 Saltar para o conteúdo
Saltar para o conteúdo 

Moldagem por injeção é um processo de fabrico utilizado para fabricar peças de plástico. O processo envolve a injeção de plástico derretido num molde, que é depois arrefecido e endurecido para formar a forma desejada. Nesta publicação do blogue, abordaremos as etapas de moldagem por injeção em pormenor.

O que é a moldagem por injeção?
Moldagem por injeção é também conhecido como moldagem por injeção, que é um método de injeção e moldagem.
As vantagens do moldagem por injeção Os métodos de produção são a velocidade de produção rápida, a elevada eficiência, o funcionamento automático, a variedade de cores, as formas simples a complexas, os tamanhos grandes a pequenos e as dimensões exactas do produto.
Os produtos de moldagem por injeção são fáceis de renovar e podem ser transformadas em peças com formas complexas, pelo que a moldagem por injeção é adequada para a produção em massa e para produtos com formas complexas.
A uma determinada temperatura do molde, o material plástico é completamente fundido por mistura de parafusos, injetado na cavidade do molde com alta pressão e depois curado por arrefecimento para obter o produto moldado.
Este método é adequado para a produção em massa de peças com formas complexas e é um dos métodos de processamento mais importantes.
O que é o processo de moldagem por injeção?
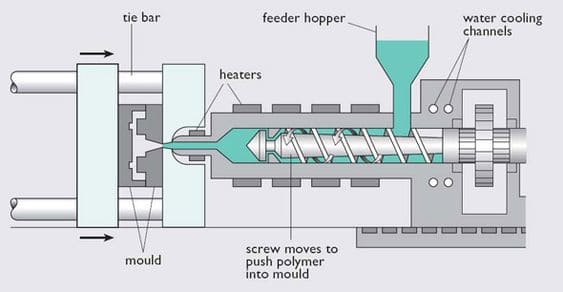
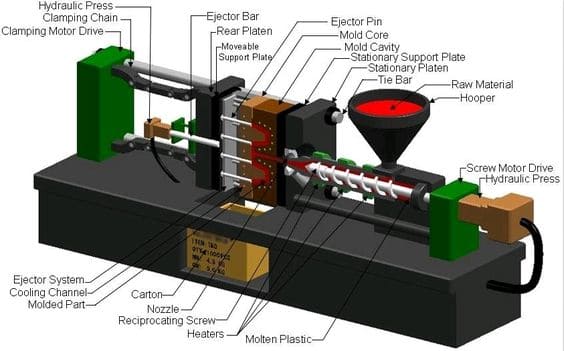
Moldagem por injeção é o processo de utilização das propriedades termofísicas dos plásticos para adicionar materiais da tremonha para o barril, que é aquecido pelo anel de aquecimento no exterior do barril para fundir os materiais.
O material é gradualmente plastificado, fundido e homogeneizado pela dupla ação de aquecimento externo e cisalhamento do parafuso.
Quando o parafuso roda, o material é empurrado para a cabeça do parafuso sob a ação da fricção e da força de corte da ranhura do parafuso, que foi fundido. Ao mesmo tempo, o parafuso recua sob a ação contrária do material, de modo a que a cabeça do parafuso forme um espaço de armazenamento para completar o processo de plastificação.
Em seguida, o parafuso injecta o material fundido no espaço de armazenamento nas cavidades do molde através do bocal a alta velocidade e alta pressão sob a ação do impulso do pistão do cilindro de injeção.
Depois de o material fundido na cavidade ser pressurizado, arrefecido e curado, o molde é aberto sob a ação do mecanismo de fecho do molde e o produto moldado é ejectado do molde pelo dispositivo ejetor.
Em termos simples, moldagem por injeção divide-se em três fases: plastificação da massa fundida, moldagem por injeçãoe arrefecimento e moldagem.

Os quatro elementos da moldagem por injeção
Moldagem por injeção máquina
Matérias-primas plásticas
Condições de moldagem
Fluxo de funcionamento da máquina de moldagem por injeção
Trabalho auxiliar - fecho do molde - assento para dentro - injeção - pressão de retenção - arrefecimento (bombagem da cola fundida) - encosto - abertura do molde - ejeção - retirar o produto - encosto superior - moldagem por injeção processo de ciclo da máquina

As etapas do processo de moldagem por injeção
1. Fixação
Depois de confirmar que não há corpos estranhos no molde ou que o inserto está instalado no lugar sem se soltar, feche a porta de segurança frontal e comece a fechar o molde. Fixação Antes de o molde ser injetado com material, ambas as metades do molde têm de ser fechadas. Estas são fechadas por uma unidade de fixação.
Quando o molde em movimento e o molde fixo estão próximos um do outro, o sistema de ejeção de energia e os sistemas de canal quente do mecanismo de fecho do molde serão automaticamente alterados para baixa pressão e baixa velocidade (pressão de fecho de teste) e, em seguida, mudarão para alta pressão para bloquear o molde quando for confirmado que não há matéria estranha no molde e a inserção não está solta.
2. Assentos em
Esta ação só está geralmente disponível no início do molde de ensaio ou quando são injectados materiais especiais. Durante a produção normal, a maioria dos assentos de injeção são fixos.
Depois de confirmar que o molde atingiu o nível de bloqueio necessário, o assento de injeção é movido para a frente, de modo a que o bico encaixe na porta do molde e ligue o canal da cavidade do molde ao corredor do molde.
3. Injeção
Depois de confirmar o bocal e o molde, o parafuso aplica pressão ao material fundido e injecta o material fundido na parte da frente do cilindro na cavidade do molde a alta pressão e alta velocidade, enchendo finalmente a cavidade com material fundido.
O enchimento por injeção é o primeiro passo em todo o ciclo de injeção, e o tempo é contado desde o início do processo de injeção, quando o molde é fechado, até a cavidade do molde ser preenchida até cerca de 95%.
Teoricamente, quanto mais curto for o tempo de enchimento, maior será a eficiência da moldagem, mas na prática, o tempo de moldagem ou a velocidade de injeção estão sujeitos a muitas condições.
4. Pressão de retenção
Depois de o material fundido ser preenchido com a cavidade do molde, o parafuso ainda mantém uma certa pressão sobre o material fundido para evitar que o material fundido na cavidade do molde reflua e para reabastecer o material fundido no interior da cavidade do molde devido ao processo de arrefecimento e ao encolhimento do material necessário para garantir a densidade do produto, a precisão dimensional, as boas propriedades mecânicas, o parafuso avança numa pequena quantidade quando mantém a pressão.
O papel da fase de pressão de manutenção é aplicar continuamente pressão para compactar a massa fundida e aumentar a densidade do plástico (densificação) para compensar o comportamento de contração do plástico.
Durante a pressão de retenção, a contrapressão é elevada porque a cavidade do molde já está cheia de plástico. No processo de compactação de pressão de retenção, a moldagem por injeção O parafuso da máquina só pode avançar lentamente para um pequeno movimento, e o caudal de plástico também é mais lento, o que se designa por fluxo de pressão de retenção.
À medida que o plástico é arrefecido e curado pela parede do molde, a viscosidade da massa fundida aumenta rapidamente, pelo que a resistência na cavidade do molde é grande.
Na fase posterior da pressão de retenção, a densidade do material continua a aumentar e a peça moldada forma-se gradualmente. A fase de pressão de retenção deve continuar até que o portão esteja curado e selado, altura em que a pressão da cavidade da fase de pressão de retenção atinge o valor mais elevado.

5. Arrefecimento (extração da cola fundida)
Quando a pressão de retenção é efectuada até que a massa fundida na cavidade aberta do molde perca a possibilidade de fluir para trás a partir da porta (ou seja, a porta está solidificada), então a pressão pode ser removida. O produto continua a arrefecer, o parafuso roda e os granulados de plástico que caem da tremonha para o barril são transportados para a frente com a rotação do parafuso.
Neste processo de transporte, o material é gradualmente compactado, no parafuso de barril fora do aquecimento e calor de fricção do parafuso, o material é gradualmente fundido plastificado finalmente estado de fluxo viscoso, e estabelecer uma certa pressão para que o parafuso na rotação do mesmo tempo de volta.
Quando o parafuso recua para a válvula doseadora, o parafuso pára de plastificar e prepara o material para a unidade de injeção seguinte. A regulação da contrapressão torna o material mais denso, exclui a água e as substâncias de baixo peso molecular e plastifica mais uniformemente.
Recuar um pouco quando a rotação de plastificação é interrompida para reduzir a pressão de fusão frontal e evitar a saliva do material no bocal. O bombeamento da massa fundida e o arrefecimento do produto são simultâneos e, geralmente, este tempo de injeção não excede o tempo de arrefecimento do produto.
Em moldes de moldagem por injeçãoA conceção do sistema de arrefecimento é muito importante. Isto deve-se ao facto de o produtos de plástico moldado só podem ser arrefecidos e curados até uma certa rigidez, e a deformação dos produtos plásticos devido a forças externas pode ser evitada após a desmoldagem.
Uma vez que o tempo de arrefecimento representa cerca de 70% a 80% de todo o ciclo de moldagem, um sistema de arrefecimento bem concebido pode reduzir significativamente o tempo de moldagem, aumentar moldagem por injeção produtividade e reduzir os custos.
Os sistemas de arrefecimento incorretamente concebidos prolongam o tempo de moldagem e aumentam o custo; um arrefecimento irregular provoca ainda o empeno e a deformação dos produtos de plástico.
6. Encosto do assento
Após a dosagem do parafuso de plastificação, por vezes para fazer com que o bocal não forme material frio, o bocal tem de ser retirado do molde, será utilizado para a ação de encosto.
Esta ação é utilizada em conjunto com a ação de fusão, existem três tipos de fusão: fusão fixa, antes da fusão, após a fusão, normalmente utiliza-se a fusão fixa e antes da fusão.
7. Arrefecimento
O tempo de arrefecimento do produto e de plastificação do parafuso sobrepõe-se normalmente, geralmente o tempo de arrefecimento é superior ao tempo de fusão.
O produto deve ser arrefecido até uma temperatura inferior à temperatura de transição vítrea do material antes de abrir o molde, para que o produto não seja deformado quando for ejectado.
8. Abertura do molde
O produto é aberto a tempo após um arrefecimento suficiente para encurtar o ciclo de moldagem e melhorar a eficiência da produção.
A alta pressão inicial e a baixa velocidade de abertura do molde fazem com que o produto saia do molde fixo, seguido de pressão de injeção média e alta velocidade, passando para baixa pressão e baixa velocidade antes do fim da abertura do molde para evitar o impacto, e terminando a ação de abertura do molde quando a distância da abertura do molde é suficiente para que o produto seja ejectado e retirado.
9. Ejetar
Quando a confirmação da abertura do molde está no lugar, a ação do mecanismo ejetor ejecta o produto para fora do molde.
10. Retirar o produto
No modo semi-automático, os sprues e todos os produtos são retirados manualmente pelo operador; no modo totalmente automático, os sprues e os produtos ou os sprues de produtos são retirados por um robot e caem de forma fiável e automática.
11. Recuo do ejetor
Quando o produto é libertado do molde, o pino da haste ejectora é retraído para a posição original.

Como calcular o tempo do ciclo de moldagem por injeção?
As etapas padrão acima do moldagem por injeção pode ser repetido para produzir produtos num ciclo descontínuo.
Se a estrutura do produto não for especial, o tempo de injeção é de cerca de 6 segundos, o tempo de retenção é de 10 segundos, o tempo de arrefecimento é de 25 segundos, o tempo de abertura mais o tempo de ejeção é de 3 segundos, e o tempo de recolha robótica é de 3 segundos, e se o tempo de recolha manual for de 6 segundos.







