 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Poliwęglan (PC) to super fajne tworzywo sztuczne, które nadaje się do wielu rzeczy. Jest super przezroczysty, wytrzymały i nie robi się dziwny, gdy się go obciąży. Jest również bezpieczny w użyciu, wytrzymuje wysokie i niskie temperatury i nie zmienia kształtu, gdy tego nie chcesz. Ponadto świetnie utrzymuje energię elektryczną na swoim miejscu i radzi sobie z warunkami pogodowymi. Dlatego ludzie używają go do wszelkiego rodzaju rzeczy, takich jak tworzenie rzeczy, które mierzą rzeczy, światła, elektronika, rzeczy domowe i opakowania.
PC jest liniowym polimerem, który posiada pierścienie benzenowe, grupy izopropylowe i wiązania octowe w głównej strukturze łańcucha cząsteczki. Taka struktura sprawia, że jest on zarówno sztywny, jak i elastyczny, a także ma dobrą odporność na wysokie temperatury. Ma jednak również wady, takie jak wysoka lepkość stopu i wrażliwość na wilgoć, co powoduje pewne trudności w formowaniu wtryskowym.
Charakterystyka technologii przetwarzania PC polega na tym, że nie ma on oczywistej temperatury topnienia. Zmodyfikowany PC ma wysoką lepkość stopu w normalnej temperaturze przetwarzania, tj. 230-320 ℃. Lepkość jest mniej wrażliwa na szybkość ścinania i bardziej wrażliwa na temperaturę, co jest podobne do zachowania płynu Newtona; jest wrażliwy na wilgoć, a żywica łatwo ulega hydrolizie w wysokiej temperaturze; produkt jest podatny na naprężenia wewnętrzne itp.

Można zauważyć, że PC jest tworzywem sztucznym, które jest trudne w obróbce. Dlatego w rzeczywistym procesie produkcji napotykamy wiele problemów. Na przykład, w poliwęglanie Proces formowania wtryskowegoNa jakość linii spawania ma wpływ temperatura materiału i grubość ścianki, a ślady zatopienia mogą być wadami spowodowanymi niewłaściwym użyciem tych czynników. W tym artykule przeanalizowano i omówiono kilka typowych wad formowania wtryskowego.
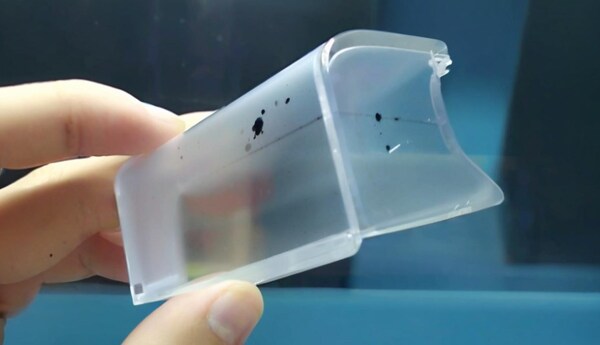
Przebarwienia produktu, czernienie, żółte smugi i czarne plamy
Analiza wad
PC ma dobrą odporność na ciepło. Podczas przetwarzania zwykłych materiałów PC jego temperaturę topnienia można ustawić na 240-300 ℃. Nawet jeśli pozostanie przez długi czas, na ogół nie ulegnie rozkładowi. Ale dlaczego odbarwienia często występują podczas produkcji niektórych produktów elektrycznych?
Dzieje się tak dlatego, że konkurencja na rynku jest obecnie bardzo ostra. Aby obniżyć koszty produkcji, większość producentów wykorzystuje materiały modyfikowane PC lub materiały pochodzące z recyklingu do produkcji średniej i niskiej klasy produktów elektrycznych. Niektórzy producenci używają nawet materiałów zmieszanych ze środkami zmniejszającymi palność, wypełniaczami itp. Ponieważ materiały te mają mieszane przepływy i wysokie wymagania dotyczące plastyfikacji, trudniej jest kontrolować proces, co powoduje różne problemy.
Rozwiązania
Aby rozwiązać powyższy problem, musimy wziąć pod uwagę i opracować środki zaradcze z następujących perspektyw:
Warunki procesu
Najważniejszą rzeczą do rozważenia jest temperatura topnienia. Ogólnie rzecz biorąc, temperatura bębna powinna być obniżana stopniowo, zwłaszcza temperatura pierwszych dwóch sekcji. Dla różnych materiałów stosowane są różne temperatury.
Na przykład, gdy polietylen (PE) jest używany do modyfikacji PC w celu produkcji dużych urządzeń elektrycznych, temperatura beczki powinna być generalnie kontrolowana w temperaturze około 230°C; gdy ABS lub PS jest używany do modyfikacji PC w celu produkcji małych komponentów elektrycznych, takich jak przełączniki i gniazda, temperatura beczki powinna być generalnie kontrolowana w temperaturze około 250°C; a gdy PBT jest używany do modyfikacji PC w celu produkcji produktów oświetleniowych, temperatura beczki powinna być generalnie kontrolowana w temperaturze około 280°C.
Oczywiście ostateczny wybór temperatury formowania musi również uwzględniać takie aspekty, jak kształt produktu, rozmiar, struktura formy i wymagania dotyczące wydajności produktu. Po drugie, surowce powinny być w pełni wysuszone, aby zmniejszyć możliwość katalitycznego pękania gorącego stopu.

Ponadto, jeśli prędkość ślimaka jest zbyt duża, przeciwciśnienie jest zbyt wysokie, szybkość wtrysku jest zbyt duża, a otwór dyszy, prowadnica i rozmiar zasuwy są zbyt małe, stopiony materiał będzie generował wysokie ciepło ścinania, powodując pękanie stopionego PC i łatwo jest, aby gaz w gnieździe formy nie został odprowadzony na czas, powodując miejscowe oparzenia i czernienie produktu.
Sprzęt
Ponieważ stopiony PC ma wysoką lepkość i słabą płynność, wymaga wysokiego ciśnienia wtrysku. Stopiony PC ma silną siłę wiązania z metalem, a produkty jego rozkładu są wysoce korozyjne dla metalu. Dlatego przy wyborze sprzętu do przetwarzania wymagane jest stosowanie małych lub specjalnie zaprojektowanych, chromowanych śrub. Układ plastyfikujący nie może mieć martwych narożników, martwego materiału, szczelin, pęknięć itp.
Jeśli warunki procesu są dobre, ale stopiony produkt jest odbarwiony podczas wtrysku powietrza, oznacza to, że występuje problem z układem plastyfikującym. Czasami produkt zmienia kolor w dwóch lub trzech formach jednocześnie. Jest to najczęściej związane z obecnością martwego materiału w układzie plastyfikującym.

Gdy produkty rozkładu PC przekroczą pewną ilość, mają swój własny efekt katalityczny, powodując duży obszar rozkładu stopu, zwłaszcza tworzyw sztucznych z dodatkiem środków zmniejszających palność. Wymaga to znalezienia martwych punktów materiału, takich jak przyklejone śruby, kolba, lufa itp., które należy rozwiązać poprzez czyszczenie, naprawę i polerowanie.
Materiały i metody działania
Jeśli po włączeniu urządzenia widoczne są czarne plamy, jest to prawdopodobnie spowodowane materiałem pozostawionym w bębnie. Należy więc zwrócić uwagę na metodę obsługi. Jeśli używasz PC jako materiału w cylindrze przed włączeniem maszyny, musisz wyczyścić cylinder 3-4 razy nowym materiałem w temperaturze formowania (wtrysk do powietrza).
W przypadku korzystania z innych materiałów, zwłaszcza materiałów o słabej stabilności termicznej, takich jak PVC, POM itp., nie można zwiększyć temperatury po włączeniu urządzenia i nie można wyczyścić cylindra za pomocą materiałów PC. Do czyszczenia materiału w niższej temperaturze można używać tylko materiałów o dobrej stabilności termicznej, takich jak PS, PE itp.

Po oczyszczeniu, należy podnieść temperaturę beczki do normalnej temperatury przetwarzania PC, a następnie oczyścić ją materiałem PC przed przetwarzaniem. Podczas przetwarzania, jeśli produkcja musi zostać tymczasowo zatrzymana, temperatura beczki musi zostać obniżona do poniżej 160°C w celu izolacji (ponieważ temperatura zeszklenia PC wynosi 160°C), aby uniknąć przebarwień spowodowanych rozkładem materiału w czasie.
Po zakończeniu zadania produkcyjnego bęben można oczyścić materiałami o dobrej stabilności termicznej, takimi jak PS i PE, a maszynę można zatrzymać po opróżnieniu. Jeśli podczas produkcji wystąpi przebarwienie, najpierw sprawdź, czy nie ma problemu z materiałem. Czy zmieszane są inne materiały i ciała obce? Czy występuje problem z jakością nowego materiału? Czy materiał bramy jest kwalifikowany? Czy metoda mieszania jest prawidłowa?
Po wykluczeniu wszystkich innych możliwości należy poszukać innych przyczyn. Innym powodem jest to, że zanieczyszczenie środowiska jest stosunkowo poważne, takie jak dużo pyłu unoszącego się w powietrzu, pleśń jest zanieczyszczona, filtr samowyładowczy nie działa i pochłania więcej cząstek kurzu.
Wymaga to, aby warsztat przetwórczy był zawsze utrzymywany w czystości, czysty i uporządkowany. Najlepiej jest przykryć wlot i wylot powietrza leja drobną gazą, co jest bardzo konieczne przy przetwarzaniu produktów przezroczystych.
Na produkcie pojawiają się srebrne smugi, pęcherzyki i pęcherzyki próżniowe
Analiza wad
Srebrne smugi, pęcherzyki i pęcherzyki próżniowe na produkcie to powszechne wady materiałów PC. Istnieje wiele przyczyn tych defektów, więc trudno jest je ocenić i wyeliminować. Srebrne smugi (lub smugi gazowe) to defekty na powierzchni produktu spowodowane zakłóceniami gazowymi podczas procesu napełniania. Gazy te to głównie para wodna, powietrze, gaz rozkładowy i gazowy rozpuszczalnik, przy czym para wodna, gaz rozkładowy i powietrze są najbardziej powszechne.
Gdy ciśnienie w formie przekroczy określony limit, wnęka formy traci ciśnienie po formowaniu wtryskowym, a gaz w pobliżu powierzchni produktu ulatnia się, pozostawiając za sobą serię małych i dużych pęcherzyków, które mienią się pod światło, zgodnie z kierunkiem przepływu materiału. Nazywamy to srebrnymi smugami lub smugami gazowymi.
W rzeczywistości gaz jest zawsze obecny podczas Proces formowania wtryskowegoi duża jego część pozostaje w tworzywie sztucznym. Gdy ciśnienie w formie jest wystarczająco wysokie, a zawartość gazu nie przekracza pewnego limitu, gaz rozpuszcza się w plastiku w stanie rozproszonym, ale gdy ciśnienie w formie nie jest wystarczająco wysokie, a zawartość gazu przekracza pewien limit, gazy te wydostają się ze stopionego plastiku i wychodzą na powierzchnię produktu, tworząc srebrne smugi. Utkną w grubej ściance i staną się pęcherzykami.

Niezależnie od tego, czy są to srebrne smugi na powierzchni produktu, czy pęcherzyki w ściance produktu, może to być wynikiem działania jednego z czterech gazów lub wynikiem wspólnego działania kilku gazów. Ma to wiele wspólnego z czynnikami takimi jak surowce, formy, układy plastyfikujące, dostosowanie parametrów procesu, a nawet zmiany pogody (zwłaszcza zmiany wilgotności). Problem ten jest więc bardziej skomplikowany. Jednak w każdym przypadku problem i rozwiązanie powinny koncentrować się na gazie, czyli na tym, jak kontrolować zawartość gazu.
Para wodna
Jeśli na powierzchni produktu widoczne są losowo rozrzucone pęcherzyki, prawdopodobnie jest to para wodna. Materiał topliwy PC jest bardzo wrażliwy na wilgoć i wymaga zawartości wilgoci mniejszej niż 0,02%. Tak więc, aby kontrolować zawartość wilgoci, materiał musi być w pełni wysuszony. Ogólnie rzecz biorąc, temperatura suszenia materiału PC wynosi około 120 ℃, a czas suszenia wynosi około 4 godzin.

Czas ten nie powinien być zbyt długi. Jeśli przekracza 10 godzin, materiał łatwo ulega zniszczeniu, zwłaszcza materiał z dodatkiem środka zmniejszającego palność nie powinien być suszony zbyt długo. Najlepszą metodą suszenia jest suszarka osuszająca, która nie ma wpływu na materiał. Aby sprawdzić, czy efekt suszenia jest dobry, można użyć metody wtrysku powietrza, aby sprawdzić, czy wyrzucany materiał jest ciągły, gładki i nie emituje białego gazu.
Powietrze
Jeśli cząsteczki pęcherzyków są bardzo drobne i gęste, są one głównie rozmieszczone wokół bramki produktu, tworząc promieniste lub wachlarzowe wzory, które są głównie spowodowane przez powietrze:
Powietrze zawarte w materiale.
W przypadku większej liczby materiałów, z których wykonana jest brama, a rozmiary cząstek są bardzo zróżnicowane, łatwo jest porwać powietrze. W związku z tym, podczas korzystania z materiałów bramy, najlepiej jest odfiltrować proszek. Jeśli przeciwciśnienie jest zbyt niskie podczas topienia, a prędkość ślimaka jest zbyt wysoka, ślimak będzie cofał się zbyt szybko, a powietrze będzie łatwo wypychane do przedniego końca cylindra wraz z materiałem.
Dlatego ogólnie zaleca się maksymalne wydłużenie czasu topienia podczas chłodzenia, co jest bardzo pomocne w poprawie jakości plastyfikacji.
Jeśli temperatura sekcji wyładowczej materiału nie jest dobrze kontrolowana, temperatura jest zbyt wysoka, co spowoduje przedwczesne stopienie części materiału i zablokowanie przejścia powietrza do wyjścia z portu wyładowczego; jeśli temperatura jest zbyt niska, podgrzewanie wstępne jest niewystarczające, co powoduje, że część granulek wchodzi do sekcji homogenizacji i jest owinięta powietrzem.

Ponadto, zbyt duży luz spowoduje również wdychanie powietrza. W powyższej sytuacji regulacja prędkości obrotowej śruby, ciśnienia wstecznego i ciśnienia wstecznego może ogólnie rozwiązać problem.
Wydech podczas napełniania formy.
Aby materiały PC o wysokiej lepkości płynnie wypełniały formę, zwykle trzeba zwiększyć temperaturę stopu i ciśnienie wtrysku. Gdy stopiony materiał ma wysoką temperaturę i wysokie ciśnienie, jeśli zostanie szybko wstrzyknięty, nagle przejdzie przez wąski kanał przepływu i trafi do wnęki formy z dużą ilością wolnej przestrzeni.

W ten sposób gaz, który wydostaje się ze stopionego tworzywa, zabiera ze sobą powietrze w kanale przepływu i wnęce formy, co pozwala uzyskać stan wtrysku z dużą prędkością. Na powierzchni skondensowanego tworzywa sztucznego widoczne są ślady rozproszonego przepływu powietrza, co nazywane jest wzorem gazowym.
Ponadto, jeśli w gnieździe formy znajduje się wiele narożników, różnica grubości jest zbyt duża lub istnieje wiele wkładek, a pozycja bramy nie jest prawidłowa, stopiony materiał wpadnie do wnęki formy, wymiesza powietrze w formie, tworząc wir, a wzory gazowe utworzą się w niektórych częściach, takich jak przełącznik i panel gniazd formowanych produktów elektrycznych.

Ponieważ gniazda, interfejsy i przełączniki są skoncentrowane w jednej części, taka sytuacja często ma miejsce. Rozwiązaniem tej wady jest modyfikacja formy, wzmocnienie wylotu formy i optymalizacja położenia bramy z jednej strony; z drugiej strony, zmniejszenie szybkości napełniania, zwłaszcza szybkości wtrysku części wzoru gazowego.
Gaz rozkładowy
Ponieważ materiały PC muszą być formowane w wysokich temperaturach, pewien rozkład jest nieunikniony. Podobnie jak w przypadku przebarwień wspomnianych powyżej, głównym powodem generowania gazu rozkładowego jest zbyt wysoka temperatura topnienia. Na przykład, temperatura bębna jest ustawiona zbyt wysoko lub cewka grzewcza bębna jest poza kontrolą.
Spirala grzewcza powinna być sprawdzana sekcja po sekcji, zaczynając od dyszy, aby obniżyć temperaturę beczki; stopiony materiał pozostaje w beczce zbyt długo (np. przy użyciu dużego sprzętu do produkcji małych produktów, ilość poduszki jest zbyt duża), cykl formowania jest zbyt długi lub nieświeży materiał w beczce i materiał przechowywany w martwym rogu ulegają rozkładowi z powodu długotrwałego ogrzewania.
Lub stop jest poddawany silnemu ścinaniu w cylindrze, na przykład stopień sprężania ślimaka jest zbyt duży, prędkość ślimaka jest zbyt wysoka, a przeciwciśnienie jest zbyt duże, co również spowoduje rozkład.
Ponadto, jeśli otwór dyszy jest zbyt mały, brama formy i prowadnica są zbyt małe, a opór wnęki jest duży, przechodzący stop może ulec rozkładowi z powodu lokalnego przegrzania spowodowanego tarciem. Dlatego podczas przetwarzania materiałów PC otwór dyszy, brama i wymiary prowadnicy są duże, rowek wylotowy powinien być głęboki i nie nadaje się do wytwarzania produktów cienkościennych.
Innym ważnym powodem jest to, że sam komputer jest niskiej jakości i łatwo się rozkłada. Jest to często ignorowane przez użytkowników, a problem jest spychany na formy i sprzęt do przetwarzania, przez co nie można znaleźć właściwego rozwiązania problemu.

Rozpuszczalnik gazowy
Gaz rozpuszczalnikowy jest głównie związany z jakością pracy w produkcji, taką jak nieczyste czyszczenie beczek i nadmierne dodawanie dodatków. Większość gazu rozpuszczalnikowego można usunąć poprzez odpowiednie suszenie i nie ma on dużego wpływu na oznaczenia gazu.
Czasami trudno jest stwierdzić, czy punkty pęcherzyków wewnątrz przezroczystych produktów są pęcherzykami, czy pęcherzykami próżniowymi. Ogólnie rzecz biorąc, jeśli punkty pęcherzyków występują po otwarciu formy, a objętość nie zmienia się zbytnio po dłuższym przechowywaniu, jest to pęcherzyk spowodowany interferencją gazu; jeśli pojawia się i powiększa podczas procesu wyjmowania z formy i chłodzenia, jest to pęcherzyk próżniowy.
Pęcherzyki próżniowe tworzą się, gdy nie ma wystarczającej ilości materiału lub ciśnienia podczas napełniania formy. Forma chłodzi się szybko, więc stopiony materiał dotykający ścianki formy zestala się jako pierwszy. Następnie materiał w środku stygnie i kurczy się, co powoduje zmniejszenie objętości i powstanie pustego miejsca lub pęcherzyka.

Rozwiązania
Zwiększenie ciśnienia wtrysku, czasu wtrysku i ilości materiału
Dostosuj temperaturę stopu: Gdy pęcherzyk próżniowy znajduje się daleko od bramki, należy zwiększyć temperaturę topnienia, aby zapewnić płynny przepływ stopu, a ciśnienie może być przenoszone na część znajdującą się daleko od bramki; gdy pęcherzyk próżniowy znajduje się blisko bramki, temperaturę topnienia można obniżyć, aby zmniejszyć skurcz;
Odpowiednio zwiększyć temperaturę formy, zwłaszcza temperaturę lokalnej części, w której tworzy się pęcherzyk próżniowy.
Umieść bramę w grubościennej części produktu, aby poprawić warunki przepływu dyszy, prowadnicy i bramy oraz warunki wylotowe formy; skróć czas chłodzenia produktu w formie, a jeśli to konieczne, umieść produkt w gorącej wodzie w celu powolnego chłodzenia; produkty formowane z bramami punktowymi można formować powoli i w niskiej temperaturze, aby rozwiązać problem pęcherzyków próżniowych, a rozmiar prowadnicy można zwiększyć, gdy na prowadnicy występują pęcherzyki próżniowe.

Ponadto podczas procesu produkcyjnego stwierdzono, że w grubościennej części produktu PC wkrótce po rozformowaniu pojawiły się pęcherzyki powietrza. Było to spowodowane niewystarczającym chłodzeniem, które spowodowało rozszerzenie się wewnętrznego gazu w PC.
Ogólnie rzecz biorąc, w celu rozwiązania problemu można zastosować takie środki, jak wydłużenie czasu chłodzenia, wzmocnienie efektu chłodzenia, zwiększenie ciśnienia i czasu utrzymywania oraz opóźnienie rozkładu PC.
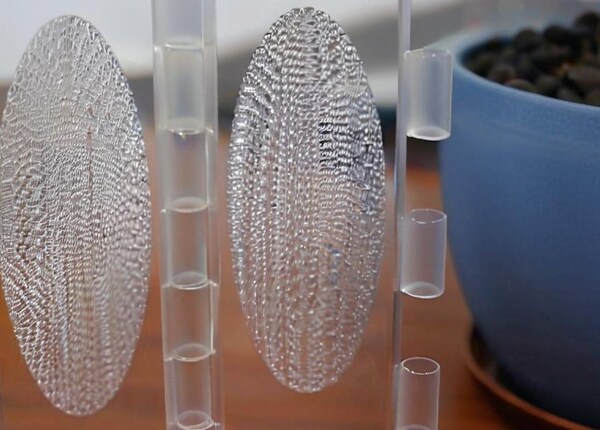
"Odcisk palca" na produkcie
Analiza wad
Ponieważ stopiony PC ma wysoką lepkość i słabą płynność, jest bardziej prawdopodobne, że wystąpi zjawisko "odcisku palca". "Odcisk palca" jest tak nazywany, ponieważ wygląda jak ludzki odcisk palca. Zjawisko to jest czasami nazywane falami, wzorami wibracji lub wzorami wibracji, co oznacza, że jego wzory przypominają te utworzone przez kamień spadający na spokojną powierzchnię wody. Głównym powodem ich występowania jest zbyt wysoka lepkość stopionego PC.
Gdy ciśnienie wtrysku i szybkość wtrysku są niskie, stopiony materiał wypełnia formę w postaci zastoju. Gdy przedni stopiony materiał zetknie się z zimną powierzchnią formy, szybko skrapla się i kurczy, a gorący stopiony materiał z tyłu rozszerza skurczony zimny materiał pod ciśnieniem i kontynuuje ruch do przodu. Proces ten odbywa się naprzemiennie, tworząc pionowe linie faliste w kierunku przepływu materiału.
Rozwiązania
Zwiększenie temperatury
Aby zwiększyć temperaturę, należy głównie zwiększyć temperaturę dyszy, temperaturę przedniej części cylindra i temperaturę formy, zwłaszcza temperaturę w miejscu powstawania pofałdowań. Ma to na celu zmniejszenie lepkości stopu PC i poprawę płynności stopu. Ponadto, jeśli produkt jest stosunkowo precyzyjny i ma surowe wymagania dotyczące wyglądu, konieczne jest dodanie regulatora temperatury formy, aby dokładnie kontrolować temperaturę formy na poziomie około 120 ℃.

Zwiększenie szybkości wtrysku i ciśnienia wtrysku
Zwiększenie szybkości wtrysku i ciśnienia wtrysku ma głównie na celu zwiększenie szybkości przepływu stopu w "odcisku palca" i zapobieganie przepływowi stopu w postaci zastoju. Jeśli "odcisk palca" jest generowany w środku produktu lub daleko od pozycji bramy, należy zastosować wtrysk wieloetapowy, aby dostosować szybkość wtrysku sekcja po sekcji.
Modyfikacja formy
Zmień formę głównie w celu zmniejszenia oporu stopionego materiału podczas napełniania, np. zwiększając rozmiar prowadnicy i zasuwy; zwróć uwagę na polerowanie otworu dyszy i prowadnicy; zwiększ rowek wylotowy i szczelinę; ustaw wkładki i wyrzutniki powietrza; popraw stan wylotu formy; ustaw wystarczająco dużą pułapkę zimnego materiału, aby zmniejszyć opór przepływu przedniego zimnego materiału.
Na produkcie pojawiają się ślady turbulencji
Analiza wad
Ślady turbulencji to nieregularne linie przepływu, które są wyśrodkowane na bramce w produktach PC. W przeciwieństwie do linii "odcisków palców", ślady turbulencji pojawiają się w kierunku przepływu materiału, a nie prostopadle do kierunku przepływu materiału. Powodem może być to, że stopiony materiał wtryskiwany do wnęki formy jest poddawany dużym uderzeniom, co sprawia, że jest lepki i śliski na zimnej formie.

Rozwiązania
Podnieś temperaturę stopu, aby zapobiec zbyt szybkiemu chłodzeniu stopu; podnieś temperaturę formy, szczególnie w obszarze, w którym znajdują się ślady przepływu, aby zapobiec przesuwaniu się stopu w formie, zanim będzie gotowy; użyj wtrysku wieloetapowego, aby spowolnić szybkość wtrysku i ciśnienie w obszarze, w którym znajdują się ślady przepływu; zmień lokalizację bramy, aby zmienić sposób przepływu stopu;
Upewnij się, że zimny materiał jest ciasno upakowany, aby nie ślizgał się w formie; Używaj materiałów, które dobrze płyną, aby stopiony materiał płynnie wypełniał formę.
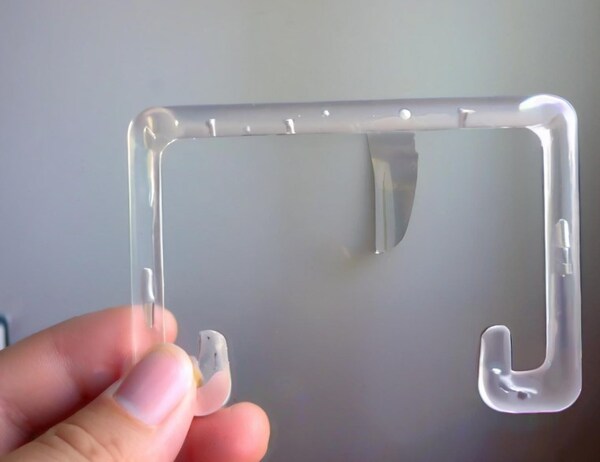
W produkcie pojawiają się plamy zimnego materiału
Analiza wad
Plamy zimnego materiału są częstą wadą bramek produktów PC. Dzieje się tak, gdy produkt ma mgliste lub jasne plamy w pobliżu bramki lub zakrzywioną bliznę przypominającą dżdżownicę przyklejoną do powierzchni produktu od strony bramki.
Głównym powodem jego powstawania jest przesuwanie się zimnego materiału z przodu stopionego materiału wchodzącego do gniazda formy lub zimny materiał wciśnięty później do gniazda formy z powodu nadmiernego utrzymywania ciśnienia. Przedni materiał przenosi ciepło, ponieważ dysza styka się z zimnym szablonem lub efektem chłodzenia kanału. Po wejściu do wnęki formy następuje wypchnięcie gorącego stopionego materiału, więc powstają zimne plamy materiału.

Plamy zimnego materiału będą rozprzestrzeniać się na cieńszych produktach i staną się mętnymi plamami przypominającymi dym lub pastę, podczas gdy na swobodnie płynących produktach o grubych ściankach pozostanie zakrzywiona blizna w kształcie dżdżownicy. Jeśli chodzi o zimne plamy materiału powstałe w wyniku nadmiernego utrzymywania ciśnienia, jest to spowodowane długim czasem utrzymywania ciśnienia. Gdy ciśnienie utrzymywania ciśnienia jest zbyt wysokie, zimny materiał na prowadnicy i bramie jest nadal wyciskany do produktu. Ten rodzaj zimnego materiału często tworzy okrągły jasny punkt na małym obszarze w pobliżu bramki.
Innym typem jest to, że stopiony materiał szybko wciska się w małą bramę i powoduje pęknięcie stopu wokół bramy lub na bramie pojawiają się jasne plamy przypominające dym lub światło z powodu interferencji gazu w formie. Plamy zimnego materiału nie tylko pogarszają widoczną jakość produktu, ale także wpływają na efekt kolejnych procesów, takich jak natryskiwanie lub galwanizacja, a także w różnym stopniu zmniejszają wytrzymałość mechaniczną produktu.
Rozwiązania
Zwiększ temperaturę cylindra i dyszy oraz zwiększ temperaturę formy, aby zmniejszyć wpływ zimnego materiału; zwolnij szybkość wtrysku i zwiększ ciśnienie wtrysku, aby uniknąć pęknięcia stopu lub zakłóceń spowodowanych gazem w formie; dostosuj czas wtrysku i czas utrzymywania, aby uniknąć przepełnienia; rozsądna konstrukcja bramy formy może z wyprzedzeniem zmniejszyć lub uniknąć tworzenia się zimnych plam materiału.

Tradycyjną i skuteczną metodą jest otwarcie studni zimnego materiału na końcu kanału przepływowego, tak aby przedni materiał został uwięziony w studni i nie dostał się do wnęki formy. Oprócz ustawienia studni zimnego materiału, niektóre formy muszą również wziąć pod uwagę racjonalność formy, rozmiaru i położenia bramy; wzmocnić wydech formy; usunąć zanieczyszczenia z materiału, wzmocnić efekt suszenia materiału, zmniejszyć lub wymienić smar i użyć jak najmniejszej ilości środka antyadhezyjnego.
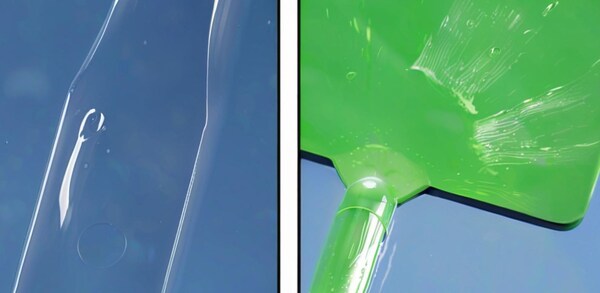
Naprężenia wewnętrzne produktów przezroczystych
Analiza wad
Podczas produkcji przezroczystych produktów PC, takich jak okulary przeciwsłoneczne, szyby przednie, maski na oczy i inne części, często okazuje się, że produkty są zdeformowane, astygmatyczne, mają słabą przezroczystość i pękają. Wynika to głównie z wewnętrznych naprężeń wewnątrz produktu. W rzeczywistości wewnętrzne naprężenia występują również w produktach nieprzezroczystych, ale nie jest to oczywiste.
Naprężenia wewnętrzne to naprężenia, które występują wewnątrz tworzywa sztucznego z powodu złego formowania, zmian temperatury itp. bez żadnej siły zewnętrznej. Dzieje się tak, gdy cząsteczki plastiku ulegają rozciągnięciu, a następnie zamarzają w produkcie. Naprężenia wewnętrzne w produktach z tworzyw sztucznych mogą wpływać na właściwości mechaniczne i wydajność produktów, powodując ich wypaczanie, odkształcanie, a nawet powstawanie niewielkich pęknięć; mogą również powodować, że produkty wyglądają źle i stają się mętne.

Stres wewnętrzny może również powodować Produkty formowane wtryskowo ma wyższe właściwości mechaniczne w kierunku przepływu, ale niższą wytrzymałość w kierunku prostopadłym do przepływu, co skutkuje nierównomierną wydajnością produktu, co wpływa na jego użytkowanie. W szczególności, gdy produkt jest podgrzewany lub w kontakcie z rozpuszczalnikami organicznymi, przyspiesza to jego pękanie.
Wewnętrzne naprężenia w produktach PC są głównie spowodowane naprężeniami orientacyjnymi i naprężeniami temperaturowymi, a czasami są związane z niewłaściwym rozformowywaniem.
Stres związany z orientacją
Po zorientowaniu makrocząsteczek wewnątrz produktu formowanego wtryskowo łatwo jest wytworzyć naprężenia wewnętrzne, powodując koncentrację naprężeń. Podczas formowania wtryskowego stopiony materiał szybko się ochładza, a lepkość stopu jest wyższa w niższej temperaturze. Zorientowane cząsteczki nie mogą się w pełni rozluźnić. Generowane w ten sposób naprężenia wewnętrzne wpływają na właściwości mechaniczne i stabilność wymiarową produktu. Dlatego temperatura topnienia ma największy wpływ na naprężenia orientacyjne. Gdy temperatura topnienia wzrasta, lepkość stopu spada, a tym samym naprężenie ścinające i orientacja maleją.

Ponadto relaksacja naprężeń orientacyjnych jest wyższa w wysokiej temperaturze stopu, ale gdy lepkość spada, ciśnienie przenoszone do gniazda formy przez ślimak wtryskarki wzrasta, co może zwiększyć szybkość ścinania i prowadzić do wzrostu naprężeń orientacyjnych. Jeśli czas przetrzymywania jest zbyt długi, naprężenie orientacyjne wzrasta; zwiększenie ciśnienia wtrysku spowoduje również wzrost naprężenia orientacyjnego ze względu na wzrost naprężenia ścinającego i szybkości ścinania. Grubość produktu również wpływa na naprężenia wewnętrzne.
Naprężenie orientacyjne zmniejsza się wraz ze wzrostem grubości produktu, ponieważ grubościenny produkt chłodzi się powoli, stopiony materiał chłodzi się i relaksuje przez długi czas w gnieździe formy, a zorientowane cząsteczki mają wystarczająco dużo czasu, aby powrócić do stanu losowego. Jeśli temperatura formy jest wysoka, a stopiony materiał stygnie powoli, naprężenie orientacyjne można zmniejszyć.
Stres temperaturowy
Podczas wtryskiwania tworzywa sztucznego różnica temperatur między temperaturą stopu a temperaturą formy jest duża, więc stop w pobliżu ścianki formy stygnie szybciej, co powoduje nierównomierne naprężenia w produkcie. Ponieważ PC ma dużą pojemność cieplną właściwą i małą przewodność cieplną, powierzchnia produktu stygnie znacznie szybciej niż jego wnętrze.

Gdy produkt stygnie, zestalona powłoka na powierzchni powstrzymuje wnętrze przed swobodnym kurczeniem się, co powoduje, że wewnątrz występuje naprężenie rozciągające, a na zewnątrz naprężenie ściskające. Im większe naprężenie wynikające z kurczenia się tworzyw termoplastycznych, tym mniejsze naprężenie wynikające z zagęszczania w formie, czyli im krótszy czas utrzymywania i niższe ciśnienie utrzymywania, co może znacznie zmniejszyć naprężenie wewnętrzne.
Kształt i rozmiar produktu mają również duży wpływ na naprężenia wewnętrzne. Im większy jest stosunek powierzchni do objętości produktu, tym szybciej powierzchnia stygnie i tym większe są naprężenia orientacyjne i temperaturowe. Naprężenie orientacyjne jest generowane głównie w cienkiej warstwie powierzchniowej produktu. Dlatego można uznać, że naprężenie orientacyjne powinno wzrastać wraz ze wzrostem stosunku powierzchni produktu do jego objętości.
Jeśli grubość produktu jest nierówna lub produkt ma metalowe wkładki, łatwo jest wygenerować naprężenia orientacyjne, więc wkładki i bramy powinny być ustawione na grubej ściance produktu. Z powyższej analizy widać, że ze względu na właściwości strukturalne tworzyw sztucznych i ograniczenia warunków procesu formowania wtryskowego niemożliwe jest całkowite uniknięcie naprężeń wewnętrznych. Jedynym sposobem jest zminimalizowanie naprężeń wewnętrznych lub próba ich równomiernego rozłożenia w produkcie.

Rozwiązania
Temperatura wtrysku ma duży wpływ na naprężenia wewnętrzne produktu. Tak więc temperatura cylindra powinna być odpowiednio zwiększona, aby upewnić się, że materiał jest dobrze uplastyczniony, a części są jednolite, aby zmniejszyć skurcz i naprężenia wewnętrzne; temperatura formy powinna być zwiększona, aby produkt powoli się ochładzał, aby rozluźnić zorientowane cząsteczki i zmniejszyć naprężenia wewnętrzne.
Jeśli ciśnienie wtrysku jest zbyt wysokie, cząsteczki tworzywa sztucznego będą bardziej zorientowane, a siła ścinająca będzie większa, tak że cząsteczki tworzywa sztucznego zostaną ułożone w kolejności, a naprężenie orientacyjne produktu wzrośnie. Dlatego należy starać się stosować niższe ciśnienie wtrysku; jeśli czas utrzymywania jest zbyt długi, ciśnienie w formie wzrośnie ze względu na efekt kompensacji ciśnienia, stopiony materiał wytworzy wyższy efekt wytłaczania, stopień orientacji molekularnej wzrośnie, a wewnętrzne naprężenie produktu wzrośnie. Dlatego czas przetrzymywania nie powinien być zbyt długi.
Wpływ szybkości wtrysku na naprężenia wewnętrzne części formowanych wtryskowo jest znacznie mniejszy niż wpływ temperatury, ciśnienia i innych czynników. Najlepiej jednak stosować wtrysk ze zmienną prędkością, czyli szybkie napełnianie formy. Gdy wnęka formy jest pełna, należy użyć niskiej prędkości. Z jednej strony, wtrysk ze zmienną prędkością ma szybki proces wypełniania formy i zmniejsza ślady spoin; z drugiej strony, utrzymywanie niskiej prędkości może zmniejszyć orientację molekularną.

Rozsądne ustawienie bramy. W przypadku produktów płaskich należy w miarę możliwości używać bramek w kształcie szczeliny i wachlarza; urządzenie wyrzucające powinno być zaprojektowane tak, aby wyrzucało na dużym obszarze; nachylenie rozformowywania powinno być duże; w miarę możliwości należy używać lepszych materiałów (mniej zanieczyszczeń i większa masa cząsteczkowa) i nie używać materiałów bramkowych.
Gdy produkt ma metalową wkładkę, materiał wkładki musi zostać wstępnie podgrzany (zazwyczaj do temperatury około 200°C), aby zapobiec generowaniu naprężeń wewnętrznych przez materiał metalowy i tworzywo sztuczne z powodu niespójnego współczynnika rozszerzalności liniowej. Punkt przejściowy musi zostać zmieniony za pomocą łuku.
Po rozformowaniu można pozbyć się naprężeń wewnętrznych poprzez obróbkę cieplną. Temperatura obróbki cieplnej wynosi około 120°C, a czas około 2 godzin. Istotą obróbki cieplnej jest sprawienie, aby segmenty łańcucha i ogniwa w cząsteczkach plastiku miały pewien stopień mobilności, rozluźnienie zamrożonego odkształcenia sprężystego i sprawienie, aby zorientowane cząsteczki powróciły do stanu losowego.

Podsumowanie
Ten artykuł dotyczy typowych problemów związanych z formowaniem wtryskowym poliwęglanu (PC) i sposobów ich rozwiązywania. Problemy te obejmują przebarwienia, srebrne smugi, pęcherzyki, pęcherzyki próżniowe, odciski palców, zimne plamy materiału i naprężenia wewnętrzne.
W artykule wyjaśniono przyczyny każdego problemu, takie jak proces, materiał i maszyna, a także sposoby jego rozwiązania, takie jak zmiana temperatury, ciśnienia, prędkości wtrysku i formy. W artykule napisano, że należy Proces formowania wtryskowego i materiałów, aby tworzyć lepsze produkty PC.







