 Overslaan naar inhoud
Overslaan naar inhoud 

Woord vooraf : Het productieproces van kunststof spuitgietmatrijs is over het algemeen onderverdeeld in: klantgerichtheid, schimmelontwerp, schimmelproductie, schimmelinspectie en proefschimmel, schimmelmodificatie en -reparatie en schimmelonderhoud. We zullen ze hieronder één voor één uitleggen.

Aanpassing voor de klant
Het proces van het maken van kunststof matrijzen begint met de technische mensen van de klant die de matrijzenmaker producttekeningen geven. De matrijzenmaker neemt de productgegevens, analyseert ze en verwerkt ze tot de vereisten voor het maken van kunststof onderdelen. Dit wordt customer engineering genoemd.

Productievereisten voor kunststofonderdelen
Begrijp het gebruik, de verwerkbaarheid, de maatnauwkeurigheid en andere technische vereisten van de onderdelen. Bijvoorbeeld, wat zijn de vereisten voor de verschijningsvorm, kleurtransparantie en prestaties van kunststof onderdelen.
Is de geometrische structuur, helling en insert van de spuitgegoten onderdelen redelijk? De toegestane mate van vormfouten zoals lassporen en krimpgaten. Zijn er nabewerkingen zoals verven, galvaniseren, zeefdrukken en boren?

Controleer of de vormtolerantie kleiner is dan de tolerantie van de kunststofonderdelen en of de kunststofonderdelen gevormd kunnen worden die aan de eisen voldoen. Je moet ook de weekmaking- en vormprocesparameters van de kunststof kennen.
Procesgegevens
Het vormmateriaal moet sterk genoeg zijn voor plastic onderdelen, goed vloeien, overal hetzelfde zijn, in alle richtingen hetzelfde zijn en niet veranderen als het heet wordt.
Afhankelijk van waar de plastic onderdelen voor dienen en of ze later nog bewerkt worden, moet het gietmateriaal goed zijn om te verven, metaal op te zetten, er goed uit te zien, rekbaar en buigzaam genoeg te zijn, doorzichtig of glanzend te zijn, aan elkaar te plakken (zoals met geluid) of gelast te worden.
Kies vormapparatuur
Injectiecapaciteit, klemdruk, injectiedruk, grootte van de matrijsinstallatie, uitwerpmechanisme en grootte, diameter van het spuitstukgat en bolstraal van het spuitstuk, grootte van de positioneerring van de poortmof, maximale dikte en minimale dikte van de matrijs, slag van de sjabloon, enz.

Specifiek schimmelstructuurplan
Matrijs met twee platen, matrijs met drie platen. Of de matrijsstructuur betrouwbaar is, of het voldoet aan de procestechnologie (zoals geometrische vorm, oppervlakteafwerking en maatnauwkeurigheid, enz.) en de economische productievereisten van kunststof onderdelen (lage deelkosten, hoge productie-efficiëntie, continue werking van de matrijs, lange levensduur, arbeidsbesparing, enz.)
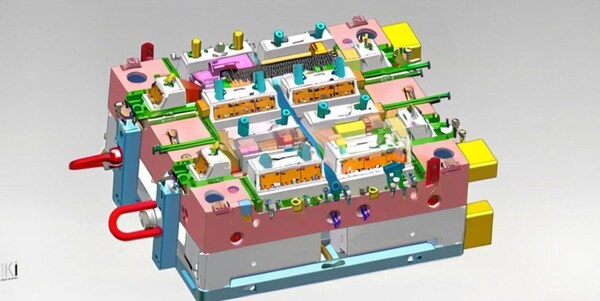
Vormontwerp
Kunststof onderdelen rangschikking
Bij het rangschikken van kunststof onderdelen gaat het erom een of meer kunststof onderdelen die je nodig hebt op volgorde te zetten, op basis van hoe je ze wilt maken en wat voor matrijs je wilt gebruiken.
De rangschikking van kunststofonderdelen is een aanvulling op de matrijsstructuur en de verwerkbaarheid van kunststof en heeft een directe invloed op het latere spuitgietproces. De overeenkomstige matrijsstructuur moet in aanmerking worden genomen tijdens de rangschikking en de rangschikking moet worden aangepast om te voldoen aan de matrijsstructuur.
Van de kunststof spuitgietproces perspectief moet de rangschikking rekening houden met: runnerlengte, runnerafval, poortpositie, lijminlaatbalans, caviteitsdrukbalans.
Als je naar de structuur van de mal kijkt, moet je aan het volgende denken: Voldoet het aan de afdichtingsvereisten? Voldoet het aan de ruimtevereisten van de matrijsstructuur, zoals de schopvoet, de rijpositie, de schuine bovenkant en andere ruimtevereisten? Zijn de onderdelen van de matrijsstructuur sterk genoeg? Hinderen meerdere bewegende delen elkaar?

Vermijdt de positie van de huls de positie van het uitwerpgat . Je moet ook nadenken over schroeven, koelwater en uitwerpers: Let op de invloed van schroeven en uitwerpers op koelwatergaten tijdens het rangschikken.
Is de lengte- en breedteverhouding van de matrijs zinvol? De matrijs moet zo compact mogelijk zijn, met een juiste lengte- en breedteverhouding, en je moet ook rekening houden met de installatievereisten van de spuitgietmachine.

Offerte tekenen en bestellen
De offerte tekening is het eerste ontwerp plan van de mal, en is ook een referentie voor het bestellen van de mal. De offertetekening is een relatief gedetailleerde identificatie van de malbasis, de structuur en de grootte van het malmateriaal op basis van de oorspronkelijke indeling van de mal.
Wanneer u bestelt, moet u een eenvoudig diagram van de schimmelbasis tekenen en het bestelformulier invullen op basis van de offertetekening.Wanneer u bestelt, moet u aandacht besteden aan de selectie van verschillende schimmelmaterialen volgens de verschillende vereisten van de schimmel.

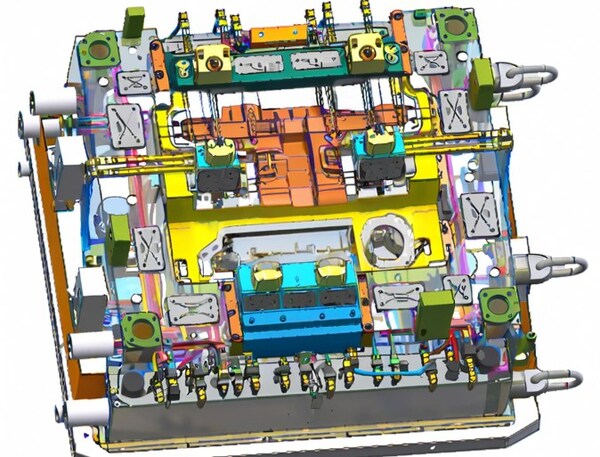
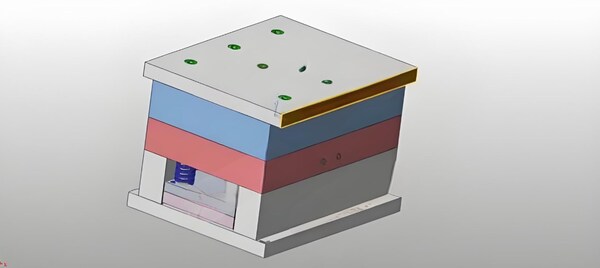
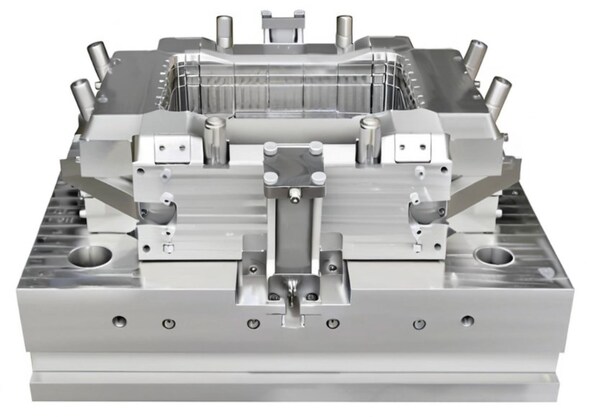
Ontwerp van de matrijsstructuur
De matrijsstructuur wordt bepaald door het type spuitgietmachine en de kenmerken van de kunststofonderdelen.
Concentreer je bij het ontwerpen op de volgende aspecten: technische specificaties van de spuitgietmachine; procesprestaties van kunststoffen; gietsysteem, inclusief runners, poorten, enz.; spuitgietonderdelen; vaak gebruikte structurele onderdelen; schuifmechanisme; uitwerpmechanisme; regeling van de matrijstemperatuur; uitlaat; matrijsmaterialen.
Bij het ontwerpen van een mal moet je aan veel dingen denken en een goede vorm kiezen zodat de mal goed werkt.
Kunststof onderdelen rangschikking
In de 3D-ontwerpfase maken we een rangschikking op basis van de 2D-rangschikking aan het begin van het ontwerp voor een diepgaander ontwerp.

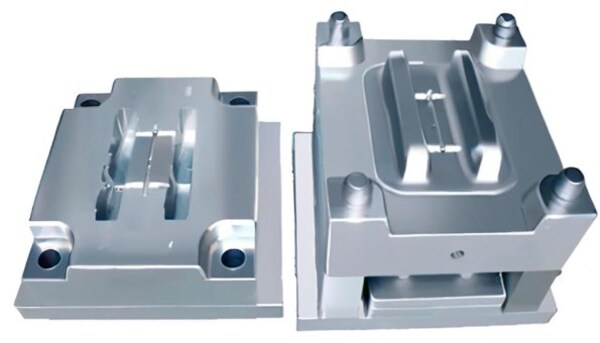
Afscheiding
Kies de juiste scheidingslijn, houd rekening met de afdichtingsafstand, bouw het referentievlak, breng de zijdelingse druk in evenwicht, maak het contactoppervlak van de spuitmond vlak, houd rekening met het contact en de penetratie van kleine gaten, vermijd scherp staal, houd rekening met het uiterlijk van het product, enz.
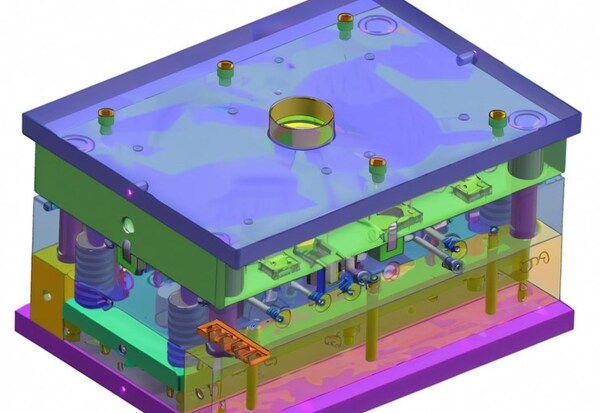
Verificatie en verbetering van de matrijssterkte
Om ervoor te zorgen dat de mal normaal kan werken, moeten we niet alleen de algehele sterkte van de mal controleren, maar ook de sterkte van de lokale structuur van de mal.Breng enkele verbeteringen aan in het specifieke mechanisme om de lokale sterkte te verbeteren.
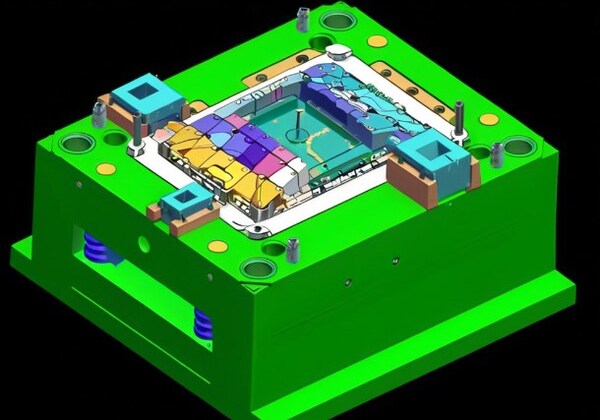
Ontwerp van gietvormonderdelen
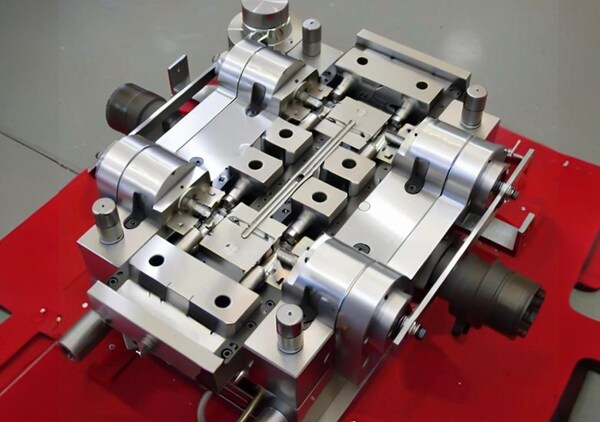
Onderdelen van mallen kunnen worden onderverdeeld in twee soorten: vormdelen en structurele onderdelen. Vormdelen zijn de delen die direct deelnemen aan de vorming van de holle ruimte, zoals de holle vorm (caviteit), pons (kern), insert, dia, enz.
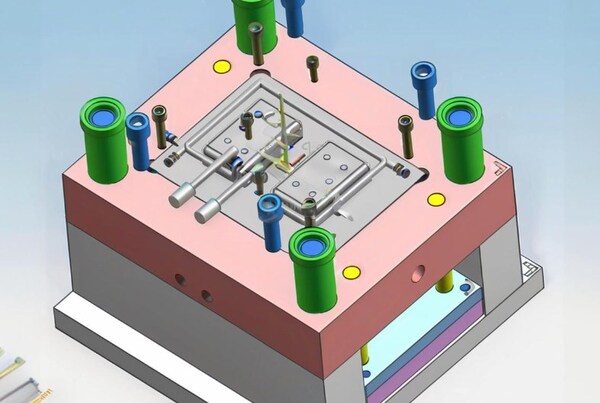
Structurele onderdelen zijn de onderdelen die gebruikt worden voor installatie, positionering, geleiding, uitwerpen en verschillende handelingen tijdens het vormproces, zoals positioneerringen, spuitmonden, schroeven, trekstangen, uitwerpers, afdichtringen, trekplaten met vaste afstand, haken, enz.
Bij het splitsen van inzetstukken zijn er verschillende dingen waar rekening mee moet worden gehouden: geen scherp of dun staal, gemakkelijk te verwerken, gemakkelijk aan te passen aan de grootte en te repareren, de sterkte van de gegoten onderdelen te garanderen, gemakkelijk te monteren, geen invloed op het uiterlijk, en uitgebreide aandacht voor koeling (nadat de inzetstukken zijn gemaakt, is lokale koeling moeilijk, dus de koelsituatie moet worden overwogen).

Bij het ontwerpen van structurele onderdelen is het algemene principe voor de lay-out van uitwerppennen en koelkanalen om eerst de uitwerppennen te regelen, dan de koelkanalen en dan de uitwerppennen aan te passen. In de werkelijke productie wordt echter vaak rekening gehouden met het aanpassen van de matrijs.
Nadat de mal is gemaakt, worden de koelkanalen niet onmiddellijk gestart. Ze kunnen pas worden geopend nadat de vormmodificatie is voltooid voor een periode die afhankelijk is van de gewijzigde situatie.

Opstelling van de uitwerphuls:
De uitwerphuls wordt meestal gebruikt voor de positie van de schimmelkolom. Bovendien kan voor de diepere botpositie de uitwerppen gemakkelijk worden uitgeworpen en kan de uitwerphuls ook worden gebruikt om botten toe te voegen om de uitwerping te ondersteunen.

Over het algemeen is de wanddikte van de uitwerphuls >=1mm en worden de uitwerphuls en de uitwerpnaald samen besteld bij de bestelling.
In het structurele ontwerp mag de hoogte van de kolom niet te hoog zijn, anders wordt de hulzenaald gemakkelijk gebogen en moeilijk uit te werpen.
Voor het ontwerp en de selectie van andere structurele onderdelen, zoals positioneerringen, sproeiers, schroeven, trekstangen, afdichtringen, trekplaten met vaste afstand, haken, veren, enz. kunnen geïnteresseerden wat informatie vinden om het zelf te begrijpen.
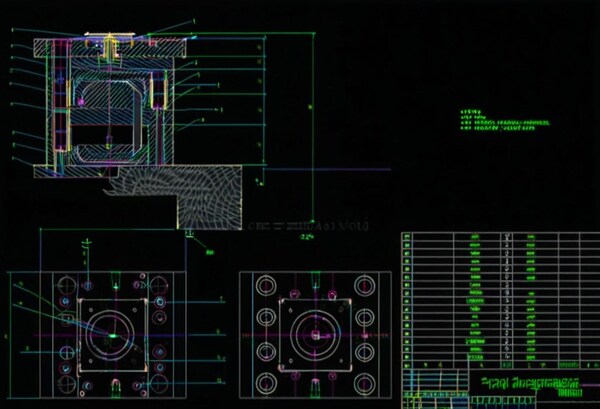
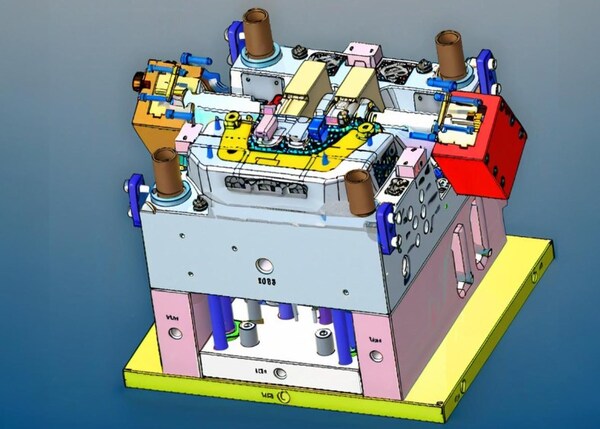
Mould Drawing Productie
Matrijstekeningen zijn belangrijke documenten die ontwerpintenties omzetten in matrijsproductie. Over het algemeen moeten ze worden getekend volgens nationale normen en ze moeten ook worden gecombineerd met de gebruikelijke tekenmethoden van elke fabriek. Mould tekeningen omvatten algemene assemblage structuur tekeningen en hun technische eisen, evenals deel tekeningen van alle onderdelen met inbegrip van verschillende inserts.

Productie van gietvormen
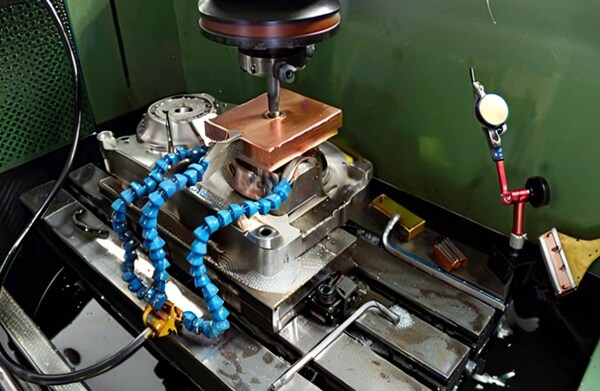
Programmering en elektrodeverwijdering
Als het matrijsontwerp klaar is, moet je CNC-programma's maken en de elektroden eruit halen voor EDM-bewerking op basis van de verwerkingsomstandigheden van elk onderdeel.
Bewerking
De mechanische verwerking van de mal omvat CNC-verwerking, EDM-verwerking, draadsnijden, diepgatboren, enz. Nadat de malbasis en materialen zijn besteld, bevindt de mal zich alleen nog in een ruwe verwerkingstoestand of alleen nog in staalmateriaal.

Op dit moment moet een reeks mechanische bewerkingen worden uitgevoerd volgens de ontwerpintentie van de mal om verschillende onderdelen te maken.
CNC verspanen omvat verschillende bewerkingsprocessen, gereedschapskeuzes, bewerkingsinstellingen en andere dingen die je moet weten. Als u meer wilt weten, kunt u hier de informatie vinden die u nodig hebt.
EDM-verspaning is machinaal vonken met een elektrische vonk. Het is een bewerkingsproces dat gebruik maakt van ontlading om materialen aan te tasten om de vereiste grootte te bereiken, dus het kan alleen geleidende materialen bewerken. De gebruikte elektroden zijn meestal koper en grafiet.
Montage bank
Bankwerk is een heel belangrijk onderdeel van het proces van matrijzen maken, en het is een taak die tijdens het hele proces van matrijzen maken moet worden uitgevoerd. Bankwerk is geschikt voor matrijsassemblage en is goed in draaien, frezen, slijpen en boren.
Schimmels sparen en polijsten
Mal sparen en polijsten is het proces waarbij schuurpapier, oliesteen, diamantpasta en andere gereedschappen worden gebruikt om de malonderdelen te bewerken nadat de mal is bewerkt door CNC, EDM en bankwerk, en voordat de mal wordt geassembleerd.

Schimmelinspectie en schimmelonderzoek
Schimmelinspectie
Het matrijs- en assemblageproces is eigenlijk het matrijsinspectieproces. Bij de assemblage van de mal kun je controleren of het rode lood op zijn plaats zit, of de uitwerphuls glad is en of de mal geen verkeerde interferentie heeft.
Methode voor schimmeldetectie
Verschijningsdetectie
Een van de meest eenvoudige manieren om schimmel op te sporen is door ernaar te kijken. Als je dit doet, moet je kijken of de schimmel vlak is, of er krassen, deuken, scheuren of iets dergelijks op zitten. Je moet ook kijken of de schimmel allemaal dezelfde kleur heeft en of er olie op zit.

Maatinspectie
Het controleren van de grootte van de mal is erg belangrijk, want als de grootte niet goed is, zal dit de kwaliteit van het product ernstig beïnvloeden. Bij de inspectie van de afmetingen moeten we professioneel meetgereedschap gebruiken, zoals micrometers, schuifmaten, enz. om te zien of de verschillende afmetingen van de mal aan de eisen voldoen.

Hardheidsinspectie
De hardheid van de mal is een belangrijke factor die de levensduur van de mal en de kwaliteit van het product beïnvloedt. Je kunt een hardheidsmeter gebruiken om de hardheid te controleren en de hardheidswaarde van de mal meten om te zien of deze aan de eisen voldoet.
Installatie-inspectie
Controleer of de mal correct en stevig geïnstalleerd is. Controleer tijdens de installatie-inspectie of de verschillende onderdelen van de mal redelijk zijn en of de verbinding goed vastzit, zodat de mal niet breekt of vervormt tijdens gebruik.

Schimmelprestaties controleren
Verschillende matrijzen vereisen verschillende eigenschappen voor gebruik, zoals slijtvastheid en corrosiebestendigheid. Voer bij het evalueren van de prestaties van mallen tests uit op basis van de ontwerpvereisten voor verschillende typen mallen.
Duurzaamheidstesten
Bij het testen van de duurzaamheid gaat het erom de mal te maken en hem dan een paar keer te laten draaien om te zien of hij moe wordt, verbogen of gebroken, of wat dan ook, zodat je erachter kunt komen hoe lang hij meegaat en hoe goed hij is.
Materiaalorganisatie Testen
Gebruik hulpmiddelen zoals microscopen om de organisatie van het vormmateriaal te controleren op onzuiverheden, defecten, overburning, enz. om er zeker van te zijn dat de kwaliteit van het materiaal voldoet aan de vereisten.

Functioneel testen
Functioneel testen is de daadwerkelijke gebruikstest van het product dat door de mal is gemaakt om te zien of het product voldoet aan de ontwerpeisen en prestatie-indicatoren tijdens het gebruik. Veelvoorkomende functionele testen zijn onder andere productassemblage testen, productwerking testen, productbetrouwbaarheid testen, enz.

Stappen voor schimmeltesten
Pre-inspectie
Voordat je op schimmel gaat testen, moet je een voorinspectie doen. Kijk eerst naar de schimmel om te zien of er duidelijke schade is, zoals chips, scheuren of breuken. Maak de schimmel vervolgens schoon om er zeker van te zijn dat er geen vuil of bijtende stoffen in zitten. Smeer ten slotte olie op alle bewegende delen van de mal.

Een testplan opstellen
Maak een testplan dat overeenkomt met de ontwerpeisen en functionele eisen van de mal. Bepaal wat je gaat testen, hoe je het gaat testen en welke tools je gaat gebruiken.

Uiterlijk Inspectie
Gebruik vergrootglazen, microscopen en andere hulpmiddelen om het algemene uiterlijk van de mal te inspecteren. Kijk of er duidelijke defecten zijn zoals bulten, bellen, breuken, mechanische schade, enz.

Maatinspectie
Gebruik op basis van de ontwerptekeningen van de mal de juiste meetinstrumenten om de afmetingen te meten, vergelijk de meetresultaten met de ontwerpeisen en bepaal of de maatnauwkeurigheid van de mal voldoet aan de eisen.

Duurzaamheidsinspectie
Om de mal te testen, moet je een bepaald aantal doorlopende mallen of injecties doen om te zien of de mal zal vermoeien, vervormen, breken enzovoort tijdens het gebruik. Registreer de levensduur en veranderingen van de mal.

Inspectie materiaalorganisatie
Neem een monster van het malmateriaal en maak een proefstuk. Bekijk de structuur van het materiaal onder een microscoop en ander gereedschap. Kijk of er onzuiverheden, defecten, overburning of andere problemen zijn. Controleer of de kwaliteit van het matrijsmateriaal goed genoeg is.
Functionele inspectie
Praktische gebruikstest van de producten die door de mal zijn gemaakt. Zoals assemblage, werking, betrouwbaarheid en andere tests. Ontdek of het product tijdens het gebruik voldoet aan de ontwerpvereisten en prestatie-indicatoren.

De testresultaten vastleggen
Noteer alle testpunten, inclusief de testmethoden, testresultaten, testtijd, enz. En maak een rapport van de matrijstest voor latere analyse en referentie.
Schimmelproef
Als de mal eenmaal gemaakt is, moeten we hem testen op de injectiemachine om te zien of de mal goed is en of de structuur van het plastic onderdeel goed is. Door de mal te testen, kunnen we zien hoe de mal het doet tijdens het bierproductieproces en of de structuur van het plastic onderdeel goed is.
Voorzorgsmaatregelen voor schimmelonderzoek
Leer de mal kennen: Het is het beste om de ontwerptekeningen van de mal te krijgen, deze in detail te analyseren en te regelen dat de matrijstechnicus deelneemt aan de matrijsproef.

Controleer eerst de mechanische coördinatie op de werkbank: let op krassen, ontbrekende onderdelen en loszittende delen, of de mal naar de glijplaat beweegt, of het waterkanaal en de luchtpijpverbindingen lekken, en als er beperkingen zijn op de opening van de mal, moeten deze ook op de mal worden gemarkeerd.
Als bovenstaande handelingen kunnen worden uitgevoerd voordat de mal wordt opgehangen, kan tijdverlies worden voorkomen door problemen te vinden bij het ophangen van de mal en de mal vervolgens te demonteren.

Na de bevestiging dat de verschillende onderdelen van de matrijs goed bewegen, is het noodzakelijk om een geschikte spuitgietmachine te selecteren. Bij het selecteren moet aandacht worden besteed aan: wat is het maximale injectievolume van de spuitgieten machine,
Of de binnenafstand van de trekstang in de mal past, of de maximale slag van de beweegbare mal aan de eisen voldoet en of andere gerelateerde gereedschappen en accessoires voor proefmallen volledig zijn voorbereid.

Als alles in orde is, is de volgende stap het ophangen van de mal. Bij het ophangen moet worden opgemerkt dat alle klemsjablonen moeten worden vergrendeld en dat de ophanghaak niet mag worden verwijderd voordat de mal wordt geopend om te voorkomen dat de klemsjabloon losraakt of breekt waardoor de mal valt.
Nadat de matrijs is geïnstalleerd, moet de mechanische werking van verschillende onderdelen van de matrijs zorgvuldig worden gecontroleerd, zoals of de werking van de glijplaat, de uitwerppen, de tandintrekstructuur en de eindschakelaar correct zijn.

En let erop of het injectiepistool en de toevoerpoort op één lijn liggen. De volgende stap is aandacht besteden aan het sluiten van de matrijs. Op dit moment moet de druk voor het sluiten van de matrijs worden verlaagd. Let er bij het handmatig en op lage snelheid sluiten van de matrijs op of er onregelmatige bewegingen en abnormale geluiden zijn.
Het hijsen van de mal is eigenlijk vrij eenvoudig. Het belangrijkste waar je op moet letten is dat het centreren van de malpoort en de spuitmond moeilijk is. Meestal kun je het middelpunt aanpassen met testpapier.

Schimmeltemperatuur verhogen: Afhankelijk van de prestaties van de grondstoffen die in het eindproduct worden gebruikt en de grootte van de matrijs, selecteert u een geschikte regelaar voor de matrijstemperatuur om de temperatuur van de matrijs te verhogen tot de temperatuur die vereist is voor de productie.
Nadat de matrijstemperatuur is verhoogd, moet de beweging van elk onderdeel opnieuw worden gecontroleerd, omdat het staal na thermische expansie kan leiden tot vastlopen van de matrijs, dus let op het glijden van elk onderdeel om spanning en trillingen te voorkomen.

Als de fabriek de regel van het proefplan niet volgt, stellen we voor om bij het aanpassen van de proefvormcondities slechts één conditie tegelijk aan te passen, zodat je het effect van één enkele conditieverandering op het eindproduct kunt zien.
Afhankelijk van de grondstoffen moet je de originele materialen goed bakken. De proefmal en de toekomstige massaproductie moeten zoveel mogelijk dezelfde grondstoffen gebruiken.

Gebruik geen slechte materialen voor proefmallen. Als je een kleurvereiste hebt, kun je tegelijkertijd een kleurtest doen. Secundaire verwerking wordt vaak beïnvloed door interne spanning en andere problemen.

Als de proefvorm stabiel is, voer dan de secundaire verwerking uit. Nadat de mal langzaam is gesloten, past u de sluitdruk van de mal aan en beweegt u de mal een paar keer om te zien of er een ongelijkmatige sluitdruk van de mal is om bramen op het eindproduct en vervorming van de mal te voorkomen.
Belangrijkste stappen van schimmelonderzoek
Om te voorkomen dat je tijdens de massaproductie tijd en moeite verspilt, moet je geduldig de verschillende verwerkingsomstandigheden aanpassen en controleren, de beste temperatuur- en drukomstandigheden vinden en standaardprocedures voor matrijsproeven ontwikkelen die je kunt gebruiken om je dagelijkse werkmethoden vast te leggen.

Zorg ervoor dat het plastic materiaal in het vat juist is en dat het gedroogd is volgens de regels (als je verschillende grondstoffen gebruikt voor het uitproberen van de mal en de productie, kun je verschillende resultaten krijgen).
Om te voorkomen dat er slecht plastic of vreemde materialen in de mal komen, moet de materiaalbuis goed schoongemaakt worden. Slecht plastic en vreemde materialen kunnen de mal verstoppen. Controleer of de temperatuur van de materiaalbuis en de temperatuur van de mal goed zijn voor de grondstoffen die je gebruikt.
Verander de druk en het injectievolume om het eindproduct er goed uit te laten zien, maar ga niet flitsen, vooral niet als sommige van de matrijsholten nog niet volledig gestold zijn. Denk goed na voordat je een van de regelinstellingen verandert, want een kleine verandering in de vulsnelheid van de mal kan een grote verandering in de vulling van de mal veroorzaken.

Wees geduldig en wacht tot de machine en de omstandigheden van de mal zich stabiliseren, dat wil zeggen, de middelgrote machine. Het kan ook zijn dat de machine meer dan 30 minuten moet wachten. Deze tijd kan worden gebruikt om te controleren op mogelijke problemen met het eindproduct.

De schroefvoorlooptijd mag niet korter zijn dan de stollingstijd van de kunststofpoort, anders wordt het gewicht van het eindproduct verlaagd en worden de prestaties van het eindproduct beschadigd. En als de mal wordt verwarmd, moet de schroefvooruitgangstijd ook worden verlengd om het eindproduct te verdichten.

Een redelijke aanpassing verlaagt de totale verwerkingscyclus.
Voer de nieuwe aangepaste condities minstens 30 minuten uit tot ze stabiel zijn en produceer dan continu minstens een dozijn volledige vormmonsters, markeer de datum en hoeveelheid op de verpakking en plaats ze apart volgens de vormholte om de werkelijke werkingsstabiliteit te testen en redelijke controletoleranties af te leiden.
Meet en noteer de belangrijke afmetingen van de doorlopende monsters (wacht tot het monster is afgekoeld tot kamertemperatuur voordat je gaat meten).
Controleer de afmetingen van elk matrijsmonster en let op: consistentie in productafmetingen. Eventuele afmetingen die omhoog of omlaag gaan, wat erop zou duiden dat de verwerkingsomstandigheden van de machine nog steeds veranderen, zoals een slechte temperatuurregeling of oliedrukregeling. Of de verandering in afmetingen binnen het tolerantiebereik valt.

Als de grootte van het eindproduct niet veel verandert en de verwerkingsomstandigheden normaal zijn, moet je kijken of de kwaliteit van het eindproduct van elke caviteit acceptabel is en of de grootte binnen de toegestane tolerantie valt. Schrijf de aantallen caviteiten op die consistent groter of kleiner zijn dan het gemiddelde om te controleren of de matrijsgrootte juist is.
Noteer de verkregen parameters tijdens de gietvormtest
Registreer en analyseer de gegevens voor de noodzaak om de matrijs en productieomstandigheden aan te passen en als referentie voor toekomstige massaproductie.

Laat het proces langer doorlopen om de smelttemperatuur en de temperatuur van de hydraulische olie te stabiliseren.
Pas de machinecondities aan op basis van de grootte van alle eindproducten die te groot of te klein zijn. Als de krimpsnelheid te groot is en het eindproduct er te klein uitziet, kun je het ook als referentie gebruiken om de poortgrootte te vergroten.

Controleer de grootte van caviteiten die te groot of te klein zijn. Als de holte- en deurgrootte nog steeds goed zijn, probeer dan de machinecondities te veranderen, zoals de vulsnelheid, matrijstemperatuur en druk van elk onderdeel, en kijk of sommige holtes langzaam vullen.

Breng individuele correcties aan op basis van de overeenstemming van de afgewerkte producten van elke holte of de verplaatsing van de matrijskern en probeer misschien de vulsnelheid en de matrijstemperatuur opnieuw aan te passen om het geheel uniformer te maken.
Inspecteer en repareer eventuele problemen met de spuitgieten machines, zoals problemen met de oliepomp, de olieklep, de temperatuurregelaar enzovoort, die veranderingen in de verwerkingsomstandigheden kunnen veroorzaken. Zelfs de beste matrijs zal niet goed werken op een slecht onderhouden machine.

Nadat u alle geregistreerde waarden hebt gecontroleerd, bewaart u een set monsters om te controleren en te vergelijken of de gecorrigeerde monsters zijn verbeterd. Bewaar op de juiste manier alle gegevens van de monsterinspectie tijdens de matrijsproef, zoals de verschillende drukken in de verwerkingscyclus, de smelt- en matrijstemperatuur, de temperatuur van de materiaalpijp, de injectietijd, de periode dat de schroeven worden toegevoerd, enz.
Kortom, bewaar alle gegevens die je zullen helpen om in de toekomst met succes dezelfde verwerkingsomstandigheden te creëren om producten te verkrijgen die aan de kwaliteitsnormen voldoen.

Vormmodificatie en vormreparatie
Na de matrijsproef moet de matrijs worden aangepast aan de situatie van de matrijsproef. Nadat de ingenieur het kunststofdeel heeft bevestigd, moet de structuur van het kunststofdeel dienovereenkomstig worden gewijzigd.
Redenen voor schimmelmodificatie
Veranderingen door verwerkingsfouten
Bewerkingsfouten zijn voornamelijk geconcentreerd in de vroege fase van het nieuwe matrijsproces, zoals fouten bij het boren in water, kleine afmetingen van het materiaal van de matrijskern, CNC-fouten, EDM-fouten, enz. In het verwerkingsproces kan gezegd worden dat elke verwerkingsstap de mogelijkheid van fouten heeft.

Sommige fouten kunnen worden gered door de matrijs te wijzigen en sommige fouten moeten opnieuw worden gemaakt door het materiaal te wijzigen. Als het materiaal veranderd en opnieuw gemaakt wordt, wordt dit niet beschouwd als een matrijsmodificatie. Het aanpassen van de mal is vaak nodig vanwege kleine fouten, zoals de EDM-rib die er een beetje naast zit, of een beetje diep zit, het draadsnijden een beetje te ver is doorgesneden, het draadgat gebroken is, enz.
Onredelijke wijzigingen in het ontwerp van schimmels
In het vroege stadium van matrijsontwerp besteed je meer tijd aan het plan en de resultaten. Sommige voor de hand liggende problemen zijn gemakkelijker te vinden en sommige onduidelijke problemen zijn moeilijk direct te vinden tot de matrijsproef of de productie. De meeste problemen worden gevonden tijdens de matrijsproef of productie, waarna feedback wordt gegeven aan de ontwerpzijde en het wijzigingsplan wordt gemaakt.

Als de poort of de loopwagen bijvoorbeeld te klein is, kan het product niet gemakkelijk geïnjecteerd worden; de positie of het type van de poort is onredelijk, wat resulteert in problemen met de productkwaliteit; de hellende geleidekolom of andere onderdelen beïnvloeden het vermogen van de robot om het product op te nemen; de matrijs keert abnormaal terug, enz.
Wijzigingen in het productontwerp van de klant
De belangrijkste reden voor het aanpassen van matrijzen zijn veranderingen in het productontwerp van de klant. Als matrijzenmakerij is het moeilijk om dit aspect te evalueren. Bovendien heeft het matrijzenbedrijf hier geen controle over.

De vormveranderingen op dit gebied kunnen groot of klein zijn, zoals plaatselijk lijm toevoegen of verwijderen, schuivers of schuine bovenkanten moeten toevoegen, of het scheidingsvlak veranderen, en zelfs de schuivers of vormkernen schrappen en opnieuw doen.
Methoden voor schimmelmodificatie
De mal opnieuw ontwerpen
De beste manier om het probleem op te lossen is door de matrijs opnieuw te ontwerpen. Op basis van de problemen met de originele matrijs optimaliseren en ontwerpen we de matrijsstructuur, het snijvlak, de locatie van de poort, enz. Tegelijkertijd moeten we rekening houden met de selectie van matrijsmaterialen en de optimalisatie van warmtebehandelingsprocessen om de levensduur en duurzaamheid van de matrijs te verbeteren.

Om bijvoorbeeld het probleem van onvoldoende smeltvulling door een ongelijkmatig deellijnoppervlak van de matrijs op te lossen, kunnen we het deellijnoppervlak opnieuw ontwerpen om de smeltvulling uniformer te maken.
Malparameters wijzigen
De parameters van de matrijs wijzigen is een eenvoudige en snelle manier om de matrijs aan te passen. Door parameters zoals de grootte van de matrijs, de precisie van de matrijs en de oppervlakteruwheid van de matrijs aan te passen, kunnen de kwaliteit en de productie-efficiëntie van het product worden verbeterd.

Door bijvoorbeeld de grootte en positie van de poort aan te passen, kan het vulproces van de smelt worden geoptimaliseerd en de kwaliteit van het product worden verbeterd; door de oppervlakteruwheid van de mal te verminderen, kan het residu van het product worden verminderd en de productie-efficiëntie worden verbeterd.
Schimmelaccessoires vervangen
Het vervangen van matrijsaccessoires is een populaire en vrij goedkope manier om matrijzen aan te passen. Onderdelen in de mal die gevoelig zijn voor slijtage en defecten, zoals de holte, kern, poorthuls enzovoort, kun je vervangen door gesmolten materiaal of oppervlaktebehandelingen die beter bestand zijn tegen slijtage en corrosie.

Je kunt ook meer geavanceerde matrijsonderdelen kiezen op basis van je werkelijke productiebehoeften om de productie-efficiëntie en productkwaliteit te verbeteren. Als u bijvoorbeeld de holte, die snel slijt, vervangt door een zeer slijtvast materiaal, kunt u de levensduur van de matrijs effectief verlengen.
Redenen voor schimmelreparatie
Hoge gebruiksfrequentie van de mal leidt tot slijtage
Naarmate de matrijs vaker wordt gebruikt, zullen verschillende delen van de matrijs in verschillende mate slijten, wat leidt tot problemen zoals onnauwkeurige verwerkingsafmetingen van de matrijs, verhoogde oppervlakteruwheid en verminderde precisie van de matrijs. Op dat moment moet de mal gerepareerd worden om de verwerkingsnauwkeurigheid en productie-efficiëntie van de mal te garanderen.

Problemen veroorzaakt door een onjuiste oppervlaktebehandeling van schimmels
De oppervlaktebehandeling van de mal is een belangrijke factor die de levensduur en het gebruikseffect van de mal beïnvloedt. Als de coating eraf valt, de hardheid niet voldoende is en het oppervlak ongelijkmatig is, heeft dit invloed op het gebruikseffect van de mal.
Als reactie op deze problemen moet de matrijs worden gerepareerd, moet het oppervlak van de matrijs opnieuw worden bewerkt en moeten de precisie en levensduur van de matrijs worden verbeterd.

Defecten in het matrijsmateriaal zelf
Het komt zelden voor dat het matrijsmateriaal zelf defecten vertoont, maar als dit probleem zich voordoet, kan het zelfs na meerdere aanpassingen en slijtage nog steeds niet voldoen aan de verwerkingseisen. Als er bijvoorbeeld scheuren, poriën en andere problemen in de matrijs verschijnen, moet de matrijs worden gerepareerd om normaal gebruik mogelijk te maken.
Slechte omgeving voor schimmelgebruik
De omgeving waarin de mal wordt gebruikt, heeft een grote invloed op de levensduur van de mal. Als de mal bijvoorbeeld lange tijd in een vochtige en corrosieve omgeving wordt gebruikt, zal dit corrosie en roest op het oppervlak van de mal veroorzaken, het risico op slijtage en schade aan de mal vergroten en moet de mal op dit moment worden gerepareerd om de precisie en levensduur van de mal te garanderen.

Methoden voor schimmelreparatie
Reparatie van het oppervlak
Slijp het oppervlak van de mal met een slijpmachine om roest of oude coating te verwijderen. Gebruik een zandstraler om een nieuwe coating te spuiten, zodat de dikte van de coating gelijkmatig is. Doe het laatste slijp- en polijstwerk om het matrijsoppervlak glad te maken.
Gaten repareren
Zoek de gaten en beschadigde plekken die gerepareerd moeten worden. Gebruik een boor of frees om de gaten te repareren zodat de grootte en vorm van de gaten overeenkomen met de eisen van het ontwerp. Slijp en polijst de bevestigde gaten zodat ze glad en vlak zijn.

Schimmelkernreparatie
Haal eerst de gietkern uit elkaar, controleer het beschadigde onderdeel en bereken het reparatiegebied. Gebruik een EDM-machine om de matrijskern te lassen en te repareren, waarbij u het reparatiegebied en de positie controleert. Slijp en polijst de matrijskern om het oppervlak glad te maken.
Plastic Spuitgietmatrijzen Onderhoud
Omdat de mal onder hoge temperatuur en hoge druk werkt en lange tijd in contact is met lucht, kan hij gemakkelijk roesten. Daarom moet de mal goed worden onderhouden. Als hij niet wordt gebruikt, moet hij worden ingesmeerd met roestwerende olie en boter.

Omdat het staal van de gietvorm een lange levensduur heeft en de structuur van de gietvorm niet goed ontworpen is, kunnen sommige dunne staalstructuren of uitwerppennen barsten en breken en moeten ze tijdens het latere onderhoud constant onderhouden en gerepareerd worden. Hieronder volgen de belangrijkste methoden voor het onderhoud van matrijzen.
Als de omgeving vochtig is, kan het oppervlak van de mal gaan roesten, waardoor de oppervlaktekwaliteit afneemt en de levensduur van de mal wordt beïnvloed. Kies daarom bij het opslaan van de mal een droge en geventileerde plaats en gebruik vochtbestendige materialen ter bescherming.

Reinig het schimmeloppervlak regelmatig
Wanneer de mal wordt gebruikt, zal deze bedekt zijn met verf, olie en andere dingen, wat het effect van het gebruik zal beïnvloeden. Daarom moet het oppervlak van de mal regelmatig worden gereinigd met schoonmaakmiddel om ervoor te zorgen dat het oppervlak glad is en om defecten te voorkomen die de kwaliteit beïnvloeden.

Gebruik de mal op de juiste manier
De mal is ontworpen en vervaardigd onder bepaalde gebruiksomstandigheden, dus er moet speciale aandacht worden besteed aan het gebruik ervan. Gebruik niet te veel kracht tijdens het gebruik en houd u aan de bedieningsprocedures om ervoor te zorgen dat de mal niet beschadigd raakt tijdens langdurig gebruik. Kwaliteitsproblemen zoals.

Regelmatig smeren en onderhoud
De mal moet goed werken met de bewegende delen wanneer je hem gebruikt. Je moet de bewegende delen van de mal dus vaak oliën om te voorkomen dat ze vast komen te zitten of vastlopen door slijtage tijdens het gebruik.

Besteed aandacht aan de opslagmethode
Als je je mal voor lange tijd opbergt, wil je niet dat hij helemaal verknoeit en geruïneerd raakt. Als je hem dus opbergt, moet je hem op een vlakke ondergrond leggen en iets gebruiken om hem omhoog te houden, zodat hij niet in de war raakt.

Conclusie
De gesmolten kunststof wordt omgezet in gesmolten kunststof tijdens het spuitgieten cyclus, het voltooien van de uiteindelijke vorm in de vorm van kunsthars. Het maken van spuitgietmatrijzen is een zeer ingewikkeld proces.

Het bestaat uit vele stappen. Van matrijsontwerp tot CNC-bewerking, precisieslijpen, elektrische ontladingsbewerking, assemblage en foutopsporing, alle aspecten moeten de productienauwkeurigheid en efficiëntie garanderen. Alleen door strenge inspecties en tests kunnen de kwaliteit en prestaties van spuitgietmatrijzen worden gegarandeerd.







