 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een veelgebruikte kunststofverwerkingsmethode om allerlei kunststof producten te maken. Maar soms gaat het mis tijdens het spuitgietproces. Je kunt laslijnen, luchtbellen, krimpholtes, kortsluiting of kromtrekken krijgen. Deze defecten zorgen er niet alleen voor dat je product er slecht uitziet en slecht werkt, ze zorgen er ook voor dat het minder lang meegaat. Het is dus belangrijk om deze problemen zo snel mogelijk op te sporen en te verhelpen.

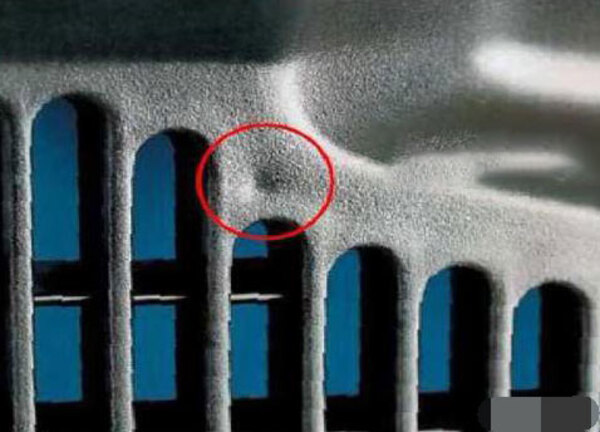
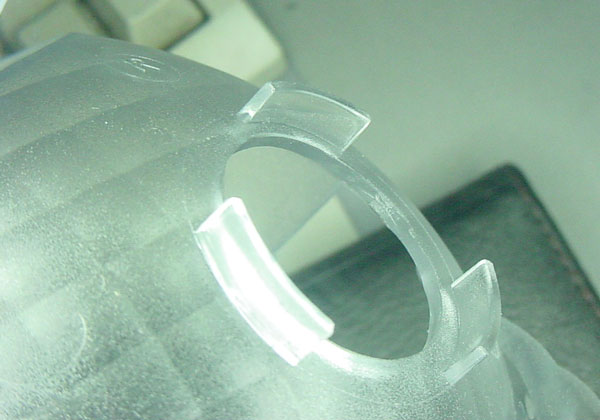
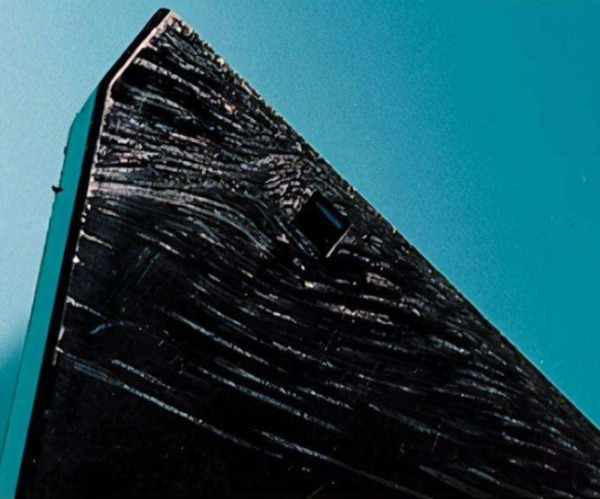
1. Spuitgegoten producten barsten
Scheuren kunnen worden onderverdeeld in draadvormige scheuren, microscheuren, het wit worden van de bovenkant, scheuren op het oppervlak van het onderdeel en traumarisico's veroorzaakt door het vastplakken van de mal aan het onderdeel en het stromingskanaal. Op basis van het scheurtijdstip wordt het onderverdeeld in ontmalingsscheuren en toepassingsscheuren. Voornamelijk door de volgende redenen:

1.1 Verwerking
① Als de druk te hoog is, de snelheid te hoog, de vulling te groot, de injectie te lang en de tijd dat de druk wordt vastgehouden te lang, zal dit leiden tot overmatige inwendige spanning en barsten.
② Pas de openingssnelheid van de matrijs en de druk aan om te voorkomen dat de onderdelen te snel uit de matrijs worden getrokken, waardoor ze ontvormen en barsten.
③ Verhoog de matrijstemperatuur om de onderdelen gemakkelijk te ontvormen en verlaag de materiaaltemperatuur om ontleding te voorkomen.
④ Voorkom scheuren door lagere mechanische sterkte als gevolg van lassporen en plastische degradatie.
⑤ Gebruik op de juiste manier losmiddelen en let op het regelmatig verwijderen van spuitbussen en andere stoffen die aan het maloppervlak vastzitten.
⑥ De restspanning van het onderdeel kan worden geëlimineerd door onmiddellijk na het gieten een warmtebehandeling te ondergaan om het ontstaan van scheuren te verminderen.

1.2 Schimmelaspecten
De uitwerping moet uitgebalanceerd zijn. Het aantal uitwerppennen en de doorsnede moeten bijvoorbeeld voldoende zijn, de trekhoek moet voldoende zijn en het holteoppervlak moet glad genoeg zijn om scheuren te voorkomen door de concentratie van restspanning bij het uitwerpen veroorzaakt door externe krachten.
② De structuur van de onderdelen mag niet te dun zijn en boogovergangen moeten zoveel mogelijk gebruikt worden in de overgangsonderdelen om spanningsconcentratie door scherpe hoeken en afschuiningen te voorkomen.
③ Gebruik zo weinig mogelijk metalen inzetstukken om te voorkomen dat de inwendige spanning toeneemt door verschillende krimpsnelheden tussen het inzetstuk en het eindproduct.
④ Voor onderdelen met een diepe bodem moeten geschikte ontmalingsluchtinlaten worden aangebracht om te voorkomen dat er onderdruk ontstaat.
⑤ De sprue is groot genoeg om het sprue-materiaal uit de mal los te laten voordat het tijd heeft om te stollen, waardoor de mal gemakkelijk los te maken is.
⑥ De verbinding tussen de hoofddoorvoer en de spuitmond moet voorkomen dat het koude harde materiaal wordt meegesleurd en dat het onderdeel aan de vaste mal blijft kleven.

1.3 Materialen
① Het gehalte gerecycled materiaal is te hoog, waardoor de onderdelen zwak zijn.
② Als de luchtvochtigheid te hoog is, reageren sommige kunststoffen met de waterdamp, waardoor ze zwak worden en barsten en breken.
③ Als het materiaal zelf niet geschikt is voor de omgeving waarin het verwerkt wordt of van slechte kwaliteit is, zal het door vervuiling barsten en breken.

1.4 Machine-aspecten
De plastificeercapaciteit van de spuitgieten machine moet geschikt zijn. Als het te klein is, zal de plastificering onvoldoende zijn en zal het niet volledig gemengd worden en broos worden. Als het te groot is, zal het degraderen.
2. Spuitgegoten producten hebben bellen
Bellen (vacuümbellen) zijn vacuümbellen waarin het gas heel dun is. Over het algemeen is er sprake van een gasverstoringsprobleem als er bellen worden aangetroffen bij het openen van de mal. Vacuümbubbels worden gevormd door onvoldoende vulling van de kunststof of een lage druk. Tijdens het snelle afkoelen van de matrijs wordt de brandstof die in contact komt met de holte aangetrokken, wat leidt tot volumeverlies.

Oplossing
① Verhoog de injectie-energie: druk, snelheid, tijd en materiaalvolume, en voer de tegendruk op om de matrijs te vullen.
Verhoog de materiaaltemperatuur en laat het soepel stromen. Verlaag de materiaaltemperatuur om krimp te verminderen en verhoog de matrijstemperatuur, vooral de plaatselijke matrijstemperatuur waar de vacuümbubbel wordt gevormd.
③ Plaats de poort in het dikke deel van het onderdeel om de stromingsomstandigheden van de spuitmond, runner en poort te verbeteren en het drukverbruik te verlagen.
④ Verbeter de afvoervoorwaarden voor schimmels.

3. Vervorming van spuitgegoten producten
De vervorming, buiging en verdraaiing van spuitgegoten producten worden voornamelijk veroorzaakt doordat de krimpsnelheid in de vloeirichting groter is dan die in de verticale richting tijdens het spuitgieten, wat resulteert in verschillende krimpsnelheden in elke richting en waardoor de onderdelen kromtrekken. Bovendien blijft er door het onvermijdelijke proces van vormvulling tijdens het spuitgieten een grote interne spanning achter in het onderdeel, wat kromtrekken veroorzaakt. Dit zijn allemaal uitingen van vervorming veroorzaakt door hoge spanningsoriëntatie. Daarom bepaalt het matrijsontwerp fundamenteel de kromtrekneiging van onderdelen. Het is erg moeilijk om deze neiging te onderdrukken door de vormomstandigheden te veranderen. De uiteindelijke oplossing van het probleem moet beginnen bij het ontwerp en de verbetering van de matrijs. Dit fenomeen wordt voornamelijk veroorzaakt door de volgende aspecten:

3.1 Schimmelaspecten
Zorg ervoor dat de dikte en kwaliteit van alle onderdelen consistent zijn.
Ontwerp het koelsysteem om ervoor te zorgen dat de temperatuur van alle delen van de matrijsholte constant is. Ontwerp het afsluitsysteem om ervoor te zorgen dat het materiaal symmetrisch stroomt om kromtrekken door verschillende stroomrichtingen en krimpsnelheden te voorkomen. Vergroot de dikte van de runner en het hoofdkanaal voor moeilijk te vullen onderdelen zo veel mogelijk. Elimineer verschillen in dichtheid, druk en temperatuur in de holte.
Zorg ervoor dat de overgangsgebieden en hoeken van de deeldikte glad zijn en goede ontvormingseigenschappen hebben, zoals het vergroten van de ontvormmarge, het verbeteren van het polijsten van het matrijsoppervlak en het uitbalanceren van het uitwerpsysteem.
Zorg voor een goede uitlaat.
⑤ Vergroot de wanddikte van het onderdeel of vergroot de anti-krimprichting en gebruik verstevigingsribben om het anti-krimpvermogen van het onderdeel te vergroten.
⑥ Het malmateriaal is niet sterk genoeg.

3.2 Kunststoffen
Kristallijne kunststoffen zullen eerder kromtrekken dan amorfe kunststoffen. Bovendien kunnen kristallijne kunststoffen het kromtrekken corrigeren door het kristallisatieproces te doorlopen, dat afneemt naarmate de koelsnelheid toeneemt en de krimpsnelheid afneemt.
3.3 Verwerking
① De injectiedruk is te hoog, de wachttijd is te lang, de smelttemperatuur is te laag en de snelheid is te hoog, waardoor de inwendige spanning toeneemt en vervorming door kromtrekken ontstaat.
② De matrijstemperatuur is te hoog en de koeltijd is te kort, waardoor de onderdelen oververhit raken tijdens het ontvormen en vervormen bij het uitwerpen.
③ Verlaag de schroefsnelheid en tegendruk om de dichtheid te verlagen terwijl de minimale vulhoeveelheid wordt gehandhaafd om het ontstaan van inwendige spanning te beperken.
④ Indien nodig kunnen de onderdelen die gevoelig zijn voor kromtrekken en vervorming zacht gegoten worden of ontvormd na het ontvormen.

4. Defecten van kleurenbalken, lijnen en bloemen in spuitgietproducten
Dit defect doet zich vooral voor bij kunststofonderdelen die met masterbatch zijn gekleurd. Hoewel masterbatchkleuring beter is dan droge poederkleuring en kleurpasta in termen van kleurstabiliteit, kleurzuiverheid, kleurmigratie, etc., is de verdeling, dat wil zeggen, de kleurdeeltjes zijn relatief slecht in het verdunnen van het plastic en het gelijkmatig mengen, en de eindproducten hebben natuurlijk regionale kleurverschillen.

Oplossing
① Verhoog de temperatuur van de voedingssectie, met name de temperatuur aan het achterste uiteinde van de voedingssectie, zodat de temperatuur dicht bij of iets hoger is dan de temperatuur van de smeltsectie, zodat de kleurmastiek zo snel mogelijk kan smelten wanneer deze de smeltsectie binnengaat, uniforme menging met verdunning bevordert en de kans op vloeistofmenging vergroot.
② Als de schroefsnelheid constant is, verhoogt het verhogen van de tegendruk de smelttemperatuur en het afschuifeffect in het vat.
③ Pas de mal aan, vooral het gietsysteem. Als de poort te breed is, is het turbulentie-effect slecht wanneer de smelt erdoorheen gaat en de temperatuurstijging niet hoog is, zodat het ongelijkmatig is en de lintvormholte smaller moet worden.

5. Spuitgegoten producten Krimp en deuken
Wanneer je het plastic in de mal spuit, zal het afkoelen en stollen. Tijdens dit proces zal het plastic krimpen. Dit is normaal. Maar soms is de krimp niet gelijkmatig. Dan krijg je deuken.
5.1 Machine-aspecten
① Als het spuitmondgat te groot is, zal de smelt terugstromen en krimp veroorzaken; als het te klein is, zal de weerstand groot zijn en de hoeveelheid materiaal klein, wat krimp veroorzaakt.
② Als de klemkracht niet voldoende is, zal de flitser krimpen, dus moet u controleren of er een probleem is met het klemsysteem.
③ Als de hoeveelheid plastificeren niet genoeg is, moet je een machine met een grote hoeveelheid plastificeren gebruiken om te controleren of de schroef en de loop versleten zijn.

5.2 Schimmelaspecten
Zorg ervoor dat de wanddikte overal hetzelfde is en dat de krimp gelijk is.
Zorg ervoor dat het koel- en verwarmingssysteem van de mal de temperatuur voor alle onderdelen gelijk houdt.
Zorg ervoor dat de poort glad is en niet te veel weerstand heeft. De afmetingen van het hoofdkanaal, de loopwagen en de poort moeten bijvoorbeeld goed zijn, het oppervlak moet glad zijn en het overgangsgebied moet gebogen zijn.
④ Verhoog voor dunne onderdelen de temperatuur om ervoor te zorgen dat het materiaal soepel vloeit. Verlaag voor dikke onderdelen de matrijstemperatuur.
Zorg ervoor dat de poort symmetrisch is en probeer hem in het dikke deel van het onderdeel te plaatsen. Zorg ervoor dat de koude put groot genoeg is.

5.3 Kunststoffen
Kristallijne kunststoffen krimpen meer dan amorfe kunststoffen. Als je ze verwerkt, moet je meer materiaal toevoegen of iets aan het plastic toevoegen zodat het sneller kristalliseert en minder krimpt.
5.4 Verwerking
① De temperatuur van het vat is te hoog en het volume verandert sterk, vooral de temperatuur van de voorste oven. Voor kunststoffen met een slechte vloeibaarheid moet de temperatuur voldoende worden verhoogd om gladheid te garanderen.
De injectiedruk, snelheid en tegendruk zijn te laag en de injectietijd is te kort, wat resulteert in onvoldoende materiaalvolume of dichtheid en krimp. De druk, snelheid en tegendruk zijn te hoog en de injectietijd is te lang, wat leidt tot uitvloeiing en krimp.
③ Als de hoeveelheid toegevoegd materiaal te groot is, zal de inspuitdruk verbruikt worden; als deze te klein is, zal de hoeveelheid materiaal onvoldoende zijn.
④ Voor onderdelen die geen precisie vereisen, is de buitenste laag na het injecteren en onder druk houden in principe gecondenseerd en uitgehard, maar het sandwichdeel is nog zacht en kan worden uitgeworpen. Het kan zo snel mogelijk uit de mal worden gehaald en langzaam afkoelen aan de lucht of in heet water. De krimpdeuk is zacht en niet zo opvallend en heeft geen invloed op het gebruik.
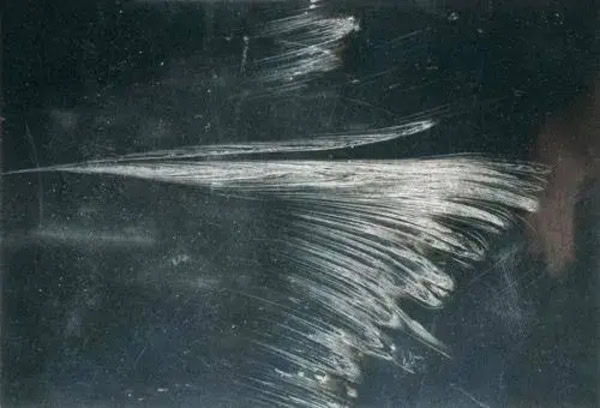
6. Transparante gebreken in spuitgietproducten
Smeltvlekken, zilverstrepen, gebarsten polystyreen, doorzichtige delen van plexiglas, soms kun je door het licht sprankelende filamentachtige zilverstrepen zien. Deze zilveren strepen worden ook wel flitsvlekken of scheuren genoemd. Dit komt door de spanning die wordt gegenereerd in de verticale richting van de trekspanning, die de zware stroomoriëntatie van de polymeermoleculen veroorzaakt en het verschil in vouwsnelheid tussen het niet-georiënteerde deel en de zware stroomoriëntatie.
Oplossing
① Verwijder gas of onzuiverheden en zorg ervoor dat het plastic volledig droog is.
② Verlaag de temperatuur van het materiaal, pas geleidelijk de temperatuur van het vat aan en verhoog de temperatuur van de mal als dat nodig is.
③ Verhoog de inspuitdruk en verlaag de inspuitsnelheid.
④ Verhoog of verlaag de tegendruk vóór injectie en verlaag de schroefsnelheid.
⑤ Verbeter de uitlaatcondities van de loopwagen en de vormholte.
⑥ Reinig eventuele verstoppingen in de sproeier, loopwagen en klep.
⑦ Om de vormcyclus te verkorten, kun je gloeimethoden gebruiken om zilverstrepen te verwijderen na het ontvormen: voor polystyreen, houd het 15 minuten op 78°C, of 1 uur op 50°C. Voor polycarbonaat, verwarm tot boven 160°C gedurende enkele minuten.

7. Spuitgegoten producten hebben ongelijkmatige kleuren
Hier zijn de belangrijkste redenen en oplossingen voor ongelijkmatige kleur van spuitgietproducten:
① Een slechte verspreiding van de kleurstof resulteert vaak in patronen vlakbij de gate.
Kunststoffen of kleurstoffen hebben een slechte thermische stabiliteit. Om de kleurtint van onderdelen te stabiliseren, moeten de productieomstandigheden strikt worden vastgesteld, met name materiaaltemperatuur, materiaalhoeveelheid en productiecyclus.
③ Probeer bij kristallijne kunststoffen de koelsnelheid van alle onderdelen van het onderdeel gelijk te houden. Voor onderdelen met grote verschillen in wanddikte kunnen kleurstoffen gebruikt worden om het kleurverschil te maskeren. Voor onderdelen met meer uniforme wanddiktes moeten de materiaaltemperatuur en de matrijstemperatuur vastliggen.
④ De vorm, poortvorm en positie van het onderdeel hebben invloed op de plastic vulling, waardoor kleurverschillen ontstaan in sommige delen van het onderdeel, die indien nodig moeten worden aangepast.

8. Kleur- en glansdefecten van spuitgegoten producten
In de meeste gevallen wordt de glans van het oppervlak van spuitgietproducten bepaald door het type kunststof, de kleurstof en de gladheid van het matrijsoppervlak. Maar soms worden de gebreken van de oppervlaktekleur en glans, de donkerheid van het oppervlak enz. veroorzaakt door andere redenen. De redenen en oplossingen worden als volgt geanalyseerd:
De afwerking van de mal is slecht, het oppervlak van de holte heeft roestvlekken enz. en de uitlaat van de mal is slecht.
Het gietsysteem van de mal is niet goed. De koude put moet worden vergroot, de loper moet worden vergroot, het hoofdkanaal moet worden gepolijst en de loper en de poort moeten worden gepolijst.
③ De materiaaltemperatuur en matrijstemperatuur zijn laag, en indien nodig kan de poort plaatselijk worden verwarmd.

④ De verwerkingsdruk is te laag, de snelheid is te laag, de injectietijd is niet voldoende en de tegendruk is niet voldoende, wat resulteert in slechte compactheid en een donker oppervlak.
⑤ De kunststof moet volledig geplastificeerd zijn, maar de degradatie van het materiaal moet worden voorkomen, de verwarming moet stabiel zijn en de koeling moet voldoende zijn, vooral bij dikke wanden.
⑥ Om te voorkomen dat koud materiaal in het werkstuk terechtkomt, gebruik je een zelfklemmende veer of verlaag je indien nodig de temperatuur van het mondstuk.
⑦ Er wordt te veel gerecycled materiaal gebruikt, het plastic of de kleurstof is van slechte kwaliteit, vermengd met waterdamp of andere onzuiverheden, en het gebruikte smeermiddel is van slechte kwaliteit.
⑧ De klemkracht moet voldoende zijn.
9. Spuitgieten producten zilveren patroon
Zilverstrepen op spuitgietproducten worden veroorzaakt door oppervlaktebellen en interne poriën. De belangrijkste reden voor deze defecten is de interferentie van gassen, zoals waterdamp, ontledingsgas, oplosgas en lucht. Laten we de specifieke redenen analyseren:
9.1 Machine-aspecten
① Het vat en de schroef zijn versleten of er zit een dode hoek in de materiaalstroom in de rubberen kop en de rubberen ring, die zullen ontbinden door langdurige verhitting.
② Het verwarmingssysteem is niet onder controle, waardoor de temperatuur te hoog wordt en er ontbinding optreedt. U moet controleren of er problemen zijn met verwarmingselementen zoals thermokoppels en verwarmingsspiralen. Een onjuist ontwerp van de schroeven kan loskomen of gemakkelijk lucht binnenbrengen.
9.2 Schimmelaspecten
① Onvoldoende ventilatie.
② De wrijvingsweerstand van de loopwagens, poorten en holtes in de matrijs is groot, wat plaatselijke oververhitting en ontbinding veroorzaakt.
③ Een ongebalanceerde verdeling van poorten en holtes en onredelijke koelsystemen veroorzaken een ongebalanceerde verwarming, wat leidt tot plaatselijke oververhitting of blokkering van luchtkanalen.
④ Er lekt water uit de koeldoorgang en komt in de vormholte terecht.
9.3 Kunststoffen
① Als het plastic een hoge vochtigheidsgraad heeft, er te veel gerecycled materiaal is toegevoegd of het schadelijk afval bevat (het afval wordt gemakkelijk afgebroken), moet het plastic volledig gedroogd worden en moet het afval verwijderd worden.
② Om vocht uit de atmosfeer of uit de kleurstof te absorberen, moet de kleurstof ook gedroogd worden. Het beste is om een droger op de machine te installeren.
③ Als de hoeveelheid smeermiddelen, stabilisatoren enz. die aan het plastic zijn toegevoegd te veel of ongelijk gemengd is, of als het plastic zelf vluchtige oplosmiddelen bevat, kan er ook ontleding optreden als gemengde kunststoffen worden verhit tot een moeilijk evenwicht.
④ Het plastic is vervuild en vermengd met ander plastic.
9.4 Verwerking
① Als de temperatuur, druk, snelheid, tegendruk en snelheid van de smeltmotor te hoog zijn ingesteld, kan er ontleding optreden. Als de druk en snelheid te laag zijn, zijn de injectietijd en de houddruk onvoldoende. Als de tegendruk te laag is, kan de dichtheid onvoldoende zijn omdat er geen hoge druk wordt bereikt en kan het smelten niet plaatsvinden. Als het gas zilveren strepen veroorzaakt, stel dan de juiste temperatuur, druk, snelheid en tijd in. Gebruik een meertraps injectiesnelheid.

② Een lage tegendruk en een hoge rotatiesnelheid kunnen er gemakkelijk voor zorgen dat er lucht in het vat komt en samen met het gesmolten materiaal in de mal terechtkomt. Als de cyclus te lang is, wordt de smelt te lang in het vat verhit en ontleedt deze.
③ Onvoldoende materiaalhoeveelheid, te groot voedingskussen, te lage materiaaltemperatuur of te lage matrijstemperatuur beïnvloeden de materiaalstroom en de vormdruk en bevorderen het ontstaan van luchtbellen.
10. Kunststof producten hebben gelaste naden
Wanneer het gesmolten plastic in meerdere stromen samenkomt in de holte omdat het inwerpgaten raakt, gebieden met verschillende stroomsnelheden en gebieden waar de materiaalstroom van de matrijsvulling wordt onderbroken, creëert het lineaire laslijnen omdat het niet volledig kan samensmelten. Er ontstaan ook laslijnen wanneer de poort de matrijs vult en de sterkte en andere eigenschappen van de laslijnen zijn erg zwak. De belangrijkste redenen worden als volgt geanalyseerd:
10.1 Verwerking
① De injectiedruk en -snelheid zijn te laag en de vat- en matrijstemperatuur zijn te laag, waardoor de smelt die de matrijs ingaat voortijdig afkoelt en er laslijnen ontstaan.
② Als de inspuitdruk en -snelheid te hoog zijn, zal er spuiten optreden en zullen er laslijnen verschijnen.
③ De rotatiesnelheid moet verhoogd worden en de tegendruk moet verhoogd worden om de viscositeit van de kunststof te verminderen en de dichtheid te verhogen.
④ Kunststoffen moeten goed gedroogd worden en gerecyclede materialen moeten spaarzaam gebruikt worden. Er kunnen ook laslijnen ontstaan als er te veel lossingsmiddel wordt gebruikt of als de kwaliteit slecht is.
⑤ Verminder de klemkracht en vergemakkelijk de uitlaat.

10.2 Schimmelaspecten
① Als er te veel poorten in dezelfde holte zijn, verminder dan het aantal poorten of plaats ze symmetrisch, of plaats ze zo dicht mogelijk bij de lasnaad.
② Als de uitlaat bij de lasnaad slecht is, installeer dan een uitlaatsysteem.
De sprue is te groot en het gating systeem heeft onjuiste afmetingen. Open de poort om te voorkomen dat de smelt rond de inzetgaten stroomt, of gebruik zo min mogelijk inzetstukken.
④ Als de wanddikte te veel verandert of de wanddikte te dun is, maak de wanddikte van het onderdeel dan gelijkmatig.
⑤ Open indien nodig een smeltput bij de lasnaad om de lasnaad van het product te scheiden.
10.3 Kunststoffen
① Als de kunststof slecht vloeibaar is of hittegevoelig is, voeg dan indien nodig smeermiddelen en stabilisatoren toe.
Plastic bevat vaak onzuiverheden, dus vervang het indien nodig door plastic van betere kwaliteit.
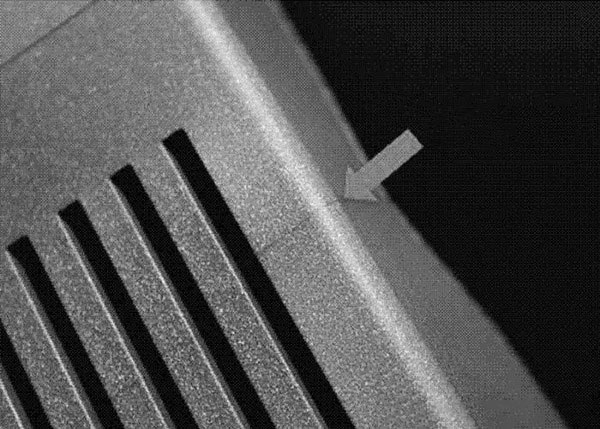
11.Trillingsmarkeringen op spuitgietproducten
Harde kunststof onderdelen, zoals PS, hebben deze dichte rimpelingen op hun oppervlak in de buurt van de poort, die soms trillingslijnen worden genoemd. Dit gebeurt omdat wanneer de smeltviscositeit te hoog is en de matrijs zich op een stagnerende manier vult, het voorste materiaal snel condenseert en krimpt zodra het het holteoppervlak raakt, en de volgende smelt het gekrompen koude materiaal wegduwt en het proces voortzet. Dit voortdurende heen en weer bewegen zorgt ervoor dat de materiaalstroom oppervlaktetrillingspatronen creëert terwijl het zich voortbeweegt.
Oplossing
① Om de vattemperatuur te verhogen, vooral de mondstuktemperatuur, moet je ook de matrijstemperatuur verhogen.
② Verhoog de injectiedruk en -snelheid om de vormholte snel te vullen.
③ Vergroot het formaat van het stromingskanaal en de poort om te veel weerstand te voorkomen.
④ Zorg ervoor dat de mal goed geventileerd is en een put heeft die groot genoeg is voor koude slak.
Maak onderdelen niet te dun.

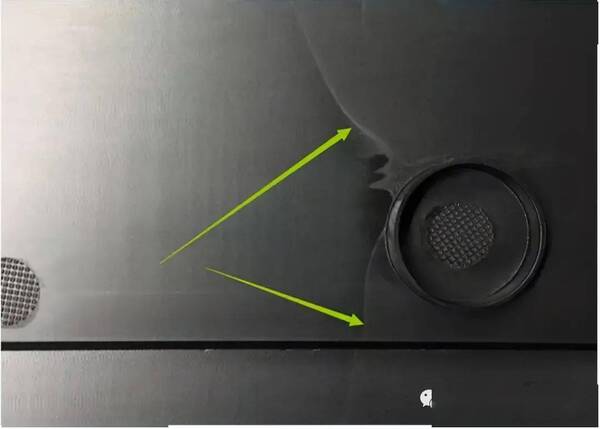
12. Opzwellen en bruisen van spuitgietproducten
Sommige kunststof onderdelen zullen na het gieten en ontvormen snel opzwellen of borrelen aan de achterkant van het metalen inzetstuk of op bijzonder dikke plekken. Dit wordt veroorzaakt door de expansie van gas dat vrijkomt uit de kunststof die niet volledig is afgekoeld en uitgehard onder invloed van interne druk.
Oplossing
Koel het af. Verlaag de matrijstemperatuur, houd de matrijs langer open en verlaag de droog- en verwerkingstemperatuur van het materiaal.
Vertraag de injectiesnelheid, verkort de vormcyclus en verminder de stromingsweerstand.
③ Verhoog de houddruk en -tijd.
④ Los het probleem op waarbij de wand van het onderdeel te dik is of de dikte veel verandert.

Conclusie
Spuitgieten defecten kunnen uw productkwaliteit, productie-efficiëntie en algemene kosten flink in de war sturen. Maar als je kunt achterhalen wat deze defecten veroorzaakt en ze kunt oplossen, kun je je proces betrouwbaarder maken, je uitvalpercentage verlagen en consistent goede onderdelen maken. Je moet er wel aan blijven werken. Je kunt niet zomaar je proces repareren en het vergeten. Je moet blijven verbeteren, onderhouden en controleren om de beste resultaten uit je spuitgietproces te halen.







