 Saltar para o conteúdo
Saltar para o conteúdo 

- A sobreinjeção liga dois materiais diferentes numa única peça, mais comumente um substrato rígido (ABS, PC, nylon) coberto com um elastómero termoplástico macio (TPE), reduzindo os passos de montagem em 40-60%.
- A compatibilidade dos materiais é o fator de sucesso mais crítico: o substrato deve ter uma temperatura de fusão mais elevada do que o material de sobreinjeção, e a ligação química requer parâmetros de solubilidade compatíveis dentro de 2 (cal/cm3)^0,5.
- A sobremoldagem de dois materiais numa prensa de placa rotativa produz tempos de ciclo de 25-45 segundos por peça, enquanto a sobremoldagem por pick-and-place adiciona 10-15 segundos para transferência do substrato, mas exige menos investimento de capital.
- A espessura da parede da camada de sobreinjeção deve ser de 1,0-3,0 mm para um preenchimento e adesão adequados, com um mínimo de 0,5 mm em qualquer ponto para evitar defeitos de preenchimento.
- Os defeitos comuns incluem delaminação (falha de adesão), rebarba na interface substrato-sobreinjeção e deformação do substrato devido à pressão de injeção da sobreinjeção superior a 40 MPa.
O que é a Sobreinjeção e Como Funciona?
A sobremoldagem é um processo de moldagem por injeção em duas etapas que liga um segundo material — tipicamente um termoplástico macio elastómero termoplástico1—sobre um substrato rígido pré-moldado, produzindo uma única peça multimaterial numa única operação de fabrico. O processo elimina montagem manual, colagem com adesivos e fixadores mecânicos que acrescentam custo, pontos de falha e tempo de produção aos produtos multimateriais.
O substrato é moldado primeiro utilizando parâmetros padrão de moldagem por injeção para a resina base. Após arrefecimento parcial ou total, o substrato é transferido para uma segunda cavidade (método pick-and-place) ou rodado para posição numa prensa multiestação (método de dois materiais). O material de sobremoldagem é então injetado sobre o substrato, ligando-se através de adesão química, interligação mecânica ou ambas.
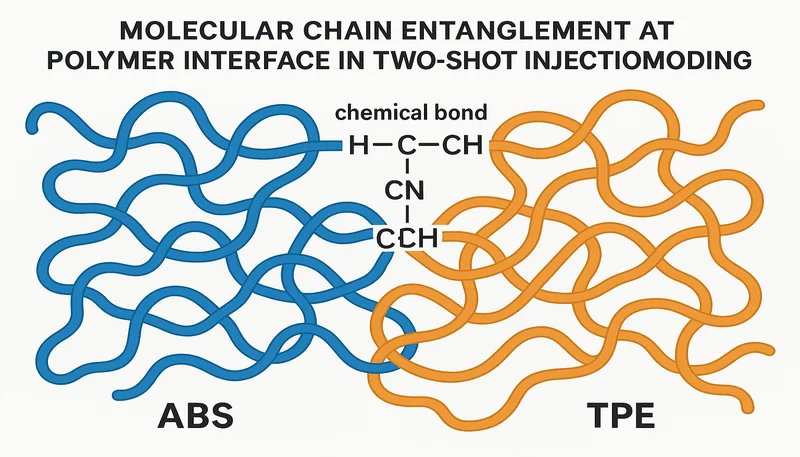
A ligação química ocorre quando a fusão da sobremoldagem derrete parcialmente a superfície do substrato, criando um emaranhamento molecular na interface. Este mecanismo requer químicas de polímeros compatíveis — o elastómero termoplástico sobre ABS atinge uma resistência de ligação de 150–300 N em testes de descascamento, enquanto pares incompatíveis como TPE sobre polietileno produzem adesão quase nula sem características mecânicas.
| Method | Tempo de ciclo | Custo de Capital | Melhor para |
|---|---|---|---|
| Dupla injeção (placa giratória) | 25–45 seg | $150K–$400K | Produção de alto volume (>100 mil peças/ano) |
| Pick-and-place (transferência) | 35–60 seg | $80K–$200K | Volume médio, substratos complexos |
| Multimaterial (3+ materiais) | 40–70 seg | $300K–$600K | Peças multicor ou com múltiplas durezas |
| Híbrido por sobreinserção | 30–50 seg | $100K–$250K | Substrato metálico + sobreinjeção de plástico |
A escolha entre duas injeções e pick-and-place depende do volume de produção e da complexidade da peça. Prensas de duas injeções com placas giratórias eliminam o tempo de transferência e produzem uma tolerância posicional mais apertada (±0,05 mm) entre o substrato e a sobremoldagem. Os métodos pick-and-place utilizam duas máquinas de injeção única separadas, oferecendo mais flexibilidade para geometrias de substrato que não podem rodar entre estações.
Uma sobreinjeção bem-sucedida requer o controlo preciso de três parâmetros críticos: temperatura da superfície do substrato no momento da injeção da sobreinjeção (idealmente 40–80°C acima da ambiente), temperatura de fusão da sobreinjeção (dentro da janela recomendada pelo fornecedor do material) e pressão de injeção (tipicamente 30–80 MPa dependendo da espessura da parede e do comprimento do fluxo). O desvio de qualquer parâmetro afeta diretamente a resistência da ligação e a qualidade da peça.

Quais Materiais são Compatíveis para Sobreinjeção?
A compatibilidade do material determina 80% do sucesso ou fracasso da sobremoldagem, sendo TPE-sobre-ABS e TPE-sobre-PC as duas combinações mais confiáveis na produção comercial. O material do substrato deve ter uma temperatura de fusão pelo menos 40°C superior à do material de sobremoldagem para evitar a deformação do substrato durante a segunda injeção — ABS (ponto de fusão 220–260°C) combinado com TPE (180–220°C) satisfaz este requisito com uma margem de segurança confortável.
A resistência da ligação química depende da correspondência dos parâmetros de solubilidade entre os dois polímeros. Materiais com parâmetros de solubilidade dentro de 2 (cal/cm³)⁰·⁵ um do outro formam ligações químicas fortes. O TPE estirénico (à base de SEBS) liga-se bem ao ABS e ao poliestireno porque todos partilham química semelhante à base de estireno. O TPE à base de poliéster liga-se ao PBT e ao PC através de reações de troca de éster na interface.
| Substrate | Sobremoldagem Compatível | Bond Type | Resistência ao Descascamento (N) |
|---|---|---|---|
| ABS | TPE (à base de SEBS) | Química + mecânica | 150–300 |
| PC | TPE (à base de poliéster) | Chemical | 120–250 |
| PA6/PA66 (Nylon) | TPE (à base de poliamida) | Chemical | 100–200 |
| PP | TPE (base PP, TPV) | Chemical | 80–150 |
| POM (Acetal) | TPE (qualquer) | Mecânica apenas | 30–60 |
| PEAD | TPE (qualquer) | Mecânica apenas | 20–50 |
| ISO 10993: | TPE (SEBS ou poliéster) | Chemical | 130–270 |
Quando a ligação química é impossível — como nos substratos de POM, HDPE e PEEK — a interligação mecânica fornece a única ligação fiável. Furos passantes, reentrâncias, ranhuras e superfícies texturizadas no substrato prendem fisicamente o material da sobre-moldagem. Estas características mecânicas devem ser suficientemente profundas (mínimo 0,3 mm) para resistir às cargas de serviço esperadas, e o seu espaçamento determina quão uniformemente a ligação distribui a tensão através da interface.
A sobreposição de silicone representa um caso especial que requer aplicação de primer ou tratamento superficial por plasma no substrato. O silicone líquido (LSR) não liga químicamente a nenhum termoplástico sem activação superficial. A ligação baseada em primer adiciona um passo de processamento mas alcança forças de ligação de 80–150 N, adequadas para selos de dispositivos médicos, gaxetas impermeáveis e conectores automotivos expostos a temperaturas de -40°C a +200°C.
A dureza Shore da camada de sobreposição determina a sensação táctil da peça acabada. Shore A 40–60 produz uma pega macia e almofadada preferida para ferramentas manual e escovas de dentes. Shore A 70–85 fornece uma superfície mais firme adequada para invólucros de eletrónica e controles automotivos. Selecionar a dureza correcta requer equilibrar o conforto do utilizador com a resistência ao uso—materiais mais macios degradam-se mais rapidamente sob contacto abrasivo repetido.
A correspondência de cores entre o substrato e a sobre-moldagem também requer consideração do material. As sobre-moldagens de TPE translúcido permitem que a cor do substrato seja visível, possibilitando efeitos de cor de material único sem pintura. Os graus de TPE opaco escondem completamente o substrato, o que é preferível quando o material do substrato tem cor inconsistente (resina reciclada, compostos com carga mineral). A sobre-moldagem multi-cor utilizando injeções sequenciais de diferentes cores de TPE cria padrões específicos da marca — como as pegas icónicas de duas cores nas alças de ferramentas elétricas — sem qualquer decoração pós-moldagem.
"A sobre-moldagem TPE-para-ABS atinge uma resistência de ligação química de 150–300 N sem exigir primers de superfície ou características mecânicas."Verdadeiro
O TPE à base de SEBS e o ABS partilham química estirénica, permitindo o emaranhamento de cadeias moleculares na interface quando a temperatura da superfície do substrato excede 60°C durante a injeção da sobre-moldagem. Esta compatibilidade química torna TPE/ABS a combinação de sobre-moldagem mais amplamente utilizada em produtos de consumo, desde pegas de ferramentas elétricas a dispositivos de cuidados pessoais.
"Quaisquer dois plásticos podem ser sobre-moldados juntos, desde que os parâmetros de injeção sejam otimizados corretamente."Falso
A química do material limita fundamentalmente a compatibilidade da sobre-moldagem. POM, HDPE e PEEK têm baixa energia superficial e estruturas moleculares não polares que impedem a ligação química com qualquer TPE, independentemente da otimização do processo. Estes substratos requerem características de interligação mecânica projetadas na geometria da peça — nenhum ajuste de temperatura ou pressão pode criar uma ligação química onde a química do polímero é incompatível.
Quais São as Principais Diretrizes de Projeto para Peças Sobremoldadas?
Espessura da parede da sobreposição de 1,0–3,0 mm é a faixa ideal que garante enchimento completo da cavidade, formação adequada da ligação e tempo de ciclo aceitável. Abaixo de 1,0 mm, o material solidifica antes de atingir o fim do enchimento, causando enchimentos incompletos e ligação fraca. Acima de 3,0 mm, o tempo de arrefecimento aumenta exponencialmente—uma camada de sobreposição de 4,0 mm requer 60% mais tempo de arrefecimento que uma camada de 2,5 mm, adicionando 8–12 segundos por ciclo.
O design de corte na fronteira substrato-sobreposição previne rebarbas—a película fina de material que se espreme entre as superfícies do molde na transição de material. Um corte de aço-a-aço com folga de 0,01–0,02 mm e ângulo de interferência de 3–5° fornece selagem fiável ao longo de 500.000+ ciclos. Designs tipo macho-fêmea oferecem ainda melhor controlo de rebarbas a custo de ferramentaria superior.
| Parâmetro | Gama recomendada | Efeito da Violação |
|---|---|---|
| Espessura da parede da sobre-moldagem | 1.0–3.0 mm | Enchimentos incompletos (abaixo de 1,0) ou ciclos longos (acima de 3,0) |
| Folga de corte | 0,01–0,02 mm | Rebarba na interface (>0,03 mm) |
| Ângulo de saída do substrato | 1,5–3,0° | Danos na ejectação (abaixo de 1,0°) |
| Profundidade da interligação mecânica | ≥0,3 mm | Falha da ligação sob carga (abaixo de 0,2 mm) |
| Proporção de fluxo entrada-ao-extremo | ≤100:1 | Preenchimento incompleto ou linhas de solda |
| Rugosidade da superfície do substrato | Ra 1.6–6.3 μm | Má adesão (abaixo de Ra 0,8) |
A colocação da entrada para a moldagem por sobreposição segue regras diferentes da moldagem de material único. A entrada deve direcionar o fluxo do material ao longo da dimensão mais longa da região de sobreposição, e o caminho do fluxo desde a entrada até o ponto mais distante não deve exceder uma proporção de 100:1 entre a extensão do fluxo e a espessura da parede. Entradas tipo leque e tipo filme distribuem o material mais uniformemente que entradas tipo pino, reduzindo linhas de solda que criam defeitos cosméticos visíveis e pontos de ligação potencialmente fracos.
A preparação da superfície do substrato afeta significativamente a qualidade da ligação. Uma rugosidade superficial de Ra 1,6–6,3 μm fornece uma ancoragem micro-mecânica ótima para o material da sobre-moldagem. Substratos altamente polidos (Ra abaixo de 0,8 μm) reduzem a adesão porque a sobre-moldagem não tem características superficiais para agarrar. Texturizar a superfície de ligação do substrato com erosão por faísca EDM ou gravação química pode aumentar a resistência ao descascamento em 30–50% em comparação com superfícies lisas.
A thorough DFM5 A revisão antes da construção do molde identifica problemas de design que são dispendiosos para corrigir após o corte do aço do molde. Achados comuns de DFM em projetos de sobreposição incluem inclinação insuficiente no substrato (causando danos na ejectação), secções da sobreposição demasiado finas para um enchimento fiável, e geometrias de corte que produzirão rebarbas após 50.000 ciclos. Resolver estas questões na fase de design economiza $5.000–$15.000 por projeto em modificações do molde.

Quais São os Defeitos e Soluções Mais Comuns na Sobremoldagem?
Delaminagem—a separação da sobreposição do substrato—é o defeito mais crítico da moldagem por sobreposição, ocorrendo em 35% dos testes de primeira execução quando a compatibilidade dos materiais não é validada previamente. A causa fundamental é sempre a força de ligação insuficiente na interface, seja devido a materiais incompatíveis, temperatura superficial do substrato baixa, superfícies contaminadas ou características de interligação mecânica inadequadas.
A deformação do substrato ocorre quando a pressão de injecção da sobreposição excede a resistência do substrato à flexão à sua temperatura elevada. Substratos de paredes finas (espessura abaixo de 1,5 mm) são especialmente vulneráveis—uma pressão de injecção de 60 MPa pode deformar um substrato de ABS de 1,0 mm por 0,3–0,5 mm, criando erros dimensionais e defeitos cosméticos visíveis. Reduzir a velocidade e pressão de injecção, ou suportar o substrato com características do núcleo do molde, previne este defeito.
| Defeito | Root Cause | Primeira Correção | Prevention |
|---|---|---|---|
| Delamination | Materiais incompatíveis ou substrato frio | Aumentar pré-aquecimento do substrato a 60–80°C | Validar o par de materiais com teste de descolamento |
| Rebarba na interface | Corte desgastado ou pressão excessiva de fecho | Rectificar superfícies de corte | Design tongue-and-groove shut-off |
| Short shot (overmold) | Thin sections freeze prematurely | Increase melt temperature 10–20°C | Redesign to minimum 1.0 mm wall |
| Substrate warpage | Injection pressure too high | Reduce fill rate by 20–30% | Add core support features in mold |
| Linhas de soldadura | Multiple flow fronts meeting | Relocate gate position | Use sequential valve gating |
Flash at the substrate-overmold interface accumulates gradually as the shut-off surfaces wear from repeated mold cycling. New molds typically run flash-free for 100,000–200,000 cycles, after which the steel-to-steel contact surfaces lose their sharp edges. Preventive maintenance includes re-cutting shut-off surfaces every 150,000 cycles and using hardened steel inserts (HRC 52–58) at high-wear shut-off locations to extend maintenance intervals to 400,000+ cycles.
Weld lines form where two or more melt fronts converge during overmold filling. Unlike single-material weld lines that are primarily cosmetic, overmold weld lines can create bond-free zones where neither flow front contacts the substrate with enough pressure to form adhesion. Sequential valve gating—where gates open in a timed sequence rather than simultaneously—eliminates convergent flow fronts and produces weld-line-free parts.
Sink marks on the substrate side opposite thick overmold sections are another recurring issue. When the overmold layer exceeds 3.0 mm locally, the concentrated heat mass causes the substrate to re-soften and shrink inward. Limiting overmold thickness to 2.5 mm maximum at any cross-section, or adding cooling channels directly beneath thick overmold zones, eliminates substrate-side sink marks in 90% of cases.
Color bleeding occurs when pigments in the overmold material migrate into the substrate during the brief period when both surfaces are above their softening temperature. This defect is most visible with dark overmolds on light substrates. Using TPE grades with encapsulated pigment systems—where colorant particles are locked inside polymer microspheres—prevents migration even at elevated processing temperatures.
“Preheating the substrate to 60–80°C before overmold injection increases bond strength by 40–70% compared to room-temperature substrates.”Verdadeiro
Elevated substrate temperature keeps the interface zone above the glass transition temperature during overmold contact, allowing polymer chain diffusion across the boundary. Industrial tests on TPE/ABS pairs show peel strength increasing from 120 N at 25°C substrate temperature to 210 N at 70°C, with diminishing returns above 90°C where substrate softening introduces dimensional risk.
“Overmolding defects can always be fixed by adjusting process parameters without changing the mold or part design.”Falso
Process optimization has limits. Delamination from incompatible materials requires a material change, not a process change. Flash from worn shut-off surfaces requires mold repair. Short shots in sections thinner than 0.5 mm require a design revision to increase wall thickness. Approximately 40% of overmolding defects in production require tooling or design changes that cannot be resolved through process parameter adjustment alone.
Que Indústrias Utilizam Sobremoldagem e Porquê?
Consumer electronics accounts for 30% of global overmolding demand, driven by the universal need for soft-touch grips, sealed enclosures, and multi-color aesthetics in smartphones, wearables, and power tools. A single overmolded phone case replaces a three-piece assembly (hard shell + rubber bumper + adhesive), cutting manufacturing cost by $0.15–$0.40 per unit at volumes above 500,000.
Medical devices represent the fastest-growing overmolding segment, expanding at 8–12% annually. Surgical instruments require ergonomic grips with Shore A 50–65 TPE over stainless steel or polycarbonate substrates, providing non-slip handling in wet surgical environments. The overmold layer also seals internal electronics against fluid ingress, achieving IP67 or IP68 ratings without additional gaskets or secondary sealing operations.
Automotive interior components use overmolding extensively for dashboard switches, steering wheel controls, and door handles. The overmold layer provides consistent tactile feedback (Shore A 70–85), UV resistance (minimum 1,000 hours xenon arc per SAE J2527), and chemical resistance to hand creams, sunscreen, and cleaning solvents. Each overmolded switch eliminates 2–3 assembly steps compared to mechanically fastened rubber-over-plastic alternatives.
| Indústria | Aplicação típica | Key Requirement | Cost Savings vs Assembly |
|---|---|---|---|
| Eletrónica de consumo | Phone cases, tool grips | Soft-touch feel, drop protection | 15–25% per unit |
| Dispositivos médicos | Surgical tools, drug delivery | Biocompatible, IP67 sealed | 20–35% per unit |
| Automóvel | Switches, knobs, handles | UV stable, chemical resistant | 10–20% per unit |
| Industrial tools | Power tool handles, vibration grips | Impact absorption, fatigue life | 15–30% per unit |
| Personal care | Toothbrushes, razors | Soft grip, moisture sealed | 25–40% per unit |
Industrial power tools exploit overmolding for vibration damping in addition to grip comfort. A 2.0 mm TPE overmold layer on a nylon tool housing absorbs 20–35% of transmitted vibration energy, reducing operator hand-arm vibration exposure below the 2.5 m/s² daily action value specified in ISO 5349. This functional benefit justifies the $0.30–$0.80 per-unit cost increase over bare plastic housings.
Personal care products—toothbrushes, razors, and hair styling tools—pioneered high-volume overmolding in the 1990s and remain a benchmark for process efficiency. Modern toothbrush production lines overmold 4–8 cavity tools at 15-second cycles, producing 40,000–80,000 handles per day on a single press. The overmold provides both the grip texture and the color accent that differentiates competing brands on retail shelves.
The aerospace sector has adopted overmolding for vibration-dampened mounting brackets and sealed connector housings that must operate reliably from -55°C to +125°C. Fluoroelastomer (FKM) overmolds on PEEK or PEI substrates withstand jet fuel, hydraulic fluid, and de-icing chemicals while providing the vibration isolation that protects sensitive avionics from engine-transmitted resonance frequencies.
Como se Compara a Sobreinjeção com a Moldagem por Inserção?
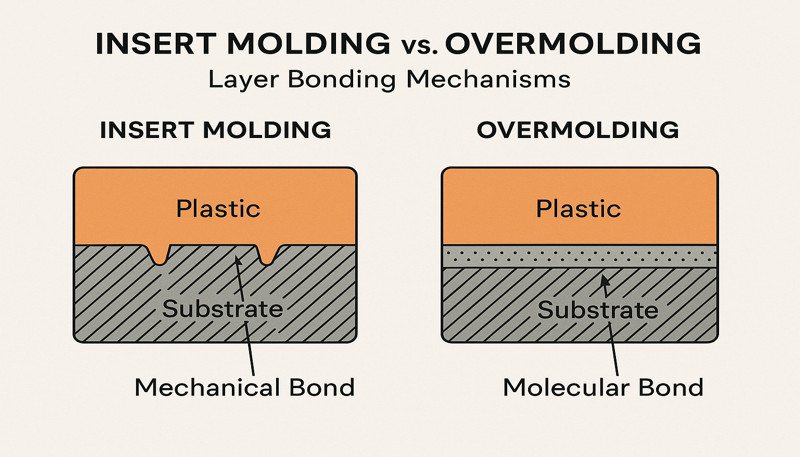
Overmolding and moldagem por inserção2 both combine multiple materials in a single part, but they differ in substrate type and process sequence—overmolding bonds plastic-to-plastic (or plastic-to-TPE), while insert molding typically encapsulates metal components like threaded inserts, electrical contacts, or structural reinforcements inside a plastic body.
The substrate in overmolding is always injection-molded first—either in the same cycle (two-shot) or in a separate prior operation (pick-and-place). In insert molding, the substrate is a pre-formed component (stamped metal, machined brass, wire harness) that is placed into the mold before injection. This distinction affects tooling design: overmold tools need two injection units and two cavity sets, while insert mold tools need one injection unit plus an automated substrate loading system.
| Fator | Sobremoldagem | Moldagem por inserção |
|---|---|---|
| Substrate material | Injection-molded plastic | Metal, pre-formed plastic, wire |
| Bonding mechanism | Química + mecânica | Mechanical encapsulation |
| Typical cycle time | 25–45 sec (two-shot) | 20–40 sec (single-shot + load) |
| Tooling cost | $150K–$400K | $80K–$200K |
| Bond strength | 150–300 N (peel) | Depends on encapsulation geometry |
| Best application | Soft-touch grips, sealed housings | Threaded inserts, electrical contacts |
Cost comparison favors insert molding for parts requiring metal functionality (threads, conductivity, structural strength) and overmolding for parts requiring multi-material aesthetics or tactile properties. A threaded metal insert encapsulated in nylon costs $0.08–$0.15 less per part than a separately assembled threaded insert. An overmolded soft-grip handle costs $0.20–$0.40 less than an adhesive-bonded rubber sleeve over a rigid handle.
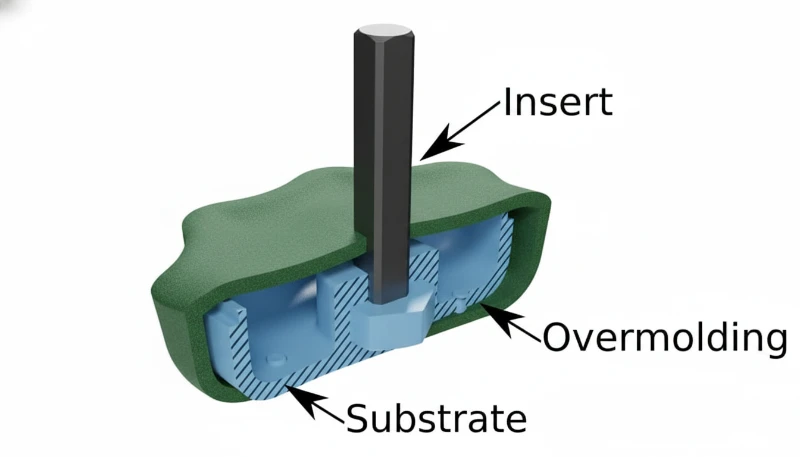
Many products use both processes in a single part. An electric drill handle, for example, uses insert molding to encapsulate brass threaded inserts and electrical contacts, followed by overmolding to apply the soft-touch TPE grip surface. This combination delivers metal-to-plastic structural connections and plastic-to-TPE ergonomic surfaces in a three-material part that would require 6–8 assembly steps if manufactured with conventional methods.
Como é que a Zetar Gere Projetos de Sobremoldagem?
A equipa de engenharia da Zetar executa análise do fluxo do molde3 on every overmolding project before cutting tool steel, simulating both the substrate shot and the overmold shot to predict fill patterns, bond-line temperatures, and potential defect locations. This dual-simulation approach identifies the 85% of potential overmolding failures that originate in material selection and gate placement decisions made before any tooling work begins.
With 47 injection molding machines from 50 to 1,600 tons—including multi-component presses with rotary platens—Zetar processes overmolding projects from prototype quantities of 100 parts through production runs exceeding 1,000,000 annually. The facility maintains dedicated material compatibility testing equipment, including peel-test fixtures that validate substrate-overmold bond strength before committing to production tooling.
Zetar’s conceção de moldes de injeção4 process includes shut-off optimization using wear simulation to predict maintenance intervals, ensuring that flash-free production extends to 300,000+ cycles before the first scheduled shut-off re-cut. Combined with a 92% first-pass yield rate on overmolding projects, this approach reduces the typical 3–4 mold iterations to 1–2, saving clients $10,000–$30,000 and 4–8 weeks per project compared to industry averages.

Perguntas Frequentes Sobre Sobremoldagem?
What is the difference between overmolding and two-shot molding?
Overmolding is the broad category that includes any process bonding one material over another. Two-shot molding is a specific overmolding method where both materials are injected in the same mold using a machine with two injection units and a rotating platen. The substrate is molded in the first station, the platen rotates 180 degrees, and the overmold is injected in the second station—all within a single automated cycle of 25–45 seconds. Pick-and-place overmolding, the other main method, transfers the substrate between separate molds and machines. Two-shot is faster and more precise but requires higher capital investment ($150K–$400K vs $80K–$200K for pick-and-place tooling).
Can you overmold silicone onto plastic?
Yes, but silicone (LSR) does not chemically bond to any thermoplastic without surface treatment. The standard approach uses a primer—applied to the substrate before it enters the mold—that creates a reactive interface layer enabling silicone adhesion. Plasma or corona surface treatment is an alternative that activates the substrate surface without adding chemical primers. Bond strength with primer-based methods reaches 80–150 N in peel tests, sufficient for medical seals, waterproof gaskets, and high-temperature connectors. The additional primer step adds $0.02–$0.05 per part and 5–10 seconds to the cycle. For applications below 150°C, TPE overmolding provides equivalent sealing performance without primers.
What materials cannot be overmolded together?
POM (acetal), HDPE, and PEEK are the most difficult substrates for overmolding because their low surface energy and non-polar molecular structures prevent chemical bonding with any thermoplastic elastomer. These materials can only be overmolded using mechanical interlocking features—through-holes, undercuts, and grooves molded into the substrate—that physically trap the overmold material. Even with mechanical features, bond strength is limited to 30–60 N compared to 150–300 N for chemically compatible pairs. PP requires a specifically formulated PP-based TPV (thermoplastic vulcanizate) for reliable chemical bonding, as standard SEBS-based TPEs do not adhere well to polypropylene substrates.
How much does overmolding add to part cost?
Overmolding adds $0.10–$0.80 per part depending on overmold volume, material choice, and process method. The overmold material itself costs $0.03–$0.15 per part (TPE at $3–$8 per kg, typical overmold weight 2–10 grams). The process cost adds $0.05–$0.30 per part for the additional injection cycle time. Tooling amortization adds $0.02–$0.35 per part depending on production volume and mold complexity. However, overmolding eliminates assembly labor ($0.15–$0.60 per part), adhesive material ($0.05–$0.15), and quality inspection of bonded assemblies ($0.03–$0.10). Net cost impact is often neutral or negative at volumes above 50,000 parts annually.
What wall thickness should the overmold layer be?
The optimal overmold wall thickness is 1.0–3.0 mm for most TPE applications. At 1.0 mm, the melt has sufficient flow length to fill moderately complex geometries (flow-length-to-thickness ratio up to 100:1) while maintaining enough heat to bond with the substrate. At 3.0 mm, cooling time remains manageable at 15–25 seconds. Below 1.0 mm, the melt freezes before reaching the cavity extremities, causing short shots and unbonded regions. Above 3.0 mm, cooling time increases sharply—a 5.0 mm overmold requires 40+ seconds of cooling. The absolute minimum at any point is 0.5 mm to prevent complete freeze-off during injection.
How do you test overmolding bond strength?
The standard test method is a 90-degree or 180-degree peel test per ASTM D1876, where the overmold layer is pulled away from the substrate at a controlled rate (typically 50–300 mm per minute) while a load cell records the force required. Results are reported in Newtons per unit width (N/25 mm is standard). For production quality control, a simpler manual peel test at designated witness tabs on the part provides a pass/fail result—if the overmold tears cohesively (within the TPE layer) rather than delaminating at the interface, the bond is adequate. Cross-hatch adhesion testing per ASTM D3359 is used for thin overmold layers below 0.5 mm.
Does overmolding work for low-volume production?
Yes, pick-and-place overmolding is economically viable for volumes as low as 1,000–5,000 parts. This method uses two separate single-cavity molds—one for the substrate and one for the overmold—with manual or robotic transfer between them. Tooling cost is $80K–$200K total, significantly less than two-shot rotary tooling. For prototype quantities under 500 parts, 3D-printed substrates can be overmolded in soft-tooling (aluminum molds) at $5K–$15K tooling cost, though bond strength may be lower due to the porous surface of printed substrates. Silicone overmolding with vacuum casting is another low-volume option at $500–$3,000 per design iteration.
-
thermoplastic elastomer: A thermoplastic elastomer (TPE) is a class of copolymers that combines the rubber-like flexibility of elastomers with the melt-processability of thermoplastics, typically exhibiting Shore A hardness from 20 to 90. ↩
-
insert molding: Insert molding is an injection molding process in which a pre-formed component—typically metal—is placed into the mold cavity before plastic is injected around it, creating a single integrated part. ↩
-
mold flow analysis: Mold flow analysis refers to a computer simulation technique that predicts how molten polymer fills, packs, and cools inside a mold cavity, measured in fill time (seconds), pressure distribution (MPa), and weld-line location. ↩
-
injection mold design: Injection mold design is an engineering discipline that refers to the creation of tooling with optimized gate placement, parting lines, cooling channels, and ejection systems for producing dimensionally accurate plastic parts. ↩
-
DFM: DFM (Design for Manufacturability) is defined as a systematic engineering approach that evaluates part geometry, tolerances, and material selection against manufacturing process constraints to minimize cost and defect risk. ↩






