 コンテンツへスキップ
コンテンツへスキップ 

正しい選択 射出成形金型射出成形機のトン数とは? | ZetarMold

射出成形機のトン数の定義
射出成形機の大きさについて語るとき、それは型締力、つまり射出中に成形機が金型を閉じた状態に保持するために使用する最大力のことを指しています。型締力は通常、トン数で表示され、トン数が大きいほど機械も大きくなります。射出成形部品の品質と生産性に直接影響するため、型締力は重要です。適切なトン数を選ぶことで、射出工程中に金型を閉じた状態に保つことができ、バリや不良部品のような問題を最小限に抑えることができます。

射出成形機のトン数選択の主な要因
When you’re trying to figure out what size injection molding machine you need for your application, there are a bunch of factors you need to consider. You need to think about the size and design of the part you’re making, how many cavities you’re going to have in the mold, what kind of material you’re going to be injecting, how much pressure you’re going to need to inject it, what the runner design is going to be like, and what kind of accuracy and quality standards you have for the final part. I’ll go through each of those factors in a little more detail.
製品のサイズ、重量、構造
- 製品サイズ トン数は製品の基本パラメータを決定するものです。製品のサイズは、長さ、幅、高さによって決まり、クランプのサイズ、つまり必要なクランプ力を決定します。製品が大きければ大きいほど、射出時に金型がきちんと閉じて溶融プラスチックが漏れないようにするため、より大きなクランプ力が必要になる。
- 製品重量: 射出成形機の射出圧力は、射出成形機のトン数に正比例し、スクリューの直径だけでなく、材料のフレームによって決定されます。すべてのことを考慮すると、製品の重量を最初に規定する必要があります。伝統的に、単一の製品の重量が50グラム以下であれば、それは50T以下のトン数のマシンを必要とします。100グラムを超える製品については、100トン以上の機械を使用することになっている。
- 製品構造: 必要なクランプ力の種類に影響するもう一つのことは、製品がどれだけ複雑かということです。複雑な製品では、プラスチックが充填しなければならないさまざまな形状がたくさんあります。そのため、すべての形状を満たすためには、より大きな射出圧力が必要になります。つまり、金型を閉じた状態に保持するために、より大きな型締力が必要になるのです。例えば、壁が薄かったり、カーブしていたりする部品では、プラスチックがすべて充填されるように、より大きな型締力が必要になります。

金型サイズとキャビティ数
- 金型サイズ: 金型が大きいということは、クランプするのにかなりの圧力が必要だということです。射出時に金型が開かないようにするには、大きな金型をより強くクランプする必要があります。金型の大きさとは、金型の長さ、幅、高さ、重さのことで、必要なトン数を把握するためにはそれを知る必要がある。
- 金型のキャビティ数: 金型内のキャビティの数は、金型の2つの半分を閉じるのに必要な型締力に影響します。単一キャビティ金型の設計は通常より単純で、型締力は1つの金型部品にしかかかりませんが、複数キャビティ金型では、同時に充填される複数のキャビティに型締力がかかります。マルチキャビティ金型は生産性を向上させますが、より大きな型締力を必要とします。一般的に、キャビティが多ければ多いほど、金型を適切に閉じるためにはより大きな型締力が必要になります。

素材タイプ
- 材料の流動性: また、プラスチックによっては、特に溶融時の流動特性が異なることに注意する必要がある。流動性の良いPPやPEでは、射出圧力がクランプ力をマイナスに決定するからである。一方、PCやPOMのような比較的流動性の悪い材料は、高い射出圧力を必要とし、その圧力に対抗するために高いクランプ力を必要とします。
- 材料の収縮率: プラスチック材料の収縮率も、必要な型締力に影響します。材料の収縮率が高ければ、冷却時に高い収縮応力が発生し、金型を閉じた状態に保ち、部品を歪みなく成形するために高い型締力が必要になります。
- 材料の結晶化度: 熱可塑性プラスチックの中には、金型を閉じて高品質で透明な製品を得るために、高い射出圧力と型締力を必要とするものがある。原則として、非結晶性材料の場合の型締力は、結晶性材料に適用されるものより低い。

射出圧力とランナー設計
- 射出圧力: 一方、射出圧力とは、射出スクリューが溶融プラスチックを金型に射出する際にかかる圧力のことです。射出圧力の大きさは、必要な型締力にも影響します。これは、単純に、プレスを押し下げるために使用されるAOSC力の合計を、プレスの総数で割ったものです。射出圧力が高いほど、金型が開かないように押さえるクランプ力が高くなり、高精度で高品質な製品ができる。
- ランナーデザイン: In order to succeed in runner design, you need to know that it can greatly increase injection pressure, or in other words, decrease the clamping force required. In runner design, factors such as gate positions and geometries, runner cross-sectional areas, and runners cooling are all critical. To optimize runner design for injection molding process control, runner design must facilitate an equal distribution of molten plastic evenly across all cavities, thereby reducing pressure loss and yielding improved output on the end product.
製品の精度と品質要件
- 精密製品: 最終製品に要求される精度が高くなるにつれ、型締圧力もそれに応じて高くする必要がある。クランプ力が不十分だと、射出中に金型が開いてしまい、材料のバリが発生したり、最終製品の寸法精度や美観が損なわれたりする可能性があるからです。電子機器や医療機器の筐体のように精密な部品の場合、型締力はより重要になります。
- 製品の品質: 高精度産業向けの製品は、製品に大きな圧力をかけ、穴が開かないようにするために、より大きなクランプ力が必要です。圧力が足りないと、気泡やヒケ、溶接スジができてしまいます。ですから、良い部品を作りたいのであれば、今お話ししたことを踏まえれば、より大きな機械を導入することで圧力を上げることができます。

材料の充填挙動とプロセス条件
- 材料の充填挙動: これは、射出工程で使用される材料が異なるため、充填パターンが異なることを意味します。例えば、異なるパターンで流動する傾向を持つ成形材料は、金型内で圧力差が生じ、均一な型閉めや局所的な型開きを避けるために高い型締圧力が必要になります。
- プロセス条件: 射出条件には、射出成形工程における射出速度、保圧時間、冷却時間が含まれ、工程に必要な型締力に影響を与える。射出速度が速く、冷却時間が短いと、通常、射出時の圧力が高くなり、より大きな型締力が必要になります。成形機のトン数とこれらの工程条件を考慮する必要があります。

金型の温度と環境要因
- 金型温度: これは、金型にかける温度によって、必要な型締力に大きな違いが出るということを言い換えたものです。高温の金型は通常、温度変化による膨張や収縮、溶けたものからの圧力を打ち消すために、より大きなクランプ力が必要になる。低温で動作するように作られている金型は、プラスチックを射出するときにそれほど大きなクランプ力を必要としません。
- 環境要因: その他、生産環境の温度や湿度も関係する。これらの要因は、射出成形機の作業条件と必要な型締力に影響します。ワークピースの材料の熱と湿度の条件は、流動抵抗を変化させ、したがって必要なクランプ力を増加させることができる。温度と湿度が低ければ、コンクリートは大きなクランプ力を必要としないかもしれない。

クランプ力の計算方法
射出成形機で良いパーツを作るために必要な型締力には、いくつかのポイントがあります。ここでは、必要な型締力を知るためのステップバイステップガイドをご紹介します:
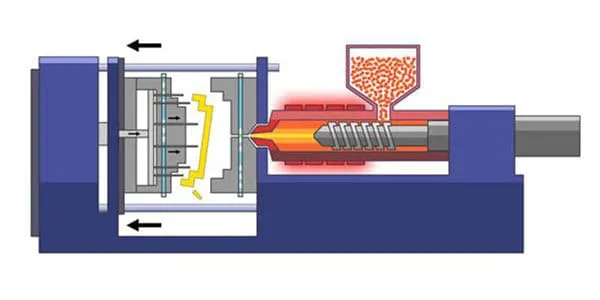
基本を理解する
型締力:型締力とは、射出中に金型が閉じた状態を保つために、機械が金型をどれだけ強く押しつぶすかということです。プラスチックの圧力で金型が開いてしまわないようにすることが重要です。

主要パラメータの決定
クランプ力の計算には、以下のようないくつかの要因が影響する:
投影面積(A):金型キャビティ内の部品が作られる部分。
射出圧力(Pi):溶融プラスチックを金型のキャビティに押し込む力。

投影面積(A)の計算
投影面積を計算するには、部品の形状を知る必要があります。単純な長方形であれば、長さに幅を掛けるだけです。もっと複雑な形状であれば、より単純な形状に分解し、それらの面積を合計する必要があるかもしれません。
フォーミュラ: 投影面積(A)=縦×横
射出圧力(Pi)の決定
射出圧力もまた、材料の種類や成形工程における正確な要件によって変動することが許されている。射出圧力は、多くの場合、材料供給業者から指示されるか、熱処理条件を用いて推定することができます。

クランプ力(Fc)の計算
射出時に金型を閉じた状態に保つために必要な型締力は、次の式で計算されます:型締力(Fc)=投影面積(A)×射出圧力(Pi)
計算例
以下のパラメーターを仮定する:
- 投影面積(A):100平方インチ
- 射出圧力(Pi):5000 psi
式を使ってクランプ力(Fc)=100 in2×5000 psi
クランプ力 (Fc)=500,000 ポンド
つまり、射出中に金型を閉じておくためには、50万ポンドのクランプ力が必要なのだ。

安全係数
加工条件のばらつきを考慮し、金型が安全に閉じられるように、計算に安全係数を含めることをお勧めします。最も基本的な安全対策は、計算力の1.1~1.5倍です。
最終的な考察
材料の特性:金型のクランプ力は、射出される材料の種類とその異なる圧力範囲によって異なります。
金型の設計:複雑な金型では、キャビティの数によって型締力の計算を変更しなければならない場合があることに注意することが重要です。
型締力を決定する場合、目標は、金型が適切に閉じないことで発生するバリなどの他の問題を起こさずに、良い部品を生産するための適切な数値を得ることです。より良い数値を得るには、装置メーカーやこのようなことに詳しい人に相談するとよいでしょう。

射出成形機のトン数選択に関する提案
When it comes to injection molding machines, the tonnage you need depends on a few things. You need to think about the size of the part you’re making, how many you’re making, and what kind of material you’re using. Here are some things to think about:
製品サイズに基づくトン数の選択: 小さな部品を作るのであれば、おそらく25トンから80トンの定格の機械を使うことになるだろう。中型の部品を作るのであれば、80トンから180トンの機械が必要でしょう。大きな部品を作るのであれば、180トンから500トンの機械が必要でしょう。しかし、念のため、常に部品の寸法を確認する必要があります。

生産量に基づくトン数の選択: 多くの企業は、効率的で人件費を抑えるために、短時間で多くの部品を作る必要があります。そのような場合は、トン数の多い機械が必要になります。
材料に基づくトン数の選択: プラスチックの構造や密度はそれぞれ異なります。つまり、材料によって必要なトン数の範囲が異なるということです。異なる材料に必要なトン数を教えてくれる営業担当者やメーカーを探す必要があります。

実際のアプリケーションにおける実践的考察
射出成形機のトン数を選ぶ際には、次のことも考慮する必要があります:
余白を残す: トン数を選ぶときは、必要量より少し多めに選んでおくと、生産中に何か問題が発生したときでも使えます。例えば、材料が変動したり、金型の温度が変動したりすると、より大きなクランプ力が必要になります。
金型設計と加工精度: クランプ力は金型の設計と加工に影響されます。同じ精度であれば、金属をプレスする金型はクランプ力を均等に分散させるので、機械のトン数は少なくて済みます。

射出成形機の性能と安定性: 射出成形機は、企業やメーカーによって使用する機械が異なり、性能や安定性も異なります。トン数を選ぶときは、機械の性能や安定性を総合的に考えて、使いやすいものを選ぶといいでしょう。
生産環境: 生産工程の温度と湿度は制御可能な要因であり、射出成形機の使用力学と型締力に影響する。機械の作業パラメーターをよく調整し、生産に適したトン数を選択する必要があります。

今後の動向
射出成形は、あらゆる種類のものを作るために業界で最も広く使用されている製造技術の一つです。そのため 射出成形技術 射出成形機のスマート化、自動化はますます進むだろう。機械の適切なトン数の決定は、計算とシミュレーション技術によってより多くなされるようになるだろう。射出成形の発展におけるもう一つの重要な傾向は、環境保護と省エネルギーである。例えば、省エネで高効率の射出成形機は、市場でますます人気が高まっている。

結論
どのくらいの大きさの射出成形機が必要かを見極めるのは簡単ではありません。考慮すべき要素がたくさんある。パーツの大きさや厚さ、金型の大きさ、使用する材料の種類、プラスチックを射出する際の圧力などを考える必要がある。経験に基づいて推測し、常識と製造の基本原則を活用することで、必要な部品を正しく製造できるように、仕事に適した種類とサイズの機械を選ぶことができる。この記事が、あなたやあなたの会社で、より良い部品を作るために役立つことを願っています。 射出成形 のマシンがある。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







