 Skip to content
Skip to content 

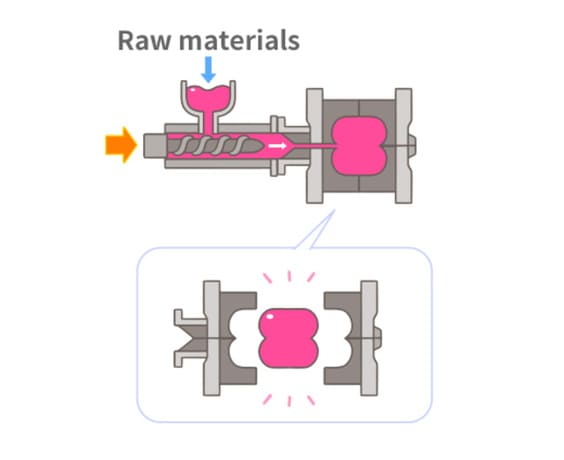
Moule à injectionComme la plupart des fabricants de moulage par injection ne produisent pas eux-mêmes de masterbatch ou de concentré de plastique, l'attention peut être portée sur la gestion de la production et l'inspection des matières premières. C'est-à-dire, renforcer le contrôle des matières premières entrantes.
Injection molding is used to make a wide variety of parts, from small electronic components to entire body panels for automobiles. Injection-molded products are found in a variety of industries and applications, making color consistency an important feature to consider.
Dans cet article de blog, nous allons définir le terme "cohérence des couleurs" et discuter de la manière de vérifier et de mesurer la cohérence des couleurs. Pour vous assurer que vos produits répondent aux attentes et aux exigences de vos clients.
Il est important de connaître la consistance de la couleur des produits moulés par injectionqui vous aidera à créer des spécifications de produits précises et à éviter toute confusion ou tout problème dans le processus de fabrication.

Définition de la différence de couleur des produits moulés par injection
The color difference of injection molded products is the color variation that may occur when the product is mass-produced. This is usually caused by the use of different batches of raw materials or by variations in the manufacturing process.
S'il est possible de contrôler certaines sources de variation de couleur, par exemple en utilisant des lots de matières premières homogènes, il est souvent impossible d'éliminer toutes les sources de variation de couleur.
Par conséquent, les produits moulés par injection présentent généralement un certain degré de variation de couleur. Cette variation peut être maîtrisée grâce à des mesures de contrôle de la qualité telles que la mesure de la couleur de chaque produit et l'élimination de tout produit ne répondant pas aux spécifications.
Il est toutefois important de noter que même les produits conformes aux spécifications peuvent présenter un certain degré de variation de couleur.

Causes des différences de couleur dans les produits moulés par injection
The cause of color variation in injection molding products can be traced back to the pigments used in the manufacturing process. Pigments are usually made from metals or other materials that absorb or reflect different wavelengths of light to produce a range of colors.
Les pigments pour moulage par injection sont généralement constitués de dioxyde de titane, qui est blanc lorsqu'il est en suspension dans le plastique transparent. Cependant, lorsqu'il est exposé à la lumière ultraviolette, il absorbe une partie de la lumière et réfléchit le reste, ce qui donne une gamme de couleurs.
D'autres causes de différences de couleur peuvent être le type de plastique utilisé, la température du moule et la pression du processus de moulage par injection.
L'une des principales causes de variation de couleur dans les produits moulés par injection est le type de polymère utilisé. Les différents polymères ont des couleurs intrinsèques différentes, ce qui peut donner un produit final d'une couleur différente de la teinte souhaitée.
En outre, les conditions de traitement du processus de moulage par injection peuvent également affecter la couleur finale des produits.
Par exemple, une température trop élevée ou trop basse peut entraîner un changement de couleur du polymère. Enfin, les impuretés présentes dans les matières premières utilisées pour fabriquer le polymère peuvent également entraîner des changements de couleur.
These impurities can come from a variety of sources, including air pollution and contamination from the injection molding manufacturing process.
Il est donc important de contrôler soigneusement tous les aspects du processus de moulage par injection afin d'obtenir un produit dont la couleur est homogène.
Une autre des causes les plus courantes de variation de couleur dans les produits moulés par injection est une température de fusion incorrecte. Si la machine de moulage n'est pas correctement calibrée, la résine plastique ne fondra pas uniformément, ce qui se traduira par des stries ou des zones de couleurs différentes dans le produit final.
Les impuretés présentes dans la résine plastique constituent une autre cause de variation de couleur. Même de petites quantités de poussière ou d'autres contaminants peuvent entraîner des différences de couleur notables dans le produit fini. Enfin, les changements d'éclairage peuvent également jouer un rôle dans l'apparence d'une couleur.
For example, fluorescent lighting can make colors appear brighter than they would in natural sunlight. By understanding the various factors that can affect color, injection molding manufacturers can take steps to ensure that their products meet the expectations of their customers.
Par exemple, l'éclairage fluorescent peut faire apparaître les couleurs plus brillantes qu'à la lumière naturelle du soleil. En comprenant les différents facteurs qui peuvent affecter la couleur, les fabricants peuvent prendre des mesures pour s'assurer que leurs produits répondent aux attentes de leurs clients.

Comment vérifier et mesurer la différence de couleur des produits moulés par injection ?
Peu d'industries sont aussi axées sur les processus et les détails que l'industrie du moulage par injection. Cela est dû en grande partie au fait que les produits moulés par injection doivent répondre à des spécifications très précises pour être efficaces. Par conséquent, les fabricants doivent être en mesure de vérifier et de mesurer la différence de couleur de leurs produits.
Il existe plusieurs façons de procéder. Tout d'abord, un fabricant peut utiliser un spectrophotomètre pour mesurer l'absorption de la lumière par le produit. Cette méthode est précise, mais elle peut prendre beaucoup de temps.
Deuxièmement, le fabricant peut utiliser un colorimètre pour mesurer la réflectance du produit. Cette méthode n'est pas aussi précise que l'utilisation d'un spectrophotomètre, mais elle est beaucoup plus rapide.
Finally, the manufacturer can compare the color of the product to a control sample. This method is quick and easy, but it is not always reliable. Ultimately, the best way to check and measure color differences in injection molded products is to use a combination of all three methods.
En utilisant plusieurs méthodes, les fabricants peuvent s'assurer que leurs produits répondent à toutes les spécifications et qu'ils peuvent fournir des produits de qualité constante à leurs clients.
Conseils pour contrôler la différence de couleur des produits moulés par injection
1. Évitez d'utiliser des matériaux recyclés : Les matériaux recyclés sont plus susceptibles de contenir des impuretés, ce qui peut entraîner des variations de couleur.
2. Utiliser des matières premières de haute qualité : L'utilisation de matières premières de mauvaise qualité peut également entraîner des variations de couleur. Veillez à n'utiliser que des résines et des pigments de haute qualité.
3. Régler la température du moule : La température du moule a un impact important sur la couleur finale du produit. Une température trop élevée entraînera une décoloration des pigments, tandis qu'une température trop faible rendra la couleur plus terne. Expérimentez différentes températures pour trouver le réglage idéal pour votre projet.
4. Utiliser des concentrés de couleur : Les concentrés de couleur sont des solutions de pigments pré-mélangés qui permettent d'obtenir une couleur homogène.
5. Faites appel à un mouleur expérimenté : Un mouleur expérimenté possède les connaissances et l'expertise nécessaires pour éviter les causes courantes de variation de couleur. Il sera également en mesure d'ajuster le processus de moulage pour tenir compte de tout problème potentiel.
Contrôle de la différence de couleur des produits moulés par injection
There are many factors affecting the color difference of injection molded products, including raw material resin, color masterbatch (or color powder), mixing of color masterbatch with raw material, injection molding process, injection molding machine, mold, etc.
En raison du large éventail de facteurs impliqués, la technologie de contrôle de la différence de couleur est également l'une des techniques les plus difficiles à maîtriser dans le domaine du moulage par injection. Dans le processus de production actuel, nous contrôlons généralement la différence de couleur à partir des six aspects suivants.
Éliminer l'influence des machines de moulage par injection et des facteurs liés aux moules
To choose the injection molding machine with the same capacity as the main product, if the injection molding machine has problems such as a material dead corner, it is better to replace the equipment.
Le système de coulée du moule, la fente d'échappement, etc. à l'origine de la différence de couleur, peuvent être résolus par la partie correspondante du moule de maintenance du moule. Les problèmes liés à la machine de moulage par injection et au moule doivent être résolus en premier lieu avant d'organiser la production afin de réduire la complexité du problème.
Éliminer l'influence de la résine de la matière première et du mélange maître de couleurs
Le contrôle des matières premières est la clé pour résoudre complètement la différence de couleur. Par conséquent, en particulier lors de la production de produits de couleur claire, nous ne pouvons ignorer l'influence évidente des différences de stabilité thermique de la résine des matières premières sur la fluctuation de la couleur des produits.
Because most injection molding manufacturers do not produce plastic masterbatch or masterbatch themselves, the focus of attention can be placed on production management and raw material inspection. That is, to strengthen the inspection of incoming raw materials.
Le même produit dans la production utilise autant que possible le même fabricant, la même marque de mélange-maître, la production de mélanges-maîtres ; pour les mélanges-maîtres de couleur, nous devons effectuer un test de couleur sur échantillon avant la production de masse.
Si la différence de couleur n'est pas importante, elle peut être considérée comme satisfaisante. Par exemple, si le lot de mélange-maître présente une légère différence de couleur, le mélange-maître peut être mélangé à nouveau avant d'être utilisé, afin de réduire la différence de couleur causée par un mélange inégal du mélange-maître lui-même.
Dans le même temps, nous devons également nous attacher à tester la stabilité thermique de la matière première, de la résine et du mélange maître, et pour ceux dont la stabilité thermique est médiocre, nous suggérons au fabricant de les remplacer.
Éliminer l'influence d'un mélange irrégulier du mélange-maître
Un mauvais mélange du mélange-maître plastique et du mélange-maître couleur entraînera également un changement de couleur du produit.
Après avoir mélangé mécaniquement le mélange-maître et le mélange-maître, lors de l'alimentation de la trémie par le matériau d'aspiration inférieur, le mélange-maître sera séparé du mélange-maître en raison de l'effet électrostatique et sera facilement adsorbé sur la paroi de la trémie, ce qui entraînera inévitablement un changement de la quantité de mélange-maître dans le cycle d'injection et produira donc une différence de couleur.
Cela entraînera inévitablement une modification de la quantité de mélange-maître au cours du cycle d'injection, ce qui se traduira par une différence de couleur. Cette situation peut être résolue en prenant la matière première dans la trémie et en la mélangeant manuellement.
De nos jours, de nombreuses entreprises utilisent les doseurs pour ajouter des mélanges maîtres de couleur, ce qui permet d'économiser beaucoup de main-d'œuvre et de contrôler la différence de couleur, mais de nombreuses entreprises obtiennent souvent des résultats insatisfaisants en raison d'une utilisation incorrecte.
La quantité de mélange-maître ajoutée à l'alimentateur à une vitesse fixe dépend du temps de plastification, qui fluctue lui-même et parfois même fortement, de sorte que pour garantir une quantité constante d'alimentation, le temps d'alimentation de l'alimentateur doit être fixe et le temps réglé est inférieur au temps de plastification minimum.
Lors de l'utilisation d'un alimentateur, il convient de faire attention, car la sortie de l'alimentateur est petite, après une certaine période d'utilisation, la vis de l'alimentateur peut accumuler des particules de poudre de matière première en raison d'une alimentation imprécise, ou même provoquer l'arrêt de l'alimentateur ; vous devez donc procéder à un nettoyage régulier.
Réduire l'impact de la température du baril sur la différence de couleur
La production est souvent due à une défaillance de l'anneau chauffant, ou à des pièces de contrôle du chauffage hors de contrôle, à une longue brûlure causée par des changements spectaculaires de la température du tonneau, ce qui entraîne des différences de couleur.
Ce type de raison produit la différence de couleur est facile à déterminer, généralement, la défaillance de l'anneau de chauffage produit la différence de couleur en même temps sera accompagnée par un phénomène de plastification inégale, et la partie de contrôle de chauffage de la combustion longue incontrôlée souvent accompagnée de sous-produit de tache de gaz, de décoloration sérieuse, et même de phénomène de cokéfaction.
Il est donc nécessaire de vérifier fréquemment la partie chauffante de la production et de la remplacer si elle est endommagée ou hors de contrôle, afin de réduire le risque de telles différences de couleur.
Réduire l'impact de l'ajustement du processus de moulage par injection
Lors de l'ajustement des paramètres du processus d'injection pour des raisons autres que la différence de couleur, ne modifiez pas la température d'injection, la contre-pression, le cycle d'injection et la quantité de mélange maître de couleur ajoutée, dans la mesure du possible.
Dans le même temps, observez l'impact de la modification des paramètres du processus sur la couleur et ajustez la différence de couleur en temps voulu.
Dans la mesure du possible, évitez d'utiliser une vitesse d'injection élevée, une contre-pression élevée et d'autres méthodes d'injection. moulage par injection les processus qui provoquent un fort effet de cisaillement afin d'éviter les différences de couleur dues à une surchauffe locale ou à une décomposition thermique et à d'autres facteurs.
Contrôler strictement la température de chaque section chauffante du tonneau, en particulier la buse et la section chauffante proche de la buse.

Maîtriser l'influence de la température du tonneau et de la quantité de mélange maître de couleur sur le changement de couleur du produit
Avant d'ajuster la différence de couleur, nous devons également connaître la tendance du changement de couleur du produit en fonction de la température et de la quantité de mélange maître.
Mélange-maître de couleur différente avec le changement de la température de production ou la quantité de mélange-maître, le modèle de changement de couleur du produit est différent.
Le modèle de changement de couleur peut être déterminé par le processus d'essai de couleur. Il est impossible d'ajuster rapidement la différence de couleur si l'on ne connaît pas déjà la règle de changement de cette couleur de mélange maître.
Conclusion
Pour les projets ayant des exigences élevées en matière de couleur ou pour les projets comportant un plus grand nombre de pièces, vous pouvez choisir de pomper les granulés avec des matières premières et des mélanges maîtres avant la production par injection.
Le processus d'extraction permet de mélanger uniformément le mélange-maître et la matière première avant la production par injection, ce qui permet d'éviter efficacement le problème de la différence de couleur entre les différentes pièces.
Si vous avez un problème connexe qui nécessite une consultation et une solution, vous pouvez contacter ZetarMold pour vous aider en vous proposant des suggestions et des solutions.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






