 Overslaan naar inhoud
Overslaan naar inhoud 

Het kiezen van de juiste tonnage voor een spuitgietmachine is een kritieke factor voor het produceren van kunststofonderdelen van hoge kwaliteit en het optimaliseren van de productie. In dit artikel leggen we uit hoe experts de principes voor het selecteren van een spuitgietmachine definiëren en welke berekeningsmethoden nodig zijn om de vereiste tonnage van de machine te bepalen op basis van je werkelijke behoeften.

Definitie van het tonnage van spuitgietmachines
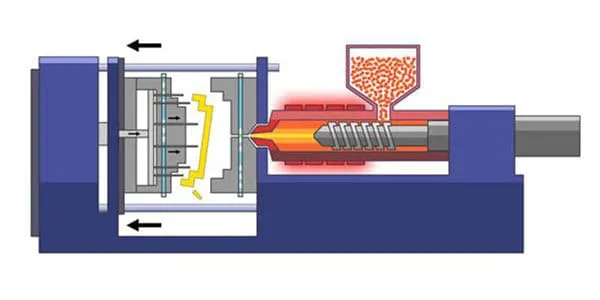
Als je het hebt over de grootte van een spuitgietmachine, dan heb je het over de klemkracht - de maximale kracht die de machine gebruikt om de matrijs gesloten te houden tijdens het spuitgieten. De klemkracht wordt meestal uitgedrukt in ton druk; hoe groter het tonnage, hoe groter de machine. De klemkracht is belangrijk omdat deze een directe invloed heeft op de kwaliteit en productiviteit van spuitgietproducten. Het kiezen van het juiste tonnage helpt ook om de matrijs gesloten te houden tijdens het injectieproces, waardoor problemen zoals uitvloeiing en slechte onderdelen tot een minimum worden beperkt.

Sleutelfactoren bij het kiezen van de tonnage van spuitgietmachines
Als je probeert uit te zoeken welke maat spuitgieten machine die je nodig hebt voor je toepassing, zijn er een heleboel factoren waar je rekening mee moet houden. Je moet nadenken over de grootte en het ontwerp van het onderdeel dat je gaat maken, hoeveel caviteiten je in de matrijs gaat hebben, wat voor materiaal je gaat injecteren, hoeveel druk je nodig hebt om het te injecteren, hoe het ontwerp van de runner eruit gaat zien en wat voor soort nauwkeurigheid en kwaliteitsnormen je hebt voor het uiteindelijke onderdeel. Ik zal elk van deze factoren wat gedetailleerder bespreken.
Productgrootte, gewicht en structuur
- Productgrootte: De tonnage bepaalt de basisparameters van het product. De grootte van het product wordt bepaald door de lengte, breedte en hoogte en dicteert de grootte van de klem en dus de benodigde klemkracht. Grotere producten oefenen meer druk uit op de matrijs om goed te sluiten en lekkage van het gesmolten plastic tijdens het injecteren te voorkomen.
- Gewicht product: De injectiedruk van de spuitgietmachine is recht evenredig met de tonnage van de spuitgietmachine en wordt bepaald door de schroefdiameter en het materiaalframe. Al met al moet eerst het gewicht van het product worden bepaald. Als een product minder dan 50 gram weegt, is een machine met een tonnage van minder dan 50 ton nodig. Voor producten die meer dan 100 gram wegen, moet een machine met een tonnage van meer dan 100 ton worden gebruikt.
- Productstructuur: Iets anders dat invloed kan hebben op het type klemkracht dat je nodig hebt, is hoe ingewikkeld het product is. Bij ingewikkelde producten zijn er veel verschillende vormen die de kunststof moet vullen. Je hebt dus meer injectiedruk nodig om al die vormen te vullen. Dat betekent dat je meer klemkracht nodig hebt om de matrijs dicht te houden. Als je bijvoorbeeld een onderdeel hebt met dunne wanden of rondingen, heb je meer klemkracht nodig om ervoor te zorgen dat de kunststof helemaal wordt gevuld.

Vormgrootte en aantal holtes
- Vormgrootte: Als de mal groot is, betekent dit dat je veel druk nodig hebt om hem vast te klemmen. Grotere mallen moet je harder klemmen om te voorkomen dat ze opengaan wanneer je injecteert. De malgrootte is hoe lang, breed, hoog en zwaar de mal is en dat moet je weten om uit te rekenen hoeveel tonnage je nodig hebt.
- Aantal schimmelholtes: Het aantal caviteiten in de mal beïnvloedt de klemkracht die nodig is om de twee malhelften te sluiten. Matrijsontwerpen met één caviteit zijn meestal eenvoudiger en oefenen klemkracht uit op slechts één matrijsdeel, terwijl mallen met meerdere caviteiten klemkracht uitoefenen op meerdere caviteiten die tegelijkertijd worden gevuld. Matrijzen met meerdere caviteiten verhogen de productiviteit, maar vereisen aanzienlijk meer klemkracht. Over het algemeen geldt dat hoe meer caviteiten er zijn, hoe meer klemkracht nodig is om de mal goed te sluiten.

Type materiaal
- Stroombaarheid van het materiaal: Het is ook belangrijk op te merken dat sommige kunststoffen andere vloei-eigenschappen hebben, vooral als ze gesmolten zijn. Bij materialen met een goede vloei, zoals PP en PE, bepaalt de injectiedruk namelijk in negatieve zin de klemkracht. Aan de andere kant zijn er materialen met relatief slechte vloei-eigenschappen, zoals PC en POM, die een hogere injectiedruk vereisen en dus een hogere klemkracht om de druk te compenseren.
- Materiaal krimpt: De krimpsnelheid van kunststof heeft ook invloed op de vereiste klemkracht. Als het materiaal een hoge krimpsnelheid heeft, ontstaat er een hoge krimpspanning tijdens het afkoelen, waardoor een hoge klemkracht nodig is om de matrijs gesloten te houden en het onderdeel zonder vervorming te vormen.
- Materiaal Kristalliniteit: Sommige thermoplasten hebben een hoge injectiedruk en klemkracht nodig om de mallen te sluiten en kristalheldere producten van hoge kwaliteit te maken. In het algemeen is de klemkracht bij amorfe materialen lager dan bij kristallijne materialen.

Injectiedruk en runnerontwerp
- Injectiedruk: De injectiedruk daarentegen is de druk die de injectieschroef uitoefent wanneer hij de gesmolten kunststof in de matrijs spuit. De hoeveelheid injectiedruk beïnvloedt ook de benodigde klemkracht. Het is simpelweg de som van de totale AOSC-kracht die wordt gebruikt om de persen in te drukken, gedeeld door het totale aantal persen. Een hoge injectiedruk vereist een hogere klemkracht om de matrijs samen te drukken zodat deze niet opengaat en er dus hoognauwkeurige producten van hoge kwaliteit worden gemaakt.
- Ontwerp loper: Om het runnerontwerp tot een succes te maken, moet je weten dat het de inspuitdruk enorm kan verhogen, of met andere woorden, de vereiste klemkracht kan verlagen. Bij het ontwerp van loopwagens zijn factoren zoals de positie en geometrie van de poort, de doorsnede van de loopwagen en de koeling van de loopwagen van cruciaal belang. Om het runnerontwerp te optimaliseren voor spuitgietproces controle, moet het ontwerp van de runner een gelijkmatige verdeling van gesmolten kunststof over alle caviteiten mogelijk maken, waardoor het drukverlies afneemt en het eindproduct beter wordt geproduceerd.
Productnauwkeurigheid en kwaliteitseisen
- Precisieproducten: Naarmate de nauwkeurigheidseisen van de eindproducten hoger worden, moet de klemdruk navenant hoger zijn. Onvoldoende klemkracht kan er namelijk voor zorgen dat de matrijs tijdens het spuitgieten opengaat, wat kan leiden tot materiaaluitvloeiing en afbreuk kan doen aan de maatnauwkeurigheid en esthetiek van het eindproduct. Als het gaat om precisiedelen zoals behuizingen voor elektronische apparaten of medische apparatuur, is de vereiste klemkracht nog kritischer.
- Kwaliteit van het product: Producten voor zeer nauwkeurige industrieën hebben meer klemkracht nodig om veel druk op het product uit te oefenen en te voorkomen dat er gaten ontstaan. Als je niet genoeg druk hebt, krijg je luchtbellen, verzakkingen en lasnaden. Dus als je goede onderdelen wilt maken, en gebaseerd op wat ik je net verteld heb, kun je de druk verhogen door een grotere machine te kopen.

Vulgedrag van het materiaal en procesomstandigheden
- Vulgedrag van het materiaal: Dit betekent dat sommige materialen die worden gebruikt in het spuitgietproces verschillend zijn en dus verschillende vulpatronen hebben. Een voorbeeld hiervan zijn spuitgietmaterialen die de neiging hebben om in verschillende patronen te vloeien. Dit leidt tot verschillende drukpunten in de matrijs, waardoor een hogere klemdruk nodig is om de matrijs gelijkmatig te sluiten of om te voorkomen dat de matrijs plaatselijk opengaat.
- Procesomstandigheden: De injectieomstandigheden omvatten de injectiesnelheid, de wachttijd en de koeltijd in het spuitgietproces die de klemkracht beïnvloeden die nodig is voor het proces. Hogere injectiesnelheden en kortere koeltijden betekenen meestal meer druk tijdens het inspuiten, waardoor er meer klemkracht nodig is. Je moet rekening houden met de tonnage van de machine en deze procesomstandigheden.

Schimmeltemperatuur en omgevingsfactoren
- Schimmeltemperatuur: Dit is een mooie manier om te zeggen dat de temperatuur die je op de mal zet een groot verschil maakt in hoeveel klemkracht je nodig hebt. Mallen op hoge temperatuur hebben meestal meer klemkracht nodig om het uitzetten en inkrimpen door temperatuurveranderingen en de druk van het gesmolten materiaal tegen te gaan. Mallen die gemaakt zijn voor lage temperaturen hebben niet zoveel klemkracht nodig als je het plastic erin schiet.
- Omgevingsfactoren: Andere factoren die hiermee te maken hebben zijn de temperatuur en vochtigheid van de productieomgeving. Deze factoren beïnvloeden de werkomstandigheden van de spuitgietmachine en de vereiste klemkracht. De warmte en vochtigheid van het werkstukmateriaal kunnen de vloeiweerstand veranderen en daardoor de benodigde klemkracht verhogen. Als de temperatuur en vochtigheid laag zijn, is er voor het beton mogelijk geen grote klemkracht nodig.

Berekeningsmethode voor klemkracht
Er zijn dus een paar dingen die invloed kunnen hebben op hoeveel klemkracht je nodig hebt in een spuitgietmachine om goede onderdelen te maken. Hier is een stap-voor-stap handleiding om uit te zoeken hoeveel klemkracht je nodig hebt:
De basis begrijpen
Klemkracht: De klemkracht is hoe hard de machine in de mal knijpt om hem gesloten te houden tijdens het injecteren. Het is heel belangrijk om ervoor te zorgen dat de mal niet opengaat door de druk van het plastic dat erin gaat.

Bepaal de belangrijkste parameters
Verschillende factoren zijn van invloed op de berekening van de klemkracht, waaronder:Verschillende factoren zijn van invloed op de berekening van de klemkracht, waaronder:
Geprojecteerd gebied (A): Het deel van de matrijsholte waar het onderdeel gemaakt gaat worden.
Injectiedruk (Pi): De kracht die wordt gebruikt om de gesmolten kunststof in de matrijsholten te duwen en eventuele andere drukken die nodig zijn tijdens het proces.

Bereken de geprojecteerde oppervlakte (A)
Om het geprojecteerde oppervlak te berekenen, moet je de geometrie van het onderdeel kennen. Als het een eenvoudige rechthoek is, vermenigvuldig je gewoon de lengte met de breedte. Als het ingewikkelder is, moet je het misschien opsplitsen in eenvoudigere vormen en hun oppervlakten optellen.
Formule: Geprojecteerd gebied (A)=lengte×breedte
Injectiedruk (Pi) bepalen
De injectiedruk mag ook schommelen afhankelijk van het type materiaal en de precieze vereisten voor het spuitgietproces. De druk wordt vaak aangegeven door de leverancier van het materiaal of kan worden geschat aan de hand van de omstandigheden van de warmtebehandeling.

Klemkracht (Fc) berekenen
De klemkracht die nodig is om de matrijs gesloten te houden tijdens het inspuiten, wordt berekend met de volgende formule: Klemkracht (Fc)=Geprojecteerd oppervlak (A)×Injectiedruk (Pi)
Rekenvoorbeeld
Uitgaande van de volgende parameters:
- Geprojecteerd oppervlak (A): 100 vierkante inch
- Injectiedruk (Pi): 5000 psi
Gebruik de formule: Klemkracht (Fc)=100 in2×5000 psi
Klemkracht (Fc)=500.000 lbs
Dit betekent dat er 500.000 pond klemkracht nodig is om de matrijs gesloten te houden tijdens het injecteren.

Veiligheidsfactor
Het wordt aanbevolen om een veiligheidsfactor in de berekening op te nemen om rekening te houden met variaties in de verwerkingsomstandigheden en ervoor te zorgen dat de mal veilig gesloten blijft. Een van de meest fundamentele veiligheidsmaatregelen is 1,1 tot 1,5 maal de berekende kracht.
Laatste overwegingen
Materiaaleigenschappen: De klemkracht van de matrijs hangt af van het type materiaal dat wordt geïnjecteerd en de verschillende drukbereiken.
Vormontwerp: Het is belangrijk op te merken dat bij complexe mallen het aantal caviteiten een wijziging in de klemkrachtberekeningen kan vereisen.
Bij het bepalen van de klemkracht is het doel om het juiste getal te krijgen om goede onderdelen te maken zonder andere problemen zoals flash, wat veroorzaakt kan worden doordat de mal niet goed sluit. Om betere getallen te krijgen, kun je praten met machinefabrikanten of mensen die hier veel vanaf weten.

Suggesties voor het selecteren van de tonnage van spuitgietmachines
Als het gaat om spuitgieten machines hangt de tonnage die je nodig hebt af van een paar dingen. Je moet nadenken over de grootte van het onderdeel dat je maakt, hoeveel je er maakt en wat voor materiaal je gebruikt. Hier zijn enkele dingen om over na te denken:
Tonnage selecteren op basis van productgrootte: Als je kleine onderdelen maakt, gebruik je waarschijnlijk een machine met een nominale capaciteit van 25 tot 80 ton. Als je middelgrote onderdelen maakt, heb je een machine nodig die geschikt is voor 80 tot 180 ton. Als je grote onderdelen maakt, heb je een machine nodig die berekend is op 180 tot 500 ton. Maar controleer voor de zekerheid altijd de afmetingen van je onderdeel.

Tonnage selecteren op basis van productievolume: Veel bedrijven moeten in korte tijd veel onderdelen maken om efficiënt te zijn en de arbeidskosten laag te houden. Als dat bij jou het geval is, heb je een machine met veel tonnage nodig.
Tonnage selecteren op basis van materiaal: Verschillende kunststoffen hebben verschillende structuren en dichtheden. Dat betekent dat je verschillende tonnages nodig hebt voor verschillende materialen. Je zult een verkoper of fabrikant moeten vinden die je kan vertellen welke tonnage je nodig hebt voor verschillende materialen.

Praktische overwegingen in concrete toepassingen
Als je de tonnage van een spuitgietmachine kiest, moet je ook rekening houden met het volgende:
Laat een marge achter: Bij het kiezen van de tonnage kun je iets meer kiezen dan je nodig hebt, zodat je het nog steeds kunt gebruiken als je problemen hebt tijdens de productie. Als het materiaal bijvoorbeeld fluctueert of de matrijstemperatuur fluctueert, heb je meer klemkracht nodig.
Vormontwerp en bewerkingsnauwkeurigheid: De klemkracht wordt beïnvloed door het ontwerp en de bewerking van de mal. Als je dezelfde nauwkeurigheid hebt, zal de mal voor het persen van metaal de klemkracht gelijkmatig verdelen, zodat je minder tonnage voor de machine nodig hebt.

Prestaties en stabiliteit van spuitgietmachines: Verschillende bedrijven en fabrikanten gebruiken verschillende soorten spuitgietmachines, en hun prestaties en stabiliteit zijn verschillend. Bij het kiezen van de tonnage moet je rekening houden met de algehele prestaties en stabiliteit van de machine, zodat je hem gemakkelijk kunt gebruiken.
Productieomgeving: De temperatuur en vochtigheid in het productieproces zijn controleerbare factoren, die de dynamiek van het gebruik van de spuitgietmachine en de klemkracht beïnvloeden. Je moet de werkparameters van de machine goed afstellen en de tonnage kiezen die bij je productie past.

Toekomstige trends
Spuitgieten is een van de meest gebruikte productietechnologieën in de industrie voor het maken van allerlei spullen. Als spuitgiettechnologie In de toekomst zullen steeds meer spuitgietmachines slim en geautomatiseerd zijn. De beslissing over de juiste tonnage van de machine zal meer worden genomen door berekenings- en simulatietechnologieën. Een andere belangrijke trend in de ontwikkeling van spuitgieten is milieubescherming en energiebesparing. Zo worden energiebesparende en zeer efficiënte spuitgietmachines steeds populairder op de markt.

Conclusie
Het is niet eenvoudig om uit te vinden hoe groot je een spuitgietmachine nodig hebt. Er zijn veel factoren om te overwegen. Je moet nadenken over hoe groot en dik je onderdeel gaat worden, hoe groot de matrijs is, wat voor materiaal je gebruikt en hoeveel druk je gaat gebruiken om het plastic te injecteren. Door een gefundeerde gok te maken en je gezond verstand en de basisprincipes van productie te gebruiken, en door je ervaring te gebruiken, kun je het juiste soort en formaat machine kiezen voor je werk, zodat je de onderdelen kunt maken die je nodig hebt en ze goed kunt maken. Ik hoop dat dit artikel u en uw bedrijf helpt om betere onderdelen te maken met uw spuitgieten machines.







