 Saltar para o conteúdo
Saltar para o conteúdo 

O processo de moldagem por injeção de precisão de plástico oferece muitas vantagens em relação ao processo normal fabrico de moldes de injeção de plástico peças de plástico.
É preciso, rápido e relativamente fácil de controlar. No entanto, para tirar partido destas vantagens, é importante conceber moldes de injeção de precisão e utilizando máquinas de moldagem por injeção de precisão.
O primeiro passo é criar um protótipo da peça desejada. Isto ajudará a garantir que as dimensões são exactas e que o molde se encaixará corretamente.
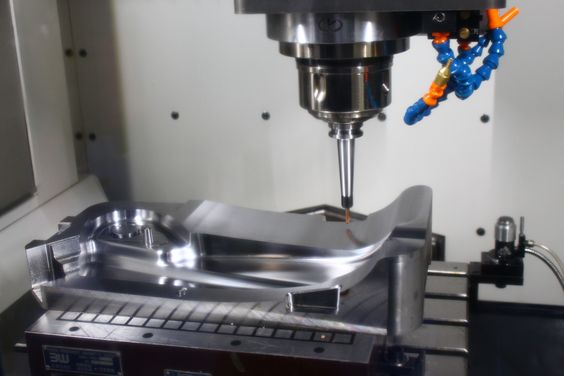
Uma vez aprovado o protótipo, o passo seguinte é a criação do molde propriamente dito. Isto é normalmente feito através de um software de desenho assistido por computador. Este software gera um modelo 3D do molde que pode depois ser utilizado para criar o molde atual. molde de injeção.
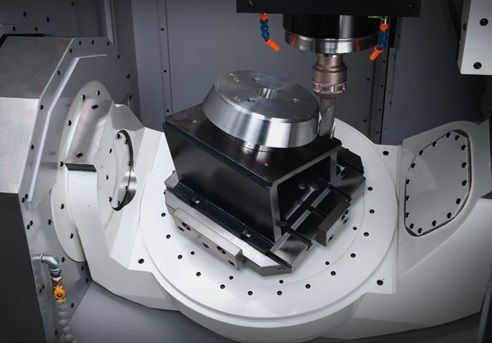
Uma vez criado o molde, este pode ser utilizado para a máquina de moldagem por injeção de precisão fabrico de peças moldadas por injeção de plástico.

Com o rápido desenvolvimento da eletrónica, das telecomunicações, da medicina, da indústria automóvel e de outras indústrias, os requisitos de alta precisão e de alto desempenho das peças moldadas por injeção estão a aumentar de dia para dia.
Moldagem por injeção de precisão exige que o peça moldada por injeção não só deve ter uma elevada precisão dimensional, baixa deformação por empenamento, mas também excelentes propriedades ópticas, etc.
Moldagem por injeção é um dos mais importantes moldagem de plástico métodos. Como melhorar o nível de moldagem por injeção tecnologia, produzir produtos de plástico de alta precisão e criar produtos de elevado valor acrescentado, a conceção do molde é um elo importante.

As considerações especiais para a conceção de moldes de injeção de precisão incluem o seguinte
1) Para obter o produto com a tolerância dimensional desejada, considere a tolerância dimensional adequada do molde e a superfície do molde.
2) Para evitar a flutuação do encolhimento do molde.
3) Para evitar a deformação do molde.
4)Para evitar a deformação do molde.
5)Minimizar o erro de fabrico do molde.
6) Para evitar flutuações na precisão do molde.
7) Para manter a exatidão do molde.

1. dimensões e tolerâncias adequadas do molde
1) A correlação entre a precisão dimensional do produto e a precisão dimensional do molde
Desenhar o desenho do produto, considerar o desenho do molde, fabrico de moldes e fabrico de moldes processo.
Em primeiro lugar, pode procurar a dimensão do desenho do molde a partir da dimensão do desenho do produto. O tamanho real do molde é obtido por fabrico do molde com este tamanho de desenho de molde. Com este molde, podemos obter o produto moldado e obter o tamanho real do produto. O problema é como obter o tamanho real dentro da tolerância do desenho.

2) Taxa de retração adequada
Como mencionado acima, mesmo na mesma resina com o mesmo pigmento, a taxa de contração varia dependendo das condições de moldagem.
Na moldagem de precisão, o grau de variação da contração deve ser pequeno, e não deve haver diferença entre a contração esperada e a contração real, nem metade do valor possível.
A taxa de retração real é estimada principalmente através da comparação da taxa de retração real de produtos semelhantes no passado, e a taxa de retração real é também obtida a partir do molde experimental, sendo depois corrigida e concebida para fazer o molde de produção.
No entanto, é quase impossível estimar corretamente a taxa de retração e é inevitável que o molde seja corrigido após a moldagem experimental. Como resultado, o tamanho da parte côncava aumentará e o tamanho da parte convexa diminuirá.
Portanto, a taxa de retração deve ser definida para um valor pequeno para a parte côncava e para um valor grande para a parte convexa. Quando o diâmetro exterior da engrenagem se torna maior, não pode ser engrenado, mas quando se torna menor, apenas a folga do dente se torna maior, pelo que a taxa de retração deve ser definida para um valor pequeno.

2. prevenção de flutuações na retração da moldagem
Moldagem por injeção de precisão baseia-se na premissa de que o molde pode ser fabricado com o tamanho desejado.
No entanto, mesmo que o tamanho do molde seja certo, o tamanho real do produto varia consoante a contração real. Por conseguinte, em moldagem por injeção de precisãoO controlo da retração é muito importante. A taxa de contração é regida pela adequação do design do molde e varia consoante o lote de resina e, se o pigmento for alterado, a taxa de contração também varia.
O controlo da retração é difícil devido às diferentes máquinas de moldagem, à definição das condições de moldagem, à reprodutibilidade e às flutuações na ação de cada ciclo de moldagem, que produzem flutuações na taxa de retração real, etc.

1) Principais factores que afectam a taxa de retração
A dimensão do molde pode ser obtida adicionando a taxa de retração à dimensão do produto, pelo que os principais factores da taxa de retração devem ser considerados na conceção do molde.
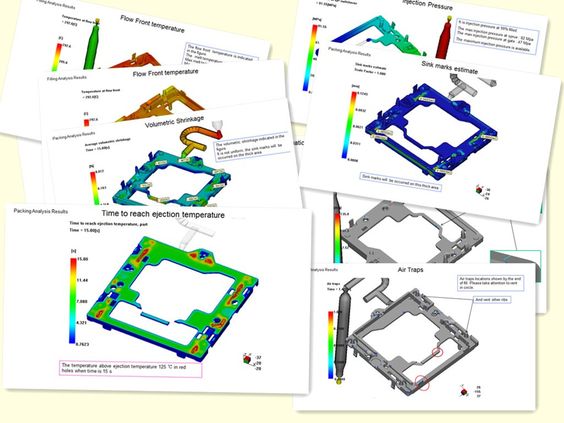
Os principais factores que afectam a taxa de encolhimento da moldagem são
(1) Pressão da resina plástica
(2) Temperatura do material plástico.
(3) Temperatura do molde.
(4) Área da secção transversal da porta.
(5) Tempo de injeção.
(6) tempo de arrefecimento.
(7) Espessura da parede do produto.
(8) Materiais de reforço que contenham potássio.
(9) Direccionalidade.
(10) Velocidade de injeção.
Estes efeitos variam consoante a variação da resina e as condições de moldagem.

(1) Pressão da resina
A pressão da resina tem uma grande influência na taxa de retração. Se a pressão da resina for grande, a taxa de retração torna-se menor e o tamanho do produto é maior.
Mesmo na mesma cavidade do molde, a pressão da resina varia consoante a forma do produto, pelo que a taxa de contração varia.
No caso de moldes com várias cavidades, a pressão da resina em cada cavidade é fácil de produzir diferenças e, como resultado, a taxa de contração de cada cavidade não é a mesma.
(2) Temperatura do molde
Quer se trate de uma resina não cristalina ou de uma resina cristalina, se a temperatura do molde for elevada, a taxa de contração será maior. A moldagem de precisão deve manter a temperatura do molde a uma temperatura específica. Na conceção do molde, devemos prestar atenção à conceção do circuito de arrefecimento.
(3) Área da secção transversal do portão
De um modo geral, a taxa de retração muda quando a área da secção transversal da porta é alterada. A taxa de retração torna-se menor à medida que o tamanho da porta aumenta, o que está relacionado com a fluidez da resina.

(4) Espessura da parede do produto
A espessura da parede do produto também afecta o rendimento. Para as resinas não cristalinas, como a resina tem uma tendência diferente para afetar a taxa de retração da espessura da parede, a espessura da parede é grande, a taxa de retração também é grande, e vice-versa, a taxa de retração torna-se menor.
Para resinas cristalinas, é importante uniformizar a espessura da parede. No caso de um molde com várias cavidades, se houver uma diferença na espessura da parede da cavidade do molde, a taxa de contração também será diferente.
(5) Conteúdo do material de reforço
Quando se utiliza resina reforçada com fibra de vidro, quanto mais fibra de vidro é adicionada, menor é a taxa de retração, a taxa de retração na direção do fluxo é menor do que a taxa de retração transversal, de acordo com a resina a sua diferença é maior, a fim de evitar a deformação por torção, deve considerar a forma do portão, a posição da boca do fluke voador e o número de portões.
(6) Orientação
Embora existam grandes diferenças na orientação, existe orientação para todas as resinas. A orientação das resinas cristalinas é particularmente grande e varia devido à espessura da parede e às condições de moldagem.
Para além disso, ocorre o encolhimento pós-moldagem. Os principais factores que afectam a contração pós-moldagem são
a. alívio do stress interno
b. cristalização
c. temperatura
d. humidade

2) Medidas que podem ser adoptadas
(1) Equilíbrio do canal de escoamento e da comporta
Como mencionado acima, a taxa de retração varia devido à pressão da resina. No caso de um molde de cavidade única com múltiplas portas e de um molde de múltiplas cavidades, é necessário efetuar o equilíbrio das portas para encher o molde de forma igual.
O fluxo de resina está relacionado com a resistência do fluxo no corredor, pelo que é melhor efetuar o equilíbrio do corredor antes de efetuar o equilíbrio do portão.
(2) Disposição das cavidades do molde
Para facilitar a definição das condições de moldagem, é necessário prestar atenção à disposição das cavidades. Uma vez que a resina fundida será tropicalizada no molde, a distribuição da temperatura do molde será de círculos concêntricos centrados no portão no caso da disposição geral da cavidade.
Por conseguinte, ao escolher a disposição das cavidades do molde multi-cavidades, é fácil obter o equilíbrio do canal de fluxo e também obter a disposição de retorno concêntrica centrada na porta.

(3) Conceção do circuito de arrefecimento para moldagem por injeção de precisão
Como mencionado acima, a temperatura do molde tem uma grande influência na taxa de encolhimento, ao mesmo tempo, a diferença de temperatura de cada cavidade do molde multi-cavidade é difícil de evitar devido a diferentes mudanças de temperatura no tempo, por isso o design do circuito de arrefecimento precisa de ser prestado atenção.
Do ponto de vista da eficiência da permuta de calor, o fluxo do líquido de refrigeração deve ser turbulento e o circuito de refrigeração deve ser preferencialmente configurado como uma série de placas dobradas.
Na conceção do circuito, a cavidade e o núcleo devem produzir calor diferente, e a resistência térmica também varia consoante a estrutura do circuito, e a temperatura da água de entrada na cavidade e no núcleo produz uma grande diferença.
Por conseguinte, o circuito de arrefecimento de moldes de moldagem de precisão é concebido separadamente para cavidades e núcleos, e o controlo da temperatura é efectuado por reguladores de temperatura separados.
3. prevenção da deformação do molde
A distorção do molde surge porque existe uma tensão interna devido ao encolhimento irregular, pelo que é necessário evitar o encolhimento irregular.
(1) Número de portas
No caso de um produto redondo com um orifício no centro da engrenagem, deve ser colocado um portão no centro. No entanto, quando existe uma grande diferença de retração entre a direção do fluxo da resina e a direção vertical, existe uma desvantagem da forma oval. No entanto, é necessário prestar atenção suficiente ao equilíbrio de cada portão.
Quando se utilizam portas laterais, as portas de 3 pontos aumentarão o diâmetro interior dos produtos cilíndricos. No caso de não serem permitidas marcas de porta nas superfícies exterior e final, podem ser obtidos bons resultados utilizando portas uniformes de vários pontos menos interiores.
(2) Forma e posição do portão
É necessário escolher uma forma adequada de porta de acordo com a forma do produto. A figura mostra a influência da forma e da posição da porta na deformação.

4. Evitar a deformação causada pela libertação do molde
Os produtos de precisão são geralmente pequenos, a espessura da parede do produto é fina e alguns deles têm muitos tendões finos. O design do jogo de xadrez deve ser considerado para que os produtos não sejam deformados e possam ser libertados corretamente.
Para resinas com baixo encolhimento, quando a pressão de moldagem é alta, é necessário prestar atenção aos produtos que tendem a ficar na cavidade do molde. Ao moldar engrenagens com resinas de baixo encolhimento, é melhor desenhar a cavidade da engrenagem no lado ejetor do molde.
Ao utilizar pinos ejectores, deve prestar-se atenção ao número de pinos sem deformação e à posição da pressão do ejetor. No caso de engrenagens perfuradas, são necessários pinos centrais no lado ejetor da placa da matriz para facilitar a ejeção paralela durante a ejeção.
Para os produtos angulares, é possível utilizar um modelo perfurado para ejetar, o que evita a deformação.
Geralmente, a inclinação da matriz ejectora é pequena para produtos de precisão. A fim de reduzir a força de libertação, mas precisa de espelhar o processamento, a direção de moagem deve ser a direção da extração do molde. É necessário criar núcleos de trituração fáceis de triturar de acordo com a direção da extração do molde.
5. Erro mínimo de fabrico do molde
(1) Construção adequada do molde de acordo com o método de processamento desejado
Para obter o tamanho do produto com a precisão necessária, é necessário ter o tamanho de molde apropriado, e o molde tem de ser maquinado com uma precisão extremamente elevada e é limitado pela maquinaria de acabamento.
Para manter a precisão do molde, é necessário ter uma elevada resistência ao desgaste, para o que é necessário o endurecimento. A precisão dos moldes endurecidos pode ser de 0,01 mm com máquinas de retificação e máquinas EDM.
Quando se utiliza a máquina-ferramenta EDM para o processamento de matrizes, deve notar-se que o desgaste da extremidade do elétrodo se torna maior. A cavidade para as engrenagens e a máquina EDM de fio deve ser projectada tanto quanto possível para poder passar pela estrutura de processamento.
Do ponto de vista da prevenção da deformação por moagem e da redução do tempo de processamento, deve ser selecionado o aço com menor deformação por têmpera e a forma deve ser concebida para uma menor deformação por têmpera. Quando a forma é complexa, o arrefecimento do fogo de abate não é fácil de ser uniforme, e é fácil produzir deformação de têmpera.

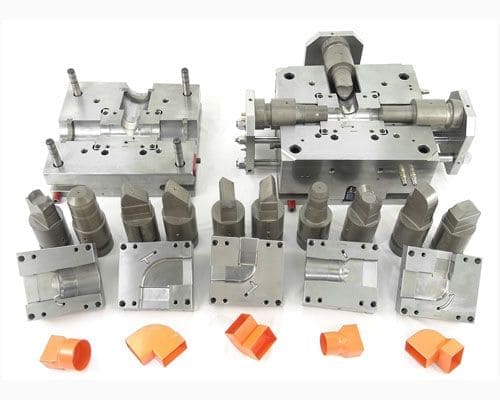
(2) Matriz de tipo dividido total
Para processar as peças temperadas com maior precisão, são utilizadas rectificadoras. Por isso, é necessário utilizar insertos para formar um molde do tipo dividido. Este molde tem as seguintes caraterísticas:
(1) É capaz de utilizar o material de molde de dureza adequada porque o material adequado pode ser selecionado.
(2) É possível utilizar materiais de molde com elevada resistência à corrosão e ao desgaste.
(3) É fácil definir as condições de tratamento térmico porque pode ser tratado separadamente.
(4) É possível utilizar materiais de molde com bom acabamento espelhado e fácil operação de acabamento espelhado, pelo que é possível melhorar o acabamento espelhado.
(5) Uma vez que é fácil moer na direção do desenho, é vantajoso utilizar um molde com uma pequena inclinação de desenho.
(6) Devido ao endurecimento, pode prolongar o tempo de manutenção da precisão do molde e a vida útil do molde é longa.
(7) É fácil colocar o escape em qualquer posição, pelo que é fácil encher o molde.
(8) Fácil de triturar e processar.
(9) Pode melhorar a precisão das peças do molde, pelo que pode melhorar a precisão dos produtos.
(10) É possível fabricar cavidades e núcleos com pequenas tolerâncias, pelo que a permutabilidade das peças é elevada e a manutenção é fácil.
(11)Elevada eficiência de processamento devido ao facto de o processamento de trituração ser a parte principal.
(12) O número de componentes do molde é grande e a precisão de maquinação de cada peça tem de ser muito melhorada.
(13)Limitado a métodos de maquinagem específicos
(14)Adoção de um endurecimento completo
(3) Pontos a ter em conta na conceção de um molde de tipo totalmente dividido
A precisão da relação e a precisão de cada peça devem ser determinadas pela operação inversa da precisão do produto a ser produzido.
Uma vez que quanto maior for o número de divisões, maior será o erro do produto, mais será necessário melhorar a precisão do processamento, pelo que o número de divisões deve ser definido no mínimo.
Geralmente, é proibido criar linhas de separação na superfície do produto, o que não só é desagradável na aparência, como também se tornará um obstáculo no funcionamento. Se houver uma linha de separação no local onde é gerada a tensão, esta causa frequentemente danos devido à concentração de tensão.
Uma vez que a moagem é fácil de obter peças de tamanho uniforme, estas devem ser divididas em formas que possam ser processadas com abrasivos.
As peças frágeis e quebráveis devem ser divididas em peças facilmente substituíveis, e deve ser considerada uma liga de elevada resistência ao desgaste.
Além disso, deve ser considerada a facilidade de montagem e desmontagem. Cada parte da cavidade e do núcleo deve ser montada com um mecanismo que possa facilmente e corretamente recuperar a precisão e, se forem montados separadamente na base, a cavidade e o núcleo devem ser concêntricos. No caso de utilização de pinos de montagem, os orifícios dos pinos devem ser corretamente retificados.

6. Prevenção de erros na precisão do molde
Para garantir o posicionamento das peças deslizantes em cada ciclo, é necessário evitar a flutuação da precisão do molde. Para manter a precisão das peças deslizantes, as peças deslizantes devem ser retificadas com cuidado. A parte deslizante do núcleo lateral deve ser posicionada e retirada, e quando o tamanho do núcleo lateral é grande, a parte do meio pode ter uma ranhura guia estreita.
7. Manutenção da precisão do molde
(1) Assegurar que o centro da cavidade e o núcleo são os mesmos
Para fechar sempre corretamente o molde, este deve ser concebido de modo a que as duas placas possam ser posicionadas corretamente.

(2) Evitar a deformação do molde
A fim de evitar a deformação do molde causada pela pressão da resina na cavidade, a resistência das ferramentas deve ser suficientemente grande.
Os pilares são frequentemente adicionados no meio da placa central, e o aço de alta resistência é utilizado para o material dos pinos, e os pinos que são facilmente dobrados estão localizados perto do portão, e a pressão do fluxo de resina que actua sobre os pinos também é reduzida.
(3) Prevenir as alterações do envelhecimento
O molde para o tratamento de têmpera e revenido, se houver austenite residual, produzirá alterações de envelhecimento, resultando em alterações na precisão dimensional do molde, pelo que, em seguida, faz com que a temperatura de têmpera de decomposição de austenite residual e as crianças utilizem o tratamento a frio.
Para evitar alterações devidas ao desgaste, a dureza tem de ser aumentada e a utilização de tipos de aço com alterações dimensionais mínimas devido ao endurecimento e à têmpera também deve ser considerada.
Em comparação com o corte de ferramentas, a retificação é necessária para minimizar a quantidade de retificação, a fim de encurtar o tempo de processamento devido à fraca eficiência de processamento. Tanto a forma da peça a ser ajustada para reduzir a deformação por endurecimento como o material que pode reduzir a deformação devem ser selecionados.







