 Saltar para o conteúdo
Saltar para o conteúdo 

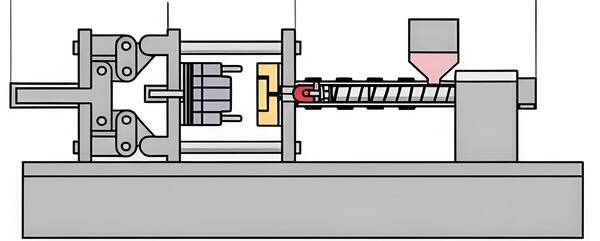
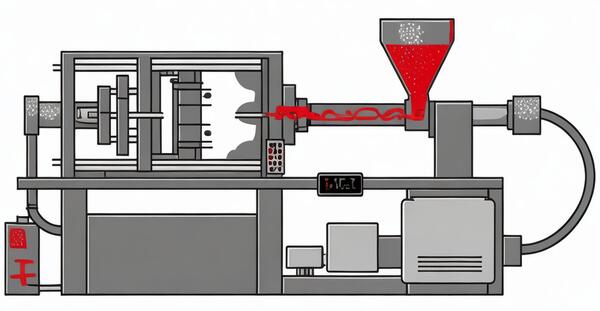
Introdução: No processo de moldagem por injeção, a velocidade é um parâmetro muito importante, a velocidade de injeção, definida por parâmetros como o cilindro de injeção, a pressão de injeção p, a velocidade do parafuso, a pressão da bomba e a fase de enchimento, influencia diretamente a qualidade do produto e a eficiência da produção.

A velocidade de injeção, definida por parâmetros como o cilindro de injeção, a pressão de injeção p, a velocidade do parafuso, a pressão da bomba e a fase de enchimento, influencia diretamente a qualidade do produto e a eficiência da produção. Eis algumas informações básicas sobre a velocidade de injeção:
O que é a velocidade de injeção ?
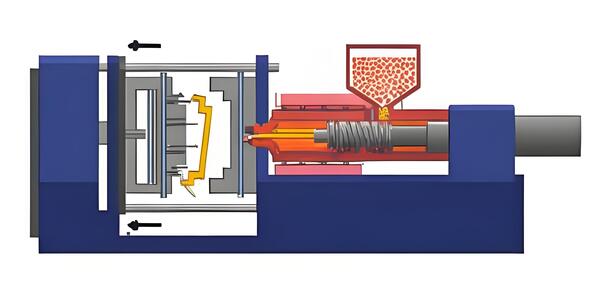
A velocidade de injeção é o deslocamento do parafuso de injeção por unidade de tempo. Afecta diretamente a qualidade e a eficiência da produção do produto.

Para encher o material fundido na cavidade do molde e obter produtos com densidade uniforme e alta precisão, o material fundido deve ser enchido na cavidade do molde dentro de um período de tempo para um enchimento rápido do molde.
Se a velocidade de injeção for lenta, o tempo de enchimento do material fundido é longo e o produto é propenso a juntas frias, densidade irregular, tensão elevada e outras desvantagens.
A utilização da injeção a alta velocidade pode reduzir a diferença de temperatura do material fundido na cavidade do molde, melhorar o efeito de transmissão da pressão e obter produtos de precisão com densidade uniforme e baixa tensão.
Mas se a velocidade de injeção for demasiado elevada, o material fundido fluirá facilmente de forma irregular através do portão e de outros locais, provocando a queima de material, a entrada de gás, uma má exaustão e afectando diretamente a qualidade da superfície do produto.
Ao mesmo tempo, se a velocidade de injeção for demasiado elevada, não é fácil conseguir uma mudança estável entre a pressão de injeção e a pressão de retenção, e o produto transborda frequentemente devido à sobrepressão.
Durante a injeção, a velocidade de cada ponto da porta e da secção transversal da cavidade é desigual. No processo de injeção, é necessário que o fluido seja injetado lentamente depois de entrar na cavidade.

Na fase final, a velocidade de injeção deve ser acelerada para garantir a plenitude, pelo que a velocidade de injeção deve ser controlada por fases.
O aumento da velocidade de injeção aumenta a pressão de enchimento. O enchimento a alta velocidade pode manter a fusão a uma temperatura mais elevada, reduzir a viscosidade e a perda de resistência do fluido e, assim, aumentar a pressão da cavidade.

Ao mesmo tempo, também pode abrandar o arrefecimento, e o produto é uniforme e denso. No entanto, se a velocidade for demasiado elevada, o fluxo da massa fundida será instável e o molde ficará saliente.
Além disso, a determinação da velocidade de injeção deve basear-se em diferentes estruturas de molde, tamanhos, sistemas de canais e propriedades do polímero.

Quais são os factores que afectam a velocidade de injeção?
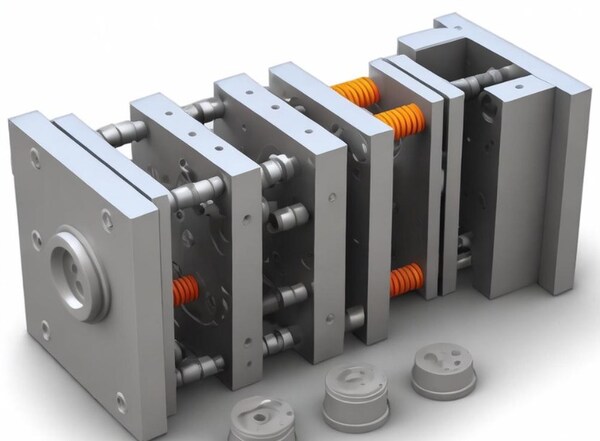
Conceção de moldes
Diferentes plásticos têm diferentes requisitos para a velocidade de injeção. Geralmente, os plásticos de alta viscosidade requerem velocidades de injeção mais baixas. Por exemplo, o polietileno de baixa densidade requer uma velocidade de injeção mais baixa para evitar a geração excessiva de calor, a deformação ou a contração.
Ao injetar plástico ABS, é necessária uma velocidade de injeção mais elevada para garantir que a superfície da peça de plástico é lisa e não produz linhas quentes ou emulsificação.
Geometria do molde
A geometria do molde também é um fator: as peças de paredes finas necessitam da velocidade de injeção mais elevada; as peças de paredes espessas necessitam de uma curva de velocidade lenta-rápida-lenta para evitar defeitos; para garantir que a qualidade da peça é boa, a definição da velocidade de injeção deve garantir que o caudal da frente de fusão se mantém igual.

A estrutura e a construção do molde estão diretamente relacionadas com a qualidade da moldagem e a velocidade de injeção da peça de plástico.
Por exemplo, se o molde tiver uma cavidade grande, é necessário injetar o plástico a uma velocidade elevada para preencher toda a cavidade. Se o molde tiver uma cavidade pequena, é necessário injetar o plástico a uma velocidade baixa para evitar danificar o molde.

Propriedades do material
As propriedades dos materiais são muito importantes porque os polímeros podem quebrar-se devido a diferentes tensões.
Se aumentar a temperatura do molde, poderá oxidar e quebrar a estrutura química, mas, ao mesmo tempo, quebrará menos por cisalhamento, porque a temperatura elevada torna o material menos viscoso e reduz a tensão de cisalhamento.

Sem dúvida, a velocidade de injeção em várias fases é muito útil para moldar materiais sensíveis ao calor, como PC, POM, UPVC e respectivas formulações.
Modelo da máquina de injeção
A velocidade de injeção é diretamente afetada pelos parâmetros da máquina de injeção, tais como a tonelagem, a pressão do óleo e o volume de injeção.

Em geral, quando as grandes máquinas de injeção são injectadas, necessitam de maior pressão e volume de injeção, e a velocidade de injeção é mais rápida. As máquinas de injeção pequenas são propensas a fissuras ou defeitos nas peças de plástico devido à velocidade de injeção excessiva.
Competências do operador
A competência do operador também afecta diretamente a velocidade de injeção. Por exemplo, um bom operador pode ajustar a velocidade de injeção de acordo com o tipo de máquina de injeção e as caraterísticas do plástico para garantir um processo de injeção suave e uma boa qualidade das peças de plástico.

Outras restrições de fluxo e factores instáveis
Ao definir o segmento de velocidade, é necessário ter em conta a geometria do molde, outras restrições de fluxo e factores instáveis. É necessário ter uma compreensão clara do processo de moldagem por injeção e do conhecimento do material, caso contrário, será difícil controlar a qualidade do produto.
Uma vez que é difícil medir diretamente o caudal da massa fundida, este pode ser calculado indiretamente medindo a velocidade de avanço do parafuso ou a pressão da cavidade (para garantir que a válvula de retenção não tem fugas).
Caudal de fusão
A taxa de fluxo de fusão é muito importante porque afecta a orientação molecular e o estado da superfície da peça; quando a frente de fusão atinge a estrutura da secção transversal, deve ser abrandada; para moldes complexos com difusão radial, a taxa de fluxo de fusão deve ser aumentada uniformemente.
Os canais longos têm de ser enchidos rapidamente para reduzir o arrefecimento da frente de fusão, mas a injeção de materiais de alta viscosidade, como o PC, é uma exceção, porque uma velocidade demasiado rápida fará com que o material frio entre na cavidade através da entrada de água.
Quando a massa fundida passa através do bocal e do corredor até à entrada de água, a superfície da frente de fusão pode ter arrefecido e solidificado, ou a massa fundida pode estagnar devido ao súbito estreitamento do corredor até que seja acumulada pressão suficiente para empurrar a massa fundida através da entrada de água, o que fará com que a pressão através da entrada de água atinja o seu pico.
Se a pressão for demasiado elevada, danificará o material e causará defeitos na superfície, como marcas de fluxo e queimaduras na entrada de água. Pode resolver este problema abrandando a velocidade imediatamente antes da entrada de água.
Isto irá parar o cisalhamento excessivo na entrada de água e, em seguida, pode acelerar a velocidade de injeção de volta ao que era. É difícil controlar a velocidade de injeção para abrandar na entrada de água, por isso é melhor abrandar no fim do corredor.
Como controlar a velocidade de injeção ?
A taxa de injeção da máquina de moldagem por injeção é a velocidade a que o material plástico é injetado no molde. Afecta o tempo que o plástico demora a encher o molde e a forma como a pressão é distribuída no molde.

É necessário ajustar a velocidade de injeção com base no produto específico e no material plástico que está a utilizar. Eis algumas formas de controlar a velocidade de injeção:
Controlo de válvula de controlo convencional
A velocidade de injeção é ajustada através do controlo da válvula que controla o fluxo de óleo. Este método é normalmente utilizado em máquinas de moldagem por injeção simples e tem uma função de ajuste de velocidade relativamente básica.

Controlo de válvula de controlo convencional
O sistema de injeção é acionado por um servo motor e a velocidade de injeção é controlada através do ajuste da velocidade do motor. Este método tem maior precisão e velocidade de resposta e é adequado para processos de moldagem por injeção de alta exigência.
Controlo proporcional de válvulas
A válvula proporcional controla o fluxo através de um sinal eletromagnético, de modo a que a velocidade de injeção possa ser ajustada e controlada com precisão.

Como definir a velocidade de injeção ?
Selecionar a velocidade de injeção de acordo com as caraterísticas do produto
Escolha a velocidade de injeção com base nas diferentes caraterísticas do produto, como a sua estrutura, tamanho, espessura, material e outros factores. Diferentes produtos requerem diferentes velocidades de injeção e é necessário ajustar a velocidade de injeção para obter o melhor efeito de moldagem.
Fazer ajustamentos razoáveis
A velocidade de injeção deve ser ajustada em função da situação real. Não se deve ir demasiado depressa nem demasiado devagar, senão não se consegue fazer grande coisa.

Utilizar a tecnologia de processamento científico
Utilizar tecnologia de processamento de moldagem por injeção científica e razoável, combinada com a experiência de produção, condições reais, desempenho médio e outros factores para otimização.
A tecnologia de processamento científico pode maximizar a correspondência entre a velocidade de injeção e as caraterísticas do produto para obter o melhor efeito de processamento.

Como escolher a velocidade de injeção ?
De acordo com o fluxo da massa fundida durante o processo de injeção, dividimos geralmente a velocidade de injeção em cinco partes:
Enchimento a alta velocidade
A primeira parte é o canal principal e o canal de derivação. Em princípio, é utilizado o enchimento a alta velocidade, o que pode encurtar o ciclo de moldagem, mas deve considerar-se que esta injeção a alta velocidade não deve causar má qualidade da superfície.
Baixa velocidade de injeção
A segunda parte é o portão e a parte do produto junto ao portão. Esta fase efectua as alterações correspondentes para diferentes matérias-primas e formas de portão.
Normalmente, é preferível utilizar uma velocidade de injeção mais baixa, especialmente para resinas de alta viscosidade, como PC, PMMA, ABS, etc., e portões laterais (portões rectos, como chapas transparentes de armários, coberturas de portas de painéis de máquinas de janelas e lâminas longitudinais, etc.) para evitar marcas de pulverização e manchas de névoa no portão.

Se o portão for um portão pontual ou um portão de túnel e o material for uma resina de baixa viscosidade como PP, PA, PBT, etc., e os requisitos de qualidade da superfície perto do portão não forem elevados, pode ser utilizada a injeção a alta velocidade.
Princípios da injeção a alta velocidade
A terceira parte é a parte principal da peça moldada, ou seja, o produto perto do portão é preenchido com cerca de 70% a 80% do peso da peça moldada.

Esta peça utiliza injeção a alta velocidade para encurtar o ciclo de moldagem, reduzir a alteração da viscosidade da massa fundida na cavidade do molde metálico, melhorar o brilho da superfície do produto e reduzir a deformação causada pela diminuição da pressão do plástico durante o enchimento do molde. Pode melhorar a resistência e o aspeto da linha de soldadura.
Injeção de velocidade média
A quarta parte está cheia com cerca de 85% a 90%. Esta peça é injectada a uma velocidade média. O objetivo é fazer a transição para a injeção a baixa velocidade da fase seguinte e evitar que o produto moldado seja demasiado espesso e fique a piscar devido a uma porta irregular.

Injeção a baixa velocidade
O quinto passo é o enchimento final da cavidade. Utiliza-se aqui a injeção a baixa velocidade para evitar marcas de queimadura e melhorar a estabilidade do tamanho e peso do produto. Ao mesmo tempo, também pode controlar e reduzir a pressão de aperto.
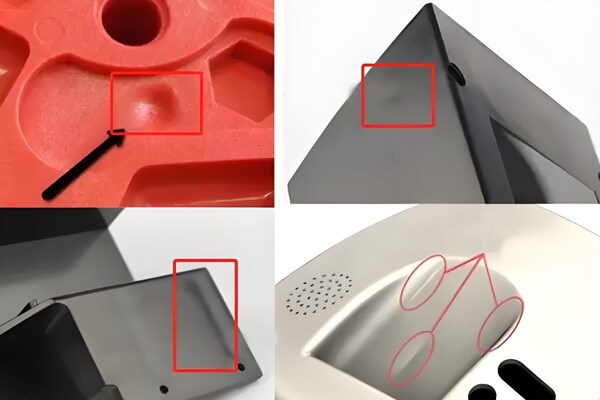
Que problemas podem ser resolvidos com o ajuste da velocidade de injeção ?
Podemos evitar ou reduzir defeitos como flashing, queima e ar preso, controlando a velocidade de injeção da última fase.

Flash
Abrandar a velocidade no final do enchimento pode prevenir o empacotamento excessivo, evitar o flash e reduzir a tensão residual. A redução da velocidade de ventilação, especialmente no final da injeção, também pode resolver o problema do ar preso causado por uma ventilação deficiente no final do percurso do fluxo ou problemas de pressão mínima de enchimento.

Tiro curto
O tiro curto ocorre quando a fusão abranda na entrada de água ou quando a fusão solidifica e bloqueia o fluxo localmente. Pode resolver este problema aumentando a velocidade de injeção logo após a entrada de água ou o bloqueio do fluxo local.

Defeitos como marcas de fluxo, queimaduras na entrada de água, rutura molecular, delaminação e descamação em materiais sensíveis ao calor são causados por demasiado cisalhamento quando passam pela entrada de água.
As partes lisas dependem da velocidade de injeção e os materiais com enchimento de fibra de vidro são particularmente sensíveis, especialmente o nylon. As manchas escuras (padrões ondulados) são causadas pela instabilidade do fluxo devido a alterações de viscosidade. O fluxo distorcido pode causar padrões ondulados ou névoa irregular, e o defeito exato depende da gravidade da instabilidade do fluxo.

Quando a massa fundida passa pela entrada de água, a injeção a alta velocidade provoca um elevado cisalhamento e os plásticos sensíveis ao calor são queimados. Este material queimado atravessará a cavidade, alcançará a frente de fluxo e aparecerá na superfície da peça.
Padrão de disparo
Para evitar o padrão de disparo, a definição da velocidade de injeção deve assegurar que a área das linhas de fluxo se enche rapidamente e depois passa lentamente pela entrada de água. Encontrar este ponto de transição de velocidade é a essência do problema. Se for demasiado cedo, o tempo de enchimento será excessivamente aumentado.

Se for tarde demais, a inércia excessiva do fluxo causará um padrão de tiro. Quanto mais baixa for a viscosidade da massa fundida e mais alta for a temperatura do cilindro, mais óbvia será a tendência para este padrão de injeção. Uma vez que as pequenas entradas de água requerem injeção a alta velocidade e alta pressão, são também um fator importante que conduz a defeitos de fluxo.
Retração
Para reduzir a contração, é necessário melhorar a transmissão da pressão e reduzir a queda de pressão. A baixa temperatura do molde e a baixa velocidade de avanço do parafuso tornam o comprimento do fluxo mais curto, pelo que é necessário utilizar uma velocidade de injeção elevada para compensar.
O fluxo rápido reduz a perda de calor, e o calor gerado pelo elevado calor de cisalhamento fará com que a temperatura de fusão aumente e abrande a taxa de espessamento da camada exterior da peça. A intersecção da cavidade deve ser suficientemente espessa para evitar uma queda de pressão excessiva, caso contrário ocorrerá retração.
Conclusão
Em conclusão, a velocidade de injeção é muito importante no processo de moldagem por injeção. Ao controlar a velocidade de injeção, é possível melhorar o aspeto do produto, fabricar mais produtos e garantir que o produto tem o tamanho certo e é forte.
Diferentes materiais, diferentes estruturas de molde e diferentes requisitos de produto requerem um ajuste cuidadoso e um controlo preciso da velocidade de injeção para obter o melhor efeito de moldagem.
Por conseguinte, um conhecimento profundo do processo de moldagem por injeção e das propriedades dos materiais, bem como das práticas científicas de produção, constituirá um apoio fundamental para otimizar a produção de moldagem por injeção.







