 Skip to content
Skip to content 

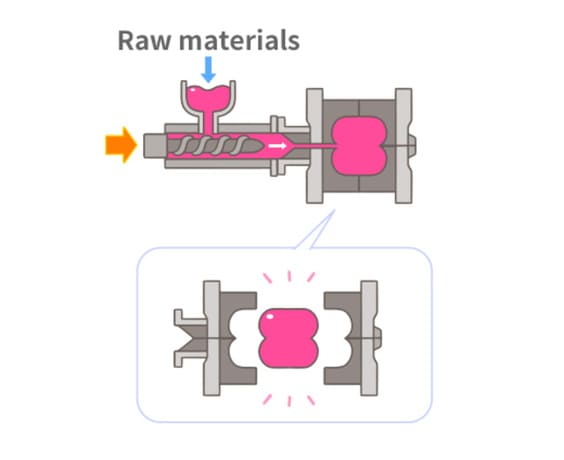
Injection molding is a manufacturing process that produces parts from thermoplastic or thermoset plastic materials. It works by forcing molten plastic material into a mold cavity.
Injection molding is used to make a wide variety of parts, from small electronic components to entire body panels for automobiles. Injection-molded products are found in a variety of industries and applications, making color consistency an important feature to consider.
In this blog post, we will define the term “color consistency” and discuss how to check and measure color consistency. To ensure that your products meet your customers’ expectations and requirements.
It is important to know about the color consistency of injection molded products, which will help you create accurate product specifications and avoid any confusion or problems in the manufacturing process.

Definition of the color difference of injection molded products
The color difference of injection molded products is the color variation that may occur when the product is mass-produced. This is usually caused by the use of different batches of raw materials or by variations in the manufacturing process.
While it is possible to control some sources of color variation, such as using consistent batches of raw materials, it is often not possible to eliminate all sources of color variation.
As a result, injection-molded products will usually have some degree of color variation. This variation can be controlled through quality control measures such as measuring the color of each product and discarding any products that do not meet specifications.
It is important to note, however, that even products that meet specifications may have some degree of color variation.

Causes of color differences in injection molded products
The cause of color variation in injection molding products can be traced back to the pigments used in the manufacturing process. Pigments are usually made from metals or other materials that absorb or reflect different wavelengths of light to produce a range of colors.
Injection molding pigments are usually made of titanium dioxide, which is white when suspended in clear plastic. However, when it is exposed to ultraviolet light, it absorbs some of the light and reflects the rest, resulting in a range of colors.
Other causes of color differences may include the type of plastic used, the temperature of the mold, and the pressure of the injection molding process.
One of the main causes of color variation in injection molded products is the type of polymer used. Different polymers have different intrinsic colors, which may result in a final product with a different color than the desired hue.
In addition, the processing conditions of the injection molding process can also affect the final color of the products.
For example, if the temperature is too high or too low, it can cause the polymer to change color. Finally, impurities in the raw materials used to make the polymer can also cause color changes.
These impurities can come from a variety of sources, including air pollution and contamination from the injection molding manufacturing process.
Therefore, it is important to carefully control all aspects of the injection molding process to produce a product with a consistent color.
Another of the most common causes of color variation in injection molded products is incorrect melt temperature. If the molding machine is not properly calibrated, the plastic resin will not melt uniformly, resulting in streaks or areas of different colors in the final product.
Another cause of color variation is impurities in the plastic resin. Even small amounts of dust or other contaminants can cause noticeable color differences in the finished product. Finally, changes in lighting can also play a role in the appearance of a color.
For example, fluorescent lighting can make colors appear brighter than they would in natural sunlight. By understanding the various factors that can affect color, injection molding manufacturers can take steps to ensure that their products meet the expectations of their customers.
For example, fluorescent lighting can make colors appear brighter than they would in natural sunlight. By understanding the various factors that can affect color, manufacturers can take steps to ensure that their products meet the expectations of their customers.

How to check and measure the color difference of injection molded products?
Few industries are as process and detail-oriented as the injection molding industry. This is due in large part to the fact that injection molded products need to meet very specific specifications to be effective. As a result, manufacturers must be able to check and measure the color difference of their products.
There are a few different ways to do this. First, a manufacturer can use a spectrophotometer to measure the absorption of light by the product. This method is accurate, but it can be time-consuming.
Second, the manufacturer can use a colorimeter to measure the reflectance of the product. This method is not as accurate as using a spectrophotometer, but it is much faster.
Finally, the manufacturer can compare the color of the product to a control sample. This method is quick and easy, but it is not always reliable. Ultimately, the best way to check and measure color differences in injection molded products is to use a combination of all three methods.
By using multiple methods, manufacturers can ensure that their products meet all specifications and that they can provide consistent quality products to their customers.
Tips to control the color difference of injection molded products
1. Avoid using recycled materials: Recycled materials are more likely to contain impurities, which can lead to color variations.
2. Use high-quality raw materials: Using poor-quality raw materials can also lead to color variation. Make sure to use only high-quality resins and pigments.
3. Adjust the mold temperature: The mold temperature has a great impact on the final color of the product. Too much heat will cause the pigments to fade, while too little heat will make the color appear duller. Experiment with different temperatures to find the perfect setting for your project.
4. Use color concentrates: Color concentrates are pre-mixed pigment solutions that can help achieve consistent color.
5. Use an experienced molder: An experienced molder will have the knowledge and expertise necessary to avoid common causes of color variation. They will also be able to adjust the molding process to account for any potential problems.
Color difference control of injection molded products
There are many factors affecting the color difference of injection molded products, including raw material resin, color masterbatch (or color powder), mixing of color masterbatch with raw material, injection molding process, injection molding machine, mold, etc.
Because of the wide range of factors involved, color difference control technology is also one of the more difficult techniques to master in injection molding. In the actual production process, we generally control the color difference from the following six aspects.
Eliminate the influence of injection molding machines and mold factors
To choose the injection molding machine with the same capacity as the main product, if the injection molding machine has problems such as a material dead corner, it is better to replace the equipment.
The mold pouring system, exhaust slot, etc. causing the color difference, can be solved by the corresponding part of the mold maintenance mold. The injection molding machine and mold problems must be solved first before organizing production to cut the complexity of the problem.
Eliminate the influence of raw material resin and color masterbatch
Control of raw materials is the key to completely solving the color difference. Therefore, especially when producing light-colored products, we cannot ignore the obvious influence of different thermal stability of raw material resin on the color fluctuation of products.
Because most injection molding manufacturers do not produce plastic masterbatch or masterbatch themselves, the focus of attention can be placed on production management and raw material inspection. That is, to strengthen the inspection of incoming raw materials.
The same product in production as far as possible using the same manufacturer, the same brand masterbatch, masterbatch production; for color masterbatch, we have to carry out a sample test color before mass production.
Both with the last calibration, but also in this comparison, if the color difference is not large, can be considered qualified, such as the batch of masterbatch has a slight color difference, the masterbatch can be mixed again before use, to reduce the color difference caused by uneven mixing of the masterbatch itself.
At the same time, we also need to focus on testing the thermal stability of the raw material resin and masterbatch, and for those with poor thermal stability, we suggest the manufacturer exchange them.
Eliminate the influence of uneven mixing of masterbatch
Bad mixing of plastic masterbatch and color masterbatch will also make the product color change.
After mixing the masterbatch and masterbatch mechanically, when feeding into the hopper through the lower suction material, the masterbatch will be separated from the masterbatch due to the electrostatic effect and easily adsorbed on the hopper wall, which will inevitably cause the change of masterbatch amount in the injection cycle and thus produce a color difference.
This will inevitably cause the amount of masterbatch to change during the injection cycle, thus resulting in color difference. This situation can be solved by taking the raw material into the hopper and then mixing it manually.
Nowadays, many companies use the feeders to add color masterbatch, which saves a lot of manpower and provides great help for color difference control, but many companies often have unsatisfactory results due to improper use.
The amount of masterbatch added to the feeder at a fixed speed depends on the plasticizing time, which itself fluctuates and sometimes even fluctuates greatly, so to ensure a constant amount of feeding, the feeding time of the feeder needs to be fixed and the set time is less than the minimum plasticizing time.
In the use of a feeder need to pay attention to, because the feeder outlet is small, after using a period, may be due to the feeder screw in the accumulation of raw material powder particles caused by inaccurate feeding, or even cause the feeder to stop, so you need to regularly clean up.
Reduce the impact of barrel temperature on the color difference
Production is often encountered due to a heating ring damage failure, or heating control parts out of control long burn caused by barrel temperature changes dramatically, resulting in color differences.
This kind of reason produces the color difference is easy to determine, generally, the heating ring damage failure produces color difference at the same time will be accompanied by uneven plasticization phenomenon, and heating control part of the uncontrolled long-burning often accompanied by-product gas spot, serious discoloration, and even coking phenomenon.
Therefore, it is necessary to frequently check the heating part of the production, and replace the heating part when it is found to be damaged or out of control, to reduce the chance of such color differences.
Reduce the impact of the adjustment of the injection molding process
When adjusting the injection process parameters for non-color difference reasons, do not change the injection temperature, back pressure, injection cycle and the amount of color masterbatch added as much as possible.
At the same time, observe the impact of the change of process parameters on the color, and adjust the color difference in time.
As far as possible, avoid using high injection speed, high back pressure, and other injection molding processes that cause the strong shearing effect to prevent color difference caused by local overheating or thermal decomposition and other factors.
Strictly control the temperature of each heating section of the barrel, especially the nozzle and the heating section close to the nozzle.

Master the influence of barrel temperature and color masterbatch amount on product color change
Before adjusting the color difference, we must also know the trend of product color change with temperature and color masterbatch quantity.
Different color masterbatch with the change of production temperature or the amount of masterbatch, its product color change pattern is different.
The color change pattern can be determined through the color test process. It is impossible to adjust the color difference quickly unless you already know the change rule of this masterbatch color.
Conclusion
For projects with high color requirements or projects with more product parts, you can choose to pump granules with raw materials and masterbatches before injection production.
The extraction process can make the masterbatch and raw material mix evenly before injection production so that the color difference problem of different parts can be effectively avoided.
If you have a related problem that needs to be consulted and solved, you can contact ZetarMold to help you with suggestions and solutions.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







