 Przejdź do treści
Przejdź do treści 

– POM (polyoxymethylene), also known as acetal or Delrin, is a semi-crystalline thermoplastic prized for its high stiffness, low friction, and excellent dimensional stability.
– Optimal POM injection molding requires barrel temperatures of 190–220°C, mold temperatures of 80–120°C, and moderate injection speeds to prevent formaldehyde off-gassing.
– POM’s crystalline nature causes 1.8–2.5% shrinkage, making uniform wall thickness and proper gate design critical to avoid warpage and sink marks.
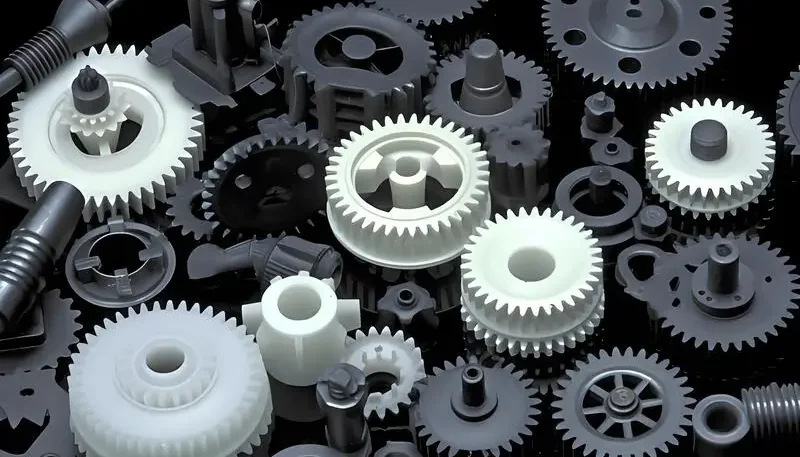
– Common POM applications include gears, bearings, clips, and fuel system components across automotive, consumer, and industrial sectors.
What Is POM Injection Molding and Why Is It So Widely Used?
POM injection molding is the process of shaping polyoxymethylene—a high-performance engineering thermoplastic1—into precision parts using an injection molding machine. In our factory, we often call POM the “metal replacement plastic” because it delivers metal-like stiffness and fatigue resistance at a fraction of the weight and cost.
POM comes in two main types: homopolymer (such as DuPont’s Delrin) and copolymer (such as Celanese’s Celcon or BASF’s Ultraform). Homopolymer POM offers slightly higher mechanical strength and stiffness, while copolymer POM provides better thermal stability and easier processing with less centerline porosity.
The global demand for POM injection molded parts continues to grow, driven by the automotive industry’s push for lighter components and the electronics sector’s need for dimensionally stable housings. POM’s self-lubricating properties make it ideal for moving parts that would otherwise require metal-to-metal contact with added lubricants.
What Are the Key Properties That Make POM Ideal for Injection Molding?
POM stands out among engineering plastics because of its exceptional combination of mechanical strength, chemical resistance, and low coefficient of friction. These properties make it one of the most versatile materials we process in our facility.
| Własność | POM Homopolymer | POM Copolymer | Jednostka |
|---|---|---|---|
| Wytrzymałość na rozciąganie | 65–70 | 58–65 | MPa |
| Moduł sprężystości | 2,800–3,200 | 2,500–2,900 | MPa |
| Wydłużenie przy zerwaniu | 25–45 | 40–75 | % |
| Impact Strength (Izod, notched) | 65–80 | 50–65 | J/m |
| Temperatura topnienia | 175 | 165 | °C |
| HDT at 1.8 MPa | 110 | 100 | °C |
| Coefficient of Friction | 0.20–0.35 | 0.25–0.38 | - |
| Mold Shrinkage | 1.8–2.5 | 1.8–2.2 | % |
| Water Absorption (24h) | 0.20 | 0.22 | % |
One property that sets POM apart is its creep resistance2. Unlike many plastics that deform under sustained loads, POM maintains its shape even under continuous stress at elevated temperatures. We’ve tested POM gears running 10,000+ hours under load with less than 0.3 mm dimensional change.
“POM absorbs a lot of moisture like nylon, so it always needs pre-drying before molding.”Fałsz
POM has very low water absorption (0.20–0.22% in 24 hours), far less than nylon’s 1.5–2.8%. While pre-drying at 80°C for 2–4 hours is recommended for optimal surface finish, POM is far less moisture-sensitive than polyamides.
“POM’s low moisture absorption makes it one of the most dimensionally stable plastics for precision parts.”Prawda
With only 0.20% water absorption in 24 hours, POM maintains tight tolerances even in humid environments. This is why it’s the go-to material for precision gears, bearings, and instrument housings.
What Are the Optimal Processing Parameters for POM Injection Molding?
Wilgotność; degradacja termiczna
| Parametr | Homopolymer POM | Copolymer POM | Uwagi |
|---|---|---|---|
| Barrel Temp (rear) | 180–190°C | 175–185°C | Avoid exceeding 220°C |
| Barrel Temp (middle) | 190–200°C | 185–195°C | Gradual increase |
| Barrel Temp (front) | 200–210°C | 190–205°C | Nozzle 5°C lower |
| Temperatura formy | 80–120°C | 80–110°C | Higher = better crystallinity |
| Ciśnienie wtrysku | 80–120 MPa | 70–110 MPa | Adjust for wall thickness |
| Ciśnienie trzymania | 50–80% of injection | 50–75% of injection | Critical for shrinkage |
| Prędkość wtrysku | Średni | Medium to medium-high | Too fast causes off-gassing |
| Ciśnienie wsteczne | 5–15 MPa | 5–10 MPa | Minimize residence time |
| Czas chłodzenia | 15–40s | 15–35s | Depends on wall thickness |
| Drying | 80°C / 2–4h | 80°C / 2–4h | Recommended, not critical |
In our experience, the most common mistake with POM is overheating. When POM degrades thermally, it releases formaldehyde gas, which causes bubbles, splay marks, and a pungent smell. We keep barrel temperatures strictly below 220°C and minimize residence time in the barrel to under 5 minutes.
Mold temperature plays a crucial role in POM part quality. We typically run molds at 90–100°C for most parts. Higher mold temperatures (up to 120°C) improve crystallinity, surface finish, and dimensional stability, but extend cycle time. For gears and precision components, we always go higher.
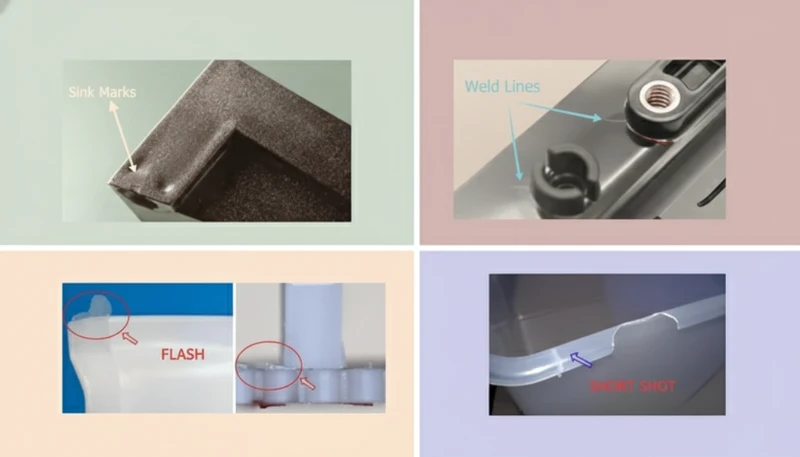
What Are Common POM Injection Molding Defects and How to Solve Them?
POM’s semi-crystalline nature and high shrinkage rate make it prone to specific defects that require targeted solutions. Here are the issues we encounter most often and how we address them.
| Wada | Root Cause | Rozwiązanie |
|---|---|---|
| Znaki zlewu | Insufficient holding pressure; thick sections | Increase holding pressure/time; reduce wall thickness; add coring |
| Wypaczenie | Uneven cooling; differential shrinkage | Uniform wall thickness; optimize cooling channels; adjust mold temp |
| Centerline Porosity | Thick walls; insufficient packing (homopolymer) | Use copolymer POM; increase holding pressure; reduce wall thickness |
| Splay/Silver Streaks | Moisture; thermal degradation | 1.8–2.5TP3T (przepływ), 1.6–2.0TP3T (przepływ krzyżowy) |
| Formaldehyde Off-gassing | Overheating above 220°C | Reduce barrel temperature; minimize residence time; purge regularly |
| Brittle Parts | Over-crystallization; contamination | Reduce mold temperature; check material purity |
| Flash | Excessive injection pressure; worn mold | Reduce pressure; repair mold parting surfaces |
One POM-specific defect we watch closely is centerline porosity3. This occurs mainly in homopolymer POM parts with thick cross-sections. The outer shell solidifies and crystallizes while the core is still molten, and as the core shrinks, it pulls away from itself, creating internal voids. Switching to copolymer POM or redesigning parts with cored-out sections eliminates this problem in most cases.
What Applications Rely on POM Injection Molded Parts?
POM injection molded parts are found in virtually every industry that demands precision, durability, and low friction. The material’s unique combination of properties makes it irreplaceable in many applications.
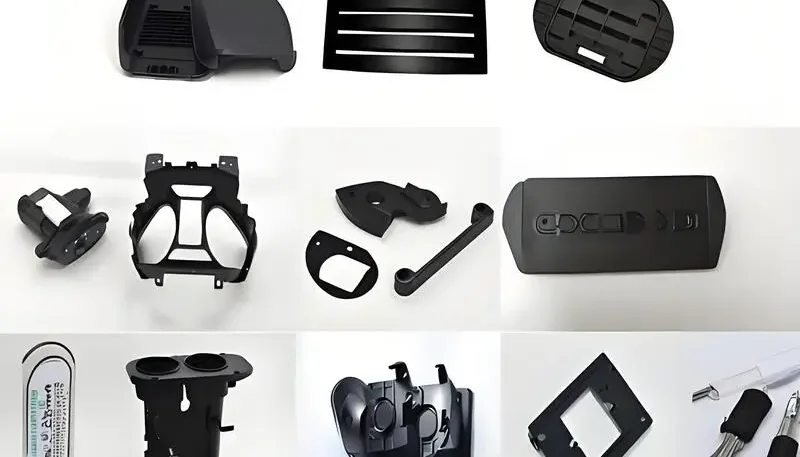
Automotive (40% of POM consumption): Fuel system components (fuel sender units, fuel caps), seat belt mechanisms, door lock systems, window regulator gears, HVAC actuator gears, and interior trim clips. We’ve produced fuel rail clips for a major German OEM running 500,000+ cycles without a single failure.
Elektronika użytkowa: Keyboard mechanisms, printer gears, fan bearings, zipper sliders, and pen mechanisms. POM’s snap-fit capability and spring-back properties make it perfect for clips and latches in electronic devices.
Industrial: Conveyor chain links, pump impellers, valve bodies, bearing bushings, and spring elements. POM’s fatigue resistance handles millions of load cycles in industrial automation equipment.
Urządzenia medyczne: Inhaler mechanisms, insulin pen components, and surgical instrument handles. Medical-grade POM (FDA-compliant copolymer) provides the precision and chemical resistance needed in healthcare.
Plumbing and Hardware: Faucet cartridges, valve stems, tap handles, and pipe fittings. POM’s resistance to hot water (up to 80°C continuous) and cleaning chemicals makes it ideal for plumbing applications.
“POM is a great choice for outdoor applications because it has excellent UV resistance.”Fałsz
POM has poor UV resistance and degrades when exposed to prolonged sunlight. Outdoor POM parts require UV stabilizer additives or protective coatings. For purely outdoor applications, materials like ASA or UV-stabilized ABS are better choices.
“POM’s natural lubricity makes it one of the best plastics for gears and bearings that run without external lubrication.”Prawda
POM has a coefficient of friction of 0.20–0.35, one of the lowest among engineering plastics. POM-on-POM and POM-on-metal contact surfaces perform well without lubrication, making it the material of choice for self-lubricating gears, bearings, and sliding mechanisms.
How Should You Design Parts for POM Injection Molding?
Designing for POM requires special attention to uniform wall thickness, generous draft angles, and shrinkage compensation. POM’s high crystallinity and 1.8–2.5% shrinkage rate mean that design mistakes are amplified compared to amorphous plastics.

| Design Parameter | Zalecana wartość | Why It Matters |
|---|---|---|
| Grubość ścianki | 1.0–3.5 mm (uniform) | Prevents sink marks and centerline porosity |
| Kąt zanurzenia | 0.5°–1.5° per side | POM shrinks onto cores; needs more draft than ABS |
| Rib Thickness | 50–60% of wall | Prevents sink marks on opposite surface |
| Wysokość żebra | ≤ 3× wall thickness | Taller ribs are hard to fill and eject |
| Corner Radius | ≥ 0.5 mm (0.25× wall) | Sharp corners cause stress concentration |
| Boss OD | 2× screw diameter | Prevents cracking during screw insertion |
| Snap-Fit Strain | ≤ 4% (single use), ≤ 2% (repeated) | POM’s fatigue limit for living hinges |
| Shrinkage Allowance | 1.8–2.5% (flow), 1.6–2.0% (cross-flow) | Formowanie wtryskowe POM: Kompleksowy przewodnik po formowaniu acetalowego |
In our design reviews, the number one issue with POM parts is non-uniform wall thickness. When thick and thin sections meet, the thick section cools slower, creating differential skurcz4 that leads to warpage and sink marks. We always recommend coring out thick sections and maintaining wall thickness within ±10% variation across the entire part.
POM is one of the best plastics for snap-fits and living hinges due to its excellent spring-back properties. However, we recommend limiting strain to 4% for single-use snaps and 2% for repeated assembly/disassembly. For gear teeth, we apply 0.02–0.04 mm per tooth profile compensation for shrinkage to hit AGMA quality grades.
How Does Mold Design Affect POM Part Quality?
Mold design for POM demands precise attention to cooling uniformity, gate placement, and venting. Because POM is semi-crystalline with high shrinkage, even small mold design errors cause significant quality issues.
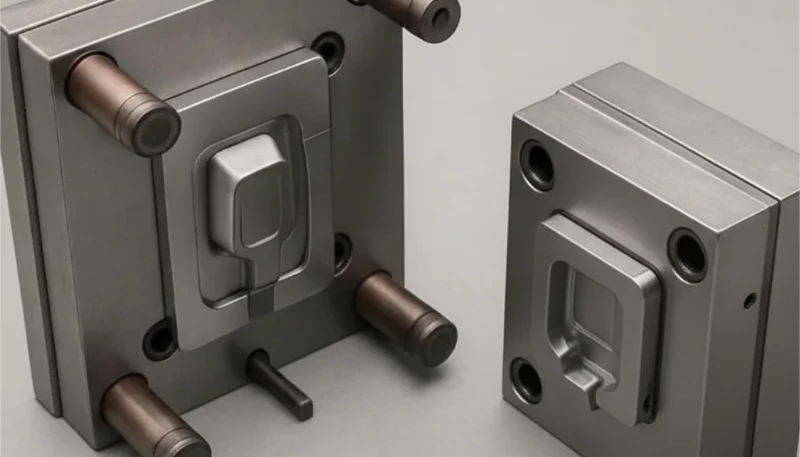
Konstrukcja bramy: We prefer sub-gate or pin-gate designs for POM parts because they allow automatic degating and leave minimal witness marks. For gears, diaphragm gates provide the most uniform fill and minimize weld lines in the tooth area. Gate size should be 50–70% of wall thickness.
Układ chłodzenia: Uniform cooling is critical for POM. Temperature variation across the mold surface should stay within ±5°C. We use conformal cooling channels for complex geometries and beryllium copper inserts for areas that need faster heat extraction. For gears, we often use circular cooling channels that follow the gear profile.
Wentylacja: POM generates formaldehyde gas during processing, so adequate venting is essential. Vent depth should be 0.01–0.02 mm (POM has low viscosity and will flash at deeper vents). We place vents at every weld line location and at the last-to-fill areas identified through Analiza przepływu formy5.
Wyrzucenie: POM’s high shrinkage means parts grip tightly onto cores. We design generous draft angles (0.5°–1.5°), use multiple ejector pins distributed evenly, and sometimes apply mold release coatings to core surfaces. For deep-draw parts, air-assisted ejection prevents vacuum lock.
Frequently Asked Questions About POM Injection Molding
Can POM be painted or plated?
POM has very low surface energy, making it difficult to paint or plate without surface treatment. Flame treatment, plasma treatment, or chemical etching can improve adhesion. However, for decorative parts, we usually recommend switching to ABS or PC/ABS, which accept paint and plating much more readily.
What is the difference between POM homopolymer and copolymer?
Homopolymer POM (like Delrin) offers 5–10% higher mechanical strength and stiffness but is more prone to centerline porosity in thick sections and has a narrower processing window. Copolymer POM (like Celcon or Ultraform) processes more easily, has better chemical resistance, and is less likely to degrade thermally. For most applications, we recommend copolymer.
Does POM need to be dried before molding?
POM’s low moisture absorption (0.20%) means drying is recommended but not strictly required for most applications. We pre-dry at 80°C for 2–4 hours as standard practice to ensure optimal surface quality. For critical cosmetic parts, drying is essential.
Is POM FDA-approved for food contact?
Yes, certain copolymer POM grades (such as Celcon M90 and Hostaform C9021) are FDA-compliant for food contact applications. Always verify the specific grade’s FDA status with the resin supplier before production.
What causes the white residue on POM mold surfaces?
The white deposit is formaldehyde and trioxane oligomers released during POM processing. Regular mold cleaning (every 4–8 hours of production), adequate venting, and keeping barrel temperatures below 215°C minimize this buildup. Some shops use mold-cleaning compounds designed specifically for POM residue.
How does POM compare to nylon for gear applications?
POM is generally preferred over nylon for gears because it has lower moisture absorption (0.2% vs. 2.5%), better dimensional stability, lower coefficient of friction, and more consistent mechanical properties across humidity ranges. Nylon offers higher impact strength and better high-temperature performance. For gears running in wet or humid environments, POM is the clear winner.

What Are the Key Takeaways for POM Injection Molding?
POM injection molding is a proven manufacturing process for producing high-precision, low-friction, and dimensionally stable plastic parts. Whether you’re designing gears for an automotive transmission or clips for consumer electronics, POM delivers the mechanical performance of metal at a fraction of the cost and weight. The keys to success are controlling processing temperatures below 220°C, designing for uniform wall thickness to manage 1.8–2.5% shrinkage, and ensuring adequate mold venting to handle formaldehyde off-gassing.
At ZetarMold, we’ve been processing POM for over 20 years across automotive, industrial, and consumer applications. Our team handles everything from DFM reviews and mold design to mass production and quality inspection. If you’re working on a project that needs POM injection molded parts, reach out to our engineering team for a free DFM review and quote.
-
Engineering thermoplastic refers to a category of plastic materials that offer superior mechanical and thermal properties compared to commodity plastics, suitable for structural and precision applications requiring strength, heat resistance, and dimensional stability. ↩
-
Creep resistance is a material’s ability to resist gradual deformation under sustained mechanical stress over time, critical for load-bearing components like gears and bearings that must maintain dimensional accuracy during extended service. ↩
-
Centerline porosity is an injection molding defect where internal voids form along the center of thick-walled sections as the outer material solidifies and crystallizes before the core, causing the core to shrink away from itself. ↩
-
Shrinkage in injection molding is the volumetric reduction that occurs as molten plastic cools and solidifies in the mold, typically 1.8–2.5% for POM, requiring the mold cavity to be oversized by the corresponding amount. ↩
-
Mold flow analysis is a computer simulation technique that predicts how molten plastic fills a mold cavity, identifying potential issues like weld lines, air traps, and uneven cooling before the mold is manufactured. ↩







