 Перейти к содержанию
Перейти к содержанию 
Решения для прецизионной полировки литейной стали
Повысьте производительность литьевых форм с помощью прецизионных полировальных решений ZetarMold. Откройте для себя экспертные методы для превосходной отделки стали пресс-форм!
Ресурсы для решения задач прецизионной полировки стали для литьевых форм
Что такое прецизионная полировка стали для литья под давлением?
Прецизионная полировка стали для литьевых форм - это серия тщательных механических и/или химико-механических операций по обработке поверхности, выполняемых на полости, сердцевине и других функциональных поверхностях литьевой формы, изготовленной из инструментальной стали. Основной целью является достижение определенной, высокоочищенной текстуры поверхности, как правило, зеркальной или точно контролируемой матовой или текстурированной поверхности, в зависимости от требований к конечному продукту.
Полное техническое имя: Прецизионная обработка поверхности инструментальных сталей для литья под давлением.
Общие псевдонимы: Полировка пресс-форм, полировка инструментов, полировка полостей, зеркальная отделка (для придания блеска).
1. Основные принципы:
① Прогрессивное удаление материала: Полировка заключается в последовательном удалении микроскопических слоев стали с помощью все более мелких абразивных материалов. Каждый этап удаляет царапины и дефекты поверхности, оставленные предыдущим, более грубым этапом.
② Целостность поверхности: Процесс направлен на улучшение целостности поверхности стали путем удаления следов обработки, слоев EDM и других дефектов, что приводит к созданию однородной и гладкой поверхности.
③ Точность размеров: Во время удаления материала прецизионная полировка должна сохранять критические размеры и геометрические допуски пресс-формы.
④ Достижение заданной отделки: Конечной целью является соблюдение заранее установленного стандарта обработки поверхности, например, установленного Обществом производителей пластмасс (SPI), или индивидуальных спецификаций.
2. Основные понятия:
① Формовочная сталь: Специализированные инструментальные стали (например, P20, H13, S7, 420SS) используются для изготовления литьевых форм благодаря своей твердости, прочности, износостойкости и возможности полировки. Выбор стали существенно влияет на достижимый уровень полировки и требуемые усилия.
② Шероховатость поверхности (Ra, Rz): Количественные показатели текстуры поверхности. Ra (среднее значение шероховатости) - это среднее арифметическое абсолютных значений отклонений высоты профиля от средней линии. Более низкие значения Ra указывают на более гладкие поверхности.
③ Единицы блеска (GU): Мера зеркального отражения (блеска) поверхности.
④ Абразивы: Такие материалы, как алмазные соединения, оксид алюминия, карбид кремния и специализированные притирочные камни, используются с различной зернистостью.
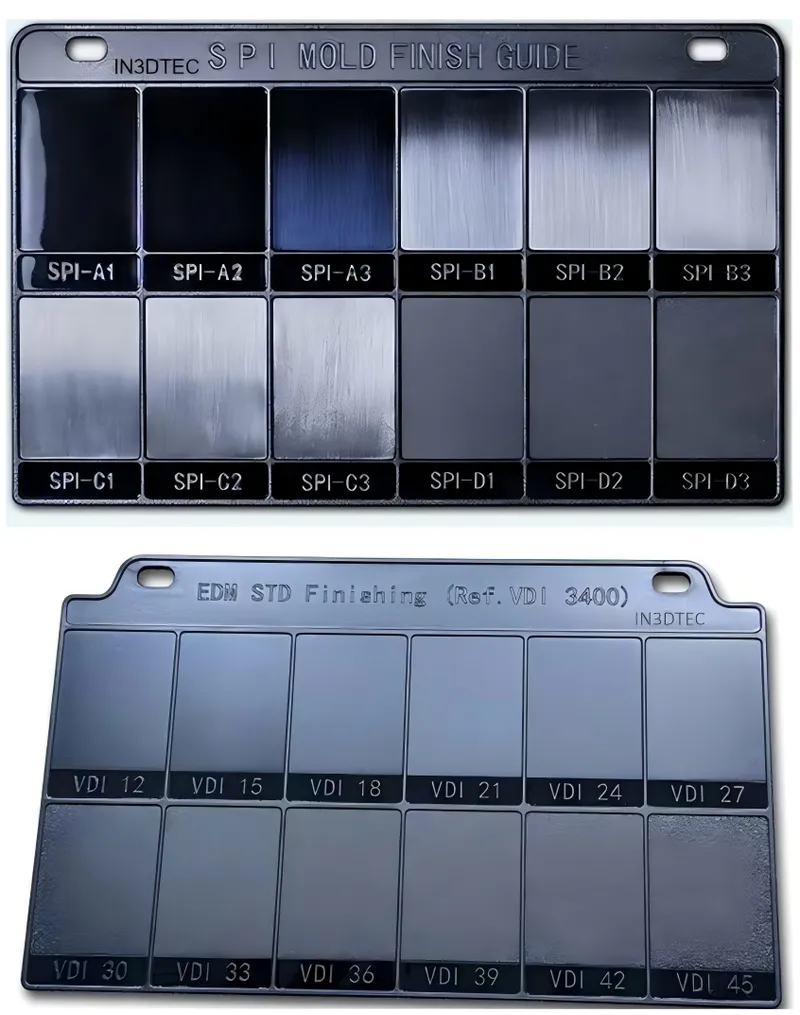
⑤ Стандарты отделки SPI: Принятые в промышленности рекомендации (от A-1 до D-3) классифицируют поверхности пресс-форм от зеркального блеска до матовой/струйной обработки.

Решающая роль полировки в успехе литья под давлением
Прецизионная полировка - это не просто придание блеска пресс-форме; она играет многогранную роль:
1. Часть Эстетика:
Отделка поверхности пресс-формы непосредственно копируется на пластиковую деталь. Высокоглянцевая пресс-форма позволяет получить глянцевую деталь, что очень важно для бытовой электроники, автомобильных интерьеров и упаковки премиум-класса.
2. Освобождение деталей (выброс):
Более гладкие поверхности пресс-формы снижают трение, облегчая выталкивание пластиковой детали. Это позволяет сократить время цикла, уменьшить напряжение детали и свести к минимуму необходимость использования разделительных средств.
3. Долговечность и срок службы пресс-формы:
Хорошо отполированная поверхность зачастую более устойчива к коррозии и износу, особенно если сняты остаточные напряжения от механической обработки. Она также может предотвратить преждевременное образование нагара из-за остатков пластика.
4. Оптическая четкость:
Для прозрачных деталей, таких как линзы или световоды, необходима исключительно высококачественная полировка (SPI A-1 или лучше), чтобы добиться оптической чистоты и предотвратить рассеивание света.
5. Характеристики потока:
Высокополированная поверхность может влиять на течение расплавленного пластика в полости формы, хотя это часто является второстепенным эффектом по сравнению с конструкцией затвора и температурой расплава.
6. Чистка и обслуживание:
Более гладкие поверхности легче чистить, на них меньше скапливается материал.

Классификации и типы полиролей для пресс-форм
Полироли для плесени можно классифицировать по нескольким критериям:
1. На основе достигнутой чистоты поверхности (например, по стандартам SPI):
- SPI A-1 (класс #3 Diamond Buff): Высочайший блеск, зеркальный блеск, оптическая прозрачность. Достигается с помощью алмазного баффа 0-1 микрон. (например, для линз, высококачественных отражателей).
- SPI A-2 (класс #6 Diamond Buff): Глянец, тонкое зеркало. Достигается с помощью 2-3-микронной алмазной шлифовки. (например, для высококачественных косметических деталей).
- SPI A-3 (класс #15 Diamond Buff): Средний блеск, мелкая светоотражающая способность. Достигается с помощью алмазного буфера толщиной 3-5 микрон.
- SPI B-1 (бумага зернистостью 600 грит): Полуглянцевый, тонкий сатин. Без видимых царапин.
- SPI B-2 (бумага зернистостью 400 грит): Полуглянцевый, средний сатиновый.
- SPI B-3 (бумага зернистостью 320 грит): Полуглянцевый, грубый сатин.
- SPI C-1 (камень с зернистостью 600 грит): Матовая отделка, мелкий камень.
- SPI C-2 (камень зернистостью 400 грит): Матовая отделка, средний камень.
- SPI C-3 (камень зернистостью 320 грит): Матовая отделка, крупнозернистый камень.
- SPI D-1 (сухая дробеструйная обработка #11 Glass Bead): Тусклая матовость, мелкая дробь.
- SPI D-2 (сухой взрыв #240 оксид): Тусклый матовый, средний взрывной.
- SPI D-3 (сухой взрыв #24 оксид): Тусклый матовый, грубый абразив.
- (Примечание: существуют и другие стандарты, например, VDI (Германия), особенно для текстурированных поверхностей).
2. На основе метода полировки:
- Ручная полировка: Высококвалифицированные специалисты используют ручные инструменты (камни, притирочные палочки, фетр, тряпки) с абразивными составами. Обеспечивает точность и контроль при обработке сложных геометрических форм.
- Машинная полировка: Для ускорения процесса, особенно при обработке больших или простых поверхностей, используются такие инструменты, как ротационные, ультразвуковые или притирочные машины. Часто сочетается с ручной обработкой.
- Автоматизированная полировка (роботизированная): Появляется для выполнения больших объемов или повторяющихся задач полировки, но все еще сталкивается с проблемами при работе со сложными 3D-поверхностями.
3. По назначению/применению:
- Оптическая полировка: Чрезвычайная четкость, минимальные дефекты (SPI A-1 или специальные спецификации для оптических деталей).
- Косметический глянцевый лак: Для визуально привлекательных потребительских товаров (обычно SPI A-2 - B-1).
- Функциональный польский язык: Нацелены на улучшение разделения или износостойкости, могут не требовать высокого блеска (например, марки SPI B или C).
- Предварительная полировка: Специальное гладкое покрытие (например, SPI C-1), необходимое перед нанесением химического травления или лазерного текстурирования.
- Матовая/сатиновая отделка: Намеренно неотражающие, часто достигаемые с помощью мелких абразивов или абразивной обработки.
Ключевые отрасли и сферы применения, в которых востребована прецизионная полировка
Различные отрасли промышленности в значительной степени зависят от точности полировки пресс-форм:
1. Автомобиль:
Линзы фар, крышки задних фонарей, элементы отделки салона (приборная панель, консоли с глянцевой отделкой), хромированные детали для подражания.
2. Потребительская электроника:
Корпуса для смартфонов, ноутбуков, телевизоров, бытовой техники, требующие гладких глянцевых поверхностей.
3. Медицинские приборы:
Оптически прозрачные компоненты (кюветы, диагностические принадлежности), корпуса для медицинского оборудования, имплантируемые устройства (где гладкость поверхности критична для биосовместимости).
4. Оптика и фотоника:
Линзы, призмы, световоды, оптические волокна, где обязательна суперфинишная обработка по стандарту SPI A-1 или даже по индивидуальному заказу.
5. Упаковка:
Высококачественные косметические контейнеры, прозрачная упаковка для пищевых продуктов, крышки и крышки с отделкой премиум-класса.
6. Аэрокосмическая промышленность:
Компоненты интерьера, прозрачные навесы, компоненты, требующие высокой усталостной прочности.
7. Игрушки:
Глянцевые, визуально привлекательные пластиковые игрушки.
Преимущества инвестиций в высококачественную полировку пресс-форм
Преимущества выходят далеко за рамки эстетики:
1. Превосходное качество деталей:
Прямое копирование поверхности пресс-формы обеспечивает безупречное изготовление пластиковых деталей без дефектов.
2. Повышенная привлекательность продукта:
Глянцевые или идеально текстурированные поверхности значительно повышают воспринимаемую ценность и товарный вид продукции.
3. Улучшенное освобождение формы:
Снижение трения позволяет деталям легко извлекаться, минимизируя нагрузку на деталь и пресс-форму и потенциально сокращая время цикла.
4. Снижение количества металлолома:
Меньше дефектов, таких как следы волочения, линии течения или дефекты поверхности на формованных деталях.
5. Увеличение срока службы плесени:
Правильно отполированная поверхность более устойчива к износу, коррозии и образованию остатков, что продлевает срок службы инструмента.
6. Снижение затрат на обслуживание:
Легко очищаемые пресс-формы сокращают время простоя и затраты на техническое обслуживание.
7. Последовательность в производстве:
Обеспечивает постоянство качества обработки поверхности от детали к детали при длительных производственных циклах.
8. Включает расширенный дизайн:
Позволяет отливать оптически прозрачные детали или сложные детали, которые были бы невозможны при использовании плохо обработанных форм.

Возможные недостатки и проблемы прецизионной полировки
Прецизионная полировка, несмотря на свои преимущества, также сопряжена с определенными трудностями:
1. Стоимость:
Это трудоемкий и зависящий от навыков процесс, который значительно увеличивает стоимость изготовления пресс-формы, особенно для отделки с высоким уровнем SPI A.
2. Время выполнения:
Полировка, особенно в соответствии с высокими стандартами, может добавить значительное время к графику поставки пресс-форм.
3. Риск чрезмерной полировки или ошибок:
Неправильная техника может привести к неточностям в размерах (например, закругленные края, выпуклые поверхности), изменению геометрии или эффекту "апельсиновой корки".
4. Зависимость от навыков:
Для получения высококачественной отделки требуются опытные и квалифицированные полировщики. Таких специалистов не хватает.
5. Материальные ограничения:
Не все формовочные стали полируются одинаково хорошо. Некоторые стали по своей природе труднее полировать до блеска из-за их микроструктуры (например, крупных карбидов, включений).
6. Поддержание острых краев/деталей:
Без специальных технологий сложно добиться высокой полировки, идеально сохранив острые углы или сложные детали.
7. Субъективность:
Несмотря на существование таких стандартов, как SPI, в оценке качества полировки, особенно на высшем уровне, все же может присутствовать определенный субъективизм.
Руководство для экспертов по прецизионной полировке пресс-форм
Добейтесь превосходного качества деталей с помощью нашего экспертного руководства по прецизионной полировке стали для литьевых форм.
Ресурсы для решения задач прецизионной полировки стали для литьевых форм
Сравнение полируемости формовочной стали: Ключевой фактор
Выбор стали для пресс-формы существенно влияет на легкость и качество полировки:
1. Стали с высокой степенью полируемости (например, нержавеющая сталь 420, Stavax ESR, S136, NAK80): Эти стали специально разработаны или обработаны (например, электрошлаковым переплавом - ESR) для обеспечения высокой чистоты, тонкой микроструктуры и равномерной твердости, что делает их идеальными для финишной обработки SPI A-1 и оптических применений. NAK80 - это сталь, упрочняемая осадкой, известная своей превосходной полируемостью и отсутствием необходимости в послесварочной термообработке.
2. Стали с хорошей полируемостью (например, H13, P20 модифицированная, S7): Обычные стали-рабочие лошадки. H13, при правильной термообработке, может достичь хорошей отделки SPI A-2/A-3. P20 обычно используется для отделки B или C, но модифицированные марки могут достигать более высоких показателей. S7 отличается прочностью и хорошо поддается полировке.
3. Умеренно/труднополируемые стали (например, стандарт P20, некоторые инструментальные стали с большим количеством карбидов или низкой чистотой): Может быть ограничена отделкой SPI B или C. Достижение высокого блеска может быть очень сложной и трудоемкой задачей.
Факторы, влияющие на полируемость стали:
① Чистота: Меньшее количество включений (сульфидов, оксидов, силикатов) означает меньшее количество ям и дефектов при полировке. Процессы ESR или VAR (Vacuum Arc Remelting) улучшают чистоту.
② Неоднородность и микроструктура: Мелкая, равномерная структура зерна и хорошо распределенные мелкие карбиды имеют решающее значение. Крупные, неравномерно распределенные карбиды могут "вытягиваться" при полировке, оставляя ямки.
③ Твердость: Как правило, более твердые стали (в пределах их рабочего диапазона) лучше полируются до блеска, но при этом требуют больше усилий. Постоянная твердость крайне важна.
④ Реакция на термическую обработку: Правильная термическая обработка имеет решающее значение для достижения необходимой твердости и микроструктуры для оптимальной полировки.
Основные характеристики прецизионно отполированной поверхности пресс-формы
Высококачественная полированная поверхность определяется несколькими измеряемыми и наблюдаемыми характеристиками:
1. Низкая шероховатость поверхности (Ra, Rz, Sa):
Как правило, для SPI A-1 может потребоваться Ra < 0,005 мкм (или 5 нм). Sa (средняя ареальная шероховатость) становится все более распространенной для 3D-поверхностей.
2. Высокий блеск / отражающая способность:
Измеряется в единицах блеска (GU) с помощью блескомера. Значения зависят от угла измерения (например, 20°, 60°, 85°).
3. Отсутствие дефектов:
Под указанным увеличением не видно царапин, ям, "апельсиновой корки", волнистости, помутнений, комет, гладкости или следов полировки.
4. Ясность/отсутствие дымки:
Для оптических полиролей важны высокая светопропускная способность и минимальное рассеивание.
5. Резкость деталей:
Сохранение мелких деталей и острых краев в соответствии с дизайном пресс-формы.
6. Равномерность:
Постоянное качество по всей полируемой поверхности, включая сложные геометрические формы.
7. Направленность (Lay):
Для некоторых видов отделки (например, матовой) требуется определенный направленный рисунок. При зеркальной полировке слои не должны быть видны.
Основной процесс: Шаг за шагом к безупречной отделке
Точная полировка - это кропотливый многоступенчатый процесс:
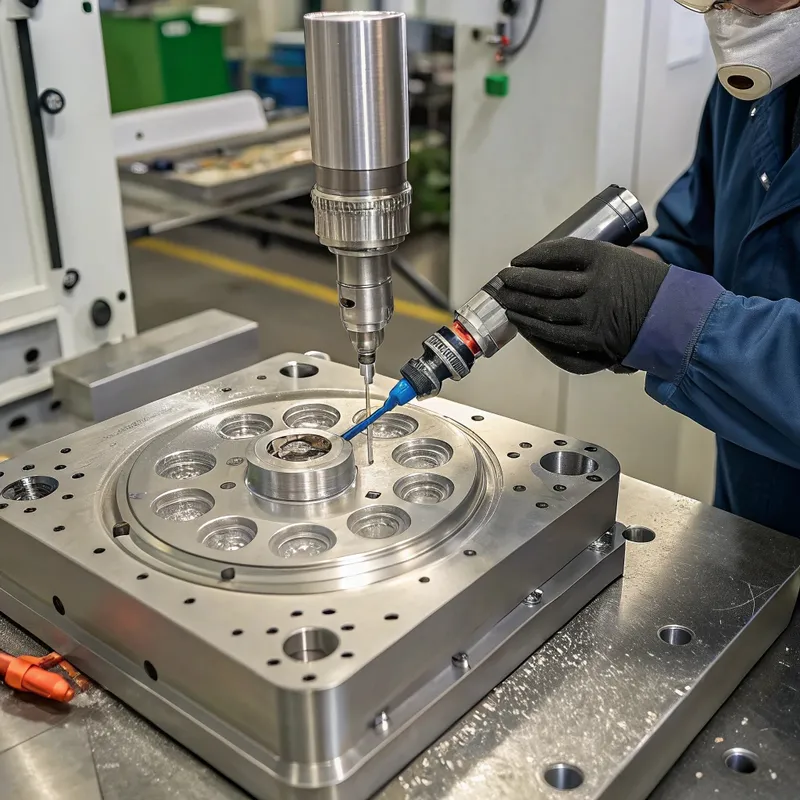
1. Подготовка и предварительный контроль обработки:
- Убедитесь, что поверхность пресс-формы обработана должным образом (фрезерована, отшлифована или обработана электроэрозионным способом) с минимальным повреждением подповерхностного слоя.
- Полностью удалите все слои EDM (твердый, хрупкий слой), как правило, камнем или легким фрезерованием. Это очень важно, так как литой слой плохо полируется и может отколоться.
- Проверьте, нет ли глубоких следов обработки, зазубрин или дефектов, которые необходимо устранить до начала полировки.
- Проверьте тип и твердость стали.
2. Грубая оббивка / шлифовка (этап грубого абразива):
- Цель: Удаление следов обработки, повторная обработка EDM и установление исходной плоскостности/геометрии.
- Инструменты и абразивы: Абразивные камни с крупной зернистостью (например, оксид алюминия или карбид кремния зернистостью 120-320), шлифовальные инструменты.
- Техника: Работайте по последовательной схеме, часто крест-накрест, следя за тем, чтобы все предыдущие следы были удалены. Используйте соответствующую смазку/охлаждающую жидкость.
3. Полуфинишная обработка камнями / притирка (среднеабразивный этап):
- Цель: Удалите царапины, оставшиеся после грубой обработки камнем, и доработайте поверхность.
- Инструменты и абразивы: Камни средней зернистости (например, 400-800 грит), абразивные бумаги/ткани, закрепленные на притирочных палочках, алмазные напильники.
- Техника: Продолжайте использовать все более мелкие зерна, меняя направление полировки при каждой смене зерна, чтобы полностью удалить предыдущие следы. Тщательная очистка между этапами шлифовки необходима для предотвращения переноса более грубых частиц.
4. Тонкая отделка / предварительная полировка (этап тонкой абразивной обработки):
- Цель: Подготовьте поверхность к окончательной зеркальной полировке, удалив все видимые царапины с предыдущих этапов.
- Инструменты и абразивы: Мелкозернистые камни (например, 1000-1200 грит), очень тонкие абразивные бумаги (например, до 2000-5000 грит), тонкие алмазные составы (например, от 45 до 15 микрон), наносимые притирочными палочками (деревянными, латунными, чугунными) или жесткими войлочными шарошками.
- Техника: Исключительная чистота имеет первостепенное значение. Направление полировки имеет решающее значение.
5. Зеркальная полировка / шлифовка (этап алмазной полировки):
- Цель: Добейтесь окончательного желаемого уровня блеска (например, SPI A-1, A-2, A-3).
- Инструменты и абразивы: Алмазные составы/пасты (например, от 15 микрон до 0,25 микрон или тоньше), наносимые с помощью войлочных шарошек, ваты, мягких деревянных кругов или специализированных полировальных салфеток. Используются роторные инструменты, ультразвуковые полировальные машины или ручные методы.
- Техника: Легкое давление, определенные движения. Каждая алмазная крошка должна полностью удалять следы предыдущей, более грубой. Полировальный материал (войлок, дерево) должен быть мягче стали, чтобы избежать вкрапления абразивов.
6. Окончательная очистка и проверка:
- Тщательно очистите поверхность формы, чтобы удалить все остатки полировки.
- Проверьте при соответствующем освещении (например, рассеянном, направленном) и увеличении, чтобы убедиться, что отделка соответствует спецификациям (стандарт SPI, визуальные образцы, показания блескомера).

Ключевые соображения при выполнении операций полировки прецизионных пресс-форм
На результат полировки влияет множество факторов:
1. Выбор и качество формовочной стали:
Как уже говорилось, лучше всего полируются более чистые, однородные стали с тонкой микроструктурой.
2. Термообработка:
Правильная, равномерная термообработка до нужной твердости имеет решающее значение. Мягкие участки или непостоянная твердость приведут к неравномерной полировке. Снятие напряжения после грубой обработки также может быть полезным.
3. Состояние поверхности перед полировкой:
Качество исходной обработанной или EDM-поверхности существенно влияет на усилия и время, необходимые для полировки. Предпочтительнее хорошая обработка EDM с минимальным количеством повторного слоя.
4. Выбор и последовательность обработки абразивом:
Использование правильной последовательности типов и зернистости абразива имеет принципиальное значение. Пропуск зернистости приводит к появлению более глубоких царапин, которые трудно удалить.
5. Смазка/охлаждающие жидкости:
Правильно подобранные смазочные материалы (например, минеральный спирт, специализированные полировальные масла) помогают отводить стружку, предотвращают налипание абразивов и охлаждают поверхность.
6. Полировальные инструменты и держатели:
Выбор притирочных палочек (деревянных, латунных, стальных, из жесткого войлока), боров и электроинструментов (ротационных, возвратно-поступательных, ультразвуковых) зависит от геометрии и стадии полировки.
7. Навыки и опыт работы с техникой:
Это, пожалуй, самый важный фактор, особенно при ручной полировке сложных форм до высокого уровня SPI A. Это требует терпения, острого глаза и "чувства" процесса.
8. Чистота и контроль загрязнения:
Крупинка крупного зерна, попавшая на более тонкую стадию, может испортить несколько часов работы. Необходимы специальные инструменты и безупречная чистота.
9. Давление и скорость:
Правильное давление и скорость вращения инструмента имеют решающее значение. Чрезмерное давление или скорость могут привести к выделению тепла, появлению "апельсиновой корки" или вытягиванию карбидов.
10. Направление полировки:
Изменение направления полировки (например, 45-90 градусов) между стадиями зернистости помогает выявить и эффективно удалить предыдущие царапины.
11. Сохранение краев и деталей:
Необходимо соблюдать особую осторожность, чтобы избежать скругления острых краев или стирания мелких деталей. В этом могут помочь такие приемы, как использование более твердых притирочных материалов вблизи краев или маскирование.
Выбор правильной формовочной стали для оптимальной полируемости
1. Для SPI A-1 (качество оптики/объективов):
- Нержавеющая сталь 420 (ESR/VAR): Отличный выбор, устойчив к коррозии.
- S136 / Stavax ESR: Нержавеющая сталь высшего сорта, очень высокой чистоты.
- NAK80: Закалка осаждением, очень хорошая полируемость, хорошая свариваемость без повторного упрочнения.
- HPM38 (эквивалент S136): Еще один высококачественный нержавеющий вариант.
2. Для SPI A-2 / A-3 (косметика с высоким глянцем):
- H13 (ESR/VAR): Хорош, если идеально термически обработан и чист.
- Модифицированные марки P20: Некоторые запатентованные стали типа P20 обладают улучшенной полируемостью.
3. Для отделки SPI B (полуглянцевая):
- P20 (предварительная закалка): Стандартный выбор, экономичный.
- H13, S7: Также подходит.
4. Для отделок SPI C и D (матовые/текстурированные):
- Большинство инструментальных сталей могут получить такую отделку, поскольку конечная поверхность часто подвергается камнеобработке или дробеструйной обработке, а не высокой полировке. Основное внимание уделяется прочности и обрабатываемости.
Распространенные дефекты полировки плесени: Причины и решения
| Дефект | Описание | Общие причины | Решения |
|---|---|---|---|
| Царапины | Линии или бороздки на поверхности. | Загрязнение грубыми зернами, пропуск зерен, поврежденные полировальные инструменты, неправильное давление, недостаточный предыдущий шаг. | Заново отполируйте, начиная с зернистости, достаточной для удаления царапин, но достаточно грубой, чтобы быть эффективным. Повысьте чистоту. Проверьте инструменты. Убедитесь, что предыдущий этап завершен. |
| Ямы / проколы | Небольшие углубления или отверстия на поверхности. | Включения в стали, выдернутые карбиды, коррозия, не полностью удаленные ямы от дуги EDM. | Используйте более чистую сталь (ESR/VAR). Ослабьте давление полировки. Обеспечьте полное удаление повторного литья EDM. Иногда ямки зависят от качества стали. |
| Апельсиновая цедра | Волнистая, с ямочками текстура, напоминающая кожуру апельсина. | Чрезмерное давление/скорость при использовании вращающихся инструментов, мягкие шлифовальные круги на мягкой стали, перегрев поверхности, плохая термообработка. | Используйте меньшее давление, более низкие скорости, более жесткие полировальные круги или притирочные палочки. Обеспечьте надлежащую твердость стали и снятие напряжения. Охлаждающая жидкость. |
| Дымка / помутнение | Молочный или мутный вид, отсутствие четкости на зеркальных поверхностях. | Мелкие царапины удалены не полностью, остатки полировочных составов, неправильная очистка, влажность. | Повторно тщательно отполируйте с помощью алмазных ступеней. Тщательная очистка с использованием соответствующих растворителей. Убедитесь, что поверхность сухая. |
| Кометные хвосты | Царапина с "хвостом" из более мелких царапин или нарушенного материала. | Крупная абразивная частица волочится по поверхности, впивается в нее и затем разрушается. | Строго следите за чистотой. Фильтруйте смазочные материалы. Заново отполируйте поврежденный участок. |
| Закатанные края | Скругленные углы или края там, где должна была быть резкость. | Чрезмерное давление вблизи краев, мягкие притирочные инструменты, полирующие движения через край. | Используйте более жесткие притирочные инструменты вблизи кромок, маскируйте кромки, полируйте в стороне от кромок или параллельно им. Уменьшите давление. |
| Волнистость / рябь | Волнистая, неровная поверхность. | Неравномерная укладка камней, неправильное использование электроинструментов, нежесткая настройка инструмента, попытка снять слишком много материала слишком быстро. | Обеспечьте плоскую укладку камней с помощью соответствующих инструментов. Используйте жесткие установки. Удаляйте материал постепенно. Навыки и последовательная техника. |
| Следы от баффа/вихри | Круговые или дугообразные мелкие царапины после окончательной полировки. | Слишком сильное давление при шлифовке, загрязненный буфер, неправильный состав для шлифовки, слишком высокая скорость. | Более легкое давление, чистые/новые буферы, правильный состав, более низкая скорость. При необходимости пройдитесь вручную. |

Крупный план разноцветных пластиковых строительных блоков различных цветов, включая фиолетовый, синий, зеленый и желтый, сложенных вместе.
Ключевые выводы – Выбор материала и оптимизация толщины стенки являются основными факторами снижения стоимости деталей. – Инвестиции в более качественную оснастку (Класс 101/102) могут снизить долгосрочные удельные затраты за счет

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Ключевые выводы – Точность пресс-формы определяется на каждом этапе: проектирование детали, проектирование пресс-формы, выбор стали, механическая обработка, сборка и контроль процесса – слабость на любом этапе ограничивает общую точность. – Правильно

Что такое высокоскоростная машина для литья под давлением?
Ключевые выводы – Высокоскоростная машина для литья под давлением определяется скоростью впрыска от 300 до 600 мм/с и скоростью смыкания свыше 500 мм/с, в отличие от стандартных машин со скоростью 100–200 мм/с, что позволяет сократить цикл
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

