 Overslaan naar inhoud
Overslaan naar inhoud 

- SpuitgietmatrijsPoortselectie—rand, onderwater of hete tip—heeft een aanzienlijke invloed op matrijs kosten en het uiterlijk van het afgewerkte onderdeel.
– Mold cost ranges from $3,000 for simple prototype tooling to over $100,000 for complex multi-cavity production molds.
– The most common molding defects—sink marks, warpage, and flash—are preventable with proper mold design and process control.
– Steel P20 and H13 are the most widely used mold materials, chosen for their balance of machinability, durability, and thermal performance.
What Exactly Is an Injection Mold and How Does It Work?
Een spuitgietmatrijs is een precisiegereedschap van staal of aluminium met gefreesde holtes die de vorm van een kunststof onderdeel bepalen. In onze fabriek omschrijven we het simpelweg: de matrijs is het hart van het spuitgieten. Gesmolten kunststof—verwarmd tot 200–320°C afhankelijk van het materiaal—wordt onder een druk van 700–1.400 bar in de gesloten matrijs geïnjecteerd. De koelkanalen van de matrijs verlagen de smelttemperatuur in seconden onder het stollingspunt van het materiaal, de matrijs opent, en uitwerppennen duwen het voltooide onderdeel vrij. De hele cyclus herhaalt zich in slechts 5 seconden voor dunwandige onderdelen of tot enkele minuten voor dikke structurele componenten.
The mold itself consists of two main halves: the cavity side (A-plate) and the core side (B-plate). These interlock at the parting line, which you can see as a faint seam on most molded parts. Inside, the runner system channels plastic from the machine nozzle through sprues and runners into the gate—the controlled entry point to the cavity. Vents machined to 0.01–0.02 mm depth allow trapped air to escape without creating flash.

What Are the Main Types of Injection Molds?
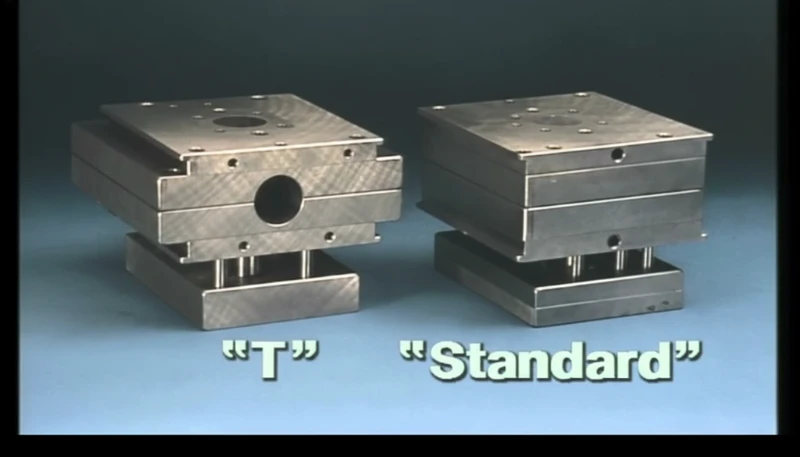
The main types of injection molds are two-plate molds, three-plate molds, hot runner molds, family molds, and multi-cavity molds—each suited to different production needs and part geometries. In our facility, we run all five types daily, and choosing the right type is often the single biggest cost decision a customer makes.
Mallen met twee platen are the industry workhorse. They split into two halves at one parting plane, making them the easiest to design, maintain, and repair. We use them for roughly 70% of our projects.
Mallen met drie platen add a second parting plane, allowing the runner to separate from the part automatically. This gives designers freedom to gate anywhere on the part surface—ideal for complex geometries where a side gate would leave a mark in a visible area.
Hot Runner Mallen de koude tuit volledig elimineren door het plastic gesmolten te houden in de matrijs. We hebben klanten 15–30% bespaard op materiaalkosten bij grootschalige projecten door over te schakelen op hete tuiten, hoewel de initiële gereedschapskosten $8.000–$20.000 hoger liggen.
| Type schimmel | Typical Cost Premium | Beste voor | Runner Waste |
|---|---|---|---|
| Two-Plate Cold Runner | Baseline | General production | 5–30% by weight |
| Three-Plate Cold Runner | +10–20% | Complex gate positioning | 5–30% by weight |
| Hete hardloper | +30–80% | High-volume, no runner waste | Near zero |
| Multi-Cavity (8–32 cavities) | +50–200% | Very high-volume, same part | Varies |
| Family Mold | +20–40% | Multiple different parts in one mold | Varies |
"Een kostbaarder vorm produceert altijd beter onderdelen."Vals
Mold cost reflects complexity and cavity count, not necessarily part quality. A simple $5,000 single-cavity mold with excellent steel and polish will outperform a poorly designed $50,000 multi-cavity tool every time.
"Vormkwaliteit hangt af van designprecisie en staalselectie, niet alleen prijs."Echt
The key quality factors are proper venting, balanced cooling channels, correct draft angles, and appropriate steel hardness for the production volume. These design decisions matter far more than total cost.
What Materials Are Used to Make Injection Molds?
Injection molds are made primarily from tool steels—most commonly P20, H13, S136, and NAK80—selected based on required production volume, plastic material being run, and surface finish requirements. In our experience, choosing the wrong steel grade is one of the most common and costly mistakes in mold procurement.
P20 (Pre-hardened steel, 28–32 HRC) is the most widely used mold base material worldwide. It machines easily, holds a good polish to SPI B-2 standard, and handles up to 500,000 shots with most commodity plastics like ABS, PP, and PE. We recommend P20 for most production molds in the 50,000–500,000 shot range.
H13 (Hot work tool steel, 44–48 HRC after heat treatment) excels with abrasive or high-temperature resins. When customers run glass-filled nylon or PC/ABS at over 300°C, we specify H13 core and cavity inserts. It can deliver 1–2 million shots with proper maintenance.
S136 (Stainless tool steel) is our standard specification for medical, food-contact, and optical applications. Its corrosion resistance prevents rust from PVC outgassing and maintains mirror-polish finishes (SPI A-1 to A-2) over millions of cycles.
For prototype molds needing just 1,000–10,000 parts, we often use 7075 aluminum—it machines 3–5× faster than steel, cutting prototype lead time from 4 weeks to 1–2 weeks at 40–60% lower cost.
How Is Mold Cost Calculated and What Drives the Price?
Injection mold cost is calculated based on part complexity, number of cavities, steel grade, surface finish, and required tolerances—typically ranging from $3,000 for simple prototype tools to $150,000+ for complex production molds. We quote hundreds of molds per year, and the same part can vary by 3× in cost depending on specifications.
The biggest cost driver is machining time. CNC machining complex 3D surfaces, EDM burning fine details, and hand-polishing mirror finishes can each take dozens of hours. A mold for a simple flat cover might take 80 machining hours total; a complex automotive connector with sliders and lifters might take 400+ hours.
The second major factor is cavity count. A 16-cavity mold costs roughly 3–4× more than a single-cavity mold (not 16×, because the mold base, cooling, and ejection systems are shared). For parts needing 1 million+ units per year, multi-cavity tooling quickly pays for itself through lower per-piece cycle costs.
Tolerances and surface finish also drive cost significantly. A mold held to ±0.05 mm costs far more than one to ±0.1 mm—not because the target is harder, but because inspection, fitting, and hand-work time multiplies. Mirror-finish cavities (SPI A-1) require 20–40 hours of polishing per cavity by experienced craftsmen.

Diagram die laat zien hoe een spuitgietmatrijs werkt met holte, kern, runner en gate systeem
De meest voorkomende spuitgietdefecten zijn zinkplekken, vervorming, onvolledige injecties, uitsteeksels en laslijnen—allemaal kunnen ze doorgaans worden opgelost door procesparameters aan te passen, de matrijs aan te passen of het onderdeel te herontwerpen. In onze fabriek hebben we ontdekt dat meer dan 80% van de defecten voortkomt uit procesinstellingen in plaats van ontwerpfouten in de matrijs, wat goed nieuws is omdat procescorrecties sneller en goedkoper zijn dan gereedschapsaanpassingen.
Gootsteentekens appear as surface depressions over thick sections. The root cause is excessive wall thickness or insufficient shrinkage compensation1 in the mold design. We fix most sink mark issues by increasing holding pressure (typically 50–80% of injection pressure) and extending hold time by 0.5–2 seconds.
Vervorming results from uneven cooling, asymmetric wall thickness, or mismatched melt temperature2 across the part. Balanced cooling channel design is the permanent fix; in the short term, we adjust mold temperature differentially—running the concave side warmer than the convex side to compensate.
Flash is dun plasticfolie op de scheidingslijn, veroorzaakt door excessieve injectiedruk, versleten vormoppervlakken of onvoldoende klemkracht. We controleren de pasvorm van de scheidingslijn tot 0,005 mm vlakheid; als de vorm in goede staat is, duidt flits meestal op dat de injectiedruk de klemcapaciteit van de machine overschrijdt.

"Het verhogen van de injectiesnelheid lost altijd onvolledige injecties op."Vals
Short shots (incomplete fills) are more often caused by insufficient venting or blocked gates than by injection speed. Blindly increasing speed can worsen burn marks and jetting without solving the fill problem.
"Het diagnosticeren van de oorzaak voordat procesparameters worden aangepast, voorkomt effectief onvolledige injecties."Echt
Proper diagnosis—checking vent depth (should be 0.01–0.02 mm), gate size, melt temperature, and material moisture—identifies whether the short shot is a tooling, process, or material issue before any adjustments are made.
How Long Does an Injection Mold Last and How Should It Be Maintained?
Een goed onderhouden spuitgietmatrijs gaat doorgaans 500.000 tot 1.000.000 cycli mee voor P20-stalen matrijzen, 1–2 miljoen cycli voor H13-matrijzen en 5+ miljoen voor geharde S136- of 420SS-matrijzen. In onze fabriek hebben we matrijzen gezien die nog steeds sterk presteren bij 3 miljoen cycli—en andere die al na 50.000 cycli falen door slecht onderhoud. Het verschil is bijna volledig te wijten aan het onderhoudsprotocol.
After every production run, we clean the mold with approved plastic-safe solvents, blow out cooling passages, inspect parting lines for wear or damage, apply rust-inhibiting oil to all steel surfaces, and store the mold in a climate-controlled environment. This routine takes 1–2 hours per mold but adds hundreds of thousands of shots to service life.
The most critical maintenance interval is the preventive maintenance (PM) inspection—in our factory, we schedule full PM every 50,000 shots. This includes measuring cavity dimensions against original specs (catching wear before it exceeds tolerance), checking ejector pin fit and straightness, testing cooling channel flow rates, and re-polishing gate areas that experience high shear stress.
What Is the Difference Between a Prototype Mold and a Production Mold?
A prototype mold is a lower-cost, shorter-lead-time tool designed for 1,000–50,000 shots to validate part design; a production mold is a hardened steel tool engineered for 500,000+ shots at full production tolerances. In our operation, we produce both—and we advise every customer to start with a prototype mold unless they have 100% confidence in their design.
Prototype matrijzen (ook wel 'zachte gereedschappen' genoemd) gebruiken doorgaans aluminium of P20-staal en worden gefreesd met toleranties van ±0,1 mm. Ze worden geproduceerd in 2–4 weken en kosten $3.000–$15.000. Hun doel is het genereren van echte, productie-representatieve onderdelen—geen 3D-geprinte monsters of RTV-gegoten onderdelen—voor functionele tests, regelgevingsindiening en assemblagevalidatie.
Productievormen gebruiken gehard H13 of S136-staal, worden gehouden aan ±0,01–0,05 mm toleranties, bevatten volledige koeling en ejectiesystemen geoptimaliseerd voor cyclustijd, en zijn gebouwd voor 5–20+ jaar service. Lead time is 4–8 weken en kosten zijn €8.000–€150.000+. We hebben gezien dat klanten de prototypefase overslaan en drie sets productievormmodificaties betalen—veel meer kostend dan de prototypevorm die ze vermeden.
Frequently Asked Questions About Injection Molds

Q: How long does it take to make an injection mold?
A: Standard production molds take 4–6 weeks; complex molds with sliders and lifters take 6–10 weeks. Prototype molds in aluminum can be completed in 1–3 weeks. Lead time is primarily driven by machining and polishing hours, not waiting time.
Q: What is the minimum order quantity for injection molding?
A: There is no technical minimum—you can run 1 shot. Economically, injection molding becomes cost-competitive versus 3D printing at roughly 500–1,000 parts, depending on part complexity and size. Below that, the mold amortization cost per part is too high.
Q: Can injection molds be repaired if damaged?
A: Yes, most mold damage is repairable. Common repairs include welding and re-machining worn cavity areas, replacing damaged ejector pins, re-polishing scratched surfaces, and refitting worn parting lines. In our repair shop, we restore molds that customers have given up on—successfully returning them to production-quality condition.
Q: What draft angle is required for injection molded parts?
A: A minimum of 1°–2° draft per side is required for smooth ejection from most molds. Textured surfaces require 3°–5° additional draft per 0.025 mm of texture depth. Insufficient trekhoek3 is one of the most common design errors we see from customers submitting their first injection molding project.
Q: What is a mold flow analysis and do I need one?
A: Analyse van de vormstroom4 (using software like Moldflow or Moldex3D) simulates plastic filling, packing, and cooling to predict defects before the mold is cut. We recommend it for any part thicker than 4 mm, parts with varying wall thickness, optical components, or structural parts. The $500–$2,000 analysis cost is trivial compared to a $20,000 mold modification.
Q: How many cavities should my mold have?
A: Cavity count should match your annual volume demand divided by the number of machine hours per year, factoring in cycle time. As a rule of thumb: under 100,000 parts/year → 1–2 cavities; 100,000–500,000 parts/year → 4–8 cavities; 500,000+ parts/year → 8–32 cavities. We calculate the optimal cavity count during every quoting process.
Q: What is the difference between a cold runner and hot runner system?
A: A cold runner is an unheated channel that solidifies with each shot and is either recycled or discarded; a hot runner keeps the plastic permanently molten inside the mold using electric heaters, eliminating runner waste. Hot runners cost more upfront ($8,000–$20,000 extra) but reduce material cost, cycle time, and post-processing on high-volume projects.
Samenvatting
Injection molding remains one of the most versatile and economical manufacturing processes for plastic parts. The key to success lies in understanding the fundamentals: choosing the right mold type and steel for your volume, designing for moldability from the start (draft angles, uniform wall thickness, adequate venting), and establishing a disciplined maintenance program to protect your tooling investment.
In onze fabriek hebben we geleerd dat de meeste frustraties van klanten—kostenoverschrijdingen, kwaliteitsproblemen, late leveringen—terug te leiden zijn naar beslissingen gemaakt in de designfase, niet op de productievloer. Een onderdeel ontworpen voor spuitgieten met correcte wanddikte, ontwerphellingen en gate-locatie zal excellente resultaten produceren zelfs in een matig kostbare tool. Een slecht ontworpen onderdeel zal moeilijkheden ondervinden zelfs in de meest kostbare vorm.
Of u nu uw eerste prototype matrijs bestelt of een grootschalige productiematrijs met meerdere holtes plant, de vragen die in deze gids worden beantwoord, moeten u helpen beter geïnformeerde beslissingen te nemen en effectiever samen te werken met uw matrijzenmaker. Zie onze Injection Molding Complete Guide for a comprehensive overview.
-
Krimpcompensatie is de praktijk waarbij matrijsholtes iets groter worden ontworpen dan de gewenste uiteindelijke afmetingen van het onderdeel, om rekening te houden met de volumevermindering die optreedt wanneer gesmolten kunststof afkoelt en stolt, doorgaans 0,2–2,0% afhankelijk van het materiaal. ↩
-
Smeltemperatuur is de temperatuur waarbij het plastic materiaal volledig geplastificeerd is en ready voor injectie; het moet binnen de aanbevolen range van de resinfabrikant gecontroleerd worden (typisch ±10°C) om consistente viscositeit, vulgedrag en onderdeelkwaliteit te verzekeren. ↩
-
Ontwerphelling is de taper toegepast op de verticale wanden van een gegoten onderdeel perpendicular aan de scheidingslijn, waardoor het onderdeel clean van de vorm kan loskomen zonder schuren of plakken; onvoldoende helling veroorzaakt ejectieproblemen en oppervlakteschade. ↩
-
Moldflow-analyse is een computersimulatietechniek die de stroming, koeling en solidificatie van gesmolten plastic in een vormholte modelleert, waarbij potentiële defecten zoals laslijnen, luchtinsluitsels en vervorming worden geïdentificeerd voordat de fysieke vorm wordt geproduceerd. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





