
Одногнездная: Каждые 25 000–50 000 циклов – очищайте гнезда, проверяйте толкатели, осматривайте каналы охлаждения на предмет утечек. Проще форма = быстрее осмотр.
Многогнездная: Каждые 10 000–25 000 циклов – баланс гнезд со временем меняется; проверяйте размеры литников, износ разводящих каналов и картину заполнения каждого гнезда. Больше гнезд = больше точек контроля.
Семейная форма: Каждые 15 000–30 000 циклов – уделяйте особое внимание балансу гнезд, так как детали различаются по объему. Следите за износом больших и меньших гнезд.
Штабельная форма: Каждые 5 000–15 000 циклов – более сложная, с большим количеством движущихся частей. Проверяйте поворотный механизм, центровочные штифты и синхронизацию по уровню. Штабельные формы выходят из строя катастрофически при возникновении проблем с центровкой.
Многокомпонентное литье: Каждые 10 000–20 000 циклов – проверяйте зоны соединения на расслоение, проверяйте повреждение подложки во время литья вторым компонентом, проверяйте изоляцию материалов.
Universal maintenance practices:
Профилактическая очистка: Удаляйте накопление материала из вентиляционных отверстий, сердечников и полостей до того, как это вызовет дефекты.
Смазка: Поддерживайте надлежащую смазку слайдов, подъемников и толкателей высокотемпературной смазкой для пресс-форм.
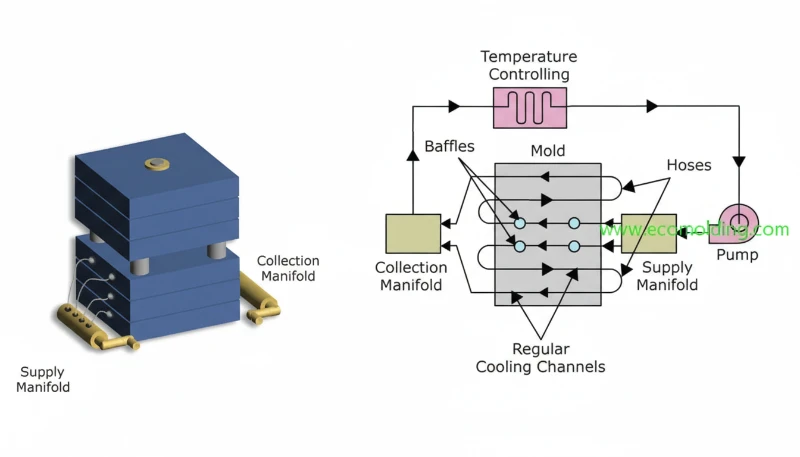
Мониторинг температуры: Проверяйте поток в каналах охлаждения и равномерность температуры по всем гнездам.
Документирование: Отслеживайте интервалы обслуживания, внесенные изменения и производственные показатели для выявления тенденций.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
What is the most common mold type?
Single-cavity molds are the most common overall, especially for prototype development and lower-volume production. For high-volume commercial products, 4-cavity and 8-cavity multi-cavity molds are the most widely used configurations. At ZetarMold, approximately 60% of our mold builds are single-cavity, 30% are multi-cavity (4-8 cavities), and 10% are specialized types (family, stack, or overmolding).
How much does an injection mold cost?
Mold cost varies dramatically by type, size, complexity, and precision requirements. Single-cavity molds typically cost $3,000-$15,000 for simple parts and $15,000-$50,000 for complex parts with tight tolerances. Multi-cavity molds range from $20,000-$200,000+ depending on cavity count and complexity. Stack molds and complex overmolds can exceed $500,000 for large, intricate tools.
Can you change a single-cavity mold to a multi-cavity mold?
Как правило, нет – конвертация требует проектирования и изготовления совершенно новой основы формы и набора гнезд. Однако некоторые формы спроектированы со сменными блоками гнезд, что позволяет использовать одну основу формы для разных гнезд схожего размера. Это более распространено в семейных формах, чем в истинной конвертации многогнездной формы в одногнездную.
What is the lifespan of an injection mold?
Mold lifespan depends on mold steel grade, material molded, and maintenance. Aluminum molds last 10,000-50,000 shots (good for prototypes). P20 steel molds last 100,000-500,000 shots (good for low-to-medium volume). H13 hardened steel molds last 500,000-2,000,000+ shots (ideal for high-volume production). Proper maintenance can extend these numbers by 50-100%.
How do you choose between two-shot and insert overmolding?
Two-shot overmolding is better for high-volume production (>200,000 parts annually) where quality consistency and bond strength are critical. Insert overmolding is better for lower volumes (10,000-200,000 parts) where tooling cost is a major concern or when using metal inserts. The cost crossover point varies but is typically around 200,000-300,000 parts depending on part complexity.
What is cavity balance and why is it important?
Cavity balance is the design and tuning of the mold runner system to deliver equal melt volume, temperature, and pressure to all cavities simultaneously. Poor cavity balance causes variations in part weight, dimensions, and cosmetic quality between cavities. Multi-cavity molds require careful runner design and often use simulation software like Moldflow to achieve balance before machining.
How many cavities can a mold have?
Theoretically unlimited, but practical limits exist. Small parts like bottle caps often use 64-128 cavity molds. Medium-sized parts typically use 4-16 cavities. Large parts may be limited to 1-2 cavities due to machine clamping force and shot capacity constraints. The cavity count must balance production needs against mold complexity, maintenance requirements, and cavity balance challenges.
Резюме
Типы литьевых форм – одногнездные, многогнездные, семейные, штабельные и для литья с наложением – каждый служит конкретным производственным потребностям. Одногнездные формы предлагают гибкость, точность и более низкую стоимость оснастки для прототипов и мелкосерийного производства. Многогнездные формы обеспечивают значительно более низкую себестоимость детали при крупносерийном производстве, если спроектированы с правильным балансом гнезд. Семейные формы эффективно производят связанные детали в одном инструменте, а штабельные формы удваивают производительность без увеличения занимаемой машиной площади. Литье с наложением позволяет создавать детали из нескольких материалов с интегрированными связями посредством процессов двухкомпонентного литья или литья с вставками.
Ключ к успешному выбору типа пресс-формы заключается в соответствии вашего объема производства, сложности детали, требований к качеству и бюджета подходящему типу пресс-формы. В ZetarMold мы видели, как проекты достигают успеха или терпят неудачу из-за этого основополагающего решения. Инвестирование времени на предварительный анализ этих факторов – и консультации с опытными инженерами по пресс-формам – гарантирует, что ваша оснастка обеспечит как качественные детали, так и благоприятную экономику на протяжении всего жизненного цикла продукта. Смотрите наши Injection Molding Complete Guide for a comprehensive overview.
Нужно Предложение для вашего проекта литья под давлением?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote →
-
injection molding: Литье под давлением – это производственный процесс, при котором расплавленный термопластичный материал впрыскивается под высоким давлением в закрытую полость формы, охлаждается для отверждения в желаемую форму, а затем извлекается в виде готовой детали. ↩
-
runner system: Литниковая система – это сеть каналов, доставляющих расплавленный пластик от сопла машины к каждому гнезду формы, спроектированная для одновременного заполнения всех гнезд сбалансированным потоком. ↩
-
precision injection molding: Прецизионное литье под давлением относится к производственному процессу, который достигает жестких размерных допусков (обычно ±0,05 мм или лучше) за счет оптимизированной конструкции пресс-формы, контролируемых параметров процесса и высококачественных материалов для оснастки. ↩





