 Перейти к содержанию
Перейти к содержанию 

Проектирование литья под давлением имеет решающее значение для производства высококачественных пластиковых деталей, влияющих на функциональность и технологичность в различных отраслях промышленности.
Проектирование для литья под давлением включает оптимизацию конструкции детали и оснастки с фокусом на выборе материала, толщина стенки1, и угол осадки2s для технологичности. Широко используется в автомобильной, электронной и упаковочной промышленности.
Понимание тонкостей проектирования литья под давлением может значительно повысить качество продукции и эффективность производства. Углубитесь в эту тему, чтобы узнать о стратегиях, оптимизирующих характеристики деталей и производственные процессы.
- Начните DFM до того, как конструкция формы будет окончательно утверждена.
- Держите решения по толщине стенки, углу уклона, рёбрам, литникам и выталкиванию взаимосвязанными.
- Используйте визуальные разрывы и проверки на дефекты перед выпуском конструкции.
- Проверка поставщика должна связывать геометрию детали со стоимостью оснастки, временем цикла и рисками качества.
«Правильное проектирование для литья под давлением снижает производственные дефекты.»Правда
Эффективные стратегии проектирования, такие как достаточные углы осадки и равномерная толщина стенок, сводят к минимуму такие дефекты, как коробление и раковины.
«Дизайн литья под давлением не влияет на производственные затраты.»Ложь
Конструкция напрямую влияет на расход материалов, время цикла и срок службы инструмента, что в свою очередь влияет на общую стоимость производства.
Зачем разрабатывать дизайн для литья под давлением?
Проектирование для литья под давлением — это дисциплина DFM, которая обеспечивает технологичность, повторяемость и контроль стоимости пластиковых деталей до начала изготовления оснастки.
Проектирование для литья под давлением сокращает производственные затраты и повышает долговечность за счет оптимизации сложности формы и свойств материала. Преимущества включают ускорение производства, повышение точности и масштабируемости, что крайне важно для автомобильной промышленности, производства потребительских товаров и электроники.
Определите сложность производства
Глядя на проект, дизайнеры и инженеры могут предсказать, что может пойти не так во время производства. Дизайн подсказывает им, чего ожидать, и они могут уменьшить неопределенность еще до начала производства продукта.
Кроме того, знание того, насколько сложным является изделие, поможет им понять, как должна выглядеть пресс-форма. Таким образом, они смогут спроектировать и изготовить правильную форму для того изделия, которое они хотят произвести.
Убедитесь в целесообразности производства
Когда вы разрабатываете и производите пластиковые детали, вы не знаете, можно ли их изготовить. Проектирование литья под давлением может подсказать вам, возможен ли метод производства.
Таким образом, вы можете узнать, не возникнут ли у вас производственные проблемы, когда деталь застревает в пресс-форме. Что еще более важно, это экономит время и деньги, что позволяет сделать продукт дешевле и быстрее.
Предотвращение отказов деталей
Если не спроектировать детали для литья под давлением правильно, они не будут работать корректно или хорошо выглядеть. Они могут не выполнять свои функции из-за дефектов литья под давлением или других механических отказов. Руководства по проектированию для литья под давлением помогут выбрать правильные параметры литья и избежать серьёзных проблем, из-за которых детали не будут работать.
«Проектирование для литья под давлением обеспечивает превосходную стабильность продукта.»Правда
Учет таких элементов конструкции, как поток материала и охлаждение пресс-формы, повышает однородность производства, что приводит к стабильному качеству продукции.
«Любой продукт можно спроектировать для литья под давлением без ограничений.»Ложь
Не все конструкции подходят для литья под давлением из-за ограничений по материалу и сложности деталей, что требует индивидуального подхода к проектированию.
Каковы особенности конструкции деталей, изготовленных методом литья под давлением?
Конструкция деталей, изготовленных методом литья под давлением, крайне важна для обеспечения функциональности, технологичности и экономичности изделия.
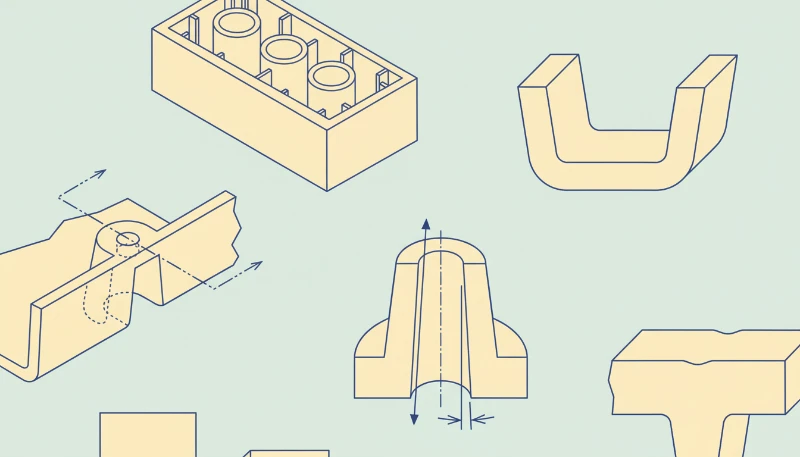
Ключевые моменты при изготовлении литых под давлением деталей включают выбор материала, толщину стенок, углы осадки, расположение литников и дизайн ребер - все это влияет на целостность конструкции, технологичность, качество продукции и стоимость.
Толщина стенок камеры
Это один из важнейших моментов, о котором необходимо думать при проектировании деталей, изготовленных методом литья под давлением. Толщина стенок влияет на многое в детали, например, на то, как она работает, как выглядит и сколько стоит.
Итак, вам нужно определить правильную толщину стенки, исходя из функциональных требований детали. Необходимо учитывать, какую нагрузку может выдержать деталь и какой срок службы требуется, чтобы определить минимально допустимую толщину стенки.
Общее правило заключается в том, чтобы толщина стенок была равномерной по всей литьевой детали. В идеале толщина стенок должна составлять от 1,2 мм до 3 мм. Если стенки слишком тонкие, потребуется высокое давление пластика и возникнет кавитация. Если стенки слишком толстые, время цикла увеличится, и вы будете использовать больше материала, что обойдется вам дороже.
Если у вас есть деталь с изменяющейся толщиной стенки, необходимо обеспечить хороший переход между деталями. Этого можно добиться, сделав фаски на угловых кромках или углах. Аналогично, использование галтелей на кромках или углах обеспечит полное заполнение формы расплавленным пластиком и его равномерное охлаждение.
Линия расставания
Сайт линия разделения3 это место, где две половины пресс-формы соединяются для получения конечного изделия. Если в конструкции линии разъема есть какие-либо несоответствия или перекосы, это может привести к дефектам вспышки в литой детали. Поэтому важно спроектировать простую и прямую линию разъема, чтобы свести к минимуму эти дефекты. Простые линии разъема проще в изготовлении, требуют меньшего обслуживания и обеспечивают лучшую общую отделку конечного продукта.
Когда вы разрабатываете линию раздела, обычно лучше разместить ее на острой кромке, а не на закругленной поверхности. Это поможет вам избежать использования пресс-форм с жесткими допусками, что может привести к увеличению производственных затрат. Также следует подумать о том, как линия раздела будет выглядеть на готовом изделии.
Вы хотите спроектировать его таким образом, чтобы он был как можно более незаметным и не проходил по критически важным поверхностям или элементам, таким как текст или логотипы. Это поможет вам убедиться, что ваше готовое изделие выглядит так, как вы хотите, и поможет вам сделать более качественные детали с помощью литья под давлением.
Углы наклона
Угол уклона на поверхности детали, полученной литьём под давлением, обеспечивает лёгкое извлечение из формы без повреждений. Необходимый угол уклона зависит от таких факторов, как толщина стенки, усадка материала, потребности в финишной обработке и т.д.
Средняя глубина вытяжки должна увеличиваться на 1 градус на дюйм глубины, но для большинства деталей обычно безопасно не менее 1,5-2 градусов. Для тяжелых текстур может потребоваться до 5 градусов на дюйм глубины. Недостаточная осадка может привести к косметическим дефектам, таким как следы волочения.
При проектировании деталей для литья под давлением с помощью системы автоматизированного проектирования можно добавить углы вытяжки. Однако лучше всего делать это на последних этапах проектирования, чтобы свести к минимуму сложности.
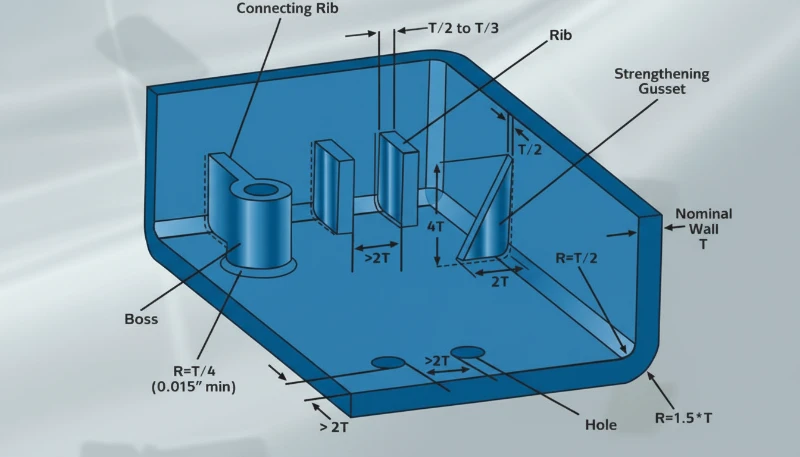
Ребра и боссы
Ребра жесткости используются для укрепления стенок деталей, где две стенки пересекаются под углом 90 градусов. Они помогают сделать деталь более прочной и способной выдержать больший вес. Выступы - это приподнятые участки на детали, которые используются для крепления и выравнивания других деталей. Они также делают деталь более прочной в таких местах, как отверстия для винтов и пазы.
Базовая толщина опорных рёбер не должна превышать двух третей толщины прилегающей стенки. Высота ребра не должна превышать 2,5 номинальной толщины стенки (2,5T). Необходимо учитывать усадку. Во избежание утяжин толщина бобышки не должна превышать 60% от общей толщины стенки.
Расположение и типы ворот
Затвор в литье под давлением - это очень важная деталь, которая непосредственно связана с пластиковой деталью и контролирует поток расплавленной пластиковой смолы в полость. Размер, форма и расположение литника оказывают большое влияние на готовое изделие. Они влияют на прочность и внешний вид изделия.
Существует четыре распространенных типа затворов, используемых в различных видах литьевых форм: краевые, поднутрения, горячий наконечник и литник. Как следует из названия, краевые литники располагаются на краю плоской детали и оставляют шрам на линии раздела.
Субворота широко распространены и представлены в различных вариантах, таких как ворота-бананы, ворота-смайлики и туннельные ворота. Они требуют выталкивающих штифтов для автоматической обрезки и помогают отодвинуть местоположение затвора от линии разделения для лучшего заполнения.
Затворы с горячим наконечником используются только для литьевых форм с горячим бегуном. Обычно они располагаются в верхней части пресс-формы для круглых или конических форм. С другой стороны, затворы идеально подходят для больших цилиндрических однополостных пресс-форм. Они обычно оставляют большие шрамы в местах контакта, но просты в изготовлении и обслуживании.
Конструкция и тип ворот зависят от конструкции детали, выбранного материала, необходимых размеров и того, как вы хотите, чтобы деталь выглядела. Следует помнить, что ворота нужно устанавливать в таком месте, где они не будут вызывать сильного напряжения или повреждения детали.
Вы также хотите избежать необходимости отрезать деталь от бегунка и поместить ворота в самую толстую часть детали, чтобы она хорошо заполнилась. Иногда требуется более одного литника, в зависимости от размера детали, ее формы и типа используемого пластика.
Выталкивающие штифты
Это важная часть установки для литья под давлением, которая помогает выталкивать деталь из формы после ее достаточного охлаждения. Они часто оставляют следы на детали. Поэтому их нужно проектировать в плоскости, перпендикулярной направлению движения штифта.
Форма детали, угол съёма, вЛитник в литье под давлением — очень важная часть, которая непосредственно соединена с пластиковой деталью и контролирует поток расплавленной пластиковой смолы в полость. Размер, форма и расположение литника сильно влияют на готовое изделие. Это влияет на его прочность и внешний вид.
Например, более липкая смола потребует большего усилия при формовании. Аналогичным образом, для более мягкого полимера потребуются более широкие или более широкие штифты, которые помогут распределить усилие формования, чтобы избежать дефектов формования.
Подрезы и резьба
Поднутрения и резьбы — это углублённые или нависающие элементы, которые затрудняют извлечение пластиковой детали из формы одним движением. Конструкция должна обеспечивать возможность извлечения детали одним однонаправленным движением. Это поможет сохранить низкую стоимость литья под давлением. Поэтому важно избегать резьб и поднутрений при проектировании деталей для литья под давлением.
Чтобы избежать подрезов, направляйте элементы параллельно линии вытяжки и включайте в конструкцию подъемники и направляющие. Подъемники помогают освободить внутренние подрезы без осадки. После остывания детали подъемники могут толкать ее вверх под углом, чтобы удалить подрезы из формы. Слайдеры, с другой стороны, используют наклонные штифты, прикрепленные к основной форме, чтобы освободить внешние подрезы.
Скругленные углы
Чтобы сделать литье под давлением более эффективным и качественным, дизайнеры и инженеры должны использовать закругленные элементы вместо острых углов и кромок. Острые края требуют большего давления для заполнения, что может повредить деталь и вызвать дефекты при выталкивании. Скругленные внутренние и внешние углы помогают пластику лучше течь, что уменьшает напряжение и трещины.
Радиус внутренних углов должен составлять не менее 50% от толщины прилегающей стенки. Внешние углы, напротив, должны составлять 150% от толщины прилегающей стенки. Для вертикальных элементов, таких как бобышки и защелки, основание должно быть закруглено. Радиус бобышек должен составлять 25% от толщины прилегающей стенки, а минимальный радиус - 0,015 дюйма (0,381 мм).
Отделка поверхности
Пластиковые детали могут иметь различную отделку поверхности. Эта отделка влияет на текстуру, внешний вид и ощущение от детали. Выбор правильной отделки важен на этапе проектирования. Он определяет необходимые инструменты и материалы. Для грубой отделки требуются более высокие углы вытяжки.
Они также влияют на выбранный вами материал. Вам может понадобиться подготовить поверхность формы, чтобы получить желаемую отделку. Любой изъян на поверхности формы проявится на детали. Чем больше работы вам придется выполнить после того, как деталь выйдет из формы, тем больше она будет стоить и тем больше времени займет изготовление формы.
Выбор материала
Литье под давлением - это использование различных типов пластиковых смол, каждая из которых обладает своими уникальными физико-механическими свойствами. От выбранного вами материала зависит, как будет работать ваша деталь в предполагаемой среде. Выбирая материал для литья под давлением, вы должны учитывать такие факторы, как усадка материала, прилегание и стоимость.
Усадка пластика различна для каждого типа пластика и способа его обработки, что может повлиять на то, как деталь работает и как выглядит. Также необходимо подумать о том, насколько хорошо пластик можно соединить с помощью винтов и сварки.
Хотя важно, чтобы пластик обладал нужными свойствами, вам также нужно подумать о том, сколько стоит получить пластик, сделать из него деталь и обработать ее, чтобы вы могли сделать ее за наименьшую сумму.
«Равномерная толщина стенки критически важна в дизайне литья под давлением.»Правда
Равномерная толщина стенок сводит к минимуму напряжение и коробление, обеспечивая стабильное и качественное изготовление деталей.
«Углы съёма не обязательны для деталей литья под давлением.»Ложь
Углы осадки способствуют легкому извлечению детали из формы, снижая риск повреждения при выталкивании.
Каковы рекомендации по проектированию литьевых форм?
Эффективное проектирование пресс-форм для литья под давлением имеет решающее значение для эффективного и стабильного производства высококачественных пластмассовых деталей в различных отраслях промышленности.
Основные рекомендации по проектированию литьевых форм: выбор подходящих материалов, обеспечение эффективной системы охлаждения и оптимизация выталкивания деталей. Эти методы повышают эффективность, уменьшают количество дефектов и увеличивают долговечность процесса литья.
Из нашего заводского анализа конструкций: собственное производство форм ZetarMold позволяет нашим инженерам связать решения по толщине стенки, углу уклона, расположению литника, охлаждению и выталкиванию до начала обработки стали. Для деталей, чувствительных к DFM, 8 старших инженеров могут оценить риски оснастки, а наше производственное планирование может сравнить конструкцию с параметрами 47 литьевых машин перед расчётом стоимости и изготовлением образцов.
Основание пресс-формы и расположение полостей
Оснастка пресс-формы состоит из основания пресс-формы, полости, стержневой вставки и других деталей. Основание пресс-формы - это фундамент формы, а полость и стержневой вкладыш формируют деталь. Конструкция оснастки влияет на то, насколько точным и последовательным будет процесс литья. Обработка с ЧПУ позволяет добиться точных вертикальных стенок, необходимых для сложных форм для литья пластмасс под давлением.
Пресс-форма должна быть прочной, простой в обслуживании, ее легко разобрать и собрать обратно для ремонта и обслуживания. Оснастка пресс-формы должна быть изготовлена с высокой точностью, чтобы полость и сердечник были расположены правильно. Расположение полости рамы пресс-формы также должно обеспечивать доступ к полым и стержневым вставкам для удобства обслуживания и ремонта. Это сокращает количество дефектов и делает детали более качественными.
Конструкция системы охлаждения
Система охлаждения играет важную роль в конструкции литьевой формы. Она контролирует температуру полости пресс-формы и пластикового материала. Охлаждение важно, поскольку оно помогает затвердевать пластику и контролировать усадку.
Конструкция системы охлаждения должна обеспечивать равномерное охлаждение полости формы. Каналы охлаждения следует проектировать близко к областям, которые охлаждаются дольше, чтобы они не мешали системе литников и разводящих каналов. Механик также должен оптимизировать конструкцию для достижения максимально короткого времени цикла.
Конструкция бегунков и ворот
Система бегунков и затворов контролирует поступление расплавленного пластика в полость формы. Затвор - это место, где пластик попадает в полость, а система бегунков помогает пластику добраться до затвора. Конструкция затвора и системы бегунков влияет на эффективность процесса литья и качество готового изделия.
Размер, расположение и форма затвора должны оптимизировать поток материала, минимизировать напряжение в детали и избежать дефектов в ней. Система направляющих должна минимизировать перепад давления, обеспечивать равномерное распределение материала и избегать мертвых зон, где пластик может скапливаться и вызывать дефекты.
Конструкция системы катапультирования
Система выталкивания — это то, что извлекает деталь из формы. При проектировании системы выталкивания необходимо учитывать форму детали, количество поднутрений и её прочность. Для предотвращения повреждения детали при извлечении можно использовать выталкивающие штифты, втулки или гидравлические системы выталкивания.
Также необходимо спроектировать систему выталкивателей таким образом, чтобы она могла выдержать усилие, необходимое для извлечения детали из формы. Также необходимо продумать, где система выталкивания будет располагаться по отношению к системе затворов и бегунков, чтобы она не мешала.
Материалы для пресс-форм и обработка поверхности
От материала, из которого изготовлена пресс-форма, зависит срок ее службы и внешний вид ваших деталей. Вам нужен материал, который выдерживает большое количество тепла, хорошо распределяет тепло и не изнашивается. Правильный выбор материала поможет вам быстрее изготавливать детали, сделать пресс-форму более долговечной и производить более качественные детали.
Каждая пресс-форма отличается от других и требует тщательной проработки при изготовлении. Материалы, которые вы используете, должны быть обработаны правильно, чтобы не было дефектов поверхности, которые проявятся на детали, которую вы будете отливать.
Чтобы избавиться от следов, оставленных концевой фрезой на поверхности формы, необходимо провести дополнительную обработку, например пескоструйную или полировочную. От того, сколько отделочных работ вам придется выполнить, зависит стоимость и время изготовления пресс-формы.
«Конструкция литьевой формы влияет на время охлаждения отлитой детали.»Правда
Правильная конструкция пресс-формы обеспечивает равномерное охлаждение, что сокращает время цикла и повышает качество деталей.
«Дизайн пресс-формы для литья под давлением не влияет на качество продукции.»Ложь
Продуманная конструкция пресс-формы напрямую влияет на качество деталей, обеспечивая постоянный поток материала и равномерное охлаждение.
Каковы общие проблемы проектирования литья под давлением и их решения?
Литье под давлением - сложный процесс с различными потенциальными проблемами в конструкции, которые могут повлиять на качество продукции и эффективность производства.
Такие распространенные проблемы литья под давлением, как коробление, раковины и вспышки, можно устранить, оптимизировав температуру пресс-формы, отрегулировав время охлаждения и обеспечив надлежащий отвод воздуха, чтобы повысить однородность продукции и уменьшить количество дефектов.
Вспышка
Вспышка - это лишний пластик на поверхности разъема пресс-формы или выталкивающего штифта.
Причины вспышки
Недостаточное усилие смыкания, проблемы с пресс-формой, плохие условия формовки, неправильная конструкция выхлопной системы.
Решения
Дизайн пресс-формы: Создайте форму так, чтобы она плотно закрывалась при зажиме. Проверьте размер выпускного отверстия и очистите поверхность формы.
Машина для литья под давлением: установить термопластавтомат с нужным тоннажем.
Процесс формовки: увеличить время впрыска, уменьшить скорость впрыска, снизить температуру ствола и сопла, уменьшить давление впрыска и давление выдержки.
Серебряные полосы
Серебристые разводы появляются, когда вода, воздух или карбонизированный материал распределяются по поверхности детали в направлении потока.
Причины появления серебристых полос
Содержание влаги в сырье слишком высокое, воздух задерживается в сырье, происходит деградация полимера: материал загрязнен; температура в бочке слишком высокая; объем впрыска недостаточен.
Решения
Содержание: Перед литьем под давлением высушите сырье в соответствии с данными, предоставленными поставщиком сырья.
Дизайн пресс-формы: Убедитесь, что в помещении достаточно вентиляционных отверстий.
Процесс формовки: Выберите подходящую машину для литья под давлением и пресс-форму, полностью очистите бочку от старого материала при смене материала, улучшите систему выпуска, снизьте температуру расплава, давление впрыска или скорость впрыска.
Дент
Вмятина - это когда поверхность детали вогнута на толщину стенки.
Причины образования вмятин
Слишком низкое давление впрыска или давление выдержки, слишком короткое время выдержки или время охлаждения, слишком высокая температура расплава или температура пресс-формы, а также неправильная конструкция детали.
Решения
Структура дизайна: Рифленая поверхность, на которой легко образуются вмятины, уменьшите размер толстой стенки детали, минимизируйте отношение толщины к диаметру, отношение толщины смежной стенки должно контролироваться на уровне 1,5~2, и постарайтесь сделать плавный переход, измените толщину ребер усиления, потайных отверстий и угловых ребер, и их толщина обычно рекомендуется 40-80% от основной толщины стенки.
При дефектах сварки проверить причины и решения линий спая, затем скорректировать давление впрыска, давление подпитки, размер или положение литника на основе картины течения.
Знак сварки
След от сварки - это когда два потока материала встречаются и свариваются вместе, в результате чего на поверхности образуется дефект.
Причины появления следов сварки
Если в детали имеются отверстия, вставки или многозазорный режим литья под давлением, или если толщина стенки детали неравномерна, могут появиться следы от сварки.
Решения
Материал:Обеспечьте лучшую текучесть пластика.
Дизайн продукта: Измените способ изготовления продукта и толщину стенок.
Дизайн пресс-формы: Переместите место, где пластик входит в форму, и добавьте места для выхода воздуха.
Условия процесса: Сделайте пластик более горячим и используйте меньше материала, чтобы он не прилипал к форме. Следы от ожогов - это когда воздух в форме не может выйти достаточно быстро, и пластик сгорает в конце потока.
Искривление и деформация
Деформация искривления - это когда форма отлитого под давлением изделия становится беспорядочной и деформируется неравномерно, а это совсем не то, чего вы хотите. Это одна из тех вещей, которые могут пойти не так, когда вы делаете вещи с помощью литьевых форм.
«Коробление — распространённая проблема в литье под давлением.»Правда
Коробление возникает из-за неравномерного охлаждения, что приводит к искажению деталей. Часто решается путём корректировки времени охлаждения и температуры формы.
«Утяжины можно устранить только перепроектированием формы.»Ложь
Раковины также можно уменьшить, регулируя такие параметры процесса, как давление упаковки и время охлаждения, а также внося изменения в конструкцию пресс-формы.
Что инженеры должны сделать перед выпуском дизайна?
Готовый к выпуску дизайн одобрен по методологии DFM после проверки стенок, углов съёма, литников, линии разъёма, охлаждения, выталкивания, усадки и контроля.
This will give you a detailed understanding of what you need and how to complete the process. The injection molding design rules discussed in this article will help you optimize the process, ensure cost-effective production and reduce cycle times. See our Injection Mold Complete Guide for a comprehensive overview.

Часто задаваемые вопросы
Какое самое важное правило в дизайне литья под давлением?
Самое важное правило — сделать деталь лёгкой для заполнения, охлаждения, выталкивания и контроля, не добавляя ненужной сложности оснастки. Равномерная толщина стенок, практичные углы съёма, чёткие решения по линии разъёма и реалистичное размещение литников обычно важнее, чем добавление множества мелких элементов. Дизайн, который выглядит приемлемо в CAD, всё ещё может провалиться в производстве, если он создаёт захваченный воздух, неравномерное охлаждение, высокое усилие выталкивания или косметические дефекты. Перед выпуском дизайн должен быть проверен с учётом как функции изделия, так и ограничений производства пресс-форм.
Какой угол уклона следует использовать для литой под давлением детали?
Практической отправной точкой является использование как минимум 1–2 градусов съёма на большинстве вертикальных поверхностей, затем увеличение угла для более глубоких стенок, текстурированных поверхностей или материалов, сильно усаживающихся на сердечник. Точное значение зависит от глубины детали, чистоты поверхности, усадки материала и направления выталкивания. Угол съёма следует добавлять на раннем этапе, так как поздние изменения могут сместить линии разъёма, изменить упоры и повлиять на внешний вид. Если поверхность должна оставаться прямой, инструментальщик должен оценить, могут ли полировка, расположение выталкивателей или выбор материала снизить риск залипания.
Почему толщина стен так важна?
Толщина стенки определяет давление заполнения, время охлаждения, усадку, утяжины, коробление и расход материала. Толстые участки охлаждаются медленно и могут создавать утяжины или внутренние пустоты, тогда как тонкие участки могут не заполниться или иметь слабые линии спая, если расплав застывает слишком быстро. Наиболее безопасная конструкция обычно сохраняет стенки максимально равномерными и использует рёбра, бобышки или плавные переходы вместо резких утолщений. Когда толщина должна меняться для прочности, переход должен быть достаточно плавным для течения расплава и предсказуемого охлаждения.
Когда следует использовать ребра жесткости вместо более толстых стен?
Рёбра полезны, когда детали требуется жёсткость, но более толстая стенка создала бы утяжины, большее время охлаждения или избыточную стоимость материала. Ребро обычно должно быть тоньше прилегающей стенки, иметь угол съёма и соединяться с достаточным радиусом, чтобы избежать концентрации напряжений. Рёбра также требуют определённого расстояния между собой, чтобы сталь можно было качественно изготовить и отполировать. Если элементу требуется и прочность, и косметическая поверхность, размещение рёбер следует проверять с учётом расположения литника, направления потока и возможных следов проявления на лицевой стороне.
Что покупатели должны спросить у поставщика перед началом производства инструмента?
Покупатели должны спрашивать, провёл ли поставщик анализ толщины стенки, угла уклона, линии разъёма, расположения литника, размещения толкателей, схемы охлаждения, усадки материала, накопления допусков и косметических требований до начала обработки стали. Также следует спрашивать, какие риски требуют изменений в DFM, а какие могут быть устранены на этапе изготовления образцов. Чёткий анализ до изготовления оснастки дешевле, чем исправление готовой формы после появления дефектов. Для серийных деталей поставщик должен связывать проектные решения с временем цикла, методом контроля, доступом для обслуживания и ожидаемым сроком службы оснастки.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Запросить бесплатный расчёт → Используйте наш руководство по процессу литья под давлением для контекста процесса и наших injection molding supplier sourcing guide перед сравнением цен.
-
wall thickness: Толщина стенки — это ключевой размер конструкции, который определяет давление заполнения, время охлаждения, усадку, утяжины и жёсткость детали. ↩
-
draft angle: Угол уклона — это конусность, добавленная к вертикальным поверхностям, чтобы отлитая деталь могла выйти из формы без задиров или прилипания. ↩
-
parting line: Линия разъёма — это видимая граница, где встречаются две половины формы, и где могут появиться облой, несовпадение или косметические дефекты. ↩






