 Przejdź do treści
Przejdź do treści 

Przedmowa: Linia podziału jest złem koniecznym w formowaniu wtryskowym. Jest to linia, na której spotykają się dwie połówki formy. Pojawia się na części jako linia biegnąca dookoła części. W większości przypadków jest to po prostu linia biegnąca prosto w dół. Jednak w przypadku bardziej skomplikowanych części będzie ona przebiegać w innym miejscu.
Linia podziału jest ważna, ponieważ wpływa na inne cechy, które pomagają projektantom i formierzom zdecydować, gdzie umieścić części. Jeśli operator umieści ważną cechę po niewłaściwej stronie linii podziału, może to spowodować duże problemy z całym projektem. Proces formowania wtryskowego.
W tym artykule wyjaśniono, jak powstaje linia podziału, różne rodzaje linii podziału w formowaniu wtryskowym, jak zaprojektować linię podziału i o czym należy pomyśleć podczas projektowania linii podziału.
Znaczenie powierzchni rozdzielającej (linii)
Tak zwane rozdzielenie oznacza podzielenie rdzenia formy części z tworzywa sztucznego na kilka modułów. Powierzchnia styku między modułami nazywana jest powierzchnią podziału, a także powierzchnią podziału. W wąskim znaczeniu powierzchnia podziału odnosi się do części z tworzywa sztucznego. Powierzchnia rozdzielająca przy maksymalnym konturze części jest powierzchnią rozdzielającą, która oddziela wnękę i rdzeń lub przednią i tylną formę.

Powierzchnia podziału w szerokim znaczeniu obejmuje również lokalną powierzchnię podziału części z tworzywa sztucznego (powierzchnia podziału otworu), a także powierzchnie podziału wszystkich modułów biorących udział w formowaniu (takich jak powierzchnie podziału suwaków, pochyłych dachów, wkładek, kołków wypychaczy itp. Profil).
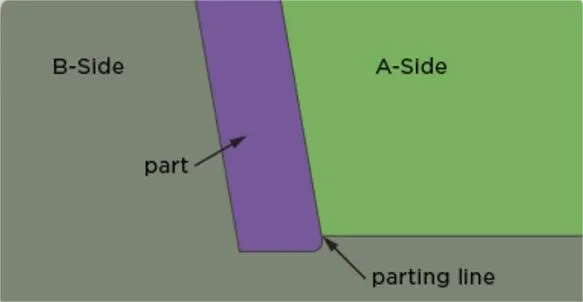
Linia podziału, w której powierzchnia podziału przecina się z powierzchnią części z tworzywa sztucznego, nazywana jest linią podziału, która w języku angielskim nosi nazwę Parting Line. Dlatego powierzchnia podziału jest ogólnie określana w branży jako powierzchnia PL. Ponieważ kontakt między modułami formującymi nie może być pozbawiony szczelin, po uformowaniu części z tworzywa sztucznego szczelina ta jest kopiowana do części z tworzywa sztucznego, tworząc resztkowy ślad kleju podobny do krawędzi partii.
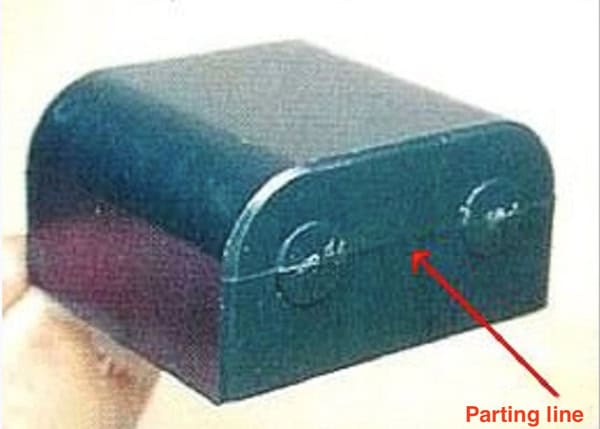
Ponieważ wygląda jak linia, nazywa się ją rozdzielającą. Linia, zwana również linią zacisku. Jeśli powierzchnia podziału jest omawiana głównie dla formy, wówczas linia podziału jest odbiciem powierzchni podziału na części z tworzywa sztucznego. Grubość linii podziału wpływa na wygląd i działanie części z tworzywa sztucznego. Dlatego należy zwrócić szczególną uwagę na konstrukcję części z tworzyw sztucznych.
Jak powstaje powierzchnia (linia) podziału?
Linia podziału służy do wyprowadzenia części z tworzywa sztucznego z formy lub do zaspokojenia potrzeb formowania w zakresie wkładania wkładek i odpowietrzania. Zgodnie ze strukturą części z tworzywa sztucznego, część formy, która bezpośrednio tworzy część z tworzywa sztucznego, jest podzielona na kilka części. powierzchni styku.
Linia podziału powstaje w wyniku samego procesu formowania wtryskowego, a nie jakiegokolwiek błędu. Zazwyczaj formy, których używają mechanicy do produkcji części formowanych wtryskowo, są podzielone na dwie połowy (zwane stałą połową i ruchomą połową). Gdy mechanik zamyka korpus formy, połowa formy (zwana płytą rdzeniową) i powierzchnia wnęki tworzą linię podziału między dwiema połówkami części.

W większości przypadków linia podziału formowanego produktu jest prostopadła do kierunku otwierania formy użytej do wytworzenia produktu. Kiedy mechanik otwiera formę i usuwa schłodzoną i zestaloną część, ruchoma połowa formy porusza się i oddziela od nieruchomej połowy (która jest nieruchoma). Czasami jednak mechanicy oddzielają strukturę formy wielokrotnie we wszystkich kierunkach. Proces ten nazywany jest separacją wieloetapową.
Typ powierzchni podziału (linia)
Typ powierzchni podziału
Powierzchnię rozdzielającą na największym konturze części z tworzywa sztucznego nazywamy zazwyczaj główną powierzchnią rozdzielającą, a pozostałe są pomocniczymi powierzchniami rozdzielającymi.
Płaszczyzna rozdzielająca
Płaszczyzna rozdzielająca jest stosunkowo powszechna i prosta. Jest to płaszczyzna prostopadła do kierunku otwierania formy, jak pokazano na poniższym rysunku.

Stopniowa powierzchnia podziału
W niektórych przypadkach linia podziału formowanego produktu nie jest prostopadła do kierunku otworu formy użytej do wytworzenia produktu. Kiedy mechanik otwiera formę i usuwa schłodzoną i zestaloną część, ruchoma połowa formy porusza się i oddziela od nieruchomej połowy (która jest nieruchoma). Czasami jednak mechanicy oddzielają strukturę formy wielokrotnie we wszystkich kierunkach. Proces ten nazywany jest separacją wieloetapową.

Podczas ustawiania formy należy symetrycznie rozmieścić dwie wnęki formy, jak pokazano na poniższym rysunku. Zrównoważyć siłę wtrysku po obu stronach formy i sprawić, że struktura formy będzie zwarta.

Jeśli wysokość kroku stopniowanej linii podziału jest zbyt duża, należy rozważyć zaprojektowanie pozycji poduszki i wykonanie częściowo stopniowanej linii podziału.

Niektóre części mają wiele stopniowanych powierzchni. Jeśli powierzchnia podziału jest zaprojektowana zgodnie z kształtem schodkowym, powierzchnia podziału staje się skomplikowana. Aby uprościć powierzchnię podziału, należy rozważyć utworzenie płaskiej powierzchni podziału. Wadą jest to, że na powierzchni części pojawią się linie cięcia. Dlatego też ten typ metody podziału jest najczęściej stosowany w elementach wewnętrznych.

Nachylona powierzchnia podziału
Powierzchnia podziału części formującej jest skośna, a powierzchnia uszczelniająca jest wykonana wzdłuż skosu (celem jest oszczędzanie formy), a następnie jest spłaszczana (celem jest ułatwienie przetwarzania, pozycjonowania i liczenia), jak pokazano na rysunku.

Powierzchnia rozdzielająca
Podobnie jak w przypadku powierzchni oddzielającej zbocze, najpierw wykonaj sekcję powierzchni uszczelniającej, a następnie wypoziomuj ją, jak pokazano na rysunku.

Jednak nie każda nachylona powierzchnia rozdzielająca musi rozciągać się wzdłuż zakrzywionej powierzchni. Na przykład, w plastikowej części pokazanej poniżej, jeśli zostanie ona przedłużona, powstanie ostry narożnik. Przednia forma jest wykonana z ostrej stali. W tym przypadku powierzchnia podziału nachylenia może być bezpośrednio przedłużona.

Kompleksowa powierzchnia podziału
Forma ta opiera się na potrzebach struktury części z tworzywa sztucznego. Czasami proste i zakrzywione powierzchnie rozdzielające są łączone lub nachylona powierzchnia i zakrzywiona powierzchnia rozdzielająca są łączone w celu utworzenia kompleksowej powierzchni rozdzielającej, jak pokazano na poniższym rysunku.

W przypadku kompleksowej powierzchni rozdzielającej należy zwrócić szczególną uwagę na wygładzenie powierzchni uszczelniającej w rogach dwóch powierzchni rozdzielających, aby uniknąć tworzenia się ostrych punktów. Należy wybrać uszczelnienie powierzchniowe. Zwiększy to nie tylko wytrzymałość formy, ale także części z tworzyw sztucznych. Nie jest łatwo uciec od przedniej krawędzi. Jednocześnie obróbka wygładzająca może zmniejszyć występowanie stopni i ostrych narożników, aby poprawić technologię obróbki powierzchni rozdzielającej. Może być bezpośrednio przetwarzany NC w celu zmniejszenia przetwarzania EDM.

Typ linii podziału
Typ linii podziału używany w formowanie wtryskowe często zależy od konkretnej funkcji i struktury części z tworzywa sztucznego. Istnieje jednak pięć głównych typów: pionowe, schodkowe, nachylone, zakrzywione i jednoczęściowe linie podziału.
Pionowa linia podziału

Pionowa linia podziału jest najpopularniejszą ze wszystkich linii podziału w projektach z tworzyw sztucznych. Obrabiarka tworzy pionową linię podziału w kierunku prostopadłym do kierunku otwierania formy.
Ukośna linia podziału

Tutaj mechanicy budują formy do tworzenia zakrzywionych linii podziału.
Step Parting Line
W tym przypadku mechanicy kształtują plastikowe linie podziału w stopnie. W przypadku tego typu linii podziału, jedna strona wnęki jest zwykle poddawana znacznym siłom. Powoduje to względne prawdopodobieństwo poślizgu między stałą i ruchomą połową formy.
Sile tej można następnie przeciwdziałać, wytwarzając siły wtrysku po obu stronach wnęki. Generowana siła może być również zbyt duża lub zbyt mała. Jeśli siła jest zbyt mała, mechanik użyje kołka prowadzącego, aby ją skompensować. W tym przypadku wpływ mniejszych niezrównoważonych sił wtrysku na produkt końcowy może nie być znaczący.
Jeśli jednak siła jest zbyt duża, można zastosować kilka rozwiązań. Oto kilka przykładów:

Wykonaj wkładkę w kształcie klina po jednej stronie wgłębienia. W ten sposób wkładka odciąży część siły wtrysku. Dzięki temu forma może utrzymać względne położenie między gniazdem a rdzeniem.
Ułóż formę w symetrycznym kształcie. Pomaga to zrównoważyć siłę wtrysku przyłożoną po obu stronach. Struktura formy powinna być tak zwarta, jak to tylko możliwe.
Kompleksowy PartingLine
Jak sama nazwa wskazuje, jest to jedna z najbardziej skomplikowanych linii podziału w projektowaniu tworzyw sztucznych. Obrabiarki i projektanci pracują nad tą linią podziału w oparciu o strukturę części z tworzywa sztucznego. Mogą łączyć wszystkie inne linie podziału, aby stworzyć kompleksową linię podziału z tworzywa sztucznego.
Zasady projektowania powierzchni podziału
Spełnienie wymagań w zakresie demouldingu
Lokalizacja głównej powierzchni podziału powinna być wybrana na maksymalnym konturze rzutowanego przekroju części w kierunku rozformowywania. Jest to podstawowa zasada. Zgodnie z tą zasadą struktura formy zostanie uproszczona, w przeciwnym razie zwiększy to złożoność struktury formy, na przykład konieczność dodania suwaków i innych mechanizmów.

Sprzyja płynnemu usuwaniu plastikowych części z formy.
Ponieważ urządzenie wyrzucające formowanie wtryskowe Maszyna znajduje się z boku ruchomej formy, powierzchnia podziału powinna być tak dobrana, aby po otwarciu formy plastikowa część znajdowała się jak najbardziej z boku ruchomej formy. Pomoże to w działaniu mechanizmu wyrzutowego ustawionego w ruchomej części formy; Jeśli mechanizm wyrzutowy jest zainstalowany w stałej formie, zwiększy to złożoność formy.

Zapewnienie dokładności wymiarowej i jakości powierzchni części z tworzyw sztucznych
W przypadku części plastikowych o wysokich wymaganiach współosiowości, przy wyborze powierzchni podziału najlepiej jest umieścić części o wymaganiach współosiowości po tej samej stronie formy. Jak pokazano na poniższym rysunku, schodkowy otwór pośrodku wymaga wysokiej współosiowości.
Na powierzchni podziału oryginalnego projektu, schodkowy otwór jest tworzony przez dwa rdzenie odpowiednio przedniej i tylnej formy. Po zamknięciu przedniej i tylnej formy, dokładność współosiowości dwóch rdzeni nie jest łatwa do zagwarantowania; po zoptymalizowaniu powierzchni podziału i otworu stopniowego za pomocą rdzenia, łatwo jest zagwarantować precyzję przetwarzania.

Wybierając miejsce podziału formy, należy upewnić się, że plastikowe części będą miały odpowiedni rozmiar i dobre wykończenie powierzchni.
Jeśli masz plastikową część, która musi być naprawdę okrągła, powinieneś umieścić wszystkie części, które muszą być okrągłe, po tej samej stronie formy. Na poniższym zdjęciu otwór w środku musi być naprawdę okrągły.
W oryginalnym projekcie otwór został wykonany przez dwie różne części formy. Po zamknięciu formy trudno jest upewnić się, że obie części formy są idealnie wyrównane. Gdy forma jest wykonana tylko z jednego elementu, łatwo jest upewnić się, że otwór jest okrągły.

Podobnie, jeśli masz plastikową część, która musi być naprawdę okrągła na zewnątrz, powinieneś umieścić wszystkie części, które muszą być okrągłe po tej samej stronie formy. Na poniższym zdjęciu częścią, która musi być okrągła, jest plastikowe złącze. W oryginalnym projekcie obie połówki formy były wykonane oddzielnie. Po zamknięciu formy trudno jest upewnić się, że obie połówki formy są idealnie wyrównane. Gdy forma jest wykonana tylko z jednego elementu, łatwo jest upewnić się, że część jest okrągła.

Rozmiar części, który jest związany ze sposobem otwierania i zamykania formy, zależy od tego, jak powierzchnia podziału porusza się podczas wtryskiwania tworzywa sztucznego. Na zdjęciu rozmiar części w oryginalnym projekcie, L, jest trudny do upewnienia się, że jest prawidłowy; rozmiar części w nowym projekcie nie ma nic wspólnego z powierzchnią podziału, więc łatwo jest się upewnić, że jest prawidłowy.

Jeśli masz plastikową część, która musi dobrze wyglądać, musisz pomyśleć o tym, gdzie forma się zamyka i jak wpłynie to na wygląd części.

Wybierając miejsce podziału formy, należy zastanowić się, jak łatwo będzie ją wykonać.
Zwykle, podczas projektowania formy, im prostsza jest powierzchnia podziału, tym łatwiej jest wykonać formę i tym bardziej prawdopodobne jest, że forma będzie odpowiednia.
Na poniższym zdjęciu powierzchnia podziału w oryginalnym projekcie znajduje się w małym zaokrąglonym rogu. Powierzchnia podziału w małym zaokrąglonym rogu jest trudna do wykonania i trudno jest prawidłowo wykonać formę. W nowym projekcie należy usunąć małe okrągłe rogi z powierzchni podziału.

Jeśli masz kilka pozycji poduszki po tej samej stronie, możesz pomyśleć o połączeniu ich w jedną dużą pozycję poduszki. Sprawi to, że struktura powierzchni podziału będzie prostsza i łatwiejsza w obróbce.
Jeśli masz kilka pozycji poduszki po tej samej stronie, możesz pomyśleć o połączeniu ich w jedną dużą pozycję poduszki. Sprawi to, że struktura powierzchni podziału będzie prostsza i łatwiejsza w obróbce.

Wybór powierzchni rozdzielającej powinien sprzyjać odprowadzaniu spalin
Aby zapewnić dobre warunki wylotowe dla gniazda formy, powierzchnia podziału powinna być ustawiona jak najdalej na końcu kierunku przepływu stopionego tworzywa sztucznego.
Na poniższym rysunku zastosowano oryginalną konstrukcję powierzchni podziału. Gdy stopione tworzywo sztuczne wypełnia wnękę, powierzchnia fraktalna jest najpierw uszczelniana, tak że gaz znajdujący się głęboko we wnęce nie jest łatwo odprowadzany (a powierzchnia rozdzielająca ma zagięcie, co utrudnia rozładowanie formy. gaz); zoptymalizowana powierzchnia rozdzielająca jest zaprojektowana na końcu przepływu stopu, aby stworzyć dobre warunki wylotowe.

Aby upewnić się, że gniazdo formy ma dobry wylot, należy umieścić linię podziału na końcu miejsca, w którym będzie płynąć tworzywo sztuczne. Na poniższym zdjęciu zastosowano oryginalną konstrukcję linii podziału. Gdy tworzywo sztuczne wpływa do wnęki, najpierw uszczelnia linię podziału, więc gaz znajdujący się głęboko w wnęce nie może się wydostać (a linia podziału ma zagięcie, co utrudnia formie wydostanie się gazu); zoptymalizowana linia podziału jest zaprojektowana na końcu przepływu tworzywa sztucznego, aby upewnić się, że gaz może się wydostać.

Wybór powierzchni podziału powinien uwzględniać uproszczenie struktury formy
Jeśli dokładność struktury bocznej nie jest wysoka, należy starać się unikać bocznego mechanizmu ciągnięcia rdzenia (suwaka), uprościć strukturę formy i zmniejszyć rozmiar formy, co może w pewnym stopniu obniżyć koszty formy.

Jeśli nie można uniknąć użycia bocznego mechanizmu wyciągania rdzenia (suwaka), to przy wyborze linii podziału należy wziąć pod uwagę najkrótszą odległość dla bocznego wyciągnięcia rdzenia, aby zmniejszyć rozmiar formy; jednocześnie należy upewnić się, że duży rdzeń znajduje się w kierunku otwierania formy, ponieważ siła zacisku jest bardzo duża, a jeśli zostanie umieszczona na bocznym mechanizmie formy, nie sprzyja to rozformowaniu.

Podczas gdy większość wyboru i projektowania powyższych powierzchni rozdzielających jest faktycznie rozpoczynana na etapie projektowania formy, jako inżynierowie strukturalni musimy wziąć pod uwagę ogólny kierunek na etapie projektowania strukturalnego, szczególnie w przypadku niektórych części, które są łatwiejsze do określenia.
W przypadku części profilowanych, jeśli weźmiemy pod uwagę wpływ powierzchni podziału na strukturę (postęp rozmiaru, luz pasowania, jakość wyglądu itp.) podczas projektowania strukturalnego, wówczas późniejsze DFM formy nie będzie prowadzić do częstych zmian. Po próbie formy nie będzie tak wielu problemów, których z natury można uniknąć.
Oczywiście czynniki, które wpływają na wybór powierzchni rozdzielających, nie ograniczają się do tych wymienionych powyżej i mogą istnieć inne czynniki. Każde rozwiązanie powierzchni rozdzielającej nie jest idealne i będzie miało zalety i wady. To, co musimy zrobić, to dostosować się do wymagań rzeczywistych części. Wystarczy dokonać wyboru i upewnić się, że spełnia on aktualne wymagania dotyczące części.

Projektowanie linii podziału dla Produkty formowane wtryskowo to najlepsze miejsce, aby się o nich dowiedzieć. Czasami wybór jest oczywisty, a czasami nie. Ta sekcja mówi o tym, dlaczego linie podziału są ważne w projektowaniu tworzyw sztucznych.
Rozważania dotyczące konstrukcji linii podziału
Pierwszą rzeczą, o której należy pomyśleć, jest to, w którą stronę forma otwiera się w stosunku do części. Mechanicy nazywają to "linią rysowania". Jest to ważne, ponieważ wpływa na wygląd części. Pomaga również wiedzieć, co dodać do części. Pomaga między innymi dowiedzieć się, jak ślady pozostawione przez dwie połówki części formowanej wtryskowo będą wyglądać na części końcowej.
Kolejną rzeczą, o której należy pomyśleć przy podejmowaniu decyzji o umieszczeniu linii podziału, jest miejsce umieszczenia elementów na części. Dzieje się tak, ponieważ tworzywo sztuczne kurczy się podczas chłodzenia, co może spowodować przesunięcie części w formie. Może to zepsuć sposób działania części i sprawić, że nie będzie działać. Ponadto nie chcesz, aby część kurcząca się kurczyła się zbyt mocno, w przeciwnym razie trudno będzie ją wyjąć z formy.

Aby utrzymać części we właściwym miejscu, należy utrzymywać ścianki części formowanej wtryskowo z dala od linii podziału. Im więcej przeciągów, tym mniejsze prawdopodobieństwo pęknięcia elementu.
Innym dobrym sposobem na ustalenie, gdzie powinny znajdować się linie części, jest przyjrzenie się projektowi produktu pod kątem możliwości produkcyjnych (DfM). Oprócz wskazania, gdzie powinny znajdować się linie części, pomaga to również znaleźć wady i ulepszyć części pod kątem produkcji. Pomoże to znaleźć tańsze sposoby wytwarzania części.
Wnioski
Ważne jest, aby pomyśleć o wszystkich tych elementach podczas projektowania produktów formowanych wtryskowo, ale to nie wszystko. Istnieje szereg ważnych wytycznych i zasad dotyczących formowania wtryskowego, których należy przestrzegać, aby proces formowania wtryskowego mógł działać.

Właśnie dlatego powinieneś pozwolić Zetar Mold zrobić swoje Proces formowania wtryskowego. Mamy grupę inżynierów, którzy mogą pomóc w projektowaniu i produkcji części. Z nami możesz stworzyć swój niestandardowy produkt lub projekt w mgnieniu oka.
Porozmawiaj z naszymi inżynierami już dziś, aby uzyskać najlepsze usługi formowania wtryskowego!







