 Overslaan naar inhoud
Overslaan naar inhoud 
Stereolithografie (SLA) 3D printdiensten
Maak gebruik van precisie met Stereolithografie (SLA) 3D printen. Ontdek vandaag nog kwaliteit en innovatie.

De complete gids voor Stereolithografie (SLA) 3D printen
Wat is SLA 3D printen en waarom is het belangrijk?
Stereolithografie, beter bekend als SLA, is een krachtig additief productieproces dat behoort tot de familie van fotopolymerisatie in vaten. Het werd in de jaren 80 uitgevonden door Chuck Hull en was de allereerste gecommercialiseerde 3D printtechnologie die de basis legde voor de hele industrie. Het kernprincipe van SLA is het gebruik van een geconcentreerde straal ultraviolet (UV) licht, meestal een laser, om een vloeibare fotopolymeerhars selectief uit te harden en laag voor laag te laten stollen, waardoor een driedimensionaal object wordt opgebouwd op basis van een digitaal ontwerp.
In de kern is SLA een fotochemisch proces. Het begint met een vat vloeibare, UV-gevoelige fotopolymeerhars. Een UV-laser, nauwkeurig geleid door een systeem van spiegels, galvanometers genaamd, tekent de geometrie van de doorsnede van een enkele laag van een 3D-model op het oppervlak van deze hars. De gefocuste UV-energie veroorzaakt een chemische reactie - polymerisatie - waardoor de vloeibare hars onmiddellijk verandert in een vaste kunststof. Nadat één laag voltooid is, beweegt het bouwplatform een minuscuul beetje en herhaalt het proces zich tot het hele object gevormd is. Dankzij deze methode kan SLA onderdelen produceren met een detailniveau en oppervlaktekwaliteit waar veel andere technologieën niet aan kunnen tippen.
Waarom is SLA een hoeksteen van moderne productie?
SLA is belangrijk omdat het de industriestandaard zet voor high-fidelity prototypes en onderdelen. Het vermogen om elementen van slechts enkele tientallen micron te produceren met een ongelooflijk gladde, bijna spuitgietachtige oppervlakteafwerking maakt het onmisbaar voor toepassingen waar esthetiek en fijne details van het grootste belang zijn.
Van medische apparatuur tot consumentenelektronica, SLA is een essentieel hulpmiddel voor innovatie geworden. Het versnelt de productontwikkelingscyclus door snelle iteratie mogelijk te maken. Een ontwerper kan binnen enkele uren of dagen een fysiek onderdeel in handen hebben, in plaats van weken of maanden. Deze snelle feedbacklus zorgt ervoor dat betere, meer verfijnde producten sneller op de markt komen. De veelzijdigheid van de materialen, waaronder biocompatibele, gietbare en hoge-temperatuuropties, heeft nieuwe mogelijkheden geopend op gebieden zoals tandheelkunde, juwelen en gespecialiseerde engineering, waardoor de positie van deze technologie als een vitale, niet alleen historische, technologie is verstevigd.
- Visuele prototypes: Het stelt ontwerpers en technici in staat om realistische "look and feel" modellen te maken die het uiterlijk van het uiteindelijke product nauwkeurig weergeven.
- Vorm en pasvorm testen: De hoge nauwkeurigheid van SLA zorgt ervoor dat onderdelen gebruikt kunnen worden om assemblagespelingen en mechanische interfaces te controleren voordat er dure gereedschappen worden gebruikt.
- Complexe geometrieën: SLA kan ingewikkelde interne kanalen, complexe organische vormen en delicate vormen maken die onmogelijk te produceren zijn met traditionele subtractieve methoden zoals CNC-verspaning.
Hoe werkt SLA 3D printen stap voor stap?
Inzicht in het SLA-proces is essentieel om de mogelijkheden ervan te begrijpen. De reis van een digitaal bestand naar een fysiek object is een nauwgezette, zeer gecontroleerde opeenvolging van gebeurtenissen.
Stap 1: 3D model voorbereiden en uitsnijden:
Het proces begint met een digitaal 3D-model, meestal gemaakt in CAD-software (Computer-Aided Design). Bestandsformaat en snijden:
- Het model exporteren: Het CAD-model wordt geëxporteerd in een 3D-printbaar bestandsformaat, meestal STL (Standard Tessellation Language) of OBJ. Dit formaat geeft het oppervlak van het 3D-model weer als een netwerk van driehoeken.
- Snij-software: Het STL-bestand wordt vervolgens geïmporteerd in gespecialiseerde "slicing" software. Deze software "snijdt" het model digitaal in honderden of duizenden dunne, horizontale lagen.
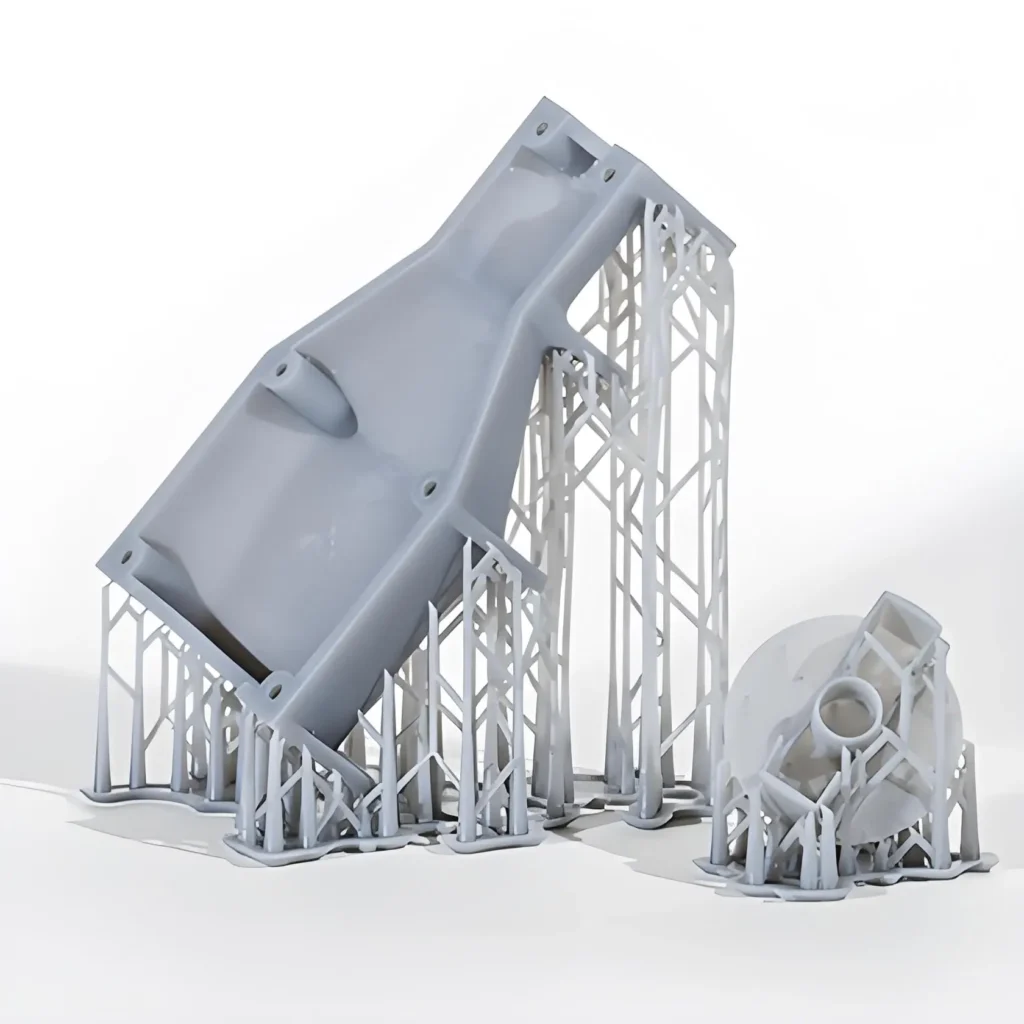
- Oriëntatie en ondersteuning: In dit stadium oriënteert de operator of ontwerper het onderdeel binnen het virtuele bouwvolume om de printtijd, oppervlaktekwaliteit en sterkte te optimaliseren. De software genereert dan automatisch de nodige ondersteuningsstructuren - dunne, rastervormige steunpilaren die het onderdeel verankeren aan het bouwplatform en overhangen en eilanden ondersteunen om te voorkomen dat ze wegzakken of loslaten tijdens het printen.

Stap 2: Machine instellen en materiaal voorbereiden:
Voordat het afdrukken kan beginnen, moet de SLA machine worden voorbereid. Pre-Print Checklist:
- Harsvat: De harstank, of kuip, wordt gevuld met de gekozen vloeibare fotopolymeerhars. Het is cruciaal om ervoor te zorgen dat er geen luchtbellen of uitgeharde deeltjes van eerdere afdrukken zijn.
- Platform bouwen: Het bouwplatform is veilig geïnstalleerd en nauwkeurig gekalibreerd om er zeker van te zijn dat het perfect waterpas staat en op de juiste starthoogte ten opzichte van het harsoppervlak.
- Bestand uploaden: Het gesneden bestand, dat nu de laag-voor-laag instructies (G-code) bevat, wordt naar de 3D-printer gestuurd.
Stap 3: De laag voor laag uithardingscyclus:
Dit is de kern van het SLA-printproces, dat voor elke laag van het object wordt herhaald. De afdruklus:
- Hechting van de eerste laag: Het bouwplatform zakt in de harskuip, waarbij een ruimte gelijk aan de laaghoogte (meestal 25-100 micron) tussen het platform en de bodem van de kuip overblijft.
- Laseruitharding: De uiterst nauwkeurige UV-laser wordt geactiveerd. Geleid door computergestuurde galvanometers scant hij snel de dwarsdoorsnede van de eerste laag, waardoor de hars die hij aanraakt stolt.
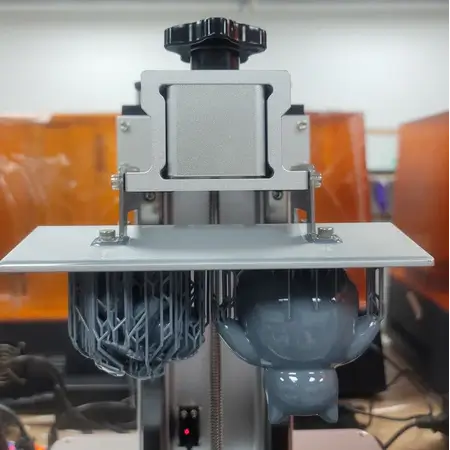
- Platformbeweging: Zodra de laag volledig is uitgehard, beweegt het bouwplatform omhoog (in de meeste moderne "omgekeerde" SLA-systemen), waarbij de nieuw gevormde vaste laag van de bodem van het vat wordt gehaald.
- Harscoating: Een overspuitmes of -mechanisme veegt over het vat om ervoor te zorgen dat er een verse, gladde en consistente laag vloeibare hars klaar is voor de volgende gang.
- Herhaling: Het bouwplatform zakt weer naar beneden en de laser hardt de volgende laag uit en versmelt deze met de laag eronder. Deze cyclus gaat door tot het onderdeel compleet is.
Stap 4: Onderdelen verwijderen en eerste reiniging:
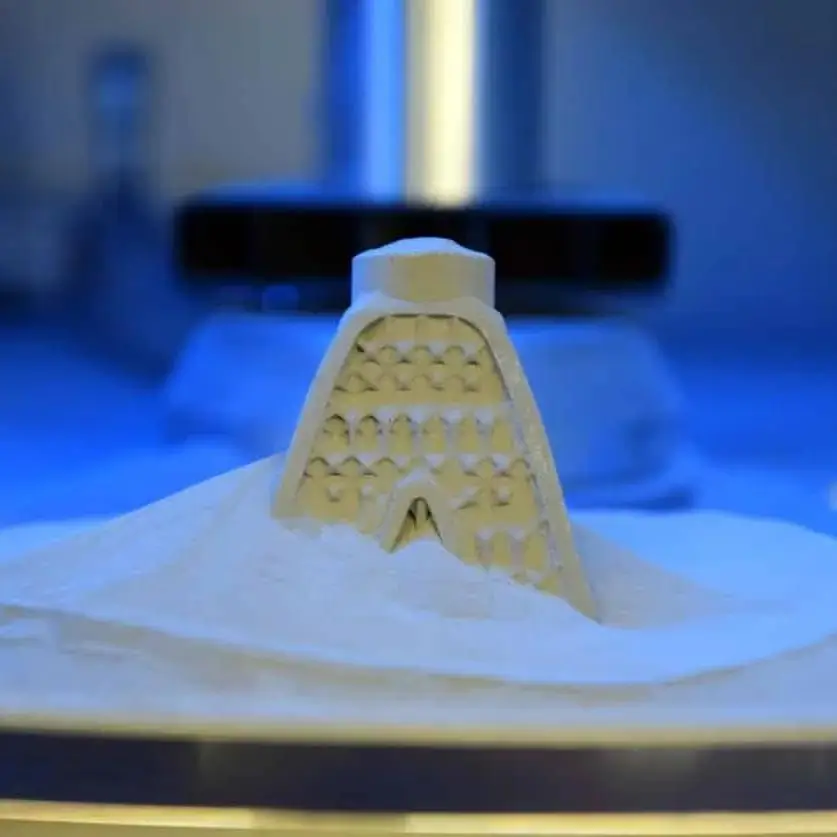
Als de laatste laag is geprint, komt het bouwplatform omhoog uit het vat met hars en wordt het afgewerkte onderdeel zichtbaar, dat nu een "groen" onderdeel wordt genoemd. Het is nog bedekt met niet-uitgeharde vloeibare hars en heeft zijn uiteindelijke mechanische eigenschappen nog niet bereikt. De operator verwijdert het onderdeel en de ondersteunende structuren voorzichtig van het bouwplatform, klaar voor de essentiële post-processing workflow.
Welke materialen worden gebruikt bij SLA printen?
De veelzijdigheid van SLA wordt grotendeels bepaald door het brede scala aan fotopolymeerharsen. Dit zijn thermohardende polymeren, wat betekent dat ze na uitharding niet meer kunnen worden gesmolten tot een vloeibare vorm. Elk type hars wordt geformuleerd met specifieke additieven om verschillende mechanische, thermische en visuele eigenschappen te verkrijgen.
1. Fotopolymeerharsen begrijpen:
SLA-harsen zijn complexe chemische mengsels. De hoofdbestanddelen zijn:
- Monomeren en oligomeren: De fundamentele bouwstenen van kunststof.
- Fotoinitiatoren: Moleculen die UV-licht absorberen en de polymerisatiereactie starten.
- Toevoegingen: Vulstoffen, pigmenten en andere chemicaliën die de eigenschappen van het uiteindelijke materiaal wijzigen (bijv. taaiheid, flexibiliteit, kleur, hittebestendigheid).
2. Gebruikelijke soorten SLA-harsen en hun toepassingen:
Standaard harsen:
- Eigenschappen: Dit zijn de universele werkpaarden van SLA. Ze bieden een extreem hoge resolutie, een zeer glad oppervlak en zijn uitstekend geschikt voor het vastleggen van fijne details. Ze zijn echter relatief bros en hebben een lage slagvastheid en thermische weerstand.
- Toepassingen: Ideaal voor visuele prototypes, conceptmodellen, kunst, beeldjes en onderdelen waarbij esthetiek belangrijker is dan mechanische prestaties.
② Technische harsen (taai en duurzaam):
- Eigenschappen: Geformuleerd om gangbare technische thermoplasten zoals ABS en PP te simuleren. Deze harsen bieden een superieure balans tussen sterkte, stijfheid en slagvastheid. "Harde" harsen zijn ontworpen om stress en spanning te weerstaan, terwijl "duurzame" harsen een hoge slijtvastheid en flexibiliteit bieden.
- Toepassingen: Functionele prototypes, mallen en opspansystemen, snap-fit behuizingen en onderdelen voor eindgebruik die robuuste mechanische prestaties vereisen.
Flexibele en elastische harsen:
- Eigenschappen: Deze materialen bootsen de eigenschappen van rubber of silicone na, met verschillende mate van flexibiliteit en elasticiteit gemeten aan de hand van de Shore hardheid (bv. 50A, 80A). Ze kunnen herhaaldelijk worden gebogen, uitgerekt en samengedrukt.
- Toepassingen: Pakkingen, afdichtingen, soft-touch handgrepen, wearables, anatomische modellen voor chirurgische simulatie en prototyping van elastomere producten.
Gietbare harsen:
- Eigenschappen: Deze gespecialiseerde hars is ontworpen met een hoog wasgehalte. De belangrijkste eigenschap is de schone "uitbranding" tijdens het gietproces - het verandert in as en gas met minimale resten wanneer het wordt verhit in een oven. Dit laat een perfecte holte achter in de gietvorm.
- Toepassingen: Het materiaal bij uitstek voor de juwelenindustrie (het maken van basispatronen voor ringen, hangers) en tandheelkunde (patronen voor kronen en bruggen).
Hoge temperatuur harsen:
- Eigenschappen: Deze harsen zijn ontworpen om een hoge HDT (Heat Deflection Temperature) te vertonen, dat is de temperatuur waarbij een materiaal begint te vervormen onder een specifieke belasting. Ze zijn bestand tegen temperaturen van meer dan 200°C (392°F) na uitharding.
- Toepassingen: Prototyping spuitgietmatrijzen (voor kleine series), hetelucht- en vloeistofstroomtestopstellingen, hittebestendige onderdelen en bevestigingen voor verlichting en elektronica.
Biocompatibele en medische harsen:
- Eigenschappen: Deze harsen zijn ontwikkeld voor medische en tandheelkundige toepassingen en zijn gecertificeerd voor biocompatibiliteit (bijv. ISO 10993) voor contact met huid of slijmvliezen. Ze zijn bestand tegen sterilisatiemethoden zoals autoclaveren.
- Toepassingen: Chirurgische handleidingen op maat, gehoorapparaten, tandheelkundige modellen, spalken en andere patiëntspecifieke medische hulpmiddelen. Strikte naleving van productie- en post-processingprotocollen is vereist.
Keramisch gevulde harsen:
- Eigenschappen: Dit zijn composietmaterialen waarbij de polymeerhars gevuld is met keramische deeltjes. Dit resulteert in onderdelen die uitzonderlijk stijf en thermisch stabiel zijn en een gladde, matte afwerking hebben. Ze zijn echter brosser dan andere technische harsen.
- Toepassingen: Onderdelen die extreme stijfheid en thermische stabiliteit vereisen en waarbij broosheid geen rol speelt, zoals windtunnelmodellen en gespecialiseerde opspansystemen.

Wat zijn de belangrijkste voordelen van SLA 3D printen?
De blijvende populariteit van SLA is te danken aan een unieke reeks voordelen die het de optimale keuze maken voor een breed scala aan toepassingen.
1. Ongeëvenaarde precisie en fijne details:
Het fundamentele voordeel van SLA ligt in de resolutie. De laserspot die gebruikt wordt in SLA printers is extreem klein (vaak 80-140 micron in diameter), waardoor het ongelofelijk fijne vormen en scherpe randen kan tekenen. Deze precisie is ongeëvenaard door de meeste andere printtechnologieën, met name FDM, waardoor SLA de gouden standaard is voor onderdelen met ingewikkelde details.
2. Uitzonderlijke oppervlakteafwerking:
Omdat SLA onderdelen maakt door een vloeistof uit te harden, zijn de resulterende oppervlakken uitzonderlijk glad en niet-poreus. De laagovergangen zijn vaak onzichtbaar voor het blote oog, waardoor het uiteindelijke onderdeel er net zo uitziet als een spuitgietproduct. Hierdoor is er geen uitgebreide nabewerking nodig om een hoogwaardige afwerking te verkrijgen, wat tijd en arbeid bespaart.
3. Materiaalveelzijdigheid voor gespecialiseerde toepassingen:
Zoals beschreven in het hoofdstuk over materialen, is het grote aantal beschikbare SLA-harsen een belangrijk voordeel. De mogelijkheid om te kiezen uit materialen die taai, flexibel, gietbaar, hittebestendig of biocompatibel zijn, betekent dat SLA niet alleen kan worden gebruikt voor prototyping, maar voor een groot aantal functionele, eindgebruikerstoepassingen in diverse industrieën.
4. Waterdichte en isotrope onderdelen:
Het chemische bindingsproces tussen lagen in SLA creëert volledig dichte, waterdichte onderdelen direct uit de printer. Bovendien resulteert deze sterke chemische binding in onderdelen die grotendeels isotroop zijn, wat betekent dat hun mechanische eigenschappen (zoals treksterkte) consistent zijn langs alle drie de assen (X, Y en Z). Dit staat in schril contrast met FDM, waar onderdelen anisotroop zijn en aanzienlijk zwakker langs de Z-as (tussen lagen). Deze isotropie maakt SLA onderdelen betrouwbaarder voor mechanische toepassingen.
5. Versnelde productontwikkelingscycli:
Voor het maken van een enkel high-fidelity prototype is SLA opmerkelijk snel. Het kan een complex digitaal ontwerp in één nacht omzetten in een tastbaar object. Dankzij deze snelheid kunnen ontwerpteams snelle iteraties uitvoeren: een onderdeel printen, testen, wijzigingen in het ontwerp aanbrengen en de volgende versie printen in een continue lus. Dit verkort de ontwikkelingstijd drastisch, vermindert het risico op dure gereedschapsfouten en leidt uiteindelijk tot betere producten.

Wat zijn de beperkingen of uitdagingen van SLA Printing?
Hoewel SLA krachtig is, is het niet zonder uitdagingen. Een realistisch begrip van de beperkingen is cruciaal voor een succesvolle implementatie.
1. Hogere materiaal- en bedrijfskosten:
Fotopolymeerharsen zijn aanzienlijk duurder dan de thermoplastische filamenten die worden gebruikt bij FDM printen. De kosten per kilogram kunnen 3 tot 10 keer hoger liggen. Daarnaast zijn de machines zelf complexer en verbruiksartikelen zoals de harstank en het bouwplatform hebben een beperkte levensduur en moeten regelmatig worden vervangen, waardoor de totale operationele kosten toenemen.
2. Verplichte en rommelige nabewerking:
SLA onderdelen zijn niet direct uit de printer te gebruiken. Ze vereisen een stapsgewijze nabewerking die tijdrovend en rommelig is. Dit omvat:
- Wassen: Het "groene" onderdeel moet grondig gewassen worden in een oplosmiddel, meestal isopropylalcohol (IPA), om alle achtergebleven niet-uitgeharde hars van het oppervlak te verwijderen.
- Genezen: Het gewassen onderdeel moet dan worden blootgesteld aan UV-licht en vaak warmte in een gespecialiseerd uithardingsstation om de uiteindelijke, optimale mechanische eigenschappen te verkrijgen. Deze werkwijze vereist speciale apparatuur, een goed geventileerde ruimte en de juiste omgang met gevaarlijke chemicaliën.
3. UV-gevoeligheid en potentiële broosheid:
Vooral standaard SLA-harsen zijn gevoelig voor degradatie door langdurige blootstelling aan zonlicht (UV-straling). Na verloop van tijd kan dit ervoor zorgen dat de onderdelen brozer worden, van kleur veranderen en hun mechanische integriteit verliezen. Hoewel UV-bestendige coatings dit kunnen verminderen, is het een belangrijke overweging voor onderdelen die bedoeld zijn voor langdurig buitengebruik. Veel standaardharsen zijn ook inherent brosser dan technische thermoplasten.
4. Over het algemeen kleinere bouwvolumes:
5. De noodzaak en impact van ondersteunende structuren:
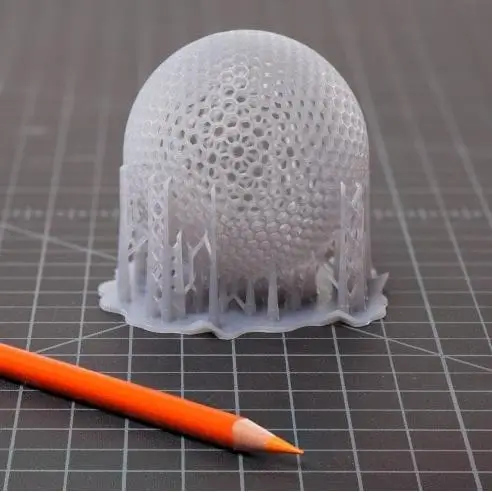
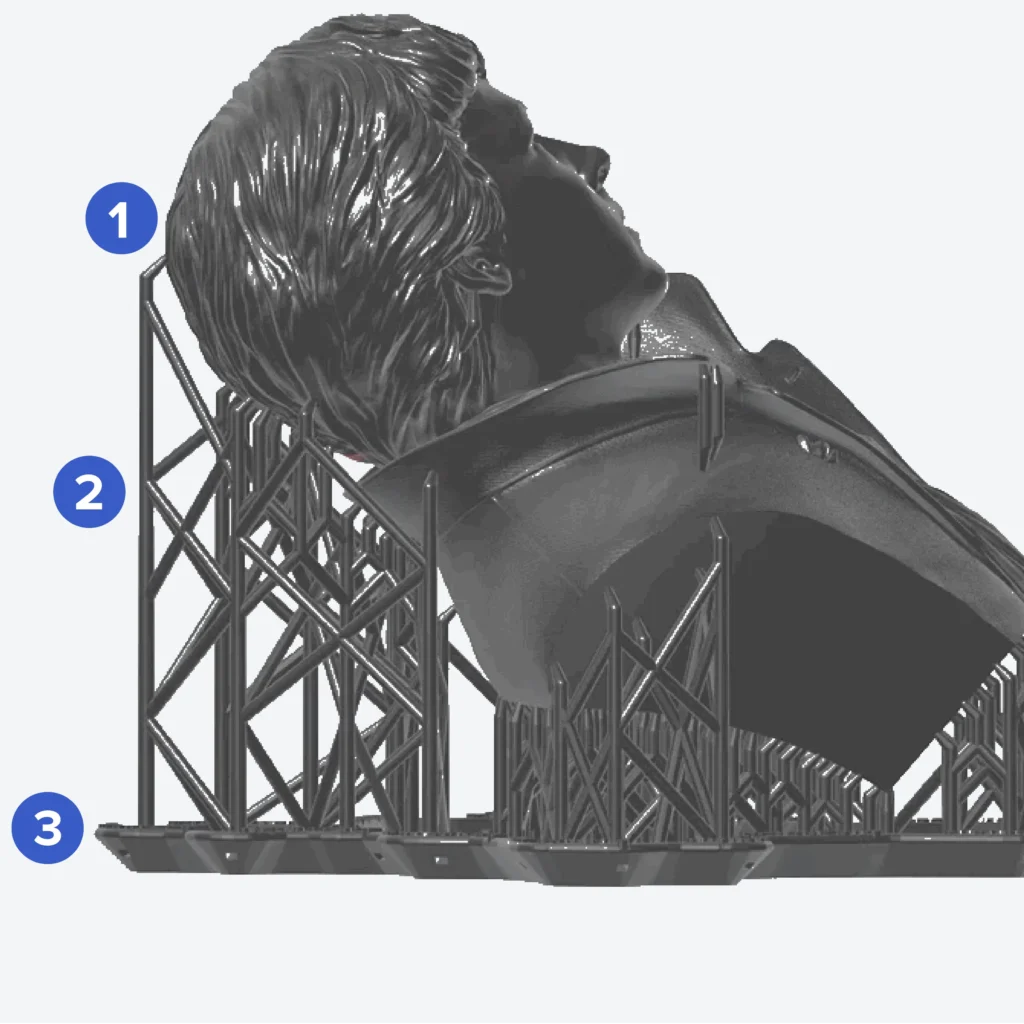
Bijna alle SLA-prints hebben ondersteunende structuren nodig om het onderdeel aan het bouwplatform te verankeren en om overhangende onderdelen te ondersteunen. Deze steunen zijn gemaakt van hetzelfde materiaal als het onderdeel zelf en moeten handmatig worden verwijderd tijdens de nabewerking. Dit verwijderingsproces kan kleine nopjes of markeringen op het oppervlak achterlaten die voorzichtig geschuurd moeten worden om een perfect gladde afwerking te krijgen.
Hoe verhoudt SLA zich tot andere 3D printtechnologieën?
Het kiezen van de juiste 3D printtechnologie hangt volledig af van de eisen die de toepassing stelt aan kosten, snelheid, materiaaleigenschappen en precisie.
1. SLA vs. Fused Deposition Modeling (FDM):
FDM is de meest gebruikte en toegankelijke 3D printtechnologie, waarbij onderdelen worden gemaakt door laag voor laag een gesmolten thermoplastisch filament te extruderen.
① Resolutie, detail en oppervlakteafwerking:
- SLA: Superieur. Produceert gladde oppervlakken en legt uiterst fijne details vast.
- FDM: Inferieur. Zichtbare laagjes zijn een duidelijk kenmerk en fijne details kunnen verloren gaan door de grotere diameter van de spuitmond. Uitgebreide nabewerking is vaak nodig voor een gladde afwerking.
Kosten en eenvoud:
- SLA: Hogere kosten voor zowel machine als materialen. Complexere workflow door nabewerking.
- FDM: Lagere kosten. Machines en materialen zijn betaalbaar en het proces is eenvoudiger met minimale nabewerking.
Materiaal Eigenschappen en Sterkte:
- SLA: Isotrope onderdelen hebben een goede sterkte, maar standaardharsen kunnen bros zijn. Gespecialiseerde technische harsen bieden robuuste prestaties.
- FDM: Biedt een breed assortiment duurzame technische thermoplasten (bijv. ABS, PETG, Nylon, Polycarbonaat). Onderdelen zijn anisotroop (zwakker tussen lagen) maar kunnen zeer sterk en duurzaam zijn.
Fused Deposition Modeling (FDM)
2. SLA vs. Selectief lasersinteren (SLS):
SLS gebruikt een krachtige laser om poedervormige polymeerdeeltjes (meestal nylon) laag voor laag samen te smelten.
Detail versus functionele kracht:
- SLA: Het beste voor fijne details en esthetische prototypes waarbij de oppervlakteafwerking kritisch is.
- SLS: Het beste voor het maken van sterke, duurzame en functionele onderdelen met uitstekende mechanische eigenschappen, vergelijkbaar met spuitgegoten onderdelen. De oppervlakteafwerking is inherent korrelig.
② Ondersteunende structuren:
- SLA: Vereist ondersteunende structuren die moeten worden verwijderd.
- SLS: Zonder steun. Het ongesmolten poeder rond het onderdeel fungeert als een natuurlijke ondersteuning, waardoor complexe, in elkaar grijpende geometrieën kunnen worden gemaakt zonder de beperkingen van dragers.
Kosten en toegankelijkheid:
- SLA: Verkrijgbaar in zowel betaalbare desktop- als industriële formaten.
- SLS: Voornamelijk een industriële technologie met hoge instapkosten en aanzienlijke facilitaire vereisten.
Selectief lasersinteren (SLS)
3. SLA vs. digitale lichtverwerking (DLP) en LCD/MSLA:
DLP en LCD (ook wel Masked SLA of MSLA genoemd) zijn ook vatfotopolymerisatietechnologieën en zijn de naaste verwanten van SLA. Het belangrijkste verschil is de lichtbron.
Lichtbron en snelheid:
- SLA: Gebruikt een laser om elke laag te traceren. De printtijd is afhankelijk van de complexiteit en het oppervlak van elke laag.
- DLP/LCD: Gebruik een digitale projector (DLP) of een LCD-scherm met een UV-LED-array (LCD/MSLA) om een hele laag in één keer te flashen en uit te harden. Hierdoor zijn ze aanzienlijk sneller dan SLA, vooral bij het printen van meerdere onderdelen of grote, massieve onderdelen, omdat de printtijd alleen afhangt van de hoogte van het onderdeel (Z-as).
② Resolutie en Voxelvorm:
- SLA: De laser creëert een continu, vloeiend pad. De resolutie wordt bepaald door de spotgrootte van de laser.
- DLP/LCD: Het beeld is opgebouwd uit pixels (in 3D voxels genoemd). Dit kan soms leiden tot een "pixelig" of "aliased" effect op gebogen oppervlakken, hoewel moderne anti-aliasing technieken dit sterk verminderen. De resolutie wordt bepaald door de pixelgrootte van de projector of het LCD-scherm.

DLP/LCD
De ultieme gids voor SLA 3D printen
Duik in onze gids over Stereolithografie (SLA) 3D printen. Leer het stapsgewijze proces, materiaaleigenschappen, kosten, ontwerptips en de belangrijkste toepassingen.
De complete gids voor Stereolithografie (SLA) 3D printen
Welke ontwerprichtlijnen moet je volgen voor SLA-afdrukken?
Ontwerpen voor SLA (DfAM - Design for Additive Manufacturing) is cruciaal om printsucces te garanderen, de kwaliteit van onderdelen te optimaliseren en de kosten te minimaliseren.
1. Minimale wanddikte:
Om ervoor te zorgen dat een onderdeel zelfdragend is en succesvol afdrukt, moeten de wanden een minimale dikte hebben.
- Ondersteunde muren: Over het algemeen wordt een minimale dikte van 0,4 mm aanbevolen.
- Niet-ondersteunde muren: Voor verticale wanden die uit zichzelf stijf moeten zijn, is een dikte van minstens 0,6 mm veiliger. Dunnere wanden lopen het risico om krom te trekken of te breken tijdens het printen.
2. Overstekken en steunen:
Voor elk deel van een model dat uitsteekt onder een hoek van meer dan ongeveer 45 graden ten opzichte van de verticaal zijn waarschijnlijk steunconstructies nodig.
- Ontwerp voor zelfondersteuning: Ontwerp waar mogelijk met zachte rondingen en afschuiningen (met hoeken van minder dan 45 graden) om de behoefte aan steunen te minimaliseren.
- Oriëntatiestrategie: Oriënteer het werkstuk in de snijsoftware om steunen op kritieke cosmetische oppervlakken te minimaliseren, aangezien het verwijderen ervan kleine sporen kan achterlaten.
3. Uitsparingen en drainagegaten:
Het printen van grote, massieve modellen is duur en tijdrovend. Het verhoogt ook het risico op mislukte afdrukken door de zuigkracht tijdens het afpelproces.
- uitholling: Gebruik je CAD-software om massieve modellen uit te hollen, waardoor een inwendige holte ontstaat en je een aanzienlijke hoeveelheid hars bespaart. Een wanddikte van 2-3 mm is meestal voldoende voor de uitgeholde schaal.
- Afvoergaten: Het is essentieel om ten minste twee drainagegaten in je uitgeholde model aan te brengen. Door deze gaten kan niet-uitgeharde hars uit de interne holte ontsnappen tijdens het printen en wassen. Zonder deze gaten kan er druk op de hars ontstaan, waardoor het onderdeel kan barsten of barsten. Plaats gaten op niet-kritieke plaatsen.
4. Details in reliëf en gravure:
SLA blinkt uit in fijne details, maar er zijn fysieke grenzen.
- Details in reliëf (verhoogd): Moet minstens 0,2 mm uit het oppervlak steken om duidelijk zichtbaar te zijn.
- Gegraveerde details (verzonken): Ze moeten minstens 0,4 mm breed en 0,4 mm diep zijn om ervoor te zorgen dat de laser ze goed kan uitharden en dat vloeibare hars eruit kan worden gewassen.
5. Toleranties en assemblage:
SLA is zeer nauwkeurig, maar voor onderdelen die op elkaar moeten passen zijn spelingen essentieel.
- Opruiming: Ontwerp voor een slipfitting of assemblage een minimale speling van 0,1-0,2 mm tussen de samenkomende onderdelen. Voor een strakkere perspassing kan een kleinere speling van 0,05 mm geschikt zijn. Het is altijd het beste om een klein teststukje te printen om de toleranties met je specifieke materiaal en printer te valideren.
6. Vermijden van "Cupping":
"Cupping' treedt op wanneer een uitgehold deel een gesloten volume creëert tegenover het bouwplatform, dat werkt als een zuignap tijdens het afpelproces. Dit kan leiden tot mislukte afdrukken. Dit probleem kan worden opgelost door het onderdeel anders te oriënteren of extra ventilatiegaten toe te voegen.
Wat zijn de meest voorkomende toepassingen van SLA 3D printen?
De unieke voordelen van SLA hebben het tot een onmisbaar hulpmiddel gemaakt in een groot aantal industrieën.
1. Prototyping en productontwikkeling:
Dit blijft de primaire toepassing van SLA. Ingenieurs en ontwerpers gebruiken het om te creëren:
- Waarheidsgetrouwe visuele modellen: Perfect voor marketing, focusgroepen en presentaties voor investeerders.
- Prototypes voor vorm en pasvorm: Controleren of onderdelen correct in elkaar passen en voldoen aan de ergonomische vereisten voordat wordt geïnvesteerd in massaproductiegereedschap.
2. Engineering en productie:
Naast prototyping wordt SLA direct op de fabrieksvloer gebruikt voor:
- Aangepaste mallen en armaturen: Zeer nauwkeurige, aangepaste gereedschappen maken om onderdelen vast te houden tijdens bewerking of assemblage, waardoor de consistentie en snelheid verbeteren.
- Spuitgieten op korte termijn: Door harsen van hoge temperatuur te gebruiken, kan SLA matrijzen produceren voor kleine series (50-100 onderdelen) van spuitgegoten onderdelen, waardoor de gereedschapskosten en doorlooptijden voor proefruns drastisch worden verlaagd.
3. Tandheelkunde:
De tandheelkundige industrie is gerevolutioneerd door SLA vanwege de precisie en de beschikbaarheid van biocompatibele materialen.
- Chirurgische gidsen: Patiëntspecifieke gidsen voor het nauwkeurig plaatsen van tandheelkundige implantaten.
- Modellen voor thermovormen: Nauwkeurige modellen maken van het gebit van een patiënt om transparante aligners te thermovormen.
- Kronen, bruggen en kunstgebitten: Gietbare patronen maken of zelfs direct tijdelijke restauraties printen.
4. Sieraden:
SLA, met gietbare harsen, staat centraal in het moderne sieraden maken.
- Patronen voor verlorenwasgieten: Juweliers drukken ingewikkelde ontwerpen af die vervolgens worden gebruikt om mallen te maken voor het gieten van edelmetalen zoals goud en zilver. Dit zorgt voor een ongeëvenaarde ontwerpvrijheid en maatwerk.
5. Gezondheidszorg en medische hulpmiddelen:
- Anatomische modellen: Chirurgen gebruiken zeer gedetailleerde, patiëntspecifieke modellen die zijn afgedrukt van CT- of MRI-scans om complexe operaties te plannen, waardoor de tijd in de operatiekamer wordt verkort en de resultaten voor de patiënt worden verbeterd.
- Aangepaste apparaatbehuizingen: Prototyping en productie van behuizingen voor medische apparaten waarbij precisie en gladde oppervlakken essentieel zijn.
6. Kunst, design en amusement:
- Gedetailleerde figuurtjes en miniaturen: Hobbyisten en karakterontwerpers gebruiken SLA om zeer gedetailleerde modellen te maken die anders onmogelijk te maken zouden zijn.
- Film rekwisieten en speciale effecten: Het maken van gedetailleerde, op maat gemaakte rekwisieten en modellen voor de filmindustrie.

Wat is de SLA-workflow voor post-processing?
Een succesvolle SLA-print is nog maar het halve werk. Een goede nabewerking is onontbeerlijk om de gewenste esthetiek en mechanische eigenschappen te bereiken.
1. Wassen:
Het "groene" deel dat net uit de printer komt, is bedekt met een kleverige laag niet-uitgeharde vloeibare hars. Dit moet worden verwijderd.
- Proces: Het onderdeel wordt ondergedompeld en geroerd in een oplosmiddel, meestal isopropylalcohol (IPA) met een concentratie van 90% of hoger. Dit kan handmatig gebeuren in een container of, nog effectiever, met een geautomatiseerd wasstation dat het oplosmiddel laat circuleren.
- Doel: Om alle harsresten van het oppervlak en uit eventuele interne holtes te verwijderen. Onvoldoende wassen resulteert in een kleverig onderdeel en onjuiste uitharding.
2. Drogen:
Na het wassen moet het onderdeel volledig droog zijn voordat het uithardt.
- Proces: Laat het onderdeel aan de lucht drogen of gebruik perslucht om het proces te versnellen. Het is cruciaal om ervoor te zorgen dat alle IPA verdampt is, omdat ingesloten oplosmiddel oppervlaktedefecten en barsten kan veroorzaken tijdens het uitharden.
3. UV-nabehandeling:
Het "groene" gedeelte is nog niet op volle sterkte. Uitharding is een vereiste stap om het polymerisatieproces te voltooien.
- Proces: Het schone, droge onderdeel wordt in een uithardingsstation geplaatst dat het blootstelt aan een combinatie van UV-licht (op een specifieke golflengte, meestal 405 nm) en vaak warmte. De duur en temperatuur zijn materiaalspecifiek.
- Doel: Om de polymeerketens volledig te verknopen en zo de sterkte, stijfheid en thermische weerstand van het onderdeel te maximaliseren. Zonder deze stap zal het onderdeel zwak, kleverig en vormonstabiel zijn.
4. Steun verwijderen:
Dit kan zowel voor als na het uitharden worden gedaan, met alle nadelen van dien.
- Voor het uitharden: Het onderdeel is zachter, waardoor steunen gemakkelijker te verwijderen zijn met een vlakfrees. Dit kan echter grotere oppervlaktesporen achterlaten.
- Na uitharding: Het onderdeel is harder en brozer, dus het verwijderen vereist meer kracht en voorzichtigheid om te voorkomen dat kwetsbare onderdelen breken. De breekpunten zijn over het algemeen schoner. De meeste professionals verwijderen het grootste deel van de dragers voor het uitharden en verwijderen het daarna fijner.
5. Optionele afwerking:
Voor een echt perfecte afwerking kunnen extra stappen worden ondernomen.
- Schuren: De kleine sporen die draagstructuren achterlaten, kunnen nat worden geschuurd met steeds fijner schuurpapier.
- Polijsten: Voor een glasachtige transparante afwerking op heldere harsen is polijsten vereist.
- Grondverf en schilderen: SLA onderdelen verdragen primer en verf heel goed, zodat je veelkleurige modellen van productiekwaliteit kunt maken.

Hoeveel kost SLA printen en hoe lang duurt het?
Dit zijn twee van de meest kritische praktische vragen voor elk bedrijf dat een SLA overweegt. De antwoorden hangen af van verschillende onderling samenhangende factoren.
1. Factoren die de kosten van SLA-afdrukken beïnvloeden:
Materiaalverbruik: Dit zijn de meest directe kosten. Het wordt berekend op basis van het totale volume hars dat wordt gebruikt, dat niet alleen het onderdeel zelf omvat, maar ook de hars die nodig is voor de ondersteunende structuren en mogelijk een vlot (een basisstructuur). Het uithollen van onderdelen is de meest effectieve manier om deze kosten te verlagen.
② Machinetijd: Deze kosten zijn gerelateerd aan de afschrijving van de SLA-printer en de tijd dat deze in gebruik is. In tegenstelling tot sommige andere technologieën wordt de machinetijd bij SLA niet primair bepaald door het volume of de complexiteit van het onderdeel, maar door de hoogte.
Arbeid: SLA is een arbeidsintensief proces. De kosten moeten rekening houden met de geschoolde arbeidstijd die nodig is voor:
- Printvoorbereiding (bestand instellen, oriëntatie).
- Machine instellen en schoonmaken.
- De volledige post-processing workflow (wassen, uitharden, steun verwijderen en afwerken).
④ Deelcomplexiteit: Hoewel dit niet zo'n directe invloed heeft op de printtijd als de hoogte, kunnen zeer complexe onderdelen ingewikkelder ondersteuningsstrategieën, zorgvuldiger hanteren en intensievere nabewerking vereisen, waardoor de arbeidskosten toenemen.
2. SLA-afdruktijd schatten:
① De primaire bestuurder (Z-hoogte): De belangrijkste factor voor het bepalen van de printtijd bij SLA is de hoogte van het onderdeel langs de Z-as. Omdat de printer dezelfde volgorde van handelingen (laseruitharding, platformbeweging, opnieuw coaten) moet uitvoeren voor elke laag, duurt een hoog onderdeel altijd langer dan een kort onderdeel, ongeacht de breedte of het volume.
Andere factoren: Hoewel de Z-hoogte dominant is, kunnen andere, minder belangrijke factoren de snelheid beïnvloeden:
- Laaghoogte: Een kleinere laaghoogte (bijvoorbeeld 25 micron) resulteert in een betere oppervlakteafwerking, maar verhoogt het totale aantal lagen en dus de printtijd in vergelijking met een grotere laaghoogte (bijvoorbeeld 100 micron).
- Materiaal: Voor sommige harsen kan een iets langere belichtingstijd per laag nodig zijn, wat de algehele snelheid marginaal beïnvloedt.

Waarom zou u voor ons moeten kiezen voor SLA 3D printdiensten?
Het omgaan met de complexiteit van SLA vereist meer dan alleen een printer; het vereist expertise, precisie en toewijding aan kwaliteit. Daarom zijn wij de ideale partner voor uw SLA 3D printbehoeften.
We gebruiken ultramoderne industriële SLA-machines die nauwkeurig gekalibreerd en onderhouden worden. Onze printomgeving is geklimatiseerd om harsstabiliteit en procesherhaalbaarheid te garanderen. Dit garandeert dat elk onderdeel dat we produceren voldoet aan de hoogste normen voor maatnauwkeurigheid en oppervlakteafwerking.
Ons team van experts beschikt over een uitgebreide bibliotheek met standaard en geavanceerde technische harsen en zal samen met u het perfecte materiaal voor uw specifieke toepassing selecteren. We begrijpen de nuances van de eigenschappen van elke hars en kunnen een consultatieve benadering bieden om ervoor te zorgen dat uw onderdeel precies zo presteert als bedoeld, of het nu een visueel prototype is of een functioneel onderdeel voor eindgebruik.
Ons proces is ontworpen voor efficiëntie. Van ons directe online offerteplatform tot onze geoptimaliseerde workflow voor post-processing, we minimaliseren doorlooptijden zonder afbreuk te doen aan de kwaliteit. We begrijpen het belang van snelheid in moderne productontwikkeling en zetten ons in om uw onderdelen op tijd te leveren, elke keer weer.
We zijn meer dan alleen een printservice. We zijn een full-service productiepartner. Ons team kan Design for Additive Manufacturing (DfAM) feedback geven om uw onderdelen te optimaliseren voor het SLA-proces en onze uitgebreide afwerkingsservices, waaronder schuren, verven en assembleren, zorgen ervoor dat u onderdelen kunt ontvangen die direct klaar zijn voor gebruik.
We zien onze klanten als partners. Ons doel is om een naadloos verlengstuk van uw ontwerp- en engineeringteam te worden. We zijn trots op onze heldere communicatie, transparante prijzen en onze toewijding om u te helpen uw meest complexe uitdagingen op te lossen en uw meest innovatieve ideeën tot leven te brengen.
Meest gestelde vragen over SLA 3D printen
De sterkte van een SLA onderdeel hangt volledig af van de gebruikte hars. Standaard harsen zijn over het algemeen bros en zijn het beste voor niet-functionele modellen. Technische harsen (zoals Taai, Duurzaam of ABS-achtig) zijn echter geformuleerd voor uitstekende mechanische prestaties en bieden een hoge treksterkte en slagvastheid die geschikt zijn voor veel functionele toepassingen, mallen en armaturen.
In het algemeen niet. Standaard SLA-harsen zijn giftig in vloeibare en niet-uitgeharde toestand en zijn niet gecertificeerd voor contact met voedingsmiddelen. Voor toepassingen die contact met de huid vereisen, zoals wearables of medische handleidingen, moet je een specifieke Biocompatible of Medical-grade hars gebruiken en een strikte, gevalideerde workflow volgen voor het printen en de nabewerking om de veiligheid te garanderen.
SLA is inherent een éénkleurig proces. De kleur van het onderdeel wordt bepaald door de kleur van de vloeibare hars in het vat. Hoewel er enkele gepigmenteerde harsen bestaan (bijv. wit, grijs, zwart, transparant), is de keuze beperkt. Voor meerkleurige onderdelen is de standaard professionele praktijk om het onderdeel in een neutrale kleur te printen (zoals grijs) en het dan tijdens de nabewerking te gronden en te verven om het gewenste uiterlijk te krijgen.
SLA is een van de meest nauwkeurige 3D printtechnologieën die beschikbaar zijn. De typische maatnauwkeurigheid voor industriële SLA machines is binnen ±0,1% van de nominale maat, met een minimale tolerantie van ongeveer ±0,1 tot ±0,2 mm. Deze hoge precisie maakt het ideaal voor vorm- en pasvormtesten en onderdelen met krappe assemblagevereisten.
"Afdrukken met hars" is een algemene term voor de familie van technologieën die fotopolymerisatie in een vat wordt genoemd. SLA, DLP (Digital Light Processing) en LCD/MSLA zijn allemaal vormen van printen met hars. Het belangrijkste verschil is de lichtbron:
- SLA gebruikt een enkel laserpunt om de laag te tekenen.
- DLP gebruikt een digitale projector om de hele laag in één keer te flitsen en uit te harden.
- LCD/MSLA gebruikt een UV LED-reeks die door een LCD-scherm schijnt dat als masker dient om de hele laag in één keer uit te harden. Hoewel ze allemaal vloeibare hars gebruiken, heeft de manier van uitharden invloed op de snelheid en resolutiekenmerken. SLA is de originele technologie, die bekend staat om zijn precisie en gladde afwerking.


How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

