 Перейти к содержанию
Перейти к содержанию 


Углы вытяжки играют важную роль при литье под давлением, обеспечивая легкое выталкивание деталей и уменьшая количество дефектов. Правильная конструкция повышает эффективность производства и качество продукции.
Углы наклона (1-3 градуса) предотвращают прилипание и дефекты в формованных деталях, обеспечивая плавный выход. Конкретные углы зависят от материала, текстуры и сложности формы, повышая эффективность производства и эстетичность.
Понимание углов осадки - ключевой момент в оптимизации конструкции пресс-формы. На идеальный угол осадки влияют такие факторы, как усадка материала, качество обработки поверхности и геометрия детали. Читайте далее, чтобы узнать о лучших практиках проектирования углов осадки при литье под давлением.
Углы вытяжки уменьшают силу выталкивания при литье под давлением.Правда
Правильный угол осадки минимизирует трение между деталью и пресс-формой, делая выталкивание более плавным и предотвращая повреждения.
Для всех деталей, изготовленных методом литья под давлением, требуется угол вытяжки.Ложь
Хотя большинство деталей выигрывают от углов осадки, некоторые материалы с низким коэффициентом трения или гибкие конструкции могут обеспечить нулевую или минимальную осадку.
Что такое Определение и важность чернового угла?
Углы вытяжки играют важную роль при литье под давлением, обеспечивая плавное выталкивание деталей и предотвращая повреждение формы или конечного продукта.
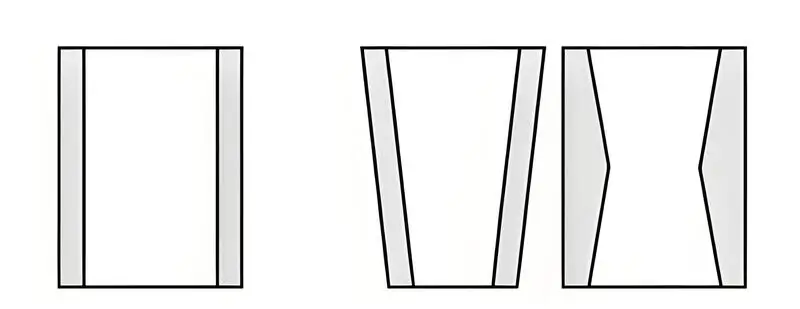
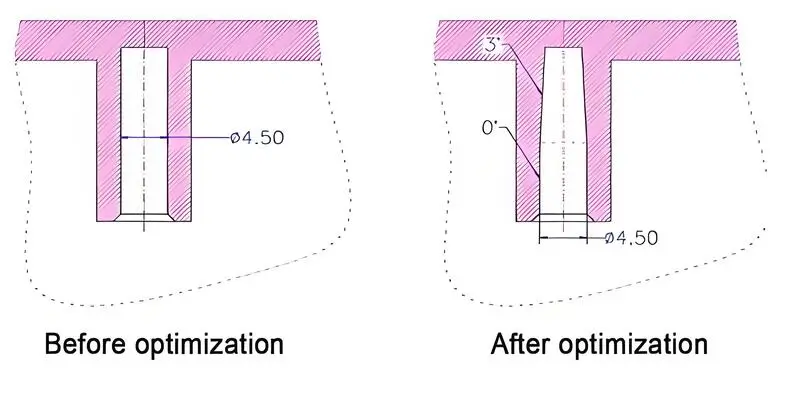
Угол осадки - это небольшая конусность формованных деталей для облегчения извлечения из формы, предотвращения дефектов, уменьшения силы выталкивания и продления срока службы формы. Обычно он составляет от 1 до 3 градусов.
Определение чернового угла
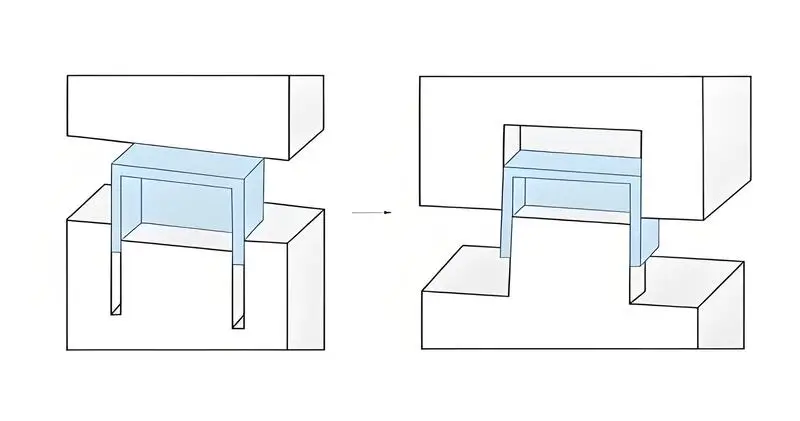
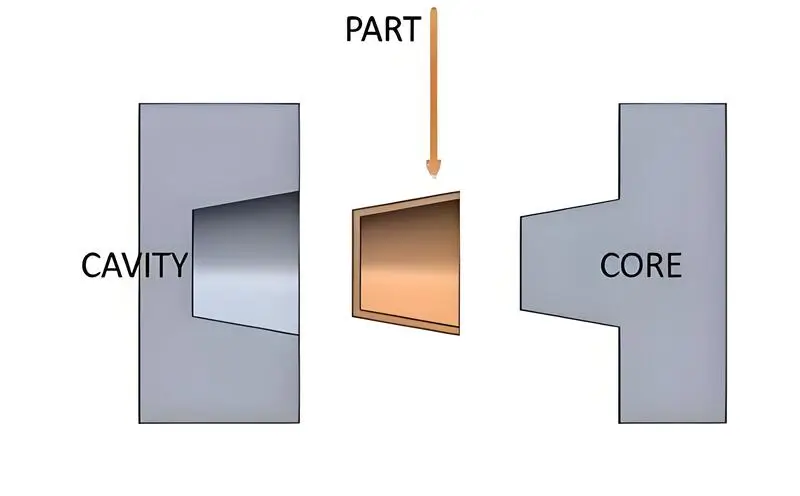
Угол вытяжки - это угол между полостью или сердцевиной пресс-формы и направлением раскрытия пресс-формы, то есть наклон стенки пресс-формы к направлению раскрытия. Этот угол облегчает извлечение пластмассовой детали из формы, не опасаясь ее повреждения или деформации.
Важность угла наклона черновика
Хорошо продуманный угол осадки1 позволяет избежать таких дефектов, как царапины и деформация изделий в процессе выталкивания, что повышает качество обработки поверхности изделия и обеспечивает высокую точность. Кроме того, правильный угол вытяжки может увеличить срок службы пресс-формы и снизить производственные расходы. Если угол вытяжки слишком мал, возникает большое сопротивление выталкиванию, что, в свою очередь, приводит к появлению царапин на поверхности или деформации пластиковой детали; если же он слишком велик, страдает стабильность размеров и срок службы пресс-формы. Таким образом, разумный выбор угла вытяжки способствует повышению качества и эффективности производства.
Углы вытяжки помогают предотвратить повреждение формованных деталей при выталкивании.Правда
Без углов осадки детали могут прилипать к пресс-форме, что приводит к деформации или дефектам поверхности при извлечении.
Для всех деталей, изготовленных методом литья под давлением, требуется угол вытяжки.Ложь
Хотя большинство деталей выигрывают от применения углов вытяжки, некоторые конструкции, например, из гибких материалов или со специфической геометрией, могут их не требовать.
Какие факторы влияют на конструкцию чернового угла?
Углы вытяжки играют важную роль в литье под давлением, обеспечивая легкое выталкивание деталей и уменьшая количество дефектов. Правильная конструкция повышает эффективность производства и качество продукции во всех отраслях промышленности.
Углы наклона зависят от типа материала, качества обработки поверхности, сложности пресс-формы и геометрии детали и обычно составляют от 1° до 3°. Правильная конструкция минимизирует трение, предотвращает появление дефектов и продлевает срок службы пресс-формы, учитывая усадку материала и необходимость текстурирования.
Материал пластик
Степень усадки и уровень трения различных видов пластмасс также различаются, поэтому требуются разные углы вытяжки. Например, для полиэтилена и полипропилена желательны меньшие значения угла осадки, а для нейлона угол осадки при литье под давлением относительно больше. Рекомендуемые углы осадки для распространенных пластиковые материалы2 следующие:
Полиэтилен (ПЭ): 0.5°-1.5°
Полипропилен (PP): 1°-2°
Полистирол (PS): 0.5°-1.5°
ABS: 1°-2°
Нейлон (PA): 2°-3°
Структура продукта
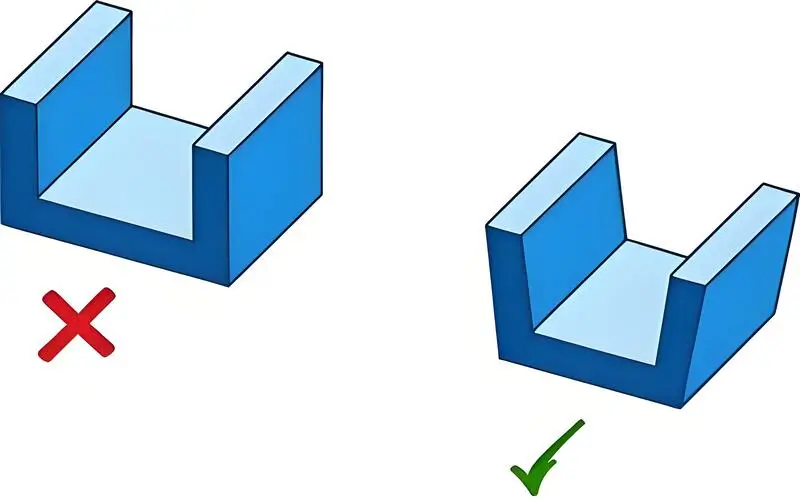
На угол вытяжки также влияют форма и структура изделия. Следует отметить, что изделия сложной формы и с неравномерной толщиной стенок должны иметь больший угол вытяжки для облегчения расформовки. Например, детали со сложными геометрическими характеристиками или микроособенностями, такими как внутренние ребра, будут создавать большое сопротивление при формовании, поэтому угол вытяжки должен быть увеличен.
Точность обработки пресс-форм
Чем выше точность обработки пресс-форм3 и чем более гладкая поверхность, тем меньше требуемый угол вытяжки. Напротив, если поверхность пресс-формы шероховатая, угол осадки необходимо увеличить, чтобы уменьшить силу выталкивания. Смазка, высокоточная обработка и обработка поверхности, такая как полировка и хромирование, могут помочь уменьшить трение и повысить эффективность выталкивания.
Параметры процесса инжекции
Другие важные параметры процесса, такие как давление впрыска4Температура и скорость также влияют на величину угла вытяжки. Более высокие давление и температура впрыска влияют на увеличение скорости усадки пластиковой детали и могут потребовать большего угла вытяжки. Различные условия процесса влияют на поведение материала с точки зрения его текучести и затвердевания, что означает, что эти элементы должны быть учтены в процессе проектирования.
Углы наклона помогают предотвратить повреждение деталей при выталкивании.Правда
Правильный угол осадки уменьшает трение между формованной деталью и инструментом, обеспечивая плавное выталкивание и минимизируя дефекты.
Для всех деталей, изготовленных методом литья под давлением, требуется угол вытяжки.Ложь
Хотя для большинства деталей углы вытяжки полезны, для некоторых конструкций из гибких материалов или специальных механизмов выталкивания они могут не понадобиться.
Каковы основные принципы проектирования углов?
Углы осадки играют важную роль при литье под давлением, обеспечивая легкое выталкивание деталей и уменьшая количество дефектов. Правильная конструкция углов вытяжки повышает эффективность производства и продлевает срок службы пресс-формы.
Углы вытяжки, обычно от 1° до 3°, способствуют плавному выталкиванию формованных деталей, предотвращая прилипание и деформацию. Они улучшают качество деталей, снижают износ и повышают эффективность производства, в зависимости от материала и текстуры.
Выберите угол наклона в зависимости от типа пластика
К различным пластиковым материалам предъявляются особые требования по углу вытяжки. Ниже приведены эталонные углы осадки для распространенных пластиковых материалов:
Полиэтилен (ПЭ): 0.5°-1.5°
Полипропилен (PP): 1°-2°
Полистирол (PS): 0.5°-1.5°
ABS: 1°-2°
Нейлон (PA): 2°-3°
Учитывайте толщину и форму стенок изделия
Чем больше усадка толстостенных изделий, тем больший угол вытяжки требуется. Изделия сложной формы, например, с внутренней резьбой или канавками, также требуют увеличения угла вытяжки.
Обеспечение гладкой поверхности формы
Улучшение качества поверхности пресс-формы определенно поможет минимизировать сопротивление выталкиванию, а значит, уменьшит угол осадки, который требуется в процессе формовки. Обычно используются такие методы, как полировка и хромирование.
Обеспечение разумных параметров процесса инъекции
При проектировании угла осадки следует учитывать необходимые параметры процесса впрыска, чтобы гарантировать соответствие конструкции пресс-формы процессу впрыска. Например, снижение давления и температуры впрыска уменьшит скорость усадки проектируемой пластиковой детали и, в свою очередь, улучшит конструкцию угла осадки.
Углы наклона помогают предотвратить застревание деталей при выталкивании.Правда
Правильный угол осадки уменьшает трение между деталью и пресс-формой, что позволяет легче снимать деталь без повреждений.
Для всех деталей, изготовленных методом литья под давлением, требуется угол вытяжки.Ложь
Некоторые детали, особенно те, в которых используются гибкие материалы или специальные конструкции пресс-форм, могут не требовать угла вытяжки.
Какова связь между углом осадки и сроком службы пресс-формы?
Углы осадки играют важнейшую роль в литье под давлением, непосредственно влияя на долговечность пресс-формы и эффективность выталкивания деталей. Правильные углы осадки уменьшают износ и продлевают срок службы пресс-формы.
Углы вытяжки уменьшают трение при выталкивании деталей, минимизируя нагрузку на пресс-форму и предотвращая прилипание и повреждения. Правильно подобранные углы продлевают срок службы пресс-формы, повышают эффективность и снижают производственные затраты за счет уменьшения потребности в техническом обслуживании и предотвращения раннего выхода из строя пресс-формы.
Разумный угол вытяжки может не только влиять на качество пластиковых деталей, но и непосредственно на срок службы пресс-формы. Если угол вытяжки слишком мал, возникает большое трение между пластиковой деталью и пресс-формой, что приводит к износу поверхности; если угол вытяжки слишком велик, это влияет на размеры изделия. Таким образом, угловые конструкции, необходимые для осадки, определяют тип материала, используемого в пресс-форме, вид необходимой обработки поверхности и другие факторы, которые обеспечивают более длительный срок службы пресс-формы и повышение ее эффективности.
Большие углы тяги увеличивают срок службы пресс-формы за счет снижения трения.Правда
Увеличенные углы осадки позволяют легче отделять детали, снижая механические нагрузки и продлевая срок службы пресс-формы.
Для литья под давлением черновые углы не нужны.Ложь
Без углов осадки детали могут прилипать к пресс-форме, вызывая дефекты, повышенный износ и частое обслуживание, что в конечном итоге сокращает срок службы пресс-формы.
Какие существуют методы оптимизации угла наклона?
Оптимизация угла осадки при литье под давлением улучшает выталкивание деталей, уменьшает количество дефектов и повышает общую эффективность производства. Правильные углы осадки минимизируют трение и обеспечивают высокое качество литьевых деталей.
Оптимизация угла черновой обработки позволяет регулировать углы с учетом материала, толщины и геометрии, обычно 1-3 градуса. Для текстурированных поверхностей требуется больше. Правильно подобранные углы улучшают отрыв формы, снижают износ и повышают долговечность.

Компьютерное проектирование (CAD)
Программное обеспечение CAD позволяет точно рассчитать и смоделировать углы вытяжки для литьевых форм. Предварительный расчет и моделирование идеальных углов позволяет снизить вероятность "слепого" проектирования и тем самым повысить эффективность конструкции. Например, при использовании программного обеспечения для анализа тяги можно найти и изменить места, где могут возникнуть проблемы.
Численное моделирование
При проектировании пресс-форм технология численного моделирования позволяет прогнозировать влияние различных углов осадки на качество конечного продукта и срок службы пресс-формы, что помогает выбрать наиболее подходящие конструктивные схемы. Расчеты, которые возможны с помощью Анализ методом конечных элементов (FEA)5 Программное обеспечение включает в себя распределение напряжений и деформацию в процессе впрыска, что может помочь в выборе правильного угла вытяжки для микроформы.
Экспериментальная проверка
В реальном производственном процессе необходимо сравнивать влияние различных углов осадки путем экспериментального подтверждения, чтобы постепенно оптимизировать угол. В ходе экспериментов измеряется выталкивающая сила6 и наблюдение за продукцией качество поверхности7 может оценить рациональность угла призыва.
Всестороннее рассмотрение
При проектировании угла осадки необходимо учитывать характеристики материала, структуру изделия, обработку пресс-формы и параметры процесса впрыска, чтобы спроектированный угол осадки был способен щадить качество изделия и долговечность пресс-формы.
Правильный угол осадки уменьшает силу выталкивания при литье под давлением.Правда
При соответствующем угле вытяжки детали плавно выходят из формы, снижая нагрузку как на деталь, так и на оснастку.
Для всех деталей, изготовленных методом литья под давлением, требуется угол вытяжки.Ложь
Для некоторых деталей, например, из гибких материалов или использующих специальные методы выталкивания, угол вытяжки может не требоваться.
Каковы общие проблемы и решения для угла наклона литьевых форм?
Угол вытяжки имеет решающее значение для плавного выталкивания деталей при литье под давлением. Неправильный угол может стать причиной дефектов, неэффективности и высоких затрат.
Сбалансированный угол осадки при формовке обеспечивает легкое извлечение деталей, предотвращает деформацию, минимизирует трудности при выталкивании и уменьшает износ формы, способствуя плавному производству и уменьшению количества дефектов.
Затрудненный выброс
Если в процессе производства возникают трудности с выталкиванием, следует измерить угол осадки, возможно, он мал. Чтобы оптимизировать отделение, угол осадки следует увеличить, а поверхность пресс-формы можно отполировать или хромировать для уменьшения трения.
Деформация изделия
Даже когда изделие выбрасывается, оно изгибается из-за слишком большого угла вытяжки или, в других случаях, из-за отсутствия разумной конструкции пресс-формы. Конструкция пресс-формы должна быть оценена на предмет совместимости с геометрической формой изделия, при этом должен быть выбран соответствующий угол вытяжки.
Царапины на поверхности
К распространенным причинам появления царапин на поверхности относятся недостаточный угол осадки или шероховатая поверхность формы. Эту проблему можно решить, увеличив угол тяги и увеличив качество поверхности пресс-формы8.
Чрезмерная выталкивающая сила
Высокая сила выталкивания может быть обусловлена малым углом вытяжки и неправильным выбором параметров процесса впрыска. Усилие выталкивания можно минимизировать, изменив угол вытяжки деталей и улучшив параметры процесса впрыска, например, снизив давление и температуру впрыска.
Неправильные углы тяги вызывают проблемы с выбросом.Правда
Неправильный угол осадки может затруднить выталкивание деталей, что приведет к появлению дефектов и повышенному износу пресс-формы.
Чрезмерный угол наклона всегда лучше.Ложь
Хотя чрезмерные углы вытяжки могут облегчить выталкивание, они могут привести к структурным недостаткам деталей и ненужным отходам материала.
Каковы практические примеры применения угла наклона литьевых форм?
Углы вытяжки имеют решающее значение при литье под давлением, обеспечивая легкое выталкивание деталей и предотвращая повреждение пресс-формы. Эта функция широко применяется в различных отраслях промышленности для повышения эффективности производства.
Углы вытяжки минимизируют трение при выталкивании деталей из пресс-форм, повышая эффективность производства автомобилей, потребительских товаров и электроники за счет сокращения времени цикла и износа пресс-форм.

Пример 1: Проектирование углов для полипропиленовых пластиковых деталей
Компания разработала полипропиленовую крышку с толщиной стенки 2 мм. Рекомендуемый угол вытяжки полипропилена составляет около 1,5°. На ранней стадии производства было обнаружено, что при выталкивании продукта на поверхности края остаются царапины. После увеличения угла вытяжки до 2° проблема царапин была решена, а уровень квалификации продукции повысился.
Пример 2: Проектирование углов для деталей из нейлоновой пластмассы
Корпус электронного изделия, изготовленный из нейлона, имел довольно сложную структуру, а толщина оболочек была неравномерной. Первый проект угла вытяжки составлял 2°, однако в ходе производственных испытаний были выявлены следующие проблемы: Выброс и появление деформаций поверхности. Таким образом, увеличение угла осадки до 3° и глянцевая отделка формы позволили осуществлять выталкивание без каких-либо препятствий.

Пример 3: Проектирование углов для пластиковых деталей сложной формы
Корпус определенного бытового прибора изготовлен из материала ABS, имеет сложную структуру, множество канавок и ребер. При расчете угла вытяжки в качестве первого параметра задается начальный угол вытяжки, равный 1,5°. Во время пробного производства некоторые канавки с трудом выталкивались. Увеличение угла вытяжки канавки до 2,5° и хромирование поверхности пресс-формы позволило решить проблему выталкивания и получить идеальный продукт.
Пример 4: Корпус небольшого электронного изделия
Компания создала корпус своего небольшого электронного изделия, используя материал ABS. Таким образом, первоначальный угол вытяжки составлял 1 градус. В ходе пробного производства были выявлены следующие проблемы; трудности с выбросом9 и царапины на поверхности
Пример 5: автомобильный компонент
Производителю автомобильных деталей необходимо изготовить высокоточную деталь для литья под давлением из нейлонового корпуса с начальным углом осадки 2,5°. Испытания небольшой партии показали, что распалубка была затруднена, а скорость износа поверхности пресс-формы была высокой. Увеличение угла осадки до 3,5° и хромирование поверхности пресс-формы позволило решить проблему распалубки и продлить срок службы пресс-формы.
Пример 6: Пластиковая деталь бытового изделия
Завод по производству товаров повседневного спроса выпускает полипропиленовые пластиковые контейнеры с толщиной стенок 3 мм. Начальный угол вытяжки составляет 1,5°. Во время пробного производства продукт легко деформируется при расформовке. Угол вытяжки увеличивается до 2,5°, параметры процесса впрыска оптимизируются, расформовка становится плавной, а качество продукции улучшается.
Углы вытяжки улучшают выталкивание деталей и уменьшают дефекты формовки.Правда
Углы выталкивания облегчают процесс выталкивания, уменьшая трение, что сводит к минимуму повреждение деталей и износ пресс-формы.
Больший угол тяги всегда приводит к лучшим результатам.Ложь
Хотя больший угол вытяжки может облегчить извлечение детали, слишком крутой угол может нарушить структурную целостность детали и увеличить сложность пресс-формы.
Каково будущее направление развития чернового угла литьевых форм?
Угол осадки при литье под давлением играет решающую роль в выталкивании деталей, улучшая формоустойчивость и время цикла. Его дальнейшее развитие сосредоточено на точности и оптимизации конструкции для повышения эффективности и снижения затрат.
Будущие углы вытяжки литьевых форм направлены на уменьшение видимости линии раздела, улучшение разъема формы и минимизацию отходов, использование передовых разработок для повышения качества продукции и ускорения производства.

По мере совершенствования технологии литья под давлением дизайн угла вытяжки также совершенствуется и принимает наилучший метод. По мере развития компьютерных технологий и технологий численного моделирования проектирование углов вытяжки станет еще более точным и быстрым. В то же время применение новых материалов и процессов также создаст новые проблемы и возможности для проектирования углов. Например, инновации в технологии 3D-печати открывают новые возможности для проектирования и создания форм сложной формы.
Углы наклона помогают уменьшить проблемы с выталкиванием формы.Правда
Углы вытяжки уменьшают трение при выталкивании, предотвращая повреждение отформованной детали и увеличивая время цикла.
Увеличение угла вытяжки всегда повышает эффективность пресс-формы.Ложь
Хотя углы вытяжки улучшают выталкивание, чрезмерно большие углы могут снизить прочность формованной детали и повлиять на эстетику дизайна.
Заключение
Угол вытяжки - один из важнейших параметров при проектировании литьевых форм, который напрямую влияет на качество продукции и скорость производства литых изделий.
Поэтому, исходя из разумного угла вытяжки, разумно выбирать комплексное рассмотрение таких факторов, как тип пластикового материала, структура изделия, точность обработки пресс-формы, литьё под давлением 10 Параметры процесса и т.д. могут обеспечить высокий процент успеха и высокую экономическую выгоду литья под давлением. В практическом применении постоянное совершенствование и проверка конструкции угла вытяжки может позволить пресс-формам и изделиям играть более значительную роль.
-
Понимание значения угла осадки может расширить ваши знания в области проектирования пресс-форм и повысить качество производства. ↩
-
Этот ресурс предоставит ценные сведения о требованиях к конкретным материалам, обеспечивая лучший выбор конструкции. ↩
-
Изучение этой темы позволит понять, как оптимизировать конструкцию пресс-формы для повышения эффективности и качества продукции. ↩
-
Давление впрыска играет важную роль в процессе формования. Узнайте, как оно влияет на качество и эффективность, посетив этот ресурс. ↩
-
FEA необходим для прогнозирования характеристик пресс-формы. Узнайте, как с его помощью можно усовершенствовать процесс проектирования и улучшить результаты, пройдя по этой ссылке. ↩
-
Изучение взаимосвязи между выталкивающей силой и формованием поможет оптимизировать технологию производства и качество продукции. ↩
-
Изучение вопросов улучшения качества поверхности может привести к улучшению эстетики и функциональности продукции, что имеет решающее значение для успеха на рынке. ↩
-
Изучение влияния качества поверхности пресс-формы может привести к улучшению качества продукции и снижению количества дефектов в производстве. ↩
-
Изучение причин затрудненного выброса поможет вам устранить неполадки и эффективно улучшить производственные процессы. ↩
-
Узнайте, как оптимизировать процесс литья под давлением?: Литье под давлением - это процесс изготовления полуфабрикатов определенной формы путем нагнетания давления, впрыска, охлаждения и разделения расплавленных сырьевых материалов. ↩







