 コンテンツへスキップ
コンテンツへスキップ 

射出成形金型射出成形の欠陥と解決策とは? | ZetarMold

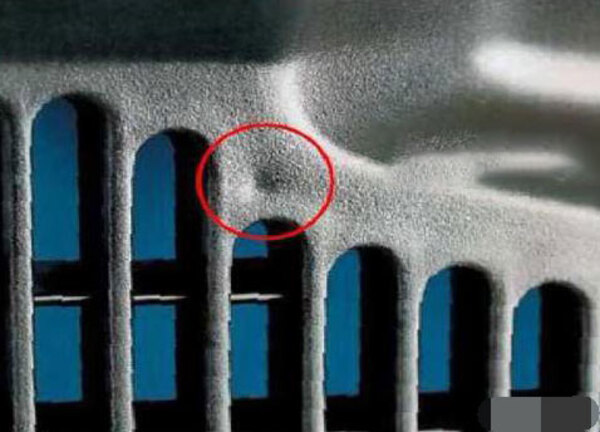
1.射出成形品のひび割れ
割れは糸状の割れ、微細な割れ、上部の白化、部品表面の割れ、部品と流路の金型固着による外傷リスクに分けられる。割れの時間によって、脱型割れと塗布割れに分けられる。主な原因は以下の通りです:

1.1 処理
圧力が高すぎたり、速度が速すぎたり、充填量が多すぎたり、射出時間が長すぎたり、保圧時間が長すぎたりすると、過剰な内部応力やクラックの原因となります。
部品が無理に引き抜かれ、脱型や割れの原因にならないよう、型開きの速度と圧力を調整する。
脱型しやすいように金型温度を適切に上げ、分解を防ぐために材料温度を適切に下げる。
溶接痕や塑性劣化による機械的強度の低下による割れを防ぐ。
離型剤を適切に使用し、金型表面に付着したエアゾール等をこまめに除去する。
成形直後のアニール熱処理により部品の残留応力を除去し、クラックの発生を抑えることができます。

1.2 金型の側面
エジェクションのバランスがとれていること。例えば、エジェクターピンの本数や断面積が十分であること、抜き勾配が十分であること、外力によるエジェクションの残留応力集中によるクラックが発生しないキャビティ表面の平滑性が必要です。
鋭角や面取りによる応力集中を避けるため、部品の構造は細くしすぎず、トランジション部分にはできるだけ円弧状のトランジションを使用する。
インサートと完成品の収縮率の違いによる内部応力の増大を防ぐため、金属インサートはできるだけ少なくする。
真空負圧の発生を防ぐため、底の深い部品には適切な脱型用エアインレットを設ける。
スプルーが大きいので、スプルー材が固まる前に金型から離型でき、離型しやすい。
メインフローブッシュとノズルの接続は、冷たく硬い材料が引きずられて固定金型に固着するのを防ぐ必要があります。

1.3 材料
再生材の含有率が高すぎて、部品が弱くなっている。
湿度が高すぎると、プラスチックによっては水蒸気と反応して弱くなり、ひびが入ったり割れたりします。
素材そのものが加工環境に適していなかったり、品質が悪かったりすると、汚染によって亀裂や破損が生じます。

1.4 マシンの側面
の可塑化能力である。 射出成形 機械は適切でなければならない。小さすぎると可塑化が不十分となり、十分に混合されずもろくなる。大きすぎると劣化する。
2.射出成形品には気泡がある
バブル(真空気泡)とは、ガスが非常に薄い真空状態の気泡のこと。一般的に、型開きの瞬間に気泡が見られる場合は、ガス干渉の問題です。真空気泡は、プラスチックの充填不足や低圧のために形成される。金型が急冷されると、キャビティに接触している燃料が引っ張られ、体積が減少します。

ソリューション
射出エネルギー(圧力、速度、時間、材料量)を高め、背圧を高めて金型に充填する。
材料温度を上げ、スムーズに流れるようにする。材料温度を下げて収縮を抑え、金型温度、特に真空バブルが形成される局所的な金型温度を上げる。
ノズル、ランナー、ゲートの流動条件を改善し、圧力消費を削減するために、部品の厚い部分にゲートを設置する。
金型の排気条件を改善する。

3.射出成形品の反り変形
射出成形品の変形、曲がり、ねじれは、プラスチック成形時に流れ方向の収縮率が垂直方向の収縮率よりも大きいため、各方向で収縮率が異なり、部品が反ってしまうことが主な原因です。また、射出成形では金型への充填が避けられないため、部品内部に大きな内部応力が残り、これが反りの原因となる。これらはすべて高応力配向による変形の現れである。したがって、根本的に言えば、金型設計が部品の反り傾向を決定する。この傾向を成形条件の変更で抑えることは非常に難しい。この問題の最終的な解決は、金型の設計と改善から始めなければならない。この現象の主な原因は次のような点にある:

3.1 金型の側面
すべての部品の厚みと品質が一定であることを確認する。
金型キャビティのすべての部分の温度が一定になるように冷却シス テムを設計する。材料の流れ方向や収縮率の違いによる反りを防ぐため、材料が対称に流れるようにゲートシステムを設計する。充填が困難な部品については、ランナーとメインチャンネルの厚みをできるだけ大きくする。キャビティ内の密度、圧力、温度の差をなくす。
離型マージンの増加、金型表面の研磨の改善、排出システムのバランスなど。
良好な排気を確保すること。
部品の肉厚を厚くするか、反り止めの方向を大きくし、補強リブを使って部品の反り止め能力を高める。
金型の強度が足りない。

3.2 プラスチック
結晶性プラスチックは非晶性プラスチックよりも反りやすい。さらに、結晶性プラスチックは、冷却速度が増加し、収縮率が減少するにつれて減少する結晶化プロセスを経ることによって、反りを修正することができます。
3.3 加工
射出圧力が高すぎたり、保持時間が長すぎたり、溶融温度が低すぎたり、速度が速すぎたりすると、内部応力が増大し、そり変形の原因となる。
金型温度が高すぎ、冷却時間が短すぎるため、脱型時に部品が過熱され、射出変形を起こす。
内部応力の発生を抑えるため、最小充填量を維持しながら密度を下げるため、スクリュー回転数と背圧を下げる。
反りや変形の発生しやすい部品は、必要に応じてソフト成形や脱型後の脱型を行う。

4.射出成形品におけるカラーバー、ライン、フラワーの欠陥
この欠陥は、主にマスターバッチで着色されたプラスチック部品で発生する。マスターバッチ着色は、色の安定性、色純度、色移行性などの点で、ドライパウダー着色や染料ペーストよりも優れていますが、分布、つまり、色粒子がプラスチックに希釈され、均一に混合することが比較的苦手であり、完成品には当然、地域的な色差が生じます。

ソリューション
供給部の温度、特に供給部の後端の温度を高くして、その温度が溶融部の温度に近いか、それよりわずかに高くなるようにし、カラーマスターバッチが溶融部に入ったときにできるだけ早く溶融できるようにし、希釈液との均一な混合を促進し、液体の混合の機会を増やす。
スクリュー速度が一定の場合、背圧を上げると溶融温度が上昇し、バレル内の剪断効果が高まる。
鋳型、特に注湯システムを改良する。ゲートが広すぎると、溶融物が通過するときの乱流効果が悪く、温度上昇が高くないので、不均一になり、リボン型のキャビティを狭くする必要がある。

5.射出成形品の収縮とへこみ
プラスチックを金型に注入すると、冷えて固まる。この過程でプラスチックは収縮する。これは正常なことです。しかし、収縮が均一でないこともあります。これがへこみができる原因です。
5.1 マシンの側面
ノズル穴が大きすぎると、溶融物が逆流して収縮を起こし、小さすぎると抵抗が大きくなり、材料量が少なくなって収縮を起こす。
クランプ力が不足するとフラッシュが収縮しますので、クランプシステムに問題がないか確認してください。
可塑化量が足りない場合は、可塑化量の多い機械でスクリューやバレルが摩耗していないか確認する。

5.2 金型の側面
肉厚が全体的に同じで、収縮率が同じであることを確認する。
金型の冷却・加熱システムが、すべての部品の温度を同じに保つことを確認する。
ゲートが滑らかで、抵抗が大きすぎないことを確認してください。例えば、主水路、ランナー、ゲートのサイズが適切であること、表面が滑らかであること、トランジションエリアがカーブしていること。
薄い部品は温度を高くして、材料がスムーズに流れるようにする。厚い部品は金型温度を下げる。
ゲートが左右対称であることを確認し、部品の厚い部分に入れるようにする。コールドスラッグウェルが十分な大きさであることを確認する。

5.3 プラスチック
結晶性プラスチックは非晶性プラスチックよりも収縮する。結晶性プラスチックを加工する際には、より多くの材料を加えるか、プラスチックに何かを加えて結晶化を早め、収縮を抑える必要がある。
5.4 加工
バレル温度が高すぎ、体積変化が大きい。流動性の悪いプラスチックの場合、適当に温度を上げて平滑性を確保する。
射出圧力、射出速度、射出背圧が低すぎ、射出時間が短す ぎ、材料の体積または密度が不足し、収縮が発生する。射出圧力、射出速度、射出背圧が高すぎ、射出時間が長すぎ、バリや収縮が発生する。
材料の添加量が多すぎると射出圧力が消費され、少なすぎると材料量が不足する。
精度を必要としない部品は、射出と保圧が完了した後、基本的に外層は凝縮して固まるが、サンドイッチ部品はまだ柔らかく、射出が可能である。できるだけ早く金型から取り出し、空気中や湯の中でゆっくりと冷やせばよい。収縮によるへこみは緩やかであまり目立たないため、使用には影響しない。
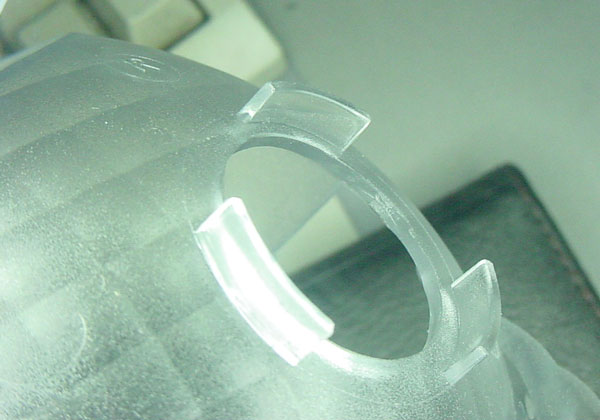
6.射出成形品の透明欠陥
メルティング・スポット、銀色の筋、ポリスチレンのひび割れ、プレキシガラスの透明な部分、光に透かすとキラキラと輝くフィラメントのような銀色の筋が見えることがある。このような銀色の筋は、フラッシュスポットやクラックとも呼ばれる。これは、引張応力の垂直方向に発生する応力によってポリマー分子が重流動配向し、非配向部分と重流動配向部分との折り畳み速度に差が生じるためである。
ソリューション
ガスや不純物を取り除き、プラスチックが完全に乾いていることを確認する。
材料の温度を下げ、バレルの温度を徐々に調整し、必要に応じて金型の温度を上げる。
射出圧力を上げ、射出速度を下げる。
射出前の背圧を上げ下げし、スクリュー回転数を下げる。
ランナーと金型キャビティの排気条件を改善する。
ノズル、ランナー、ゲートの詰まりの可能性を清掃してください。
成形サイクルを短縮するために、脱型後のシルバーストリークを除去するためにアニーリング法を使用することができます:ポリスチレンの場合、78℃で15分間、または50℃で1時間保持します。ポリカーボネートの場合は、160℃以上で数分間加熱する。

7.射出成形品の色ムラ
射出成形品の色ムラの主な原因と解決策をご紹介します:
着色剤の拡散が悪いと、ゲート近傍にパターンが生じることが多い。
プラスチックや着色剤は熱安定性が悪い。部品の色調を安定させるためには、生産条件、特に材料温度、材料量、生産サイクルを厳密に定めなければならない。
結晶性プラスチックの場合は、部品のすべての部 分の冷却速度を一定に保つようにする。肉厚の差が大きい部品には、着色剤を使って色の差を隠すことができる。肉厚が均一な部品の場合は、材料温度と金型温度を一定にする。
部品の形状、ゲート形状、位置がプラスチック充填に影響し、部品の一部に色の違いが生じるため、必要に応じて修正する必要がある。

8.射出成形品の色と光沢の欠陥
多くの場合、射出成形部品の表面の輝きは、プラスチックの種類、着色剤、金型表面の平滑性によって決まります。しかし、時には、表面の色や光沢の欠陥、表面の黒ずみなどが他の原因によって引き起こされることもあります。その理由と解決策を以下に分析する:
金型の仕上がりが悪い、キャビティ表面に錆汚れ等がある、金型の排気が悪い。
注湯システムが良くない。コールドウェルを大きくし、ランナーを大きくし、メインチャンネルを磨き、ランナーとゲートを磨くべきである。
材料温度と金型温度が低く、必要に応じてゲートの局所加熱が可能。

加工圧力が低すぎる、速度が遅すぎる、射出時間が足りない、背圧が足りないため、成形性が悪く、表面が黒ずんでいる。
プラスチックが完全に可塑化されていなければならないが、材料の劣化を防ぎ、加熱が安定し、冷却が十分でなければならない(特に厚い壁の場合)。
冷たい材料がワークピースに入るのを防ぐため、セルフロック式スプリングを使用するか、必要に応じてノズルの温度を下げてください。
再生材の使用量が多すぎる、プラスチックや着色剤の品質が悪い、水蒸気やその他の不純物が混入している、使用する潤滑剤の品質が悪い。
クランプ力が十分であること。
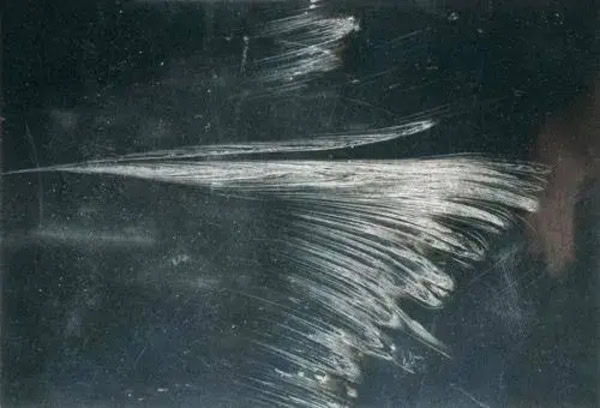
9.射出成形品 シルバーパターン
射出成形品に発生する銀条は、表面の気泡や内部の気孔が原因です。これらの欠陥の主な原因は、水蒸気、分解ガス、溶剤ガス、空気などのガスの干渉です。具体的な原因を分析してみよう:
9.1 マシンの側面
バレルやスクリューが磨耗していたり、ラバーヘッドやラバーリングの材料流れにデッドコーナーがあり、長時間の加熱により分解する。
加熱システムが制御不能になり、温度が上がりすぎて分解している。熱電対や加熱コイルなどの発熱体に問題がないか確認する。ねじの設計が不適切なため、ゆるみが生じたり、空気が入りやすくなっている可能性があります。
9.2 金型の側面
換気が不十分。
金型内のランナー、ゲート、キャビティの摩擦抵抗が大きく、局部的な過熱や分解を引き起こす。
ゲートや空洞の偏った配置、無理な冷却システムは、加熱の偏りを引き起こし、局所的な過熱や風路の閉塞を招く。
冷却通路から水が漏れて金型キャビティに入る。
9.3 プラスチック
プラスチックの湿度が高い場合、再生材を入れすぎている場合、有害なゴミ(ゴミは分解しやすい)が含まれている場合は、十分に乾燥させ、ゴミを取り除く必要があります。
大気中や着色剤からの湿気を吸収するため、着色剤も乾燥させる必要があります。乾燥機を設置するのがベスト。
プラスチックに添加される滑剤、安定剤などの量が多すぎたり、不均一に混合されたり、プラスチック自体に揮発性溶剤が含まれている場合、混合されたプラスチックを加熱してバランスをとることが難しくなると、分解が起こることもあります。
プラスチックが汚染され、他のプラスチックと混ざっている。
9.4 加工
温度、圧力、回転数、背圧、メルトモーターの回転数を高く設定しすぎると、分解が起こる可能性があります。圧力、速度が低すぎると、射出時間、保圧が不足する。背圧が低すぎると、高圧が得られず密度が不足し、溶融しないことがある。ガスによりシルバーストリークが出てしまう場合は、適切な温度、圧力、速度、時間を設定してください。注入速度は多段で行ってください。

背圧が低く、回転速度が速いと、バレル内に空気が入りやすくなり、溶融物とともに金型内に入り込みます。サイクルが長すぎると、バレル内で溶融物が長時間加熱され、分解してしまう。
材料量の不足、大きすぎる供給クッション、低すぎる材料温度、低すぎる金型温度は、材料の流れや成形圧力に影響を与え、気泡の発生を促進します。
10.プラスチック製品には溶接継ぎ目がある
溶けたプラスチックが、インサートホールや流速の異なる部分、金型充填材の流れが途切れている部分にぶつかり、キャビティ内で複数の流れになると、完全に溶け合わせることができないため、線状のウエルドラインができてしまいます。また、ゲートが金型に充填する際にもウエルドラインが発生し、ウエルドラインの強度などが非常に弱くなる。主な原因を分析すると次のようになる:
10.1 処理
射出圧力と射出速度が低すぎ、バレル温度と金型温度が低すぎる。
射出圧力や射出速度が高すぎると、スプレーが発生し、ウエルドラインが現れます。
プラスチックの粘度を下げ、密度を上げるためには、回転速度を上げ、背圧を上げる必要がある。
プラスチックはよく乾燥させ、リサイクル材は控えめにすること。また、離型剤の使用量が多すぎたり、品質が悪いとウェルドラインが発生することがある。
クランプ力を弱め、排気を容易にする。

10.2 金型の側面
同じキャビティ内にゲートが多すぎる場合は、ゲー ト数を減らすか、左右対称に設置するか、溶接継手に できるだけ近づけて設置する。
溶接部の排気が悪い場合は、排気装置を取り付ける。
スプルーが大きすぎ、ゲートシステムのサイズが不適 切です。ゲートを開いて、溶融物がインサート穴の周囲に流れ るのを防ぐか、インサートをできるだけ少なくしてください。
肉厚の変化が大きかったり、肉厚が薄すぎる場合は、部品の肉厚を均一にしてください。
必要であれば、溶接継ぎ目にフュージョン・ウェル を開け、溶接継ぎ目を製品から切り離す。
10.3 プラスチック
プラスチックの流動性が悪い場合や熱に弱い場合は、必要に応じて潤滑剤や安定剤を加えてください。
プラスチックには不純物が含まれていることが多いので、必要に応じて、より品質の高いプラスチックに交換してください。
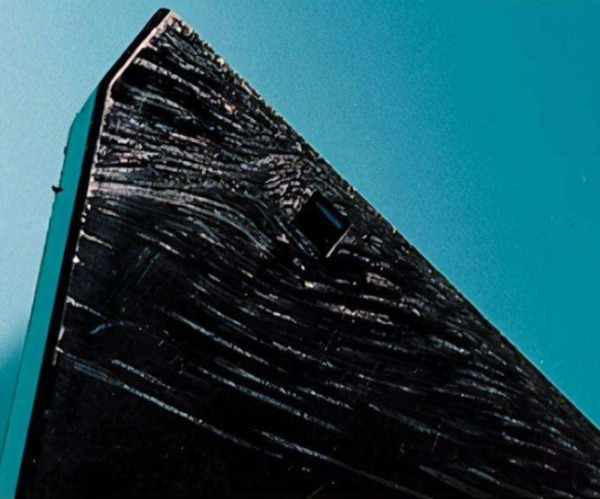
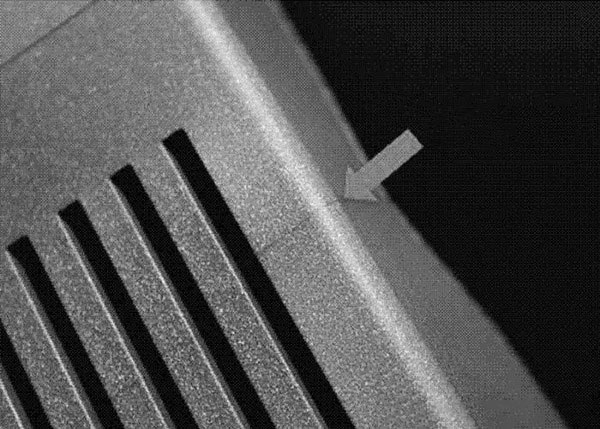
11.射出成形品の振動痕
PSのような硬質プラスチック部品には、ゲート付近の表面にこのような緻密な波紋があり、これを振動線と呼ぶことがある。これは、溶融粘度が高すぎて金型が淀んだ状態で充填されると、前の材料がキャビティ表面に触れたとたんに急速に凝縮して収縮し、後続の溶融物が収縮した冷たい材料を押してプロセスを継続するために起こります。この連続的な往復により、材料の流れが前進する際に表面振動パターンを発生させる。
ソリューション
バレル温度、特にノズル温度を上げるには、金型温度も上げる必要があります。
射出圧力と射出速度を上げ、金型キャビティを素早く充填する。
抵抗が大きくならないように、流路とゲートを大きくする。
金型が十分に換気され、十分な大きさのコールドスラッグウェルがあることを確認する。
部品を薄くしすぎない。

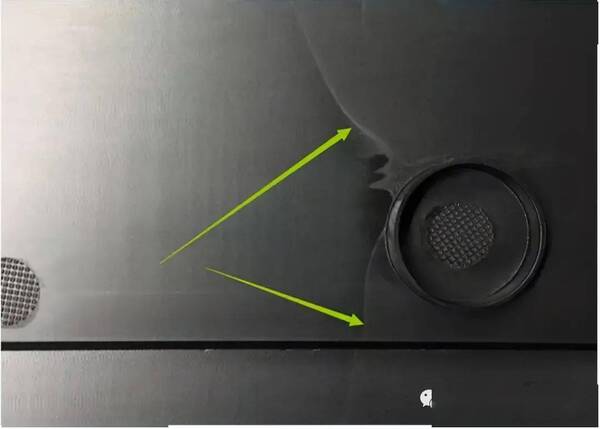
12.射出成形品の膨潤と発泡
プラスチック部品の中には、成形後すぐに金属インサートの裏側や特に厚い部分に膨れや気泡が発生するものがある。これは、内圧の作用で完全に冷却・硬化していないプラスチックが放出するガスの膨張が原因である。
ソリューション
冷却する。金型の温度を下げ、金型が開いている時間を長くし、材料の乾燥温度と加工温度を下げる。
射出速度を遅くし、成形サイクルを短くし、流動抵抗を減らす。
保持圧力と保持時間を上げる。
部品の肉厚が厚すぎる、または肉厚が大きく変化する問題を修正する。

結論
射出成形 欠陥は、製品の品質、生産効率、そして全体的なコストに大きな影響を与えます。しかし、不良の原因を突き止め、それを修正することができれば、工程の信頼性を高め、スクラップ率を減らし、一貫して良い部品を作ることができる。しかし、そのためには努力を続けなければならない。ただ工程を修正し、それを忘れることはできない。射出成形で最高の結果を得るためには、改善し続け、維持し続け、監視し続けなければならないのです。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






