 Overslaan naar inhoud
Overslaan naar inhoud 

Plastic producten komen veel voor in ons leven en helpen ons enorm. Van kleine plastic bekertjes en plastic flessen tot grote apparaten, er zijn talloze plastic producten om ons heen.
Maar laten we het nu eens echt hebben over hoe deze plastic producten worden gemaakt, ik denk dat de meeste mensen er niets over kunnen zeggen.
Er zijn zeven gangbare productiemethoden voor kunststof producten.

Samenpersen
Het is een methode om de gewenste vorm te krijgen door hars in een mal te doen, te verwarmen en samen te drukken. Het wordt gebruikt om plastic producten te maken met behulp van thermohardende hars, zoals onze gebruikelijke kommen, borden, deksels, enz.
1.Principe van compressie vormfabricage proces
Persen wordt ook wel molding of pressing genoemd. De methode is om plastic poeder, korrels, kruimels of vezelig plastic in de holte van de matrijs te brengen bij de matrijstemperatuur, en dan de matrijs te sluiten en te persen om het te vormen en te stollen om de gewenste plastic producten te krijgen.
2. Kenmerken van persgieten
a. De vaste kunststof wordt rechtstreeks aan de holte toegevoegd.
b. De druk van de pers wordt via de bolle mal rechtstreeks op de kunststof overgebracht.
c. De mal is volledig gesloten op het moment van het uiteindelijke gieten.
3. Voordelen van persen
a. Geen gietsysteem, minder materiaalverbruik.
b. De gebruikte apparatuur is een algemene pers.
c. Eenvoudige mallen, die kunststof producten met grotere vlakke oppervlakken kunnen persen of mallen met meerdere holtes kunnen gebruiken om meerdere producten tegelijk te persen.
d. Het is voordelig voor het gieten van kunststoffen met een slechte vloeibaarheid en vezels als vulmiddel.
4. Nadelen van persen
a. Lange productiecyclustijd en lage efficiëntie.
b. Niet gemakkelijk om kunststof producten met complexe vormen en grote verschillen in wanddikte te persen.
c. Het is niet eenvoudig om kunststof producten te verkrijgen met hoge eisen op het gebied van maatnauwkeurigheid.
d. Kan geen kunststof producten persen met fijne en gemakkelijk breekbare inzetstukken.
5. Toepasselijk toepassingsgebied van compressievormen
Fenolkunststoffen, aminokunststoffen, onverzadigde polyester kunststoffen, polyimide, etc., waarvan fenolkunststoffen en aminokunststoffen het meest gebruikt worden.

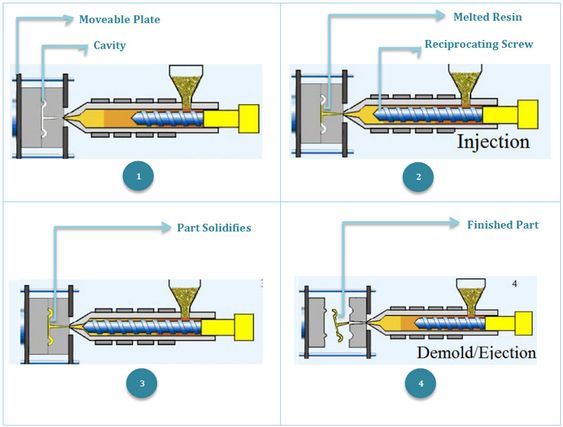
Spuitgieten
Dit is een vormmethode waarbij gesmolten kunststof van een injectiemachine in een mal wordt gespoten en geperst.
Het is geschikt voor de productie van relatief grote kunststof producten (Een soortgelijke methode bekend reactie spuitgieten (RIM) wordt gebruikt voor de productie van grote kunststof producten en kleine hoeveelheden), zoals verzegelde containers, vaten en andere houders, en cd's en dvd's kunnen ook worden geproduceerd met behulp van speciale spuitgieten machines.
1. Principe van kunststof spuitgieten
Kunststof spuitgieten staat ook bekend als spuitgieten, wat een spuitgiet- annex vormgietmethode is.
Bij een bepaalde temperatuur wordt het kunststofmateriaal volledig gesmolten door schroefmenging, onder hoge druk in de vormholte geïnjecteerd en door afkoeling uitgehard om de gevormde producten te verkrijgen.
Deze methode is geschikt voor massaproductie van complex gevormde onderdelen en is een van de belangrijkste fabricagemethoden.

2. Voordelen van spuitgieten
a. Aangezien het plastificeren van de smelt en het modelleren van de vloei van het vormmateriaal respectievelijk in het vat en in de vormholte plaatsvinden, kan de vorm altijd in een toestand verkeren waarin de smelt snel gecondenseerd of vernet en uitgehard is, wat bevorderlijk is voor het verkorten van de vormcyclus.
b. De smelt wordt pas in de mal gespoten nadat de mal is vergrendeld, en de smelt met een goede vloeibaarheid heeft weinig slijtage van de malholte, zodat een set mallen grote hoeveelheden kan produceren van spuitgegoten producten.
c. Eén operator kan vaak twee of meer spuitgieten machines, vooral als de spuitgietproducten automatisch kunnen worden ontladen, en er meer machines kunnen worden beheerd, zodat de benodigde arbeid relatief laag is.
d. Het geheel spuitgieten proces, zoals het sluiten van de matrijs, materiaaltoevoeging, plastificeren, injecteren, openen van de matrijs en ontvormen, wordt voltooid door spuitgieten, waardoor het injectieproces gemakkelijk volledig te automatiseren en programmabesturing te realiseren is.
e. Door de hoge druk tijdens het gieten is het mogelijk om kunststof onderdelen te gieten met complexe vormen, duidelijke oppervlaktepatronen en markeringen en een hoge maatnauwkeurigheid.
f. Meer dan één materiaal kan worden gevormd door co-injectie, en materialen met een harde huid en schuimend hart kunnen effectief worden gevormd, en thermohardende en vezelversterkte kunststoffen kunnen worden gevormd.
g. Aangezien het gieten kan worden gedaan met precisievormen en hydraulisch precisiesysteem en met behulp van microcomputerbesturing, is het mogelijk om producten met hoge precisie te verkrijgen en kan de volumetolerantie oplopen tot 1 µm.
h. Hoge productie-efficiëntie, een set matrijzen kan tientallen of zelfs honderden holtes bevatten, zodat tientallen of zelfs honderden kunststof onderdelen in één vorm gegoten kunnen worden.
i. De gevormde onderdelen hoeven maar een klein beetje te worden bijgesneden om te kunnen worden gebruikt en het schroot dat tijdens het vormproces wordt geproduceerd, kan worden hergebruikt. spuitgieten.
3. Nadelen van spuitgieten
a. Het belangrijkste apparaat van spuitgieten is de schimmel, maar het ontwerp, de fabricage en de proefcyclus van de schimmel is lang. Meestal is het noodzakelijk om aangepaste plastic prototypes verificatie functie vóór het maken van de spuitgietmatrijs om de verspilling van tijd en geld door grote veranderingen later te voorkomen.
b. Door de beperking van de koelomstandigheden is het moeilijk om dikwandige kunststof onderdelen met grote variaties te gieten.
c. Vanwege de hoge productiekosten van beide spuitgieten machine en spuitgietvormDe opstartinvestering is groot, dus het is niet geschikt voor de productie van plastic onderdelen in kleine series.
d. De kwaliteit van gegoten producten wordt door veel factoren beperkt, dus het is moeilijker om de hoge technische eisen te beheersen.
Kalanderen
Deze productiemethode is vergelijkbaar met de manier waarop we normaal gebak uitrollen met een deegroller, waarbij de hars tussen verwarmde rollen wordt geplaatst en door meerdere rollen wordt uitgerekt tot een vooraf bepaalde dikte om de gewenste vorm te vormen.
Het is geschikt voor de productie van brede vlakke producten zoals films, platen, enz.
1. Kalanderprincipe
In het kalanderproces wordt het materiaal meerdere keren samengeperst en geschoren door de schuifkracht tussen de rollen om de plasticiteit te verhogen en uit te breiden tot dunne producten op basis van verdere plastificering.
De extrusie- en schuifwerking van de rollen op de kunststof verandert de macrostructuur en moleculaire vorm van het materiaal en plastificeert en verlengt de kunststof door samenwerking van de temperatuur.
Het resultaat van de rollen is een dunnere laag materiaal, terwijl het verlengstuk de breedte en lengte van de laag vergroot.
2. Voordelen van kalanderen
a. Grote verwerkingscapaciteit, snelle productiesnelheid, goede productkwaliteit en ononderbroken productie. De jaarlijkse verwerkingscapaciteit van een kalander met vier rollen van φ700×1800mm kan 5000 ton tot l0000 ton bereiken.
b. De dikte van het gekalanderde product is uniform, de diktetolerantie kan worden geregeld binnen 10% en het oppervlak is glad. Als het wordt gecombineerd met egreneren of bedrukken, kan het ook direct worden verkregen met verschillende productpatronen.
c. De automatiseringsgraad van de kalanderproductie is hoog en de geavanceerde kalanderverbinding hoeft maar door 1 of 2 personen bediend te worden.
3.De nadelen van kalanderen
a. Grote apparatuur, hoge investering en ingewikkeld onderhoud.
b. De breedte van het product wordt beperkt door de lengte van de kalanderrollen enz.
c. Lange productielijn en veel processen. Daarom is het niet zo snel als extruder molding technologie in het produceren van continue plaat.
d. Sterke apparatuurspecialisatie en moeilijke productaanpassing.
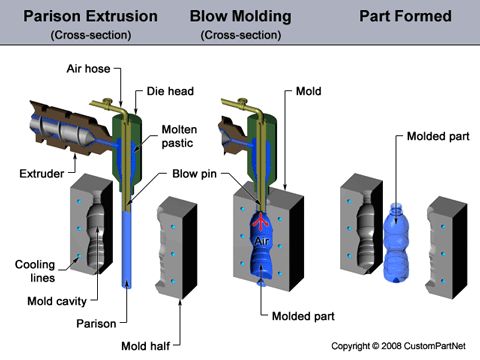
Hol blazen
Dit is een soort geëxtrudeerde nog zachte buis door de mal is ingeklemd in het midden, de bovenste lucht wordt opgeblazen, en vervolgens gegoten volgens de mal. Het is geschikt voor de productie van verschillende flessen, spuitflessen, enz.
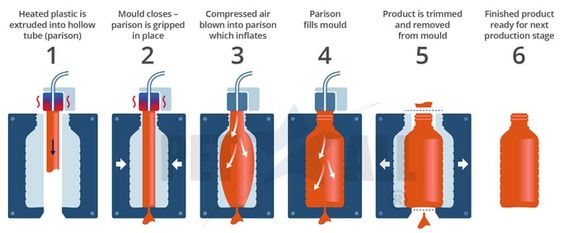
1.Principe van hol blazen
Grondstof in gesmolten toestand wordt geëxtrudeerd of geïnjecteerd om plastic buisvormige vormstukken te vormen, die in een mal met een specifieke vorm worden gebracht. De vormstukken in de mal worden opgeblazen door er een bepaald volume perslucht in te blazen.
Nadat de lucht in de matrijs is geblazen, wordt de matrijs geëxpandeerd, waardoor de matrijs vast komt te zitten aan de matrijs en het eerste spuitgieten van het product is voltooid.
In technische termen zorgt dit proces ervoor dat het polymeer snel vervormt in de buurt van de glasovergangstemperatuur en in deze toestand blijft.
De volgende stap is koelen, waardoor de gegoten producten uit de mal worden gehaald. Het koelproces bestaat uit het afkoelen van de producten tot onder de glasovergangstemperatuur of kristallisatietemperatuur in korte tijd nadat de producten gevormd zijn, of uit het bevriezen van de gevormde producten.
2. Voordelen van hol blazen
a. Het voordeel van vacuümvormen is dat er geen hele reeks matrijzen nodig is, maar slechts één convexe matrijs of holle matrijs, een eenvoudige matrijsstructuur en lage productiekosten.
b. De structuur van plastic onderdelen is duidelijk, helder en gedetailleerd en kan gevormd worden in grote, dunwandige en ondiepe plastic onderdelen en het vormingsproces van plastic onderdelen kan ook geobserveerd worden.
3. Nadelen van hol blazen
a. Gemakkelijk om de wanddikte van het plastic deel is niet uniform, vooral de convexe en concave delen op de mal, de wanddikte van het overeenkomstige deel van het plastic deel is de dunste.
b. De hoek van de structuur van het plastic deel voor de scherpe hoek, in het gieten van plastic onderdelen zijn gemakkelijk te rimpels verschijnen.
c. Uitrekkende en afkoelende strepen verschijnen vaak aan de zijkant van het onderdeel;
d. Het drukverschil dat wordt gegenereerd door vacuümvormen is erg klein (meestal 0,07-0,09MPa), zodat er geen onderdelen met dikke wanden of diepe holtes kunnen worden gevormd.
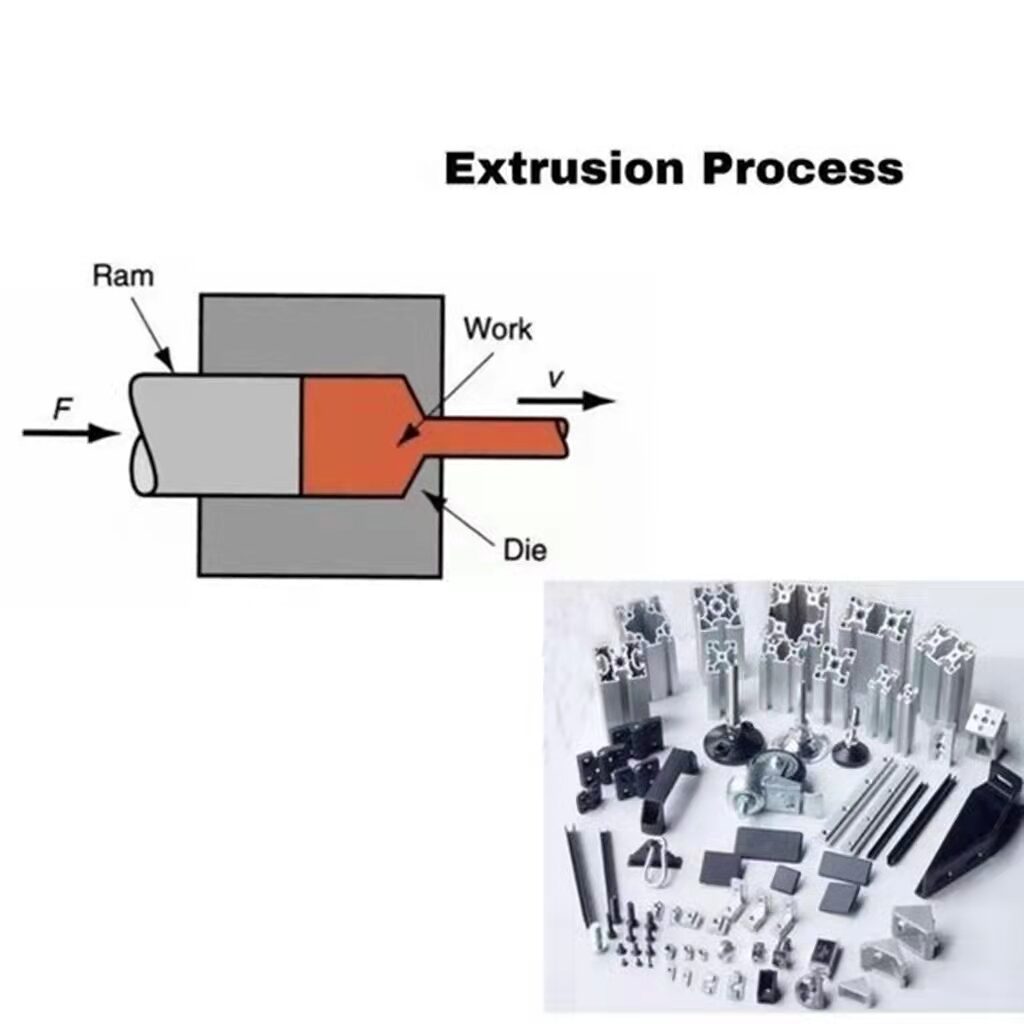
Extrusie vormen
Bij deze methode wordt de hars in de productieapparatuur gevoerd, zoals een vleesmolen, en verhit terwijl de hars door een draaiende schroef naar voren wordt getransporteerd.
De hars wordt uit de spuitmond gevoerd, gesmolten en geëxtrudeerd terwijl het gevormd wordt. Het is geschikt voor de productie van producten zoals buizen.
1.Extrusie principe
Extrusievormen staat ook bekend als extrusie in de kunststofverwerking. Bij niet-rubberen extruderverwerking wordt de extrusie eruit geperst met behulp van hydraulische persdruk in de matrijs zelf.
Het is een verwerkingsmethode waarbij het materiaal thermoplastisch wordt gemaakt door de werking tussen de extruderbuis en de schroef, terwijl het door de schroef naar voren wordt geduwd en continu door de kop wordt gevoerd om verschillende producten met dwarsdoorsnede of halffabricaten te maken.

2. Voordelen van extrusievormen
Vergeleken met andere vormmethoden voor polymeren heeft extrusievormen een aantal opmerkelijke voordelen.
a. Continue productie Buizen, platen, staven, profielen, folies, kabels en monofilamenten van elke lengte kunnen naar wens worden geproduceerd.
b. Hoge productie-efficiëntie De enkele machine output van de extruder is hoog, zoals een extrusie-eenheid met een diameter van 65mm, de productie van PVC-folie, kan de jaarlijkse output meer dan 450t.
c. Breed toepassingsgebied Deze verwerkingsmethode wordt veel gebruikt bij de verwerking van rubber, kunststof en vezels, met name kunststofproducten. Bijna de meeste thermoplastische kunststoffen en sommige thermohardende kunststoffen kunnen met deze methode worden verwerkt.
d. Een extruder kan vele soorten materialen en producten verwerken. Door verschillende schroeven en koppen te verwisselen op basis van de eigenschappen van de materialen en de vorm en grootte van de producten, kunnen verschillende producten worden gemaakt.
e. Eenvoudige apparatuur, minder investering Vergeleken met spuitgieten en kalanderen is extrusieapparatuur eenvoudig, gemakkelijker te produceren, goedkoper en gemakkelijker te installeren en in bedrijf te stellen. De apparatuur beslaat een klein oppervlak en de vereisten voor installaties en ondersteunende faciliteiten zijn relatief eenvoudig.
3. Nadelen van extrusievormen
a. De dichtheid die door het extrusieproces wordt gegenereerd is slecht.
b. De combinatie van omhulsel en kern van de apparatuur is slecht.
Vacuümvormen
Vacuümvormen is een methode om een plaat te verwarmen die al gemaakt is door kalanderen of extrusievormen om hem zacht te maken, de lucht in de matrijs te absorberen en hem onder atmosferische druk op de matrijs te persen.
Het wordt gebruikt om relatief dunne bakjes te maken, zoals lunchboxen en dienbladen.
1. Principe van blistervacuümvormen
Het principe van vacuümvormen is dat het thermoplastische harsblad, dat wordt verwarmd en zacht gemaakt door een geschikt verwarmingsapparaat, wordt aangebracht op het model met veel kleine gaatjes die worden geboord voor vacuüm aantrekking, en dan wordt de buitenkant afgesloten van de omringende lucht, en dan wordt de lucht in de vormholte snel verwijderd uit het vacuümextractiegat.

2. Voordelen van vacuüm-zuiggieten
a. Lage investering in apparatuur
b. Gemakkelijk te maken mallen (gipsen mal, koperen mal, aluminium mal)
c. Hoge productie-efficiëntie.
d. Sterk aanpassingsvermogen van productspecificatie. Met de vacuümvormmethode kunnen we verschillende producten extra groot, extra klein, extra dik en extra dun maken.
e. Breed assortiment producten voor dagelijkse benodigdheden, speelgoed, kantoorbenodigdheden, medische medicijnen, hardware, elektronica, voedsel, enz.
3. Nadelen van vacuüm blaarvormen
a. Vacuüm blister molding kan alleen halfschalen produceren met een eenvoudige structuur.
b. De wanddikte van de producten moet uniformer zijn en er kunnen geen plastic producten met verschillende wanddiktes worden gemaakt.
c. De diepte van de vacuümzuiggietproducten is tot op zekere hoogte beperkt, in het algemeen overschrijdt de verhouding tussen de diepte en de diameter van de container niet.
d. De vormnauwkeurigheid van de onderdelen is slecht en de relatieve fout is over het algemeen groter dan 1%.
e. Het is niet alleen moeilijk om de consistentie van vorm of grootte tussen verschillende onderdelen te krijgen door vacuümzuigen, maar ook moeilijk om de uniformiteit van de wanddikte van elk deel van hetzelfde onderdeel te garanderen.
f. Sommige details van de mal komen niet volledig tot uiting in het product tijdens het vacuümzuiggieten.

Rotatiegieten
Rotatiegieten, ook bekend als rotatiegieten, roterend gieten, roterend gieten, enz., is een thermoplastische holle vormmethode.
Bij deze methode wordt het kunststof materiaal eerst in de mal gebracht, waarna de mal continu langs de twee verticale assen draait en verhit wordt. Het kunststof materiaal in de mal wordt geleidelijk en gelijkmatig omhuld, smelt en hecht zich aan het gehele oppervlak van de malholte onder invloed van zwaartekracht en warmte, vormt de gewenste vorm en koelt en vormt vervolgens het product.
1. Rotatiegietprincipe
Er wordt hars aan de mal toegevoegd, de mal wordt gesloten en de mal wordt verwarmd, en tegelijkertijd wordt de mal in drie dimensies gedraaid/gerold met behulp van twee haaks op elkaar staande assen die ononderbroken draaien.
De hars wordt gelijkmatig verspreid in de binnenste holte van de mal door zijn eigen zwaartekracht en geleidelijk gesmolten totdat de hars volledig gesmolten is en gelijkmatig aan de binnenwand van de malholte is gehecht, dan wordt het verwarmen gestopt en overgebracht naar het koelproces, en het product wordt afgekoeld en gestold en ontvormd om het gewenste naadloze holle product te verkrijgen.

2. Voordelen van rotatiegieten
a. De kosten van rotomoulding zijn laag. Voor producten van dezelfde grootte zijn de kosten van rotomolding ongeveer 1/3 tot 1/4 van de kosten van blow molding en spuitgietendie geschikt is voor het gieten van grote kunststof producten.
b. Geschikt voor de productie van plastic producten met meerdere soorten en kleine partijen.
Rotatiegieten apparatuur heeft een goede mobiliteit, een rotatiegietmachine, kan een grote schimmel te installeren, maar ook een aantal kleine schaakset regelen.
Het kan niet alleen onderdelen van verschillende groottes vormen, maar kan ook gelijktijdig producten van verschillende groottes en vormen vormen. Zolang de grondstoffen voor rotomoulding producten hetzelfde zijn en de dikte van de producten gelijk, kunnen ze tegelijkertijd worden gerotomold en zijn de mallen niet onderhevig aan externe krachten, zodat de mallen eenvoudig, goedkoop en gemakkelijk te maken zijn.
c. De mal is ook relatief veel goedkoper, omdat er geen interne kernen gemaakt hoeven te worden.
d. Rotatiegieten is heel gemakkelijk om de kleur van de producten te veranderen, telkens als het materiaal rechtstreeks in de vorm wordt toegevoegd, waardoor het materiaal allemaal in de producten terechtkomt, en nadat de producten uit de vorm zijn gehaald, wordt het volgende vereiste materiaal toegevoegd.
Als we de kleur van het product moeten veranderen, verspillen we dus geen druppel grondstof en hoeven we geen tijd te besteden aan het reinigen van de machine en de mal.
e. Geschikt voor het gieten van alle soorten complexe holle onderdelen, rotomolding proces vereist alleen de kracht van het frame om het materiaal, het gewicht van de mal en het frame zelf te ondersteunen, en om het lekken van materiaal om de mal te sluiten kracht te voorkomen.
Daarom, zelfs als rotomolding grote en zeer grote kunststof onderdelen, is er geen noodzaak om zeer omvangrijke apparatuur en mallen te gebruiken, en de verwerking en productie van mallen is erg handig, met een korte productiecyclus en relatief lage kosten.
f. Rotomolding bespaart grondstoffen De wanddikte van rotomolded producten is relatief uniform en iets dikker bij de afschuining, zodat de effectiviteit van het materiaal ten volle kan worden benut, wat bevorderlijk is voor het besparen van grondstoffen.
g. De vorm van rotomoldingproducten kan zeer complex zijn en de dikte kan meer dan 5 mm bedragen.

3. Nadelen van rotomolding
a. De kosten van grondstoffen zijn relatief hoog. Omdat de meeste kunststof grondstoffen korrelvormig zijn, moeten ze vermalen worden tot een poeder voordat ze gebruikt kunnen worden voor rotomolding.
Het slijpproces verhoogt de kosten van grondstoffen aanzienlijk en de kwaliteit van het slijpen is een van de belangrijkste factoren in het rotomoldingproces.
b. De grondstoffen die geschikt zijn voor rotomolding zijn beperkt. Hoewel de ontwikkeling al jaren voortduurt, zijn de soorten kunststof grondstoffen die geschikt zijn voor rotomolding nog steeds beperkt. Meer dan 90% van de materialen die gebruikt worden voor rotomolding bestaat uit polyethyleen.
c. Lage productie-efficiëntie en hoog energieverbruik. Omdat gieten elk product moet worden gevormd en de hars poeder verwarmd tot de smelttemperatuur van de hars, en vervolgens afgekoeld tot kamertemperatuur, dus de hele productiecyclus is lang, duurt meestal enkele minuten.
d. Hoge arbeidsintensiteit bij de productie. Bij rotomolding vereist het proces van laden en ontvormen meestal handmatige bediening, waardoor de arbeidsintensiteit hoog is. Dit geldt vooral voor complexe producten.
e. Massieve producten, massieve onderdelen zijn moeilijk te vormen. Rotatiegieten kan meestal alleen holle of schelpvormige producten maken, alleen door het schuim kan het hele product massief worden gemaakt. Rotatiegieten is ook moeilijk om stevige tabbladen en versterkingsstructuren te gieten die worden gebruikt om de sterkte van het product te vergroten.
f. Slechte maatnauwkeurigheid. De grootte van rotomolded producten, in aanvulling op de impact van grondstoffen rassen, maar ook door de koelsnelheid, release agents en andere factoren, dus de grootte nauwkeurigheid is moeilijker te controleren.







