 Перейти к содержанию
Перейти к содержанию 

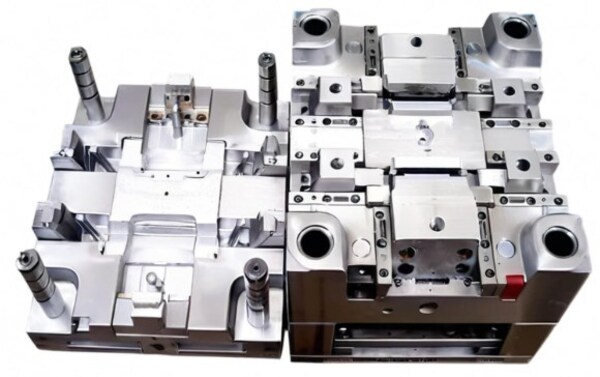
Введение: Пресс-формы очень важны в современной промышленности, и качество ваших пресс-форм напрямую влияет на качество вашей продукции.

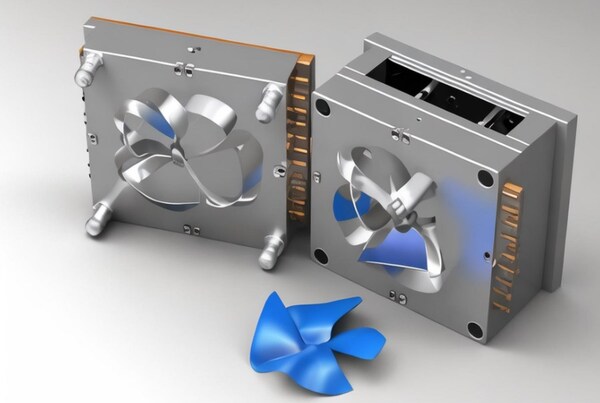
Пластик литьё под давлением Процесс производства пресс-форм обычно делится на: заказ клиента, проектирование пресс-формы, изготовление пресс-формы, проверка и испытание пресс-формы, модификация и ремонт пресс-формы, техническое обслуживание пресс-формы, и ниже мы объясним их по очереди.
Персонализация клиента
Производство пресс-форм для литья пластмасс начинается с того, что инженеры заказчика предоставляют изготовителю пресс-форм чертежи изделия. Изготовитель пресс-формы принимает данные об изделии, пережевывает их и выплевывает в виде списка производственных задач по литью пластмасс. Это и есть инжиниринг заказчика.

Требования к производству пластиковых деталей
Вам необходимо понять технические требования к деталям, например, можно ли их обрабатывать, можно ли точно определить их размеры и т. д.
Например, какие требования предъявляются к форме внешнего вида, прозрачности цвета и эксплуатационным характеристикам пластиковых деталей? Является ли геометрическая структура, наклон, вставка и т.д. пластиковых деталей разумными? Какова допустимая степень дефектов формовки, таких как следы от сварки и усадочные отверстия, и проводится ли последующая обработка, такая как покраска, гальваническое покрытие, шелкография и сверление.

Оцените, есть ли узкие допуски на размеры и можно ли отлить деталь из пластика, отвечающую требованиям. Также необходимо знать параметры процесса пластификации и расплава пластика.
Информация о процессе
Поймите требования к методу литья под давлением, модели пивной машины, характеристикам пластиковой смолы, типу конструкции пресс-формы и т.д.

Материал для формовки должен быть достаточно прочным для пластиковой детали, хорошо растекаться, быть одинаковым по всей поверхности, быть одинаковым во всех направлениях и не меняться при нагревании.
В зависимости от того, для чего предназначена пластиковая деталь и будет ли она впоследствии обрабатываться, материал для литья должен хорошо окрашиваться, покрываться металлом, хорошо выглядеть, быть достаточно растяжимым и гибким, прозрачным или блестящим, склеиваться (например, при помощи звуковых волн) или свариваться.
Выберите формовочное оборудование
Мощность впрыска, давление смыкания, давление впрыска, узел впрыска, размер установки пресс-формы, устройство и размер выталкивания, диаметр отверстия сопла и сферический радиус сопла, размер позиционирующего кольца затворной втулки, максимальная и минимальная толщина пресс-формы, ход шаблона и т.д.
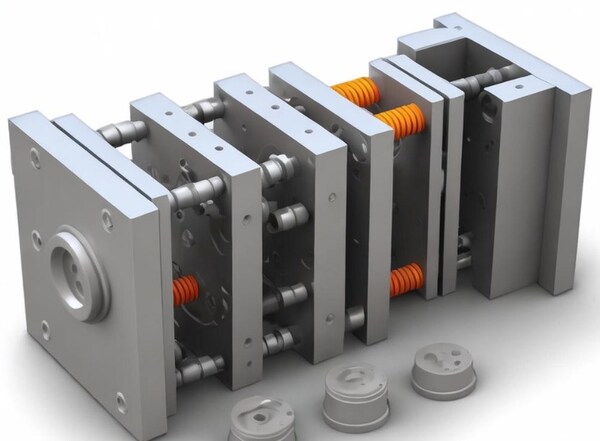
План строения конкретной плесени
Двухплитная пресс-форма, трехплитная пресс-форма. Надежна ли конструкция пресс-формы, соответствует ли она технологическому процессу (например, геометрическая форма, качество обработки поверхности, точность размеров и т.д.) и экономическим требованиям производства пластмассовых деталей (низкая стоимость деталей, высокая эффективность производства, непрерывная работа пресс-формы, длительный срок службы, экономия труда и т.д.).
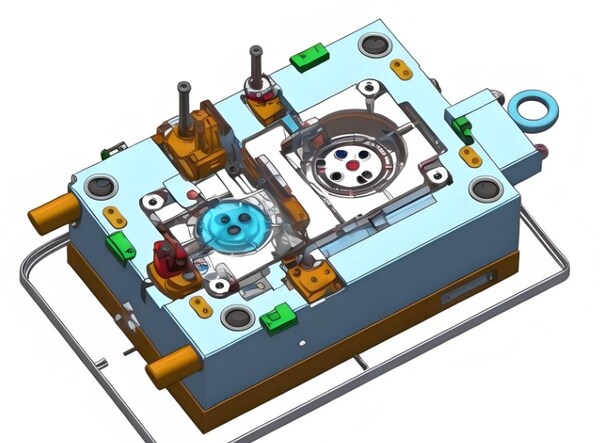
Проектирование конструкции пресс-формы
Чтобы изготовить хорошую пресс-форму, необходимо хорошее технологическое оборудование и квалифицированные формовщики. Но самое главное - это хорошая конструкция пресс-формы. Особенно для сложных пресс-форм, качество конструкции пресс-формы составляет более 80% качества пресс-формы.
Хорошая конструкция пресс-формы - это: соответствие требованиям заказчика, низкая стоимость обработки, небольшая сложность обработки и короткое время обработки.
Чтобы добиться этого, вы должны не только полностью понять требования заказчика, но и разобраться в литьё под давлением машина, конструкция пресс-формы, технология обработки и технологические возможности вашего собственного завода по производству пресс-форм.
Конструкция пресс-формы определяется типом термопластавтомата и характеристиками пластиковых деталей. При проектировании следует обратить внимание на следующие аспекты: технические характеристики термопластавтомата; технологические характеристики пластмасс; систему заливки, включая бегунки, затворы и т. д.;
Формообразующие детали; обычно используемые конструктивные детали; механизм позиционирования; механизм выталкивания; контроль температуры формы; вытяжка; материал формы.При проектировании формы необходимо продумать множество вещей и выбрать хорошую форму, которая обеспечит правильную работу формы.
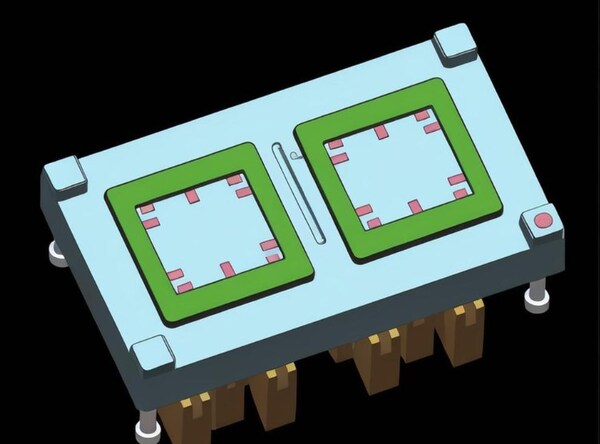
Рейтинг пластиковых деталей
Ранжирование пластиковых деталей - это упорядочивание одной или нескольких необходимых вам пластиковых деталей в зависимости от того, как вы собираетесь их изготавливать и что нужно заказчику.

Ранжирование пластиковых деталей дополняет структуру пресс-формы и технологичность пластика, а также напрямую влияет на последующий процесс литья под давлением. Соответствующая структура пресс-формы должна учитываться при ранжировании, а ранжирование должно быть скорректировано при условии соответствия структуре пресс-формы.
С точки зрения процесса литья под давлением, для ранжирования необходимо учитывать следующие моменты:

a. Длина бегунка; b. Отходы бегунка; c. Положение затвора; d. Баланс подачи клея; e. Баланс давления в полости. Когда речь идет о конструкции пресс-формы, необходимо учитывать следующие моменты: a. Убедитесь, что она соответствует требованиям к герметизирующему клею.
b. Убедитесь, что в конструкции пресс-формы достаточно места: проверьте, достаточно ли места для основания литника, бегунка, линии раздела и других необходимых мест; проверьте, достаточно ли прочна конструкция пресс-формы; проверьте, нет ли помех между несколькими движущимися частями; убедитесь, что расположение втулки не мешает расположению выталкивающего штифта.
c. Учитывайте винты, охлаждающую воду и устройство эжектора: при ранжировании учитывайте, как винты и эжекторы влияют на отверстия для охлаждающей воды.
d. Убедитесь, что соотношение длины и ширины формы сбалансировано: форма должна быть как можно более компактной, с хорошим соотношением длины и ширины, и учитывайте, как она будет размещаться на литьё под давлением машина.

Расставание
Выберите правильную поверхность раздела, учитывайте расстояние между уплотнениями, постройте опорную плоскость, сбалансируйте боковое давление, сгладьте контактную поверхность сопла, обработайте контакт и проникновение в маленькие отверстия, избегайте острой стали и всесторонне учитывайте внешний вид изделия.
Проверка деталей и повышение прочности пресс-формы
Выберите правильную поверхность сопряжения, учитывайте расстояние между уплотнениями, постройте опорную плоскость, сбалансируйте боковое давление, сгладьте контактную поверхность сопла, обработайте контакт и проникновение в маленькие отверстия, избегайте острой стали и всесторонне учитывайте внешний вид изделия.
Чтобы убедиться, что пресс-форма может нормально работать, необходимо проверить не только общую прочность пресс-формы, но и прочность местной структуры пресс-формы.Внесите некоторые улучшения в конкретный механизм, чтобы улучшить местную прочность.
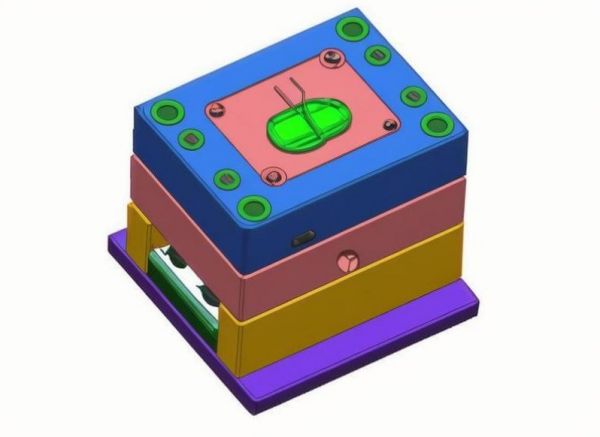
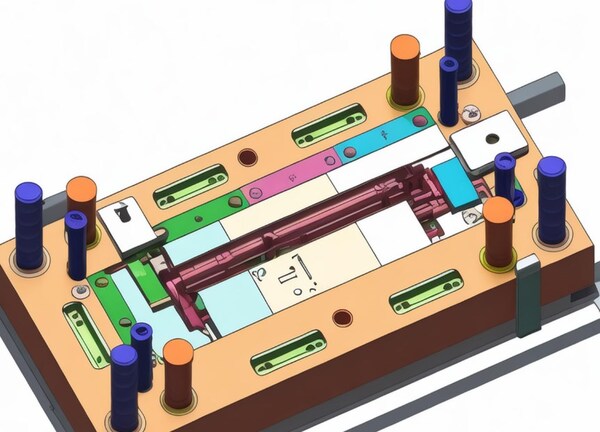
Проектирование деталей пресс-форм
Детали пресс-форм можно разделить на два типа: формообразующие и конструктивные. Формообразующие детали - это детали, которые непосредственно участвуют в формировании полости, такие как вогнутая форма (полость), пуансон (сердечник), вставка, ползун и т.д.
Конструктивные детали - это детали, используемые для установки, позиционирования, направления, выталкивания и различных действий в процессе формования, такие как позиционирующие кольца, сопла, винты, тяги, выталкиватели, уплотнительные кольца, тяги с фиксированным расстоянием, крюки и т.д.
Когда мы разбиваем вставки, мы в основном учитываем следующие аспекты: отсутствие острой стали, тонкая сталь, простота обработки, легкость регулировки размера и ремонта, обеспечение прочности формованных деталей, простота сборки, отсутствие влияния на внешний вид, а также всестороннее рассмотрение вопроса охлаждения (после изготовления вставки трудно охладить локально, поэтому необходимо учитывать ситуацию охлаждения).

При проектировании конструктивных деталей общий принцип расположения выталкивающих штифтов и каналов охлаждения заключается в том, чтобы сначала расположить выталкивающие штифты, затем каналы охлаждения, а затем отрегулировать выталкивающие штифты. Однако в реальном производстве часто приходится учитывать модификацию пресс-формы.

После завершения изготовления пресс-формы каналы охлаждения запускаются не сразу. Они могут быть открыты только после того, как пресс-форма будет модифицирована в течение определенного периода времени в соответствии с ситуацией модификации.
Расположение гильзы эжектора:
Выталкивающая втулка обычно используется для позиции столба пресс-формы. Кроме того, при более глубоком расположении кости выталкивающий штифт легко выталкивается, а выталкивающая втулка также может использоваться для добавления кости для облегчения выталкивания. Как правило, толщина стенки выталкивающей втулки составляет >=1 мм, и при заказе выталкивающая втулка и выталкивающая игла заказываются вместе.

При проектировании конструкции высота колонны не должна быть слишком большой, иначе рукавная игла легко сгибается и с трудом выталкивается. Что касается проектирования и выбора других конструктивных элементов, таких как позиционирующие кольца, насадки, винты, тяги, уплотнительные кольца, тяговые пластины с фиксированным расстоянием, крючки, пружины и т. д., то интересующиеся могут найти некоторую информацию, чтобы разобраться в ней самостоятельно.
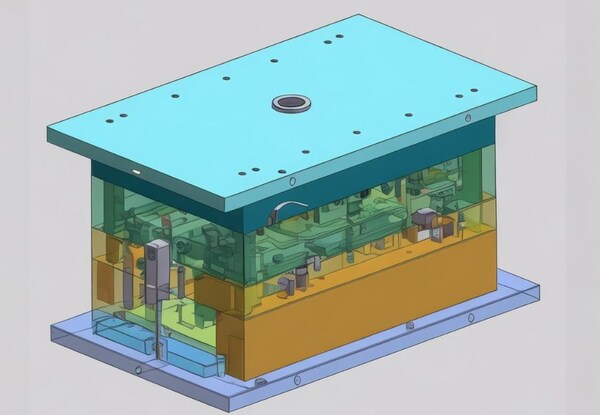
Изготовление чертежей пресс-форм
Чертежи пресс-форм - это важные документы, которые преобразуют конструкторские замыслы в производство пресс-форм. Как правило, они должны быть выполнены в соответствии с национальными стандартами, а также должны сочетаться с обычными методами черчения, принятыми на каждом заводе.

Чертежи пресс-форм включают в себя чертежи общей структуры сборки и технические требования к ним, а также чертежи всех деталей, включая различные вставки.
Производство пресс-форм
Программирование и удаление электродов
После того как конструкция пресс-формы готова, необходимо составить программы ЧПУ и решить, нужно ли выводить электроды для EDM, исходя из условий обработки каждой детали.

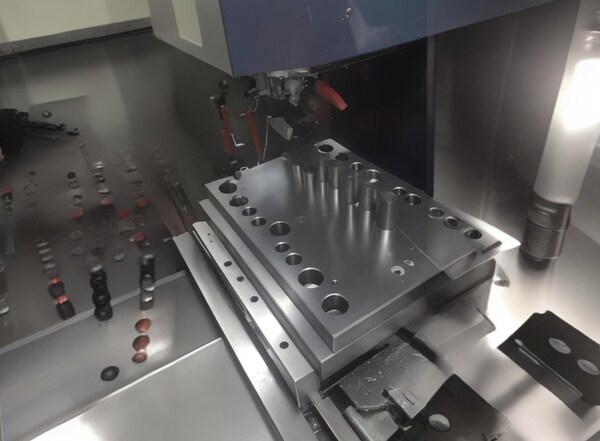
Обработка
Механическая обработка пресс-формы включает в себя обработку с ЧПУ, обработку EDM, обработку проволочной резкой, обработку глубоким сверлением и т.д. После заказа основы пресс-формы и материалов, пресс-форма находится только в состоянии грубой обработки или только стального материала. В это время необходимо провести ряд механических обработок в соответствии с конструкторским замыслом пресс-формы для изготовления различных деталей.

Обработка с ЧПУ, также известная как обработка с компьютерным числовым программным управлением, - это процесс обработки, требующий выполнения различных операций, выбора инструмента, параметров обработки и других требований. Те, кто интересуется, могут найти соответствующую информацию для изучения.

EDM-обработка, или электроэрозионная обработка, - это процесс обработки, в котором используется электрический разряд для эрозии материалов с целью достижения требуемого размера, поэтому он может обрабатывать только проводящие материалы. Используемые электроды обычно изготавливаются из меди и графита.
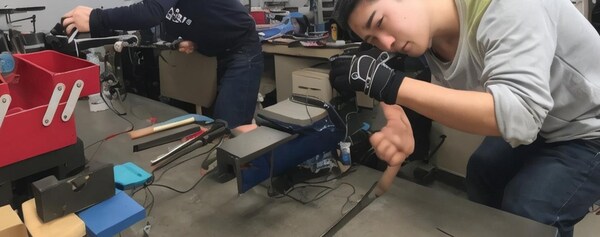
Сборка скамьи
Работа на верстаке - это очень важная часть процесса изготовления пресс-формы, которая должна выполняться на протяжении всего процесса производства пресс-формы. Работа на стенде, сборка пресс-форм, токарная обработка, фрезерование, шлифование и сверление - все это является квалифицированной работой.

Сохранение и полировка плесени
Шлифовка и полировка пресс-формы - это процесс использования наждачной бумаги, масляного камня, алмазной пасты и других инструментов и материалов для обработки деталей пресс-формы после обработки с ЧПУ, EDM, стендовой обработки и перед сборкой пресс-формы.

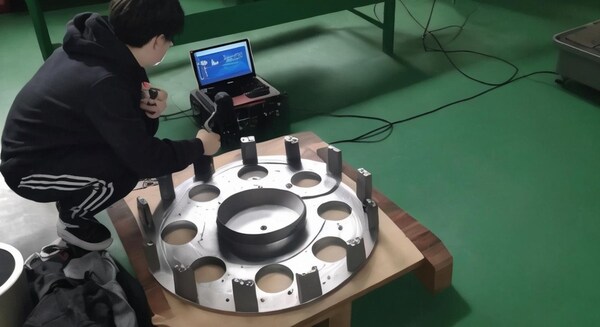
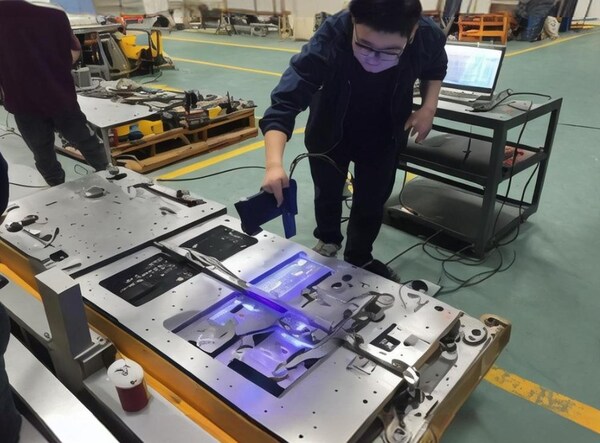
Инспекция плесени
Хорошая пресс-форма должна соответствовать следующим стандартам приемки.
Внешний вид Качество
Хорошая пресс-форма должна выглядеть ровной и гладкой, без явных царапин, неровностей и деформаций. Заводская табличка пресс-формы должна быть четкой и полной, с аккуратно расположенными символами и цифрами, и должна быть закреплена на ножке пресс-формы рядом с шаблоном и контрольным углом. Содержание заводской таблички должно включать важную информацию, такую как модель пресс-формы, информацию о производителе и используемых материалах.
Структурная рациональность
Конструкция пресс-формы должна быть разумной и стабильной, а все компоненты должны быть установлены прочно и без люфтов.
Позиционирующее кольцо, затворная втулка, выталкивающая втулка и другие компоненты пресс-формы должны соответствовать требованиям конструкции, быть установлены в правильном положении и не иметь явных повреждений и деформаций. В то же время поверхность разъема пресс-формы должна быть бесшовной, а действия по открытию и закрытию должны быть плавными и без ненормального шума.
Точность размеров
Проверка точности размеров пресс-формы очень важна для того, чтобы убедиться в точности изделия. Поэтому, получив пресс-форму, необходимо строго проверить точность ее размеров. Размеры шаблона пресс-формы и деталей должны соответствовать требованиям проекта.

Точность расположения позиционных отверстий, затворов, отверстий выталкивателя и т.д. должна соответствовать требованиям производства. Кроме того, высота закрытия пресс-формы и максимальный ход открытия пресс-формы должны соответствовать требованиям электрического литьё под давлением машины.
Детали производства
Хорошая пресс-форма также должна быть усовершенствована в деталях производства. Например, шарик R затворной втулки должен быть больше шарика R сопла термопластавтомата, чтобы обеспечить плавный поток расплавленного пластика; диаметр входного отверстия затворной втулки должен быть больше диаметра инжекционного отверстия сопла, чтобы предотвратить инжекцию во время впрыска.
Кроме того, система охлаждения пресс-формы должна быть спроектирована разумно, чтобы обеспечить равномерное охлаждение и снизить внутреннее напряжение изделия после формовки.
Модификация пресс-формы
После испытания пресс-формы в нее вносятся изменения в соответствии с результатами испытаний. Кроме того, после того как инженер утвердит пластиковую деталь, структура пластиковой детали должна быть соответствующим образом изменена.

Поскольку форма уже создана, все изменения становятся более хлопотными, а иногда даже более сложными, чем переделка. Мы должны найти наилучший способ изменения в зависимости от конкретной ситуации.
Измените дизайн формы
Чтобы полностью решить проблему, необходимо перепроектировать пресс-форму. Вы оптимизируете структуру пресс-формы, поверхность раздела, положение затвора и т. д., основываясь на проблемах исходной пресс-формы. Также необходимо продумать выбор материалов для пресс-формы и оптимизировать процесс термообработки, чтобы повысить срок службы и долговечность пресс-формы.

Например, если поверхность разъема пресс-формы неровная и вызывает недостаточное заполнение расплавом, можно изменить дизайн поверхности разъема, чтобы сделать заполнение расплавом более равномерным.
Изменение параметров пресс-формы
Изменение параметров пресс-формы - относительно простой и быстрый метод ее модификации. Регулируя такие параметры, как размер пресс-формы, точность и шероховатость поверхности, можно повысить качество и эффективность производства изделия.

Таким образом, достигается массовое и крупносерийное производство. Например, регулируя размер и положение затвора, можно оптимизировать процесс заливки расплава и улучшить качество продукта; уменьшая шероховатость поверхности формы, можно уменьшить остатки продукта и повысить эффективность производства.
Замена принадлежностей для пресс-форм
Замена комплектующих пресс-формы - популярный и относительно дешевый способ модификации пресс-форм. Для деталей пресс-формы, подверженных износу и разрушению, таких как полость, сердечник, втулка затвора и т. д., можно выбрать замену на материалы или обработку поверхности, которые более устойчивы к износу и коррозии.

Вы также можете выбрать более современные компоненты пресс-формы, исходя из ваших реальных производственных потребностей, чтобы повысить эффективность производства и качество продукции. Например, замена легко изнашиваемых полостей на высокоизносостойкие материалы может эффективно увеличить срок службы пресс-формы.
Ремонт плесени
Ремонт аргонодуговой сварки
Дуга, которая горит между подаваемой проволокой и свариваемым предметом, используется для нагрева, а газ, выходящий из сопла сварочной горелки, защищает дугу, чтобы вы могли сваривать.

В настоящее время наиболее распространена сварка TIG, которую можно использовать для большинства крупных металлов, таких как обычная сталь и фантазийная сталь. Сварка MIG подходит для нержавеющей стали, алюминия, магния, меди, титана, циркония и никелевых сплавов.
Он очень дешевый, поэтому люди часто используют его для починки пресс-форм, но у него есть некоторые проблемы, например, он создает большую зону термического воздействия и большие сварные швы. Люди начинают использовать лазеры для починки пресс-форм вместо MIG-сварки, потому что она более точная.

Ремонт щеточного покрытия
Технология нанесения покрытия кистью использует специальный источник питания постоянного тока. Положительный полюс источника питания подключается к ручке для нанесения покрытия в качестве анода во время нанесения щеточного покрытия; отрицательный полюс источника питания подключается к заготовке в качестве катода во время нанесения щеточного покрытия.
В качестве анодного материала в ручке для нанесения покрытия обычно используются высокочистые мелкозернистые графитовые блоки. Графитовые блоки обернуты хлопком и износостойкими полиэфирными хлопчатобумажными рукавами. Во время работы вы настраиваете источник питания на подходящее напряжение.
Затем вы наполняете ручку для нанесения покрытия жидкостью для нанесения покрытия. Вы перемещаете гальваническое перо вперед-назад по поверхности ремонтируемой детали с определенной относительной скоростью. Вы поддерживаете определенное давление, пока не сформируете равномерный и идеальный слой осаждения металла.
Когда гальваническое перо касается поверхности ремонтируемой заготовки, ионы металла в гальванической жидкости под действием электрического поля перемещаются к поверхности заготовки. На поверхности они получают электроны и превращаются в атомы металла. Эти атомы металла осаждаются и кристаллизуются, образуя слой покрытия. Так вы получаете равномерный слой покрытия на рабочей поверхности ремонтируемой полости пластиковой формы.
Ремонт лазерной наплавки
Лазерная сварка - это метод сварки, при котором в качестве источника тепла используется лазерный луч, сфокусированный мощным когерентным монохроматическим фотонным потоком. Этот метод сварки обычно включает лазерную сварку непрерывной мощности и лазерную сварку импульсной мощности.
Преимущество лазерной сварки в том, что ее не нужно проводить в вакууме, но недостаток в том, что ее проникающая способность не такая сильная, как у электронно-лучевой сварки.

Лазерная сварка может осуществлять точный контроль энергии, что позволяет добиться сварки прецизионных устройств. Она может быть применена ко многим металлам, особенно для решения проблемы сварки некоторых трудносвариваемых металлов и разнородных металлов. Она широко используется при ремонте пресс-форм.
Уход за плесенью
Убедитесь, что среда, в которой используется плесень, сухая и избегайте влажности
Если окружающая среда влажная, поверхность пресс-формы подвержена ржавчине, что скажется на качестве поверхности и сроке службы пресс-формы. Поэтому при хранении формы выбирайте сухое и проветриваемое место, а для защиты используйте влагостойкие материалы.

Регулярно очищайте поверхность от плесени
При использовании пресс-формы на нее попадает краска, масло и другие вещества, что влияет на эффект от использования. Поэтому поверхность формы следует регулярно очищать моющим средством, чтобы обеспечить гладкость поверхности и избежать дефектов, влияющих на качество.

Правильно используйте пресс-форму
Пресс-форма разработана и изготовлена с учетом определенных условий эксплуатации, поэтому при ее использовании следует уделять особое внимание, избегать чрезмерного использования во время работы и соблюдать правила эксплуатации, чтобы пресс-форма не была повреждена и не имела проблем с качеством при длительном использовании.

Часто смазывайте и обслуживайте
Во время работы пресс-форма нуждается в сотрудничестве с подвижными частями, поэтому подвижные части пресс-формы необходимо часто смазывать, чтобы предотвратить их застревание или заклинивание из-за износа во время работы.
Обратите внимание на способ хранения
Когда вы храните форму в течение длительного времени, вы не хотите, чтобы она испортилась и испортилась. Поэтому при хранении ее нужно положить на ровную поверхность и подпереть чем-нибудь, чтобы она не потеряла форму, пока вы ее не используете.

Заключение
Пресс-формы для литья пластмасс под давлением очень важны в современной промышленности. Если вы хотите, чтобы ваш конечный продукт был качественным, вам нужна хорошая пресс-форма. Вы должны быть уверены, что ваш дизайн пресс-формы хорош, что ваша пресс-форма сделана хорошо, и что вы заботитесь о своей пресс-форме.
Вы должны быть уверены, что хорошо работаете с заказчиком, проектируете форму, изготавливаете форму, испытываете форму, модифицируете форму и обслуживаете ее. Если вы не справитесь со всеми этими задачами, ваша пресс-форма не будет качественной. Поэтому вам нужно постоянно работать над технологией и процессом, чтобы убедиться, что вы можете делать хорошие формы.







