 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een onmisbare technologie in de moderne productie. Het afsluitsysteem van de spuitgietmatrijs is een belangrijk onderdeel van het spuitgietvormDit heeft een directe invloed op de kwaliteit en de productie-efficiëntie van het eindproduct. In dit artikel lees je meer over de rol, de types, de ontwerpprincipes en de praktische overwegingen van het spuitgietcontrolesysteem en geef je een paar casestudy's om het belang ervan voor de productie te begrijpen.

Basisconcepten van het spuitgietsysteem
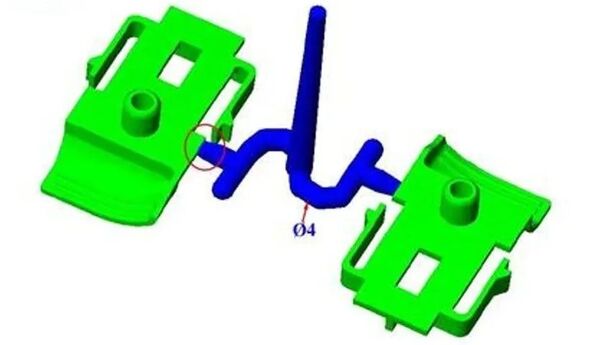
Het afsluitsysteem van de spuitgietmatrijs kan worden beschreven als het systeem waardoor de gesmolten kunststoffen van het spuitmondstuk van de spuitgietmachine naar de matrijsholte worden getransporteerd tijdens het spuitgieten. spuitgietproces. Het gating systeem is een zeer cruciaal onderdeel van de mal en bestaat uit onderdelen zoals de sprue, runner, gate en cold slug well.
1. Sprue: Sprue is een metalen kanaal dat het spuitstuk van de injectiemachine verbindt met de matrijsrunner. Gewoonlijk wordt het gebruikt om de gesmolten kunststof van de injectiemachine naar de matrijs te transporteren. Het ontwerp van de sprue moet ervoor zorgen dat het kunststofmateriaal gemakkelijk in het directe pad stroomt met minimaal warmte- of drukverlies.
2. Loper: De loopkanalen leiden de gesmolten kunststof van de sprue naar de poort in elk van de bomen. Ze moeten er ook voor zorgen dat de juiste hoeveelheid kunststof elke poort bereikt en dat de kunststof goed stroomt.

3. Poort: Deze poorten verbinden de loopwagen met de matrijsholte, waarbij deze holte het gebied van de matrijs is dat het gietmateriaal bevat. Het is het laatste kanaal waardoor de kunststof in de gietholte komt en de vorm en grootte van deze doorgang heeft een directe invloed op de doorstroming van de kunststof en de algemene kwaliteit van het eindproduct.
4. Koude slakkenput: De Cold Slug Put is een onderdeel van een spuitgietmatrijs dat ontworpen is om het eerste deel van de kunststof dat de pers ingaat op te vangen en af te koelen in plaats van het in de holte te laten stromen. Dit is belangrijk omdat het de kans op defecte producten door koude kunststof verkleint.
De rol van het gatesysteem
Het gebruik van een poortsysteem is van cruciaal belang voor de spuitgiettechnologie. Het heeft verschillende hoofdfuncties:
1. Gesmolten kunststof geleiden: Het poortsysteem leidt de stroom van de gesmolten vorm van de kunststof naar de vormholte vanaf de spuitgietmachine. Het garandeert dat de kunststof vrij kan stromen zonder vast te komen zitten of op een inconsistente manier te stromen.
2. Doorstroming en druk regelen: Door grootte en vorm toe te passen, kunnen de stroomrichting van het materiaal en de druk van de totale kunststof worden geregeld. Dit heeft invloed op de algehele dichtheid en mechanische eigenschappen van het specifieke product dat wordt gemaakt. Volgens iemands inzicht en bevindingen kan de stroom- en drukregeling van gesmolten metaal in de matrijs de vorming van interne spanning minimaliseren en de kwaliteit van het eindproduct verbeteren.

3. Temperatuurbeheer: Het ontwerp van het poortsysteem beïnvloedt de warmteverdeling in het gesmolten kunststof, een factor die het gietproces beïnvloedt. Dit voorkomt de vorming van defecten die het gevolg zouden kunnen zijn van verschillende koelsnelheden. Temperatuurbeheer is crucialer vanwege de hetere en inconsistente omstandigheden rond spuitgieten met hoge precisie en hoge kwaliteit.
4. Product Verschijningskwaliteit: De positie en vorm van de poortscan hebben een grote invloed op het uiterlijk van het eindproduct. Ze kunnen je bijvoorbeeld helpen om nadelige problemen zoals vloeimerken en laslijnen te voorkomen. Passende poorten dragen aanzienlijk bij tot het verbeteren van de esthetiek van het product, van bijzonder belang is het zorgvuldig creëren van passende poorten.
5. Productie-efficiëntie: Volgens de casestudies helpt een goed ontworpen poortsysteem daarom om de cyclustijd van injectie te behouden en zelfs te verkorten. Dit verhoogt de productie-efficiëntie. Korte cyclustijden en een snelle productiesnelheid zijn belangrijke doelstellingen in de moderne productie en een goed ontwerp van het poortsysteem is essentieel om deze doelstellingen te bereiken.

Soorten afsluitsystemen
Op basis van de vorm en functie van de poort worden spuitgietsystemen voornamelijk ingedeeld in de volgende types:
1. Directe poort: Directe poorten brengen het gesmolten cyclisch materiaal rechtstreeks in de caviteit en zijn het meest geschikt voor grote onderdelen en onderdelen met dikke wanden. Hun voordeel is dat ze een lage stromingsweerstand hebben, maar er bestaat een risico op de vorming van stromingssporen en bellen. Om die te beheersen, moeten de matrijstemperatuur en de injectiesnelheid worden geregeld.

2. Zijpoort: Zijwanden voeden gesmolten kunststof vanaf de zijkant van de matrijsholte en worden meestal gebruikt voor de vorming van producten van gemiddelde en kleine afmetingen. Hun voordeel is de eenvoud van de structuur en het gemak van verwerking en gebruik. De toepassing van deze varianten in dikwandige producten is echter beperkt door de aanwezigheid van zijwaartse poorten, die op hun beurt de verdeling van de kunststofstroom en de laslijnen beïnvloeden.

3. Onderzeese poort: Dit soort poorten zijn verborgen, worden meestal aan de binnenkant of aan de achterkant van het product geplaatst en hebben meestal de voorkeur voor producten met een extreme cosmetische aantrekkingskracht. Hun voordeel is dat ze esthetisch aantrekkelijke producten hebben, maar ze zijn moeilijk om mee te werken en hebben ingewikkelde productiemallen nodig.

4. Ventilatorpoort: Fan gates verspreiden gesmolten kunststof in de holte en zijn geschikt voor dunwandige producten of producten met een groot oppervlak. Ze hebben het voordeel van een gelijkmatige stroming, wat de lasnaden effectief vermindert, maar ze zijn moeilijk te verwerken en vereisen een nauwkeurig runnerontwerp.

5. Ringpoort: Ringgates zijn geschikt voor ringvormige of cilindrische producten en zorgen voor een gelijkmatige verdeling van gesmolten kunststof. Ze hebben het voordeel van een stabiele stroming, geschikt voor producten met hoge precisie, maar de verwerkingskosten zijn hoog en ze vereisen een hoge precisie bij de matrijsfabricage.

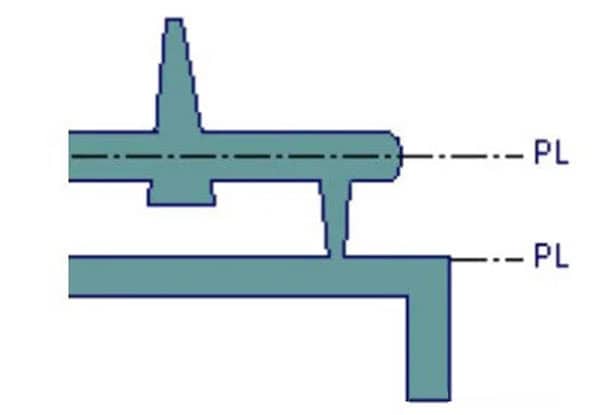
6. Overlappende poort: Overlapgates zijn vergelijkbaar met side gates, maar een deel van de overlapgate overlapt met de dikte van het spuitgietproduct, zodat er geen getuigemarkering achterblijft op de zijkant van het spuitgietproduct. Overlapgates worden meestal gebruikt om jetting te voorkomen. Typische overlappende poorten zijn 0,4 tot 6,4 mm dik en 1,5 tot 12,7 mm breed. Het nadeel is dat het bewerken van de overlapranden op het deelvlak moeilijker is.

Ontwerpprincipes van het Gating-systeem
Het ontwerp van het gating systeem heeft een directe invloed op het spuitgieteffect. Hier zijn enkele belangrijke ontwerpprincipes:
1. Bepaal een redelijke positie van de poort: De gate moet zich op de plaats bevinden waar de dikte van het onderdeel het grootst is of in het centrale gedeelte van het blok om ervoor te zorgen dat de holte gelijkmatig wordt opgevuld en laslijnen en zinksporen worden geëlimineerd. De positie van de poort moet ook rekening houden met de stroomrichting van het product en de daaropvolgende processen waaraan het product zal worden onderworpen.
2. Kies het juiste poorttype: Bepaal welk type poort geschikt is voor een bepaalde vorm en grootte, dit zal ook afhangen van het gebruik van het product. Verschillende soorten poorten zijn geschikt voor verschillende stromen en hebben verschillende effecten op de weerstand, vulmogelijkheden en nabewerking, dus het juiste type poort is ingewikkeld.

3. Optimaliseer het ontwerp van de loopwagen: De lengte van de runner moet zo kort en direct mogelijk zijn om de drukval en het warmteverlies te minimaliseren en tegelijkertijd de nodige flexibiliteit en vormcapaciteit voor de kunststof te bieden. De geometrie en afmetingen van de doorsnede van het kanaal moeten ook worden geoptimaliseerd, afhankelijk van de stromingseigenschappen van de kunststof en de koelbehoefte van de matrijs.
4. Grootte controlepoort: De grootte van de klep moet worden bepaald op basis van het volume van het product en de injectiecapaciteit van de injectiemachine om te voorkomen dat de klep te groot of te klein is en het vuleffect beïnvloedt. Een te grote poort verhoogt de schuifspanning, terwijl een te kleine poort kan leiden tot onvolledig vullen of een te lange afkoeltijd.

5. Overweeg uitwerpgemak: Het ontwerp van de poort moet het uitwerpen van het product vergemakkelijken, waarbij uitwerpmoeilijkheden door een te grote of te kleine poort vermeden moeten worden. Factoren zoals uitwerpkracht, richting en vorm en positie van de poort moeten allemaal volledig worden overwogen in het ontwerp.
6. Balanceer de productiekosten van de mal: Terwijl de productkwaliteit en productie-efficiëntie gewaarborgd blijven, moet het ontwerp van het afsluitsysteem zo eenvoudig mogelijk zijn om de productiekosten van de matrijs te verlagen. Een redelijk ontwerp kan de moeilijkheidsgraad en de tijd voor het verwerken van de matrijs verminderen, waardoor de productiekosten dalen.
Praktische overwegingen voor het gatesysteem
1. Vermijd bellen en brandplekken: Voorkom dat gesmolten kunststof door het ontwerp van de poort luchtbellen kan vormen of plaatselijk oververhit kan raken, waardoor brandplekken ontstaan als gevolg van de stroming. De problemen van bellen en brandplekken op runners kunnen worden verminderd als het juiste runnerontwerp en de juiste gate-positie worden gekozen.
2. Controleer schuifspanning: In het ontwerp van de poort en de runner moet de schuifspanning tot een minimum worden beperkt, zodat de gesmolten kunststof niet kan worden afgebroken of de runner niet kan breken. Een hoge schuifspanning leidt tot een afname van de plastische prestaties, waardoor de mechanische sterkte en levensduur van het product afnemen.
3. Afval en secundaire verwerking verminderen: Door een redelijk poortsysteem in te bouwen, kan verspilling van de poort tot een minimum worden beperkt of geëlimineerd, kunnen de kosten tot een minimum worden beperkt en kan de tijd die nodig is voor secundaire verwerking van een product tot een minimum worden beperkt. De operator moet ervoor zorgen dat de positie en het formaat van de poort zodanig zijn dat het materiaal optimaal wordt benut en er zo min mogelijk materiaal wordt verspild.

4. Zorg voor een uniforme matrijstemperatuur: Het is een cruciale factor die te maken heeft met het spuitgietproces en het in evenwicht houden van de gemiddelde temperatuur van de matrijs, zodat warmteverschillen geen problemen veroorzaken met het eindproduct. Er zijn twee afhankelijke processen van verwarming en koeling, dus het regelsysteem voor de matrijstemperatuur moet zorgen voor een goede temperatuurbalans.
5. Regelmatig onderhoud en inspectie: De gebruiksfrequentie is een andere kwestie en aangezien veel fabrieken en industrieën het poortsysteem gedurende lange gebruiksuren gebruiken, kan het systeem slijtage ondervinden en dit kan frequente inspectie en onderhoud vereisen om het systeem weer in de normale status te brengen. Problemen die vroeg genoeg worden gedetecteerd en gemeld binnen het poortsysteem kunnen het verschil maken tussen een succesvolle productie en een reeks kwaliteitsproblemen die kunnen ontstaan door een defect poortsysteem.

Casestudies
Door specifieke gevallen te analyseren, kunnen we het ontwerp en de optimalisatiemethoden van het gating systeem in praktische toepassingen beter begrijpen.
1. Auto-onderdelen: Onderzeese poorten worden meestal gebruikt in de spuitgieten van auto-onderdelen om de eindproducten een esthetische afwerking te geven en tegelijkertijd bestand te zijn tegen bedrijfsomstandigheden met hoge temperaturen en hoge druk. De productie van dashboards voor auto's vereist bijvoorbeeld uiterste precisie en uitstekende oppervlakken voor de klant; onderzeese poorten kunnen dit probleem van door beweging veroorzaakte oppervlaktedefecten goed oplossen en de mechanische eigenschappen van de producten verbeteren.

2. Behuizingen voor huishoudelijke apparaten: Ventilatorhekken of zijhekken worden vaak toegepast op behuizingen van huishoudelijke apparaten; hierdoor kunnen producten met een groot oppervlak een nauwkeurige en uitgebalanceerde vulling en een milieuvriendelijke oppervlaktekwaliteit krijgen. Bijvoorbeeld in spuitgieten van tv-behuizingen, dunwandige onderdelen moeten hun poort zo geplaatst hebben dat een gelijkmatige vulling mogelijk is, zonder laslijnen en vervormingen die de kwaliteit van het eindproduct aantasten.

3. Medische hulpmiddelen: Veel onderdelen die te maken hebben met medische apparatuur vereisen een hoge nauwkeurigheid en netheid van de onderdelen; sommige onderdelen maken gebruik van multigate of ring gate om optimale en nauwkeurige afmetingen en structuur binnenin te krijgen. Bij de productie van spuiten moet bijvoorbeeld een nauwkeurige en schone methode worden gebruikt, waarbij het gebruik van ringdeuren de onregelmatigheid van plastic in de spuiten minimaliseert, waardoor de betrouwbaarheid toeneemt.

4. Omhulsels voor elektronische producten: Elektronische LCA behuizingen hebben een hoge uiterlijke kwaliteit en moeten nauwkeurige afmetingen behouden; normaal gesproken worden hiervoor submarine gates of side gates gebruikt. De deurframes van auto's hebben bijvoorbeeld een hoge productieprecisie nodig omdat ze spuitgegoten telefoonbehuizingen zijn en het structurele ontwerp van de poorten van onderzeeërs kan de esthetiek verbeteren door oppervlaktedefecten te voorkomen die door onderzeeërpoorten geminimaliseerd worden.

5. Verpakkingsproducten: Bij het gebruik van directe poorten of meerpunts poorten vereisen verpakkingsproducten meestal een snelle cyclustijd en een efficiënte productie. Bij de productie van plastic flessendoppen bijvoorbeeld is de cyclustijd kort en daarom kan het gebruik van directe poorten direct bijdragen aan een hoge productiesnelheid en zo de productiekosten minimaliseren.

Toekomstige trends van poortsystemen
Bij productieprocessen met nieuwe technologie en verschillende veranderingen in de markteisen vereisen gatesystemen constante innovatie. Toekomstig ontwerp van afsluitsystemen zal zich meer richten op de volgende aspecten:
1. Intelligent ontwerp: CAD/CAE-technologieën kunnen nuttig zijn voor het verbeteren van het poortsysteem zodat het beter ontworpen en effectiever wordt. Optimalisaties van de poortposities, het runnerontwerp en de poortafmetingen zijn mogelijk via simulatieanalyse, waardoor de standaardcapaciteit van het ontwerp toeneemt.

2. Milieubescherming en energiebesparing: Hoewel het ontwerp van het afsluitsysteem een belangrijk aspect is in de gehele stroom van het systeem, zal het toekomstige ontwerp van het afsluitsysteem zich richten op het gebruik van zo min mogelijk materiaal en energie. Op deze manier wordt afval geminimaliseerd, materiaalgebruik gemaximaliseerd en het energieverbruik tijdens de productie van een bepaald product verlaagd; omgevingsdoelstellingen voor milieubescherming worden ook bereikt wat betreft energiebesparing.
3. Aanpassing en flexibele productie: Met de veranderingen in de vraag van de markt en de eisen van de consument zal de constructie van het afsluitsysteem veel gediversifieerder en persoonlijker worden, omdat het ook voldoet aan de specifieke eisen van het producttype. Flexibele productielijnen en modulair matrijsontwerp zijn ook toekomstige trends die de productieflexibiliteit en -productiviteit zeker zullen blijven verbeteren.

4. Toepassing van nieuwe materialen: Aangezien er bijna dagelijks nieuwe materialen worden ontwikkeld, is het duidelijk dat het ontwerp van gadget systemen moet inspelen op veranderingen met betrekking tot het type materiaal. Verder is het opmerkelijk dat het gebruik van nieuwe materialen de ontwikkeling van het ontwerp van gatesystemen zal bevorderen in termen van productgebruik, prestaties en kwaliteit.
5. Automatisering en slimme productie: Bij de verdere ontwikkeling van het gatesysteem zullen computerbesturing en automatische productiebesturing worden geïntroduceerd om menselijke tussenkomst tot het laagst mogelijke niveau te beperken, waardoor intelligent beheer van het productieproces mogelijk wordt. Door gebruik te maken van IIoT en big data kan het productieproces niet alleen in realtime worden bewaakt, maar ook worden verbeterd, waardoor het sneller verloopt en producten van hogere kwaliteit worden gemaakt.

Conclusie
Het ontwerp en de toepassing van het poortsysteem voor spuitgietmatrijzen is erg belangrijk voor het succes van spuitgieten. Een redelijk ontwerp van het poortsysteem kan de kwaliteit en productie-efficiëntie van producten sterk verbeteren en de productiekosten verlagen. In praktische toepassingen moeten we de specifieke productvereisten en de prestaties van de spuitgietmachine combineren, flexibel gebruikmaken van verschillende soorten poortsystemen en ontwerpprincipes, en zorgen voor een soepel verloop van het spuitgietsysteem. spuitgietproces.

Dit artikel introduceert uitgebreid de rol, types, ontwerpprincipes en toepassingsgevallen van het spuitgietgatesysteem en kijkt uit naar de toekomstige ontwikkelingstrend. Het is te hopen dat het waardevolle referentie en begeleiding voor lezers kan bieden. Door voortdurende oefening en optimalisatie zal het injection mold gating system naar verwachting een steeds belangrijkere rol spelen in de toekomstige productie.







