 Saltar para o conteúdo
Saltar para o conteúdo 

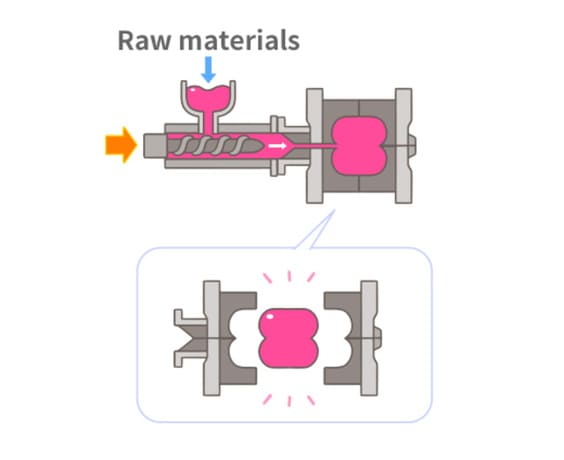
A moldagem por injeção é um processo de fabrico que produz peças a partir de materiais plásticos termoplásticos ou termoendurecíveis. Funciona forçando a entrada de material plástico fundido numa cavidade do molde.
A moldagem por injeção é utilizada para fabricar uma grande variedade de peças, desde pequenos componentes electrónicos a painéis de carroçaria completos para automóveis. Produtos moldados por injeção são encontrados numa variedade de indústrias e aplicações, tornando a consistência da cor uma caraterística importante a considerar.
Nesta publicação do blogue, vamos definir o termo "consistência da cor" e discutir como verificar e medir a consistência da cor. Para garantir que os seus produtos satisfazem as expectativas e os requisitos dos seus clientes.
É importante conhecer a consistência da cor do produtos moldados por injeçãoque o ajudarão a criar especificações de produto exactas e a evitar qualquer confusão ou problemas no processo de fabrico.

Definição da diferença de cor dos produtos moldados por injeção
A diferença de cor de produtos moldados por injeção é a variação de cor que pode ocorrer quando o produto é produzido em massa. Esta é normalmente causada pela utilização de diferentes lotes de matérias-primas ou por variações no processo de fabrico.
Embora seja possível controlar algumas fontes de variação de cor, como a utilização de lotes consistentes de matérias-primas, muitas vezes não é possível eliminar todas as fontes de variação de cor.
Como resultado, os produtos moldados por injeção terão normalmente algum grau de variação de cor. Esta variação pode ser controlada através de medidas de controlo de qualidade, tais como a medição da cor de cada produto e a eliminação de quaisquer produtos que não cumpram as especificações.
É importante notar, no entanto, que mesmo os produtos que cumprem as especificações podem ter algum grau de variação de cor.

Causas das diferenças de cor nos produtos moldados por injeção
A causa da variação de cor em produtos de moldagem por injeção pode ser atribuída aos pigmentos utilizados no processo de fabrico. Os pigmentos são normalmente feitos de metais ou outros materiais que absorvem ou reflectem diferentes comprimentos de onda de luz para produzir uma gama de cores.
Os pigmentos de moldagem por injeção são normalmente feitos de dióxido de titânio, que é branco quando suspenso em plástico transparente. No entanto, quando é exposto à luz ultravioleta, absorve parte da luz e reflecte o resto, resultando numa gama de cores.
Outras causas de diferenças de cor podem incluir o tipo de plástico utilizado, a temperatura do molde e a pressão do processo de moldagem por injeção.
Uma das principais causas da variação de cor nos produtos moldados por injeção é o tipo de polímero utilizado. Polímeros diferentes têm cores intrínsecas diferentes, o que pode resultar num produto final com uma cor diferente da tonalidade desejada.
Além disso, as condições de processamento do processo de moldagem por injeção também podem afetar a cor final dos produtos.
Por exemplo, se a temperatura for demasiado alta ou demasiado baixa, pode fazer com que o polímero mude de cor. Finalmente, as impurezas nas matérias-primas utilizadas para produzir o polímero também podem causar alterações de cor.
Estas impurezas podem provir de uma variedade de fontes, incluindo a poluição do ar e a contaminação da fabrico de moldes por injeção processo.
Por conseguinte, é importante controlar cuidadosamente todos os aspectos do processo de moldagem por injeção para produzir um produto com uma cor consistente.
Outra das causas mais comuns de variação de cor em produtos moldados por injeção é a temperatura de fusão incorrecta. Se a máquina de moldagem não estiver corretamente calibrada, a resina plástica não derreterá uniformemente, resultando em estrias ou áreas de cores diferentes no produto final.
Outra causa de variação de cor são as impurezas na resina plástica. Mesmo pequenas quantidades de pó ou outros contaminantes podem causar diferenças de cor visíveis no produto acabado. Por fim, as alterações na iluminação também podem ter um papel importante na aparência de uma cor.
Por exemplo, a iluminação fluorescente pode fazer com que as cores pareçam mais brilhantes do que na luz natural do sol. Ao compreender os vários factores que podem afetar a cor, fabricantes de moldagem por injeção podem tomar medidas para garantir que os seus produtos satisfazem as expectativas dos seus clientes.
Por exemplo, a iluminação fluorescente pode fazer com que as cores pareçam mais brilhantes do que na luz natural do sol. Ao compreender os vários factores que podem afetar a cor, os fabricantes podem tomar medidas para garantir que os seus produtos satisfazem as expectativas dos seus clientes.

Como verificar e medir a diferença de cor dos produtos moldados por injeção?
Poucas indústrias são tão orientadas para o processo e para o detalhe como a indústria de moldagem por injeção. Isto deve-se, em grande parte, ao facto de os produtos moldados por injeção terem de cumprir especificações muito específicas para serem eficazes. Como resultado, os fabricantes têm de ser capazes de verificar e medir a diferença de cor dos seus produtos.
Existem algumas formas diferentes de o fazer. Em primeiro lugar, um fabricante pode utilizar um espetrofotómetro para medir a absorção de luz pelo produto. Este método é exato, mas pode ser moroso.
Em segundo lugar, o fabricante pode utilizar um colorímetro para medir a reflectância do produto. Este método não é tão preciso como a utilização de um espetrofotómetro, mas é muito mais rápido.
Finalmente, o fabricante pode comparar a cor do produto com uma amostra de controlo. Este método é rápido e fácil, mas nem sempre é fiável. Em última análise, a melhor forma de verificar e medir as diferenças de cor em produtos moldados por injeção é utilizar uma combinação dos três métodos.
Ao utilizar vários métodos, os fabricantes podem garantir que os seus produtos cumprem todas as especificações e que podem fornecer produtos de qualidade consistente aos seus clientes.
Dicas para controlar a diferença de cor dos produtos moldados por injeção
1. Evitar a utilização de materiais reciclados: Os materiais reciclados são mais susceptíveis de conter impurezas, o que pode levar a variações de cor.
2. Utilizar matérias-primas de alta qualidade: A utilização de matérias-primas de má qualidade também pode levar a variações de cor. Certifique-se de que utiliza apenas resinas e pigmentos de alta qualidade.
3. Ajustar a temperatura do molde: A temperatura do molde tem um grande impacto na cor final do produto. Demasiado calor fará com que os pigmentos se desvaneçam, enquanto que demasiado pouco calor fará com que a cor pareça mais baça. Experimente diferentes temperaturas para encontrar a configuração perfeita para o seu projeto.
4. Utilizar concentrados de cor: Os concentrados de cor são soluções de pigmento pré-misturadas que podem ajudar a obter uma cor consistente.
5. Utilizar um moldador experiente: Um moldador experiente terá o conhecimento e a experiência necessários para evitar as causas comuns de variação de cor. Também será capaz de ajustar o processo de moldagem para ter em conta quaisquer problemas potenciais.
Controlo das diferenças de cor dos produtos moldados por injeção
Existem muitos factores que afectam a diferença de cor de produtos moldados por injeçãoincluindo resina de matéria-prima, masterbatch de cor (ou pó de cor), mistura de masterbatch de cor com matéria-prima, processo de moldagem por injeção, máquina de moldagem por injeção, molde, etc.
Devido à vasta gama de factores envolvidos, a tecnologia de controlo da diferença de cor é também uma das técnicas mais difíceis de dominar na moldagem por injeção. No processo de produção atual, controlamos geralmente a diferença de cor a partir dos seis aspectos seguintes.
Eliminar a influência das máquinas de moldagem por injeção e dos factores do molde
Para selecionar o moldagem por injeção Se a máquina de moldagem por injeção tiver problemas como um canto morto de material, é melhor substituir o equipamento.
O sistema de vazamento do molde, a ranhura de exaustão, etc., que causam a diferença de cor, podem ser resolvidos pela parte correspondente do molde de manutenção do molde. Os problemas da máquina de moldagem por injeção e do molde devem ser resolvidos primeiro antes de organizar a produção para reduzir a complexidade do problema.
Eliminar a influência da resina da matéria-prima e do masterbatch de cor
O controlo das matérias-primas é a chave para resolver completamente a diferença de cor. Por conseguinte, especialmente quando produzimos produtos de cor clara, não podemos ignorar a influência óbvia da estabilidade térmica diferente da resina de matéria-prima na flutuação de cor dos produtos.
Porque a maioria dos fabricantes de moldagem por injeção não produzirem eles próprios masterbatch ou masterbatch de plástico, o foco de atenção pode ser colocado na gestão da produção e na inspeção das matérias-primas. Ou seja, reforçar a inspeção das matérias-primas recebidas.
O mesmo produto em produção, tanto quanto possível, utilizando o mesmo fabricante, a mesma marca de masterbatch, produção de masterbatch; para masterbatch de cor, temos de efetuar um teste de amostra de cor antes da produção em massa.
Tanto com a última calibração, mas também nesta comparação, se a diferença de cor não for grande, pode ser considerada qualificada, tal como o lote de masterbatch tem uma ligeira diferença de cor, o masterbatch pode ser misturado novamente antes da utilização, para reduzir a diferença de cor causada pela mistura desigual do próprio masterbatch.
Ao mesmo tempo, também precisamos de nos concentrar em testar a estabilidade térmica da resina de matéria-prima e do masterbatch, e para aqueles com baixa estabilidade térmica, sugerimos que o fabricante os troque.
Eliminar a influência da mistura desigual do masterbatch
Uma mistura incorrecta do masterbatch de plástico e do masterbatch de cor também provocará a alteração da cor do produto.
Depois de misturar mecanicamente o masterbatch e o masterbatch, ao alimentá-lo na tremonha através do material de sucção inferior, o masterbatch será separado do masterbatch devido ao efeito eletrostático e facilmente adsorvido na parede da tremonha, o que causará inevitavelmente a alteração da quantidade de masterbatch no ciclo de injeção e, assim, produzirá uma diferença de cor.
Isto fará inevitavelmente com que a quantidade de masterbatch mude durante o ciclo de injeção, resultando assim numa diferença de cor. Esta situação pode ser resolvida levando a matéria-prima para a tremonha e misturando-a manualmente.
Atualmente, muitas empresas utilizam os alimentadores para adicionar masterbatch de cor, o que poupa muita mão de obra e proporciona uma grande ajuda para o controlo da diferença de cor, mas muitas empresas obtêm frequentemente resultados insatisfatórios devido a uma utilização inadequada.
A quantidade de masterbatch adicionada ao alimentador a uma velocidade fixa depende do tempo de plastificação, que por sua vez flutua e por vezes até flutua muito, pelo que para assegurar uma quantidade constante de alimentação, o tempo de alimentação do alimentador tem de ser fixo e o tempo definido é inferior ao tempo mínimo de plastificação.
Na utilização de um alimentador é necessário prestar atenção, porque a saída do alimentador é pequena, depois de usar um período, pode ser devido ao parafuso do alimentador na acumulação de partículas de pó de matéria-prima causada por alimentação imprecisa, ou mesmo fazer com que o alimentador pare, por isso é necessário limpar regularmente.
Reduzir o impacto da temperatura do barril na diferença de cor
A produção é frequentemente encontrada devido a uma falha no anel de aquecimento, ou a peças de controlo de aquecimento fora de controlo, devido a uma longa queima causada por mudanças drásticas na temperatura do barril, resultando em diferenças de cor.
Este tipo de razão produz a diferença de cor é fácil de determinar, geralmente, a falha de dano do anel de aquecimento produz diferença de cor ao mesmo tempo será acompanhada pelo fenómeno de plastificação desigual, e a parte de controlo de aquecimento da queima longa descontrolada frequentemente acompanhada de mancha de gás de subproduto, descoloração grave e até mesmo fenómeno de coque.
Por conseguinte, é necessário verificar frequentemente a parte de aquecimento da produção e substituir a parte de aquecimento quando esta se encontra danificada ou fora de controlo, para reduzir a possibilidade de tais diferenças de cor.
Reduzir o impacto do ajustamento do processo de moldagem por injeção
Ao ajustar os parâmetros do processo de injeção por razões que não se prendem com a diferença de cor, não altere a temperatura de injeção, a contrapressão, o ciclo de injeção e a quantidade de masterbatch de cor adicionada, tanto quanto possível.
Ao mesmo tempo, observar o impacto da alteração dos parâmetros do processo na cor e ajustar a diferença de cor no tempo.
Na medida do possível, evitar utilizar uma velocidade de injeção elevada, uma contrapressão elevada e outros moldagem por injeção processos que causam um forte efeito de cisalhamento para evitar diferenças de cor causadas por sobreaquecimento local ou decomposição térmica e outros factores.
Controlar rigorosamente a temperatura de cada secção de aquecimento do tambor, especialmente o bocal e a secção de aquecimento próxima do bocal.

Dominar a influência da temperatura do barril e da quantidade de masterbatch de cor na mudança de cor do produto
Antes de ajustar a diferença de cor, devemos também conhecer a tendência da mudança de cor do produto com a temperatura e a quantidade de masterbatch de cor.
O masterbatch de cores diferentes com a alteração da temperatura de produção ou da quantidade de masterbatch, o padrão de alteração da cor do produto é diferente.
O padrão de mudança de cor pode ser determinado através do processo de teste de cor. É impossível ajustar a diferença de cor rapidamente, a menos que já conheça a regra de mudança desta cor de masterbatch.
Conclusão
Para projectos com elevados requisitos de cor ou projectos com mais peças de produto, pode optar por bombear grânulos com matérias-primas e masterbatches antes da produção por injeção.
O processo de extração pode fazer com que o masterbatch e a matéria-prima se misturem uniformemente antes da produção por injeção, de modo a evitar eficazmente o problema da diferença de cor das diferentes peças.
Se tiver um problema relacionado que precise de ser consultado e resolvido, pode contactar ZetarMold para o ajudar com sugestões e soluções.







