 コンテンツへスキップ
コンテンツへスキップ 

はじめに The production process of plastic injection mold is generally divided into: customer customization, mold design, mold manufacturing, mold inspection and trial mold, mold modification and repair, and mold maintenance. We will explain them one by one below.

顧客のカスタマイズ
プラスチック金型の製造工程は、顧客の技術者が金型メーカーに製品図面を渡すことから始まる。金型メーカーはその製品データを受け取り、分析し、プラスチック部品を作るための要件に落とし込む。これをカスタマーエンジニアリングと呼ぶ。

プラスチック部品の生産要件
部品の用途、加工性、寸法精度、その他の技術的要求を理解すること。例えば、プラスチック部品の外観形状、色の透明度、性能に対する要求は何か。
射出成形部品の幾何学的構造、傾斜、インサートは妥当か。ウエルドマーク、引け巣などの成形欠陥の許容度。塗装、電気メッキ、シルクスクリーン印刷、穴あけなどの後加工があるか。

成形公差がプラスチック部品の公差より小さいかどうか、プラスチック部品が要求を満たす成形ができるかどうかをチェックする。また、プラスチックの可塑化と成形プロセスのパラメーターを知る必要がある。
プロセスデータ
成形材料はプラスチック部品に十分な強度があり、流れがよく、全体が同じで、全方向が同じで、熱くなっても変化しないものでなければならない。
何のためのプラスチック部品なのか、また後で加工するのかにもよるが、成形材料は、染めたり、金属を乗せたり、見栄えが良かったり、十分な伸縮性や柔軟性があったり、シースルーや光沢があったり、(音のように)くっついたり、溶接されたりするのに適したものでなければならない。
成形機の選択
射出容量、型締圧力、射出圧力、金型設置サイズ、射出装置とサイズ、ノズル穴径とノズル球面半径、ゲートスリーブ位置決めリングサイズ、金型最大厚さと最小厚さ、テンプレートストロークなど。

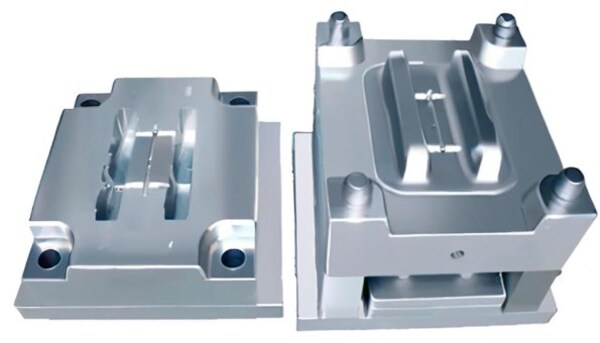
特定金型構造計画
2プレート金型、3プレート金型。金型構造が信頼できるかどうか、プラスチック部品の加工技術(幾何学的形状、表面仕上げ、寸法精度など)と生産経済要求(部品コストが低い、生産効率が高い、金型が連続運転できる、耐用年数が長い、省力化など)を満たしているかどうか。
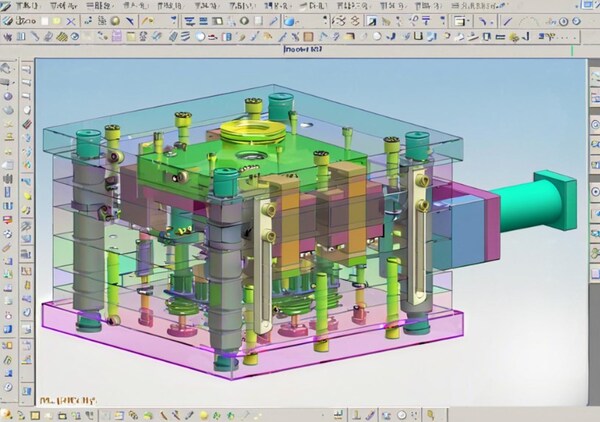
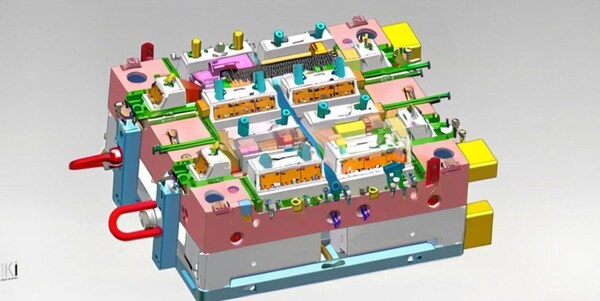
金型設計
プラスチック部品ランキング
プラスチック部品のランキングとは、どのように作りたいか、どのような金型を使いたいかに基づいて、必要な1つまたは複数のプラスチック部品を順番に並べることです。
プラスチック部品のランク付けは、金型構造とプラスチック加工性を補完し、その後の射出成形工程に直接影響する。ランク付けの際、対応する金型構造を考慮しなければならず、金型構造を満たす条件でランク付けを調整しなければならない。
From the plastic injection molding process perspective, the ranking should consider: runner length, runner waste, gate position, glue inlet balance, cavity pressure balance.
金型の構造を検討する際には、以下のことを考える必要がある:シーリング要件を満たしているか。 ショベルベース、列の位置、傾斜した上面など、金型構造のスペース要件を満たしているか。金型構造部品の強度は十分か。複数の可動部が互いに干渉しないか。

スリーブの位置がエジェクターの穴の位置を避けていないか。また、スクリュー、冷却水、エジェクター装置についても考える必要がある:スクリューやエジェクターが冷却水孔に与える影響に注意してください。
金型の長さと幅の比率は理にかなっていますか?金型はできるだけコンパクトで、長さと幅の比率が適切であるべきで、射出成形機の設置条件も考慮する必要があります。

見積図面・発注図面
見積図は金型の最初の設計図であり、金型発注の参考にもなる。見積図面は、金型の原型の配置に基づき、金型ベース、その構造、金型素材の大きさなどを比較的詳細に特定したものです。
注文する時、金型ベースの簡単な図を描き、見積もり図に基づいて注文書に記入する必要があります。注文する時、金型の様々な要求に応じて、様々な金型材料の選択に注意を払う必要があります。

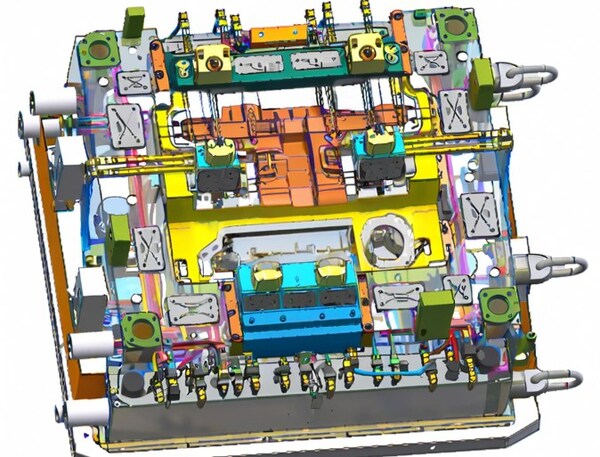
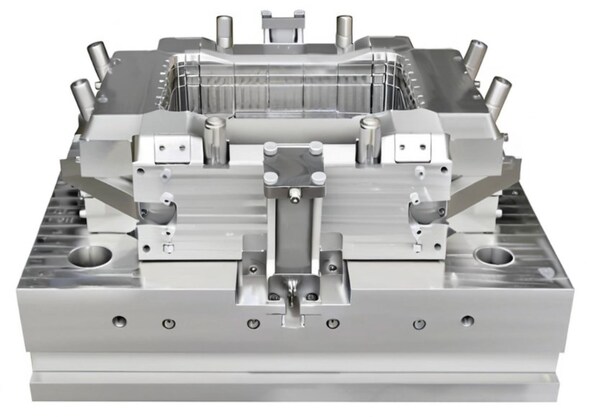
金型構造設計
金型の構造は、射出成形機の種類とプラスチック部品の特性によって決まる。
射出成形機の技術仕様、プラスチックの加工性能、ランナーやゲートなどの注湯システム、成形部品、一般的に使用される構造部品、スライド機構、射出機構、金型温度制御、排気、金型材料。
金型を設計するときは、いろいろなことを考え、金型がうまく機能するような良い形を選ぶ必要がある。
プラスチック部品ランキング
3Dデザインの段階では、デザイン開始時の2Dランキングを基にランク付けを行い、より綿密なデザインを行う。

別れ
適切なパーティングラインを選び、シール距離を考慮し、基準面を作り、側圧のバランスをとり、ノズルの接触面を平らにし、小さな穴の接触と貫通に対処し、鋭利なスチールを避け、製品の外観を考慮する。
金型強度の検証と改善
金型が正常に機能するためには、金型全体の強度だけでなく、金型の局所的な構造の強度もチェックする必要があります。
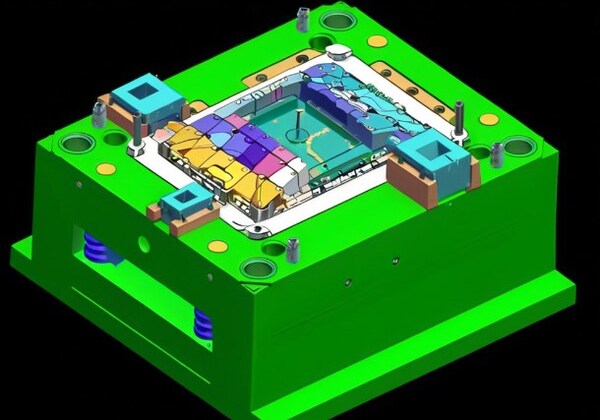
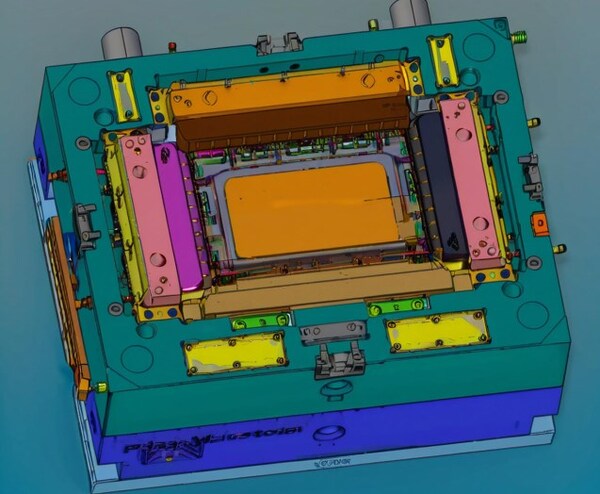
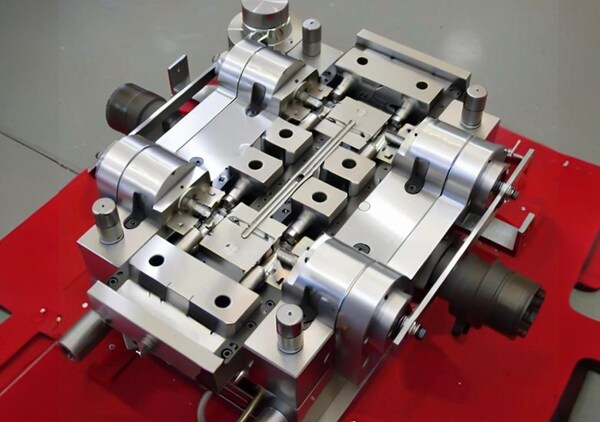
金型部品の設計
金型部品は成形部品と構造部品に分けられる。成形部品はキャビティ空間の形成に直接関与する部品で、凹型(キャビティ)、ポンチ(コア)、インサート、スライドなどがあります。
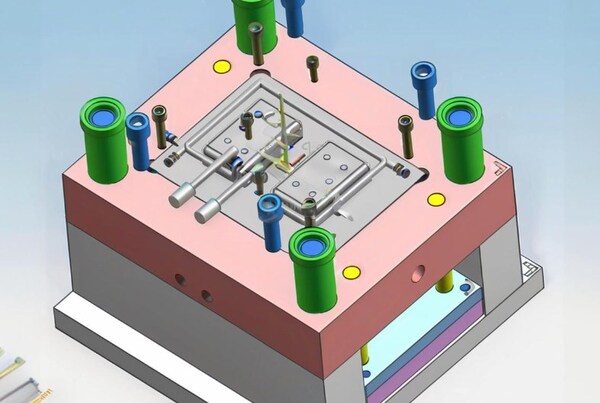
構造部品とは、位置決めリング、ノズル、スクリュー、プルロッド、エジェクター、シールリング、固定距離プルプレート、フックなど、成形工程における取り付け、位置決め、ガイド、排出、およびさまざまな動作に使用される部品である。
インサートを分割する際には、鋭利な鋼材や薄い鋼材を使用しないこと、加工が容易であること、サイズ調整や修理が容易であること、成形部品の強度を確保しやすいこと、組み立てが容易であること、外観に影響を与えないこと、冷却を総合的に考慮すること(インサートを製作した後、局所的な冷却は困難であるため、冷却状況を考慮する必要がある)などである。

構造部品を設計する場合、エジェクターピンと冷却流路のレイアウトは、まずエジェクターピンを配置し、次に冷却流路を配置し、エジェクターピンを調整するのが一般的な原則です。しかし、実際の生産では、金型の修正が考慮されることが多い。
金型が作られた後、冷却水路はすぐには始まらない。冷却水路は、金型の修正が完了した後、修正状況に応じて一定期間だけ開くことができます。

エジェクター・スリーブの配置:
エジェクタースリーブは通常、型柱位置に使用される。また、より深い骨の位置では、エジェクターピンは排出されやすく、エジェクタースリーブは排出を補助するために骨を追加するために使用することもできます。

一般的にエジェクタースリーブの肉厚は>=1mmで、ご注文の際はエジェクタースリーブとエジェクターニードルを一緒にご注文ください。
構造設計では、柱の高さをあまり高くすべきではない。そうでなければ、スリーブ針は容易に曲がり、排出が困難になる。
位置決めリング、ノズル、スクリュー、プルロッド、シールリング、固定距離プルプレート、フック、スプリングなど、その他の構造部品の設計と選択については、興味のある人は自分で理解するための情報を見つけることができる。
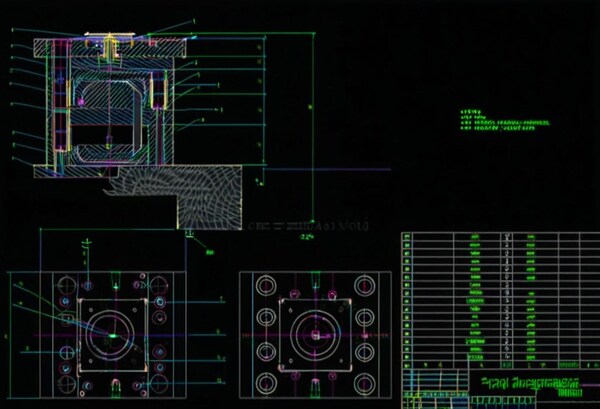
金型図面製作
金型図面は設計意図を金型製作に反映させる重要な書類である。一般的には国家標準に基づき作成され、各工場の慣例的な図面作成方法と組み合わせる必要があります。金型図面には、一般的な組立構造図とその技術要件、および各種インサートを含むすべての部品の部品図が含まれます。

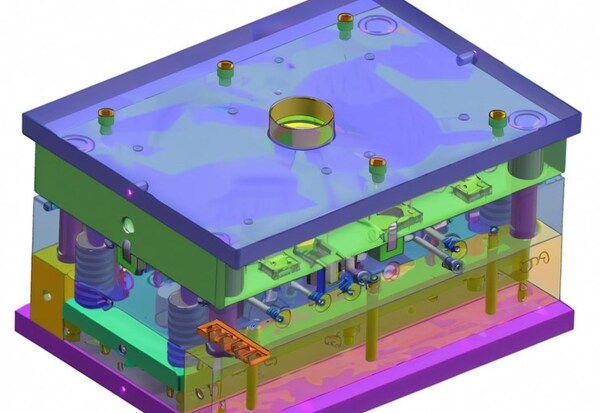
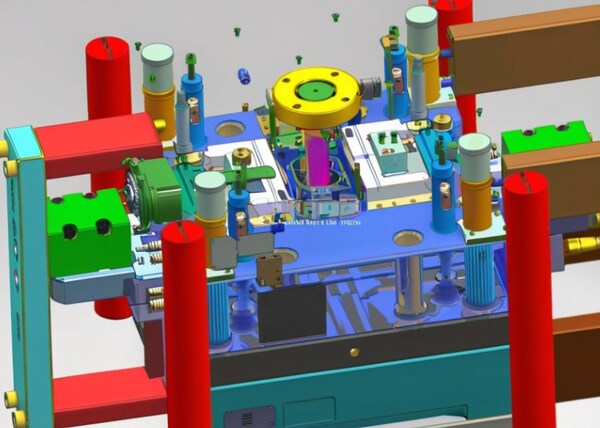
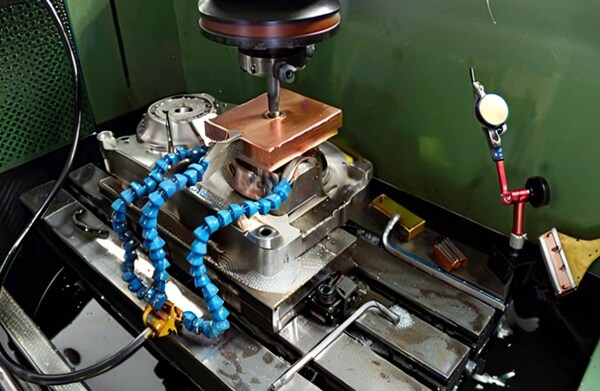
金型製造
プログラミングと電極の取り外し
金型設計が終われば、CNCプログラムを作成し、各パーツの加工条件に基づいて放電加工用の電極を取り出す必要がある。
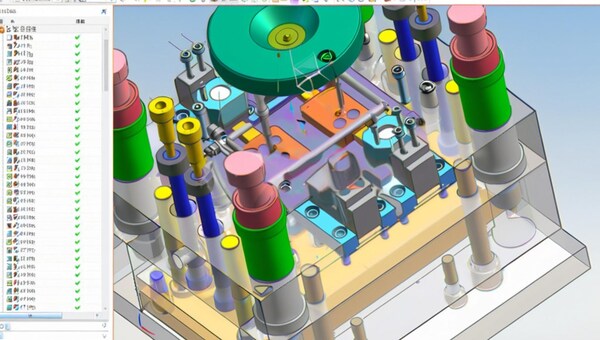
機械加工
金型の機械加工には、CNC加工、放電加工、ワイヤーカット加工、深穴加工などがある。金型ベースと材料が発注された後、金型は粗加工の状態だけ、または鋼材だけである。

このとき、金型の設計意図に沿って一連の機械加工を行い、さまざまな部品を作らなければならない。
CNC加工には、さまざまな加工プロセス、工具の選択、加工設定、その他知っておくべきことがあります。もっと詳しく知りたい方は、必要な情報を見つけることができます。
放電加工とは電気火花加工のこと。放電を利用して材料を腐食させ、必要な大きさに加工するもので、導電性の材料しか加工できない。使用される電極は一般的に銅と黒鉛である。
ベンチ組立
ベンチワークは金型製作の工程で非常に重要な作業であり、金型製作の全工程を通じて行う必要がある仕事である。ベンチワークは金型の組み立てに適しており、旋盤加工、フライス加工、研削加工、穴あけ加工が得意です。
金型の節約と研磨
金型の節約と研磨は、CNC、放電加工、ベンチワークで金型を加工した後、金型を組み立てる前に、サンドペーパー、オイルストーン、ダイヤモンドペーストなどの工具を使って金型部品を加工するプロセスです。

カビ検査とカビ裁判
カビ検査
金型と組み立ての工程は、実は金型の検査工程でもある。金型の組み立てでは、赤色のリードが所定の位置にあるか、エジェクター・スリーブは滑らかか、金型に間違った干渉がないかなどをチェックすることができます。
カビの検出方法
外観検出
カビを発見する最も基本的な方法の一つは、カビを見ることである。その際、金型が平らかどうか、傷やへこみ、ひび割れなどがないかどうかを確認する。また、型がすべて同じ色をしているか、油が付着していないかなども確認する必要がある。

寸法検査
金型の寸法検査は非常に重要で、もし寸法が悪ければ、製品の品質に深刻な影響を与えるからである。寸法検査では、マイクロメーター、ノギスなどの専門的な測定器具を使用して、金型の各寸法が要求を満たしているかどうかを検出する必要があります。

硬度検査
金型の硬度は、金型の寿命や製品の品質に影響する重要な要素です。硬度計を使用して硬度をチェックし、金型の硬度値を測定して条件を満たしているかどうかを確認することができます。
据付検査
金型が正しく確実に取り付けられていることを確認する。金型が使用中に破損したり変形したりしないように、取り付け検査では、金型の各部分が妥当かどうか、接続が確実かどうかを確認します。

金型の性能チェック
金型によって、耐摩耗性や耐食性など、使用するために必要な特性は異なります。金型の性能を評価する際には、金型の種類に応じた設計要件に基づいて試験を実施する。
耐久性試験
耐久性テストとは、金型を作り、それを何度も動かして、くたびれたり、曲がったり、壊れたりしないかどうかを確認することで、その金型がどれくらい長持ちするのか、どれくらい良いものなのかを把握することだ。
材料組織試験
顕微鏡のような道具を使って、金型材料の組織をチェックし、不純物、欠陥、焼き過ぎなどがないかどうかを確認し、材料の品質が要件を満たしていることを確認する。

機能テスト
機能試験とは、金型によって製造された製品を実際に使用し、その製品が設計要件や使用中の性能指標を満たしているかどうかを確認する試験である。一般的な機能試験には、製品組立試験、製品操作試験、製品信頼性試験などがあります。

カビ検査のステップ
事前検査
カビの検査をする前に、事前検査が必要です。まず、カビを見て、欠け、ひび、割れなどの明らかな損傷がないかどうかを確認する。次に、カビを掃除して、汚れや腐食性のものがないことを確認する。最後に、金型のすべての可動部分にオイルを塗る。

テスト計画の設定
金型の設計要件と機能要件に合致したテスト計画を作成する。何をテストするか、どのようにテストするか、どんなツールを使うかを決める。

外観検査
拡大鏡、顕微鏡、その他の道具を使用して、金型の全体的な外観を検査します。凹凸、気泡、破損、機械的損傷など、明らかな欠陥がないか観察する。

寸法検査
金型設計図に基づき、適切な測定ツールを使用して寸法を測定し、測定結果を設計要件と比較し、金型の寸法精度が要件を満たしているかどうかを判断する。

耐久性検査
金型をテストするには、ある程度の回数の連続鋳型や注入を行い、使用中に金型が疲労、変形、破損などを起こさないかどうかを確認する必要がある。金型の寿命と変化を記録する。

材料組織検査
金型材料のサンプルを取り、テストピースを作る。顕微鏡などで材料の構造を見る。不純物、欠陥、焼き過ぎ、その他の問題がないか確認する。金型材料の品質が十分であることを確認する。
機能検査
金型によって作られた製品の実用試験。組み立て、操作、信頼性などのテスト。使用中に製品が設計要件と性能指標を満たしているかどうかを検出します。

テスト結果の記録
試験方法、試験結果、試験時間など、すべての試験項目を記録する。そして、その後の分析や参考のために金型試験報告書を作成する。
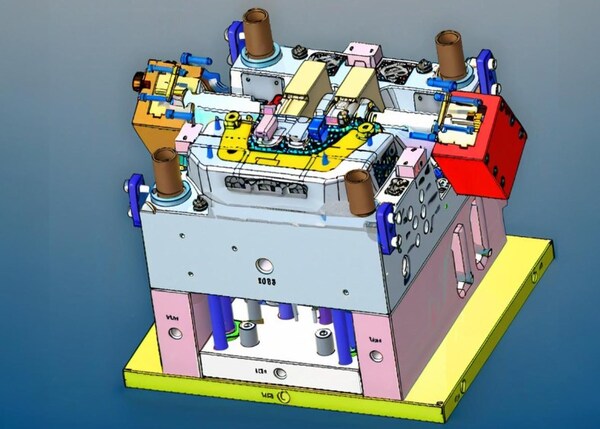
金型裁判
金型ができたら、射出成形機でテストして、金型が良いかどうか、プラスチック部品の構造が良いかどうかを確認する必要があります。金型をテストすることで、ビールを作る工程で金型がどうなっているか、プラスチック部品の構造が良いかどうかを確認することができます。
カビ試験前の注意事項
金型を知る:金型設計図面を入手し、それを詳細に分析し、金型技術者が金型トライアルに参加できるように手配するのが最善である。

まず、作業台で機械的な調整動作をチェックする。傷や部品の欠落、緩みがないか、金型がスライドプレートまで動くか、水路やエアーパイプの継ぎ目から漏水していないか、金型の開口部に制限がある場合は、金型にもその旨を記入しておく。
金型を吊り下げる前に上記の作業を行えば、金型を吊り下げる際に問題が見つかり、その後金型を分解することによる時間の浪費を避けることができる。

After confirming that the various parts of the mold are moving properly, it is necessary to select a suitable trial mold injection machine. When selecting, attention should be paid to: what is the maximum injection volume of the injection molding machine,
タイロッドの内側距離が金型に合うかどうか、可動テンプレートの最大移動ストロークが要件を満たしているかどうか、その他の関連する試作金型ツールや付属品が十分に準備されているかどうか。

すべて問題ないことが確認されたら、次は金型を吊るします。吊るす際に注意しなければならないのは、クランプテンプレートが緩んだり壊れたりして金型が落下するのを防ぐため、金型を開く前にすべてのクランプテンプレートをロックし、吊りフックを外さないことである。
金型を取り付けた後、スライドプレート、エジェクターピン、歯抜け構造、リミットスイッチの動作が正しいかどうかなど、金型の各部の機械的動作を注意深くチェックする必要がある。

そして、射出ノズルと供給口が一直線になっているかどうかにも注意を払う。次に、型閉めの動作に注意する。この時、型閉め圧力を下げる。手動と低速の型閉動作で、スムーズでない動作や異常音がないか、見聞きして注意する。
金型を吊り上げるのは、実はとても簡単です。気をつけなければならないのは、モールドゲートとノズルのセンタリングが難しいことだ。通常は試験紙を使って中心を調整する。

金型の温度を上げる:最終製品に使用される原材料の性能と金型の大きさに応じて、適切な金型温度調節器を選択し、金型の温度を生産に必要な温度まで上昇させる。
金型温度が上昇した後、各パーツの動きを再度チェックする。鋼材は熱膨張後に金型詰まりを起こす可能性があるので、歪みや振動を避けるために各パーツの摺動に注意する。

工場が実験計画のルールに従わない場合は、試作金型の条件を調整する際に、一度に1つの条件だけを調整することをお勧めします。
原料によっては、元の原料をきちんと焼く必要がある。試作金型と将来の量産金型は、できるだけ同じ原料を使うべきです。

試作用金型に粗悪な材料を使わないこと。色の要求があれば、同時にカラーテストもできる。二次加工は内部応力などの影響を受けることが多い。

試作型が安定したら二次加工を行う。ゆっくり型閉めした後、型閉め圧力を調整し、数回動かして型閉め圧力にムラがないか確認し、完成品のバリや型の変形を防ぐ。
カビ裁判の主な手順
大量生産で時間と労力を無駄にしないためには、さまざまな加工条件を根気よく調整・管理し、最適な温度・圧力条件を見つけ、標準的な金型の試行手順を開発し、日々の作業方法を確立する必要がある。

バレルの中のプラスチック材料が正しく、規則に従って乾燥されていることを確認する(金型の試作と製造に異なる原材料を使用した場合、異なる結果が出る可能性がある)。
悪いプラスチックや異物が金型に入らないようにするには、材料パイプをよく洗浄しなければなりません。悪いプラスチックや異物が金型を詰まらせることがあります。材料パイプの温度と金型の温度が、使用する原料に合っているかどうかをチェックする。
圧力や射出量を変えて、仕上がりの見栄えを良くしますが、特に金型キャビティの一部が完全に固まっていない場合は、フラッシュをしないようにしましょう。金型の充填率が少し変わるだけで、金型の充填が大きく変わることがあるので、制御設定を変える前によく考えてください。

マシンと金型のコンディションが安定するまで、辛抱強く待つことだ。機械も30分以上待たされることがある。この時間は、完成品に起こりうる問題をチェックするために使うことができる。

そうでなければ、完成品の重量が減少し、完成品の性能が損なわれることになります。また、金型が加熱されている場合、スクリューの前進時間は、完成品を圧縮するために延長する必要があります。

合理的な調整により、トータルの処理サイクルが短縮される。
新しく調整した条件が安定するまで少なくとも30分間運転した後、少なくとも12個のフルモールドサンプルを連続的に生産し、その容器に日付と数量を記入し、金型キャビティごとに分けて配置し、実際の運転安定性をテストし、合理的な管理公差を導き出す。
連続試料の重要な寸法を測定し、記録する(測定する前に、試料が室温に冷めるまで待つ)。
各金型サンプルの寸法をチェックし、製品寸法の一貫性を調べる。寸法が上下している場合は、温度制御や油圧制御の不良など、機械の加工条件がまだ変化していることを示している。寸法変化が許容範囲内かどうか。

完成品の大きさがあまり変わらず、加工条件も正常であれば、各キャビティからの完成品の品質が許容範囲内かどうか、大きさが許容範囲内かどうかを確認する必要があります。平均値より常に大きいか小さいキャビティ番号を書き出して、金型サイズが正しいかどうかをチェックします。
金型試験中に得られたパラメータを記録する。
金型や製造条件の修正の必要性、将来の量産時の参考のためにデータを記録し、分析する。

溶融温度と作動油の温度を安定させるため、工程を長くする。
大きすぎたり小さすぎたりする完成品のサイズに応じて、機械条件を調整する。また、収縮率が大きすぎてショートショットのような仕上がりになっている場合は、それを参考にゲートサイズを大きくすることもできる。

大きすぎたり小さすぎたりするキャビティのサイズを修正する。キャビティやドアのサイズがまだ適切であれば、各部品の充填率、金型温度、圧力などの機械条件を変えてみて、一部のキャビティの充填が遅いかどうかを確認する。

各キャビティの完成品のマッチングや金型コアの変位に基づいて個別に修正し、より均一になるように充填率や金型温度を再度調整してみるとよいだろう。
を点検し、問題があれば修正する。 射出成形 例えば、オイルポンプ、オイルバルブ、温度調節器などに問題があると、加工条件が変化します。どんなに良い金型でも、メンテナンスの悪い機械ではうまく機能しません。

すべての記録値を確認した後、修正したサンプルが改善されたかどうかをチェックし比較するために、サンプル一式を保管してください。処理サイクル中の各種圧力、溶融温度と金型温度、材料パイプ温度、射出動作時間、スクリュー供給時間など、金型トライ中のサンプル検査の記録をすべてきちんと保存する。
要するに、将来同じ処理条件をうまく確立して、品質基準を満たす製品を得るために役立つデータはすべて保存しておくのだ。

金型修正と金型修理
金型トライ後、金型トライの状況に応じて金型を修正する。また、エンジニアがプラスチック部品を確認した後、それに応じてプラスチック部品の構造を変更する必要があります。
金型修正の理由
処理エラーによる変更
加工誤差は主に新金型試作の初期段階に集中する。例えば、ウォータードリル加工誤差、金型コア材寸法の小ささ、CNC加工誤差、放電加工誤差などである。加工過程では、すべての加工ステップに誤差の可能性があると言えます。

金型を修正することで救えるエラーもあれば、材料を変更してやり直さなければならないエラーもある。材料を変更してやり直す場合は、金型の修正とは見なされません。金型の修正が必要になるのは、放電加工のリブが少しずれていたり、少し深かったり、ワイヤーカットが少しオーバーカットになっていたり、ねじ切り穴が壊れていたりなど、小さなミスが原因であることが多い。
不合理な金型設計変更
金型設計の初期段階では、計画と結果に多くの時間を費やすことになります。明らかな問題点は見つけやすく、曖昧な問題点は金型の試用や生産まで直接見つけることが難しい。ほとんどの問題点は、金型の試作や生産中に発見され、設計側にフィードバックされ、修正案が作られます。

例えば、ゲートやランナーが小さすぎると、製品が射出しにくくなる。ゲートの位置や種類が不適切だと、製品の品質に問題が生じる。ガイドコラムやその他の部品が傾いていると、ロボットが製品を取る能力に影響を与える。
顧客の製品設計変更
金型修正の最も重要な理由は、顧客の製品設計変更である。金型会社として、この点を評価するのは難しい。しかも、これは金型会社がコントロールできる範囲ではない。

この部分の金型変更は、局所的な接着剤の追加や除去、スライダーや傾斜トップの追加、パーティング面の変更、さらにはスライダーやモールドコアのスクラップややり直しなど、大小さまざまである。
金型修正方法
金型の再設計
問題を解決する最善の方法は、金型を再設計することです。元の金型の問題点を踏まえ、金型構造、パーティング面、ゲート位置などを最適化し設計する。同時に、金型の寿命や耐久性を向上させるために、金型材料の選定や熱処理工程の最適化も検討する必要があります。

例えば、金型のパーティング面の凹凸に起因する溶融充填不足の問題を解決するために、パーティング面を再設計して溶融充填をより均一にすることができる。
金型パラメータの変更
金型のパラメータを変更することは、金型を修正する簡単で迅速な方法です。金型のサイズ、金型の精度、金型の表面粗さなどのパラメーターを調整することで、製品の品質と生産効率を向上させることができます。

例えば、ゲートの大きさや位置を調整することで、溶融物の充填工程を最適化し、製品の品質を向上させることができる。また、鋳型の表面粗さを小さくすることで、製品の残渣を減らし、生産効率を向上させることができる。
金型アクセサリーの交換
金型の付属品を交換することは、金型を改造するための一般的でかなり安価な方法です。キャビティ、コア、ゲートスリーブなど、金型内で摩耗や故障を起こしやすい部品については、摩耗や腐食に強い溶融材料や表面処理に置き換えることができる。

また、実際の生産ニーズに基づいてより高度な金型部品を選択し、生産効率と製品品質を向上させることもできます。例えば、摩耗しやすいキャビティを耐摩耗性の高い素材に交換すれば、金型の寿命を効果的に延ばすことができます。
カビ修理の理由
金型使用頻度の高さが摩耗につながる
金型の使用回数が増えると、金型の部位によって磨耗の程度が異なり、金型の加工寸法が不正確になったり、表面粗さが大きくなったり、金型の精度が低下するなどの問題が発生します。このとき、金型の加工精度や生産効率を確保するために、金型の補修が必要になる。

不適切な金型表面処理が引き起こす問題
金型の表面処理は、金型の寿命や使用効果に影響する重要な要素です。コーティングが落ちたり、硬度が足りなかったり、表面に凹凸があったりすると、金型の使用効果に影響します。
このような問題に対して、金型の修理、金型表面の再加工、金型の精度や寿命の向上が必要となる。

金型素材自体の欠陥
金型の素材自体に欠陥があることは稀だが、このような問題が発生すると、何度調整・摩耗を繰り返しても加工条件を満たすことができない。例えば、金型にひび割れや気孔などの問題が発生した場合、正常な使用を実現するためには金型を補修する必要がある。
劣悪な金型使用環境
金型の使用環境は金型の寿命に大きく影響します。例えば、湿度が高く腐食しやすい環境で金型を長期間使用すると、金型の表面に腐食や錆が発生し、金型の摩耗や破損のリスクが高まり、金型の精度と寿命を確保するためには、この時期に金型を修理する必要があります。

カビ修理の方法
サーフェス・リペア
金型の表面をグラインダーで研磨し、錆や古いコーティングを取り除く。サンドブラスターで新しいコーティング剤を吹き付け、コーティングの厚さが均一になるようにする。金型の表面を滑らかにするために、最終的な研削と研磨を行う。
穴の修理
修理が必要な穴や損傷箇所を見つける。ドリルやフライス盤を使って、穴の大きさや形が設計要件に合うように穴を固定する。固定した穴が滑らかで平らになるように研磨する。

金型コアの修理
まず、金型コアを分解し、損傷部分をチェックし、修理範囲を計算する。放電加工機を使い、補修範囲と位置に注意しながら、金型コアを溶接して補修する。最終的な研削と研磨を行い、金型コアの表面を滑らかにする。
プラスチック射出成形金型 メンテナンス
金型は高温・高圧下で働き、長時間空気に触れているため錆びやすい。そのため、金型はよくメンテナンスする必要がある。使用しないときは、防錆油やバターを塗る必要がある。

また、金型鋼材は耐用年数が長く、金型構造の設計が甘いため、薄い鋼材の構造物やエジェクターピンの一部に亀裂や破損が発生することがあり、その後のメンテナンスで常にメンテナンスや補修を行う必要がある。金型メンテナンスの主な方法は次の通りである。
金型は必ず乾燥した場所で使用し、湿気を避けてください。湿気の多い環境では、金型の表面が錆びやすくなり、表面品質が低下し、金型の耐用年数に影響します。したがって、金型を保管する場合は、乾燥した換気の良い場所を選び、保護のために防湿材料を使用してください。

カビの表面を定期的に掃除する
金型を使用する際、金型には塗料や油などが付着し、使用効果に影響を与えます。そのため、金型の表面を洗剤で定期的に洗浄し、表面を滑らかにし、品質に影響する欠陥を避ける必要があります。

金型を正しく使う
金型は一定の使用条件下で設計・製造されているため、使用時には特に注意が必要です。操作時に無理な力を加えないようにし、長期間の使用でも金型が破損しないよう、操作手順を守ってください。などの品質上の問題があります。

頻繁な潤滑とメンテナンス
金型を使用する際には、可動部分がうまく動く必要があります。そのため、金型を使用するときに摩耗や損傷で動かなくなったり、詰まったりしないように、金型の可動部分にこまめに油を差す必要があります。

保管方法に注意
金型を長期間保管する場合、金型がぐちゃぐちゃになって台無しになるのは避けたい。だから、保管するときは平らな場所に置き、何かで支えて、ぐちゃぐちゃにならないようにしたい。

結論
溶融したプラスチックは、次の工程で溶融プラスチックとなる。 射出成形 サイクルを経て、最終的にプラスチック樹脂の形で成形が完了する。射出成形金型を作るのは非常に複雑なプロセスである。

それには多くのステップがある。金型の設計からCNC加工、精密研削、放電加工、組み立て、デバッグまで、あらゆる面で製造の精度と効率を確保する必要がある。厳格な検査とテストによってのみ、射出成形金型の品質と性能が保証されるのです。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






