 Saltar para o conteúdo
Saltar para o conteúdo 
Extrusão de borracha de silicone: Soluções de moldagem especializadas
Explore os serviços especializados de moldagem por extrusão de borracha de silicone. Obtenha precisão e eficiência com a nossa tecnologia de ponta e a nossa equipa experiente.

O guia completo para a moldagem por extrusão de borracha de silicone
O que é a moldagem por extrusão de borracha de silicone?
Moldagem por extrusão de borracha de silicone é um processo de fabrico de grande volume em que um composto de silicone não vulcanizado especialmente formulado é forçado, ou "extrudido", através de uma ferramenta de aço moldada chamada morrer. Esta ação forma um perfil contínuo com uma secção transversal constante, que é depois vulcanizado (curado) para estabilizar a sua forma e conferir as suas propriedades físicas finais.
Princípio fundamental: O processo baseia-se na pressão e no calor. Um parafuso de extrusão gera pressão para empurrar o material de silicone maleável através da matriz. O perfil extrudido passa então por uma câmara ou túnel de aquecimento onde se inicia a reação de cura, transformando o extrudado macio e gomoso numa borracha sólida e elástica.
Conceitos básicos:
① Material termoendurecível: Ao contrário dos termoplásticos que podem ser repetidamente fundidos e remodelados, o silicone é um termoendurecível. O processo de cura, conhecido como vulcanização, cria ligações cruzadas irreversíveis entre as cadeias de polímeros. Uma vez curada, a peça de silicone não pode ser fundida novamente.
② Química do polissiloxano: A borracha de silicone baseia-se numa estrutura de silício-oxigénio (Si-O) e não numa estrutura de carbono como a maioria das borrachas orgânicas. Esta estrutura química única é responsável pelas suas propriedades excepcionais, incluindo a estabilidade a altas temperaturas e a inércia química.

Classificações e tipos de extrusão de silicone
A extrusão de silicone pode ser classificada com base em vários factores-chave, incluindo o sistema de cura, a forma da matéria-prima e a forma do produto final.
1. Classificação por sistema de cura:
① Silicone curado com peróxido: Este é um método tradicional e económico. Um catalisador de peróxido é misturado no composto de silicone. Quando aquecido, o peróxido decompõe-se em radicais livres, que iniciam a reticulação das cadeias poliméricas. Este método pode, por vezes, produzir subprodutos (como o ácido diclorobenzóico) que podem ter de ser removidos através de um processo de pós-cura, especialmente para aplicações médicas ou de qualidade alimentar.
② Silicone curado com platina (cura por adição): Este sistema utiliza um catalisador à base de platina. É um processo mais limpo que não produz subprodutos nocivos, o que o torna a escolha preferida para aplicações de elevada pureza, como implantes médicos, tubos farmacêuticos e artigos em contacto com alimentos. Os silicones curados com platina oferecem uma clareza superior, propriedades mecânicas melhoradas e são menos propensos a amarelecer com o tempo.
2. Classificação por forma de matéria-prima:
① Extrusão de borracha de alta consistência (HCR): A HCR, também conhecida como borracha curada pelo calor, é o material mais comum para a extrusão de silicone. Tem uma viscosidade muito elevada, assemelhando-se a uma pasta ou massa espessa. É normalmente fornecido em toros ou tiras e introduzido na extrusora a partir de um moinho de alimentação.
② Extrusão de borracha de silicone líquida (LSR): Embora o LSR seja predominantemente utilizado na moldagem por injeção, existem processos de extrusão especializados para o mesmo. O LSR tem uma viscosidade muito mais baixa e é um sistema de duas partes (componentes A e B) que são bombeados, misturados e depois introduzidos diretamente na extrusora. Este método é menos comum, mas pode ser vantajoso para perfis complexos e de alta precisão.
3. Classificação por forma do produto:
① Tubos e mangueiras de silicone: Perfis ocos utilizados para a transferência de fluidos, ar ou fios eléctricos.
② Cordões sólidos de silicone: Perfis sólidos e redondos utilizados para aplicações de vedação (stock de cordões de O-ring).
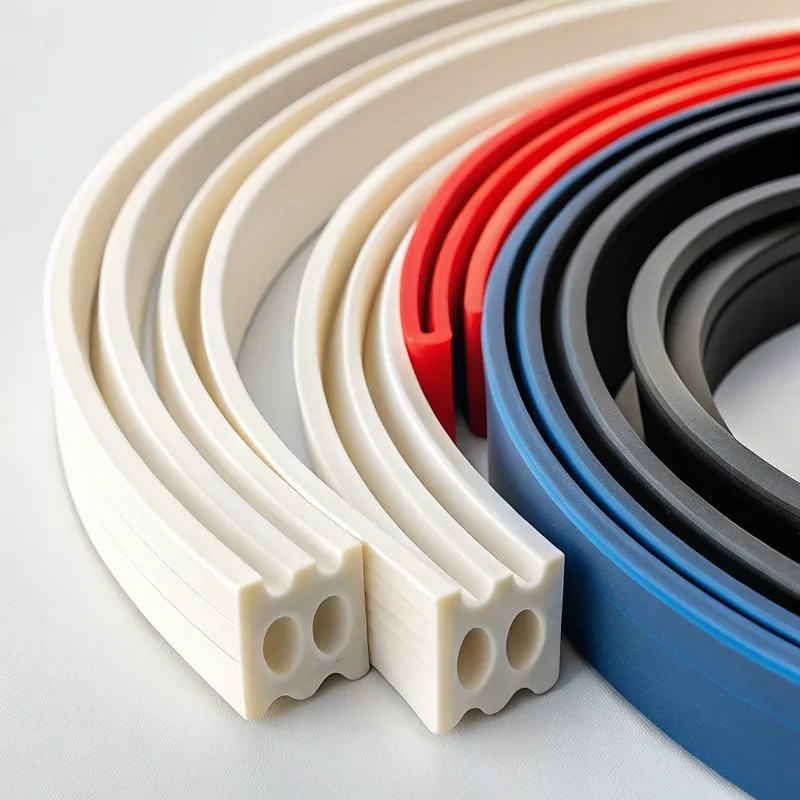
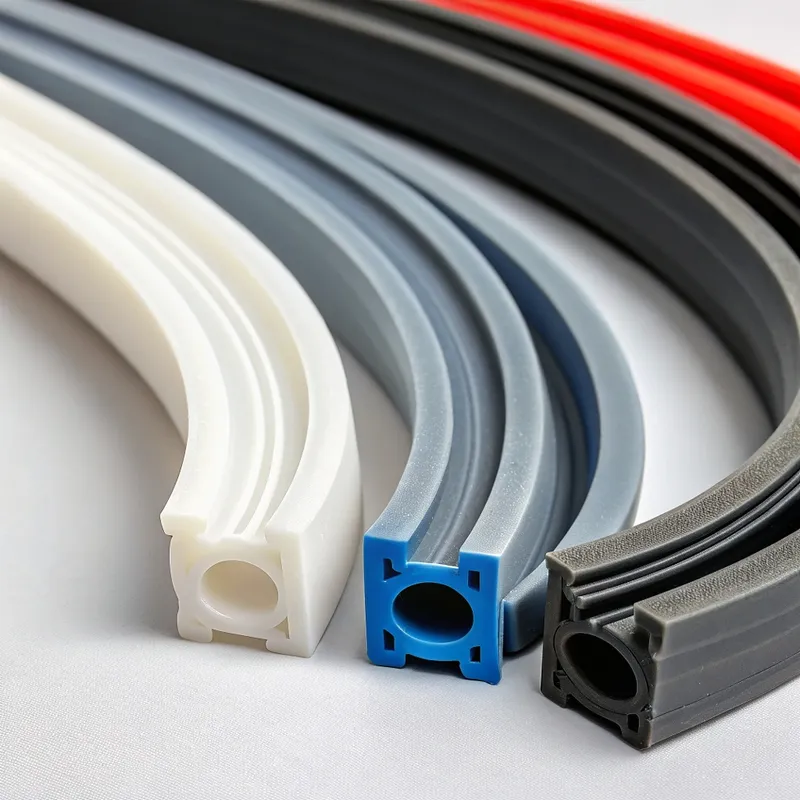
③ Perfis e formas de silicone: Secções transversais complexas e personalizadas, como tiras em P, juntas em D, canais em U e outras juntas personalizadas.
④ Tiras e folhas de silicone: Perfis planos e rectangulares que podem ser cortados à medida ou fornecidos em rolos contínuos.

Cenários de aplicação e casos de utilização típicos
As propriedades únicas do silicone tornam os seus produtos extrudidos indispensáveis em numerosas indústrias.
① Medicina e cuidados de saúde: Devido à sua biocompatibilidade, esterilização (autoclave, EtO, gama) e inércia, o silicone é um material de eleição para cateteres, tubos de drenagem, tubos de bombas peristálticas e vedantes para equipamento médico.
② Alimentos, bebidas e lacticínios: A tubagem de silicone compatível com a FDA é amplamente utilizada para a transferência de líquidos em aplicações de processamento de alimentos, distribuição de bebidas e lacticínios. Não transmite sabor ou odor e pode suportar ciclos de limpeza a alta temperatura (CIP/SIP).

③ Aeroespacial e automóvel: As vedações, juntas e mangueiras de silicone extrudido são essenciais para o desempenho em temperaturas extremas. São utilizados para vedações de portas e janelas, juntas do compartimento do motor, isolamento de fios e cabos e mangueiras de transferência de fluidos que resistem ao calor, ao ozono e à degradação por UV.
④ Eletrónica: As excelentes propriedades dieléctricas do silicone tornam-no ideal para isolar fios e cabos de alta tensão. Também é utilizado para criar juntas e vedantes de proteção para caixas electrónicas, para as proteger da humidade e do pó (classificações IP).
⑤ Construção e arquitetura: As fitas de silicone para proteção contra intempéries, as juntas de dilatação e os vedantes para vidros proporcionam soluções de vedação duradouras e resistentes às intempéries para janelas, portas e sistemas de paredes cortina.
⑥ Maquinaria industrial: Utilizado para vedações, juntas e tubagens duradouras numa vasta gama de equipamentos industriais, oferecendo um desempenho fiável sob elevada exposição ao calor e a produtos químicos.
Quais são as vantagens da extrusão de silicone?
A extrusão de silicone oferece uma poderosa combinação de propriedades do material e eficiência de fabrico.
① Resistência excecional à temperatura: O silicone mantém a sua flexibilidade e integridade numa vasta gama de temperaturas, normalmente de -60°C a +230°C (-75°F a +450°F), com graus especiais que se estendem ainda mais.
② Excelente resistência ambiental: Apresenta uma resistência superior ao ozono, à radiação UV e às intempéries em geral, o que o torna ideal para aplicações no exterior sem fissuras ou deterioração.
③ Biocompatibilidade e pureza: Os silicones de qualidade médica e alimentar não são tóxicos, são hipoalergénicos e não favorecem o crescimento microbiano, o que os torna seguros para aplicações sensíveis.
④ Inércia química: O silicone é resistente a muitos produtos químicos, água e óleos, embora tenha pontos fracos contra certos solventes e ácidos fortes.
⑤ Excelente flexibilidade e elasticidade: Tem um conjunto de compressão baixo, o que significa que pode ser comprimido repetidamente e voltará à sua forma original, o que é vital para uma vedação eficaz.
⑥ Isolamento elétrico: O silicone é um isolante elétrico fantástico, o que faz dele a principal escolha para o revestimento de fios e cabos.
⑦ Alto nível de personalização: O processo de extrusão permite a produção eficiente de perfis personalizados complexos e de uma vasta gama de cores.

Quais são as desvantagens e limitações da extrusão de silicone?
Nenhum processo é perfeito. É importante ter consciência das limitações da extrusão de silicone.
① Menor resistência mecânica: Em comparação com muitas borrachas orgânicas (como o EPDM ou o neopreno), o silicone padrão tem uma menor resistência à tração, resistência ao rasgamento e resistência à abrasão. Não é adequado para aplicações dinâmicas que envolvam fricção elevada ou abuso físico.
② Custo mais elevado do material: As matérias-primas de silicone são geralmente mais caras do que as borrachas de base, o que pode afetar a relação custo-eficácia das aplicações não críticas.
③ Suscetibilidade a certos fluidos: O silicone incha e degrada-se quando exposto a determinados combustíveis, óleos e solventes à base de hidrocarbonetos. A seleção do material deve ser cuidadosamente adaptada ao ambiente químico.
④ Desafios de processamento: A natureza "pegajosa" do silicone não curado pode, por vezes, levar a dificuldades de manuseamento e processamento. Também requer um ambiente de fabrico limpo, uma vez que pode atrair poeiras e contaminantes.
⑤ Limitação constante da secção transversal: A extrusão está intrinsecamente limitada à produção de peças com uma secção transversal uniforme ao longo do seu comprimento. Caraterísticas como cortes inferiores, espessuras de parede variáveis ou conectores integrados não são possíveis apenas com este processo.
Comparação com tecnologias alternativas
| Tecnologia | Principais pontos fortes | Melhor para | Principais pontos fracos |
|---|---|---|---|
| Extrusão de silicone | Excelente resistência térmica/ambiental, biocompatibilidade, produção contínua. | Vedantes, juntas, tubos e perfis com secções transversais constantes. | Menor resistência à abrasão, limitada a perfis 2D, custo de material mais elevado. |
| Extrusão de TPE | Custo mais baixo, boa resistência à abrasão, reciclável (termoplástico). | Vedantes para automóveis, bens de consumo e aplicações em que o calor extremo não é um fator. | Gama de temperaturas significativamente mais baixa, menos resistente (maior compressão). |
| Moldagem por injeção de silicone | Cria peças 3D complexas, de alta precisão, excelentes para sobremoldagem. | Componentes 3D como botões, teclados, vedantes complexos e peças para dispositivos médicos. | Custo de ferramentas mais elevado, não é um processo contínuo, limitações de tamanho das peças. |
Moldagem por extrusão de borracha de silicone: Um guia completo
Domine o processo de moldagem por extrusão de borracha de silicone. O nosso guia especializado abrange princípios fundamentais, aplicações, melhores práticas de conceção e soluções para problemas comuns.
O guia completo para a moldagem por extrusão de borracha de silicone
Principais caraterísticas e propriedades do silicone extrudido
Ao especificar uma peça de silicone extrudido, os engenheiros referem-se a estes indicadores críticos de desempenho:
① Dureza (Durómetro): Medido na escala Shore A, indica a resistência do material à indentação. Os valores típicos para extrusões variam entre 20 (muito macio) e 80 (firme) Shore A.

② Resistência à tração: A tensão máxima que o material pode suportar ao ser esticado antes de quebrar, medida em PSI ou MPa.
③ Alongamento na rutura: A percentagem de aumento do comprimento que o material pode atingir antes de se romper. É uma medida da sua "elasticidade".
④ Resistência ao rasgamento: A resistência do material à propagação de um rasgão, uma propriedade crítica para vedantes que podem ser esticados sobre cantos afiados.
⑤ Conjunto de compressão: Mede a capacidade do material para regressar à sua espessura original após ter sido sujeito a uma tensão de compressão prolongada a uma temperatura específica. Um conjunto de compressão baixo é essencial para uma vedação fiável e de longa duração.
⑥ Resistência dieléctrica: O campo elétrico máximo que um material pode suportar sem se romper, medido em Volts por mil (V/mil).
O processo principal da moldagem por extrusão de silicone
O percurso desde o composto bruto até ao produto acabado envolve várias fases distintas e cuidadosamente controladas.
Fase 1: Preparação e composição do material:
O processo começa com o polímero de silicone de base (HCR). Este é colocado num moinho de dois rolos onde são misturados os aditivos. Estes podem incluir pigmentos para dar cor, cargas (como a sílica pirogénica) para melhorar as propriedades mecânicas e o catalisador (peróxido ou platina) para a cura. O composto é cuidadosamente misturado para garantir a uniformidade e, em seguida, formado em tiras contínuas ou toros prontos para a extrusora.
Fase 2: Alimentação:
A tira de silicone preparada é introduzida na tremonha da extrusora. No caso do HCR, os rolos ajudam frequentemente a empurrar o material pegajoso para dentro do cilindro da extrusora.
Fase 3: Extrusão:
No interior do cilindro aquecido, um parafuso rotativo transporta o silicone para a frente. A ação mecânica do parafuso e o calor do cilindro trabalham para amolecer o material e aumentar a pressão. Esta pressão força o composto de silicone homogeneizado através da pequena abertura da matriz, que é maquinada com precisão para obter a secção transversal final desejada da peça.
Fase 4: Cura (Vulcanização):
Quando o perfil sai da matriz, ainda está num estado macio e não curado. Entra imediatamente num túnel ou forno de cura. Os métodos mais comuns são:
① Túnel de vulcanização por ar quente (HAV): O perfil viaja numa correia transportadora através de um longo forno onde o ar quente, normalmente a 200-450°C, cura o silicone. Este é o método mais utilizado.
② Túnel de infravermelhos (IR): As lâmpadas de infravermelhos de alta intensidade proporcionam uma transferência de calor rápida e eficiente, resultando frequentemente em velocidades de linha mais rápidas.
③ Cura em banho de sal: O extrudado passa por um banho de sal fundido. Isto proporciona uma transferência de calor muito rápida e uniforme, mas é menos comum atualmente devido a preocupações ambientais e de segurança.
Etapa 5: Pós-cura (opcional mas recomendada):
Após a cura primária, algumas peças, especialmente as fabricadas com sistemas de peróxido ou para aplicações críticas, são submetidas a um ciclo de pós-cura. As peças são colocadas num forno de lote durante várias horas (por exemplo, 4 horas a 200°C) para remover quaisquer subprodutos voláteis e estabilizar ainda mais as propriedades físicas do material, especialmente a compressão.
Etapa 6: Arrefecimento, corte e acabamento:
O perfil curado é arrefecido, frequentemente por ar ou por um banho de água. Pode então ser cortado em comprimentos específicos utilizando cortadores de faca em linha, enrolado em bobinas ou sujeito a operações secundárias como impressão, aplicação de adesivo ou união para formar O-rings.

Parâmetros-chave e factores de influência no processo
O controlo do processo de extrusão é um equilíbrio delicado de múltiplas variáveis.
① Velocidade do parafuso (RPM): Influencia diretamente a taxa de produção. As velocidades mais elevadas aumentam o rendimento, mas também podem gerar um calor de corte excessivo, causando potencialmente uma cura prematura (queimadura) no cilindro.
② Temperatura do cano e da matriz: Deve ser cuidadosamente controlado para manter o silicone suficientemente flexível para fluir sem iniciar a reação de cura no interior da extrusora.
③ Desenho da matriz: A geometria da matriz é fundamental. Deve ser projectada para compensar morrer de inchaço-a tendência do extrudado para se expandir depois de sair da matriz. Isto requer experiência e muitas vezes várias iterações.
④ Temperatura e tempo de cura: Estes devem ser suficientes para obter uma cura completa em toda a secção transversal da peça. Uma cura insuficiente resulta num produto fraco e pegajoso, enquanto o calor excessivo pode causar degradação. O tempo é controlado pelo comprimento do forno e pela velocidade da linha.
⑤ Velocidade da linha: A velocidade do tapete transportador deve ser sincronizada com a saída da extrusora para evitar que o perfil se estique ou descaia, o que distorceria as suas dimensões.
Guia de Conceção e Melhores Práticas para Extrusões de Silicone
Seguir estes princípios de conceção conduzirá a peças mais fáceis de fabricar e mais económicas.
① Simplificar o perfil: Quanto mais simples for a secção transversal, mais fácil será o controlo das dimensões e menor será o custo das ferramentas. Evite caraterísticas desnecessariamente complexas.
② Manter a espessura uniforme da parede: Variações drásticas na espessura da parede podem levar a uma cura desigual, distorção e instabilidade dimensional. Procurar a uniformidade sempre que possível.
③ Incorporar raios generosos: Evitar cantos internos e externos afiados. Os cantos afiados são pontos de concentração de tensão e podem ser difíceis de preencher completa e consistentemente durante a extrusão. Recomenda-se um raio de, pelo menos, 0,5 mm (0,020″).
④ Evite secções ocas com paredes finas: As secções ocas de paredes finas são propensas a desmoronar ou a distorcer-se antes de estarem completamente curadas. Se for necessária uma secção oca, certifique-se de que as paredes são suficientemente robustas para se suportarem a si próprias.
⑤ Entenda e especifique as tolerâncias: As tolerâncias padrão da indústria para extrusões de silicone são tipicamente definidas pela Association for Rubber Products Manufacturers (ARPM) no seu Rubber Handbook (Classe 2 para precisão, Classe 3 para comercial). Especificar as tolerâncias mais apertadas apenas quando necessário, uma vez que tal aumenta o custo.
⑥ Definir claramente as especificações do material: Não peça apenas "silicone". Especifique a dureza (durómetro), a cor, os requisitos de conformidade (por exemplo, FDA 21 CFR 177.2600, USP Classe VI) e quaisquer propriedades de desempenho críticas, como a compressão ou o intervalo de temperatura.
Problemas comuns na extrusão de silicone e como resolvê-los
| Problema | Causas potenciais | Soluções |
|---|---|---|
| Inchaço da matriz / Dimensões incorrectas | A conceção da matriz não tem em conta a expansão do material. Lote de material inconsistente. Velocidade da linha ou saída da extrusora incorrecta. | Modificar as dimensões do orifício da matriz. Pré-teste e certificação de lotes de materiais. Sincronizar a velocidade da linha e as RPM do parafuso. |
| Porosidade (bolhas na peça) | Humidade na matéria-prima. Aprisionamento de ar durante a alimentação. A temperatura de cura é demasiado elevada, provocando a ebulição dos voláteis. | Secar bem o composto antes de o utilizar. Assegurar uma técnica de alimentação correta. Reduzir a temperatura do forno de cura. |
| Defeitos de superfície (rugosidade, corrosão) | Contaminação no composto. Queimadura (cura prematura) na extrusora. A superfície da matriz está danificada ou suja. | Utilizar um ambiente de sala limpa para a composição. Reduzir a temperatura do cilindro. Limpar e polir o molde regularmente. |
| Cura incompleta (superfície pegajosa) | Tempo ou temperatura de cura insuficientes. A velocidade da linha é demasiado rápida para o forno. Rácio de catalisador incorreto. | Diminuir a velocidade da linha. Aumentar a temperatura do forno. Verificar os registos de composição do material. Efetuar a pós-cura. |
| Distorção ou deformação | Arrefecimento irregular. Espessura de parede não uniforme. Apoio incorreto do perfil à saída da matriz. | Otimizar o sistema de arrefecimento (jactos de ar, banho de água). Redesenhar a peça para obter paredes uniformes. Ajustar a altura do transportador e os rolos de suporte. |
Tecnologias e conceitos relacionados
1. Processo a montante - Composição de silicone:
Este é o primeiro passo crítico em que os polímeros de silicone de base são misturados com cargas, aditivos e catalisadores para criar o grau específico de HCR necessário para uma aplicação. A qualidade da peça extrudida final depende muito da qualidade e da consistência do processo de composição.
2. Processo a jusante - Fabrico e montagem:
Os perfis extrudidos raramente são o produto final. Os processos a jusante incluem:
① Splicing: Cortar um cabo extrudido à medida e unir as extremidades para criar um O-ring personalizado.
② Aplicação de adesivo: Aplicação de fita adesiva sensível à pressão (PSA) num dos lados de um perfil para facilitar a instalação.
③ Impressão e marcação: Adicionar números de peça, logótipos ou marcas de alinhamento à superfície.
3. Co-extrusão:
Um processo mais avançado em que duas ou mais extrusoras alimentam diferentes materiais (por exemplo, diferentes cores ou durezas de silicone) num único molde para criar um perfil integrado e multimaterial. Por exemplo, um vedante pode ter uma base rígida para fixação e um bolbo macio para vedação.
4. Moldagem por injeção de silicone:
Tal como referido, este é um processo complementar utilizado para criar peças de silicone complexas e tridimensionais. É frequentemente escolhido para componentes que não podem ser fabricados com uma secção transversal constante.
5. Moldagem por compressão de silicone:
O método mais antigo de moldagem de silicone. Uma carga pré-pesada de material é colocada numa cavidade de molde aquecida e o molde é fechado sob pressão, forçando o material a preencher a cavidade e a curar. É adequado para a produção de baixo a médio volume de peças como juntas e almofadas.


How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

