 İçeriğe geç
İçeriğe geç 

Plastik ürünler hayatımızda çok yaygın olan ve bize çok yardımcı olan ürünlerdir. Küçük plastik bardaklardan ve plastik şişelerden büyük cihazlara kadar etrafımızı saran sayısız plastik ürün var.
Ancak bu plastik ürünlerin nasıl üretildiği hakkında gerçekten konuşalım, çoğu insanın bir şey söyleyemeyeceğine inanıyorum, şimdi plastik ürünlerin nasıl üretildiğine dair kısa bir anlayışa sahip olalım.
Plastik ürünler için yedi yaygın üretim yöntemi vardır.

Sıkıştırma Kalıplama
Reçineyi bir kalıba koyup ısıtarak ve sıkıştırarak istenilen ve şekli elde etme yöntemidir. Yaygın olarak kullandığımız kaseler, tabaklar, kapaklar vb. gibi ısıyla sertleşen reçine kullanılarak plastik ürünler yapmak için kullanılır.
1.Sıkıştırma prensibi rotasyon kalıplama
Sıkıştırmalı kalıplama, kalıplama veya presleme olarak da adlandırılır. Kalıplama yöntemi, kalıplama sıcaklığında kalıbın boşluğuna plastik toz, granül, kırıntı veya lifli plastik koymak ve daha sonra kalıbı kapatmak ve istenen plastik ürünleri elde etmek için kalıplamak ve katılaştırmak için bastırmaktır.
2. Sıkıştırmalı kalıplamanın özellikleri
a. Katı plastik doğrudan boşluğa eklenir.
b. Presin basıncı dışbükey kalıp aracılığıyla doğrudan plastiğe aktarılır.
c. Son kalıplama sırasında kalıp tamamen kapatılır.
3. Sıkıştırmalı kalıplamanın avantajları
a. Dökme sistemi yok, daha az malzeme tüketimi.
b. Kullanılan ekipman genel bir pres.
c. Daha geniş düz yüzeylere sahip plastik ürünleri basabilen veya aynı anda birden fazla ürünü basmak için çok boşluklu kalıpları kullanabilen basit kalıplar.
d. Akışkanlığı zayıf olan plastiklerin ve dolgu maddesi olarak elyafın kalıplanması için avantajlıdır.
4. Sıkıştırmalı kalıplamanın dezavantajları
a. Uzun üretim döngüsü süresi ve düşük verimlilik.
b. Karmaşık şekillere ve duvar kalınlığında büyük farklılıklara sahip plastik ürünleri preslemek kolay değildir.
c. Yüksek boyutsal doğruluk gereksinimleri olan plastik ürünler elde etmek kolay değildir.
d. İnce ve kolayca kırılabilen uçlara sahip plastik ürünlere baskı yapamaz.
5. Uygulanabilir sıkıştırma kalıplama kapsamı
Fenolik plastikler, amino plastikler, doymamış polyester plastikler, poliimid vb. en yaygın olarak kullanılanlardır.

Enjeksiyon Kalıbıing
Bu, erimiş plastiğin bir enjeksiyon makinesinden bir kalıba enjekte edilmesi ve preslenmesi yoluyla yapılan bir kalıplama yöntemidir.
Nispeten büyük plastik ürünlerin üretimi için uygundur (Benzer bir yöntem bilinen reaksiyon enjeksiyon kalıplama (RIM) is used to manufacture large plastic products and low quantity), such as sealed containers, drums and other containers, and CDs and DVDs can also be manufactured using special injection molding machines.
1. Plastik enjeksiyon kalıplama prensibi
Plastic injection molding is also known as injection molding, which is an injection-cum-molding molding method.
Belirli bir sıcaklıkta, plastik malzeme vidalı karıştırma ile tamamen eritilir, yüksek basınçla kalıp boşluğuna enjekte edilir ve kalıplanmış ürünleri elde etmek için soğutularak kürlenir.
Bu yöntem, karmaşık şekilli parçaların seri üretimi için uygundur ve önemli imalat süreci yöntemlerinden biridir.

2. Enjeksiyon kalıplamanın avantajları
a. Kalıplanan malzemenin eriyik plastikleştirmesi ve akış modellemesi sırasıyla kovan ve kalıp boşluğunda gerçekleştirildiğinden, kalıp her zaman eriyiğin hızlı bir şekilde yoğunlaştığı veya çapraz bağlandığı ve kürlendiği bir durumda olabilir, bu da kalıplama döngüsünün kısaltılmasına yardımcı olur.
b. The melt is injected into the mold only after the mold is locked, and the melt with good flowability has little wear on the mold cavity, so a set of molds can produce large quantities of injection molded products.
c. One operator can often manage two or more injection molding machines, especially when the molded parts can be unloaded automatically, and more machines can be managed, so the labor required is relatively low.
d. The whole injection molding process, such as mold closing, material addition, plasticization, injection, mold opening and demolding, is completed by the action of injection molding, which makes the injection process easy to fully automate and realize program control.
e. Kalıplama sırasındaki yüksek basınç nedeniyle, karmaşık şekillere, net yüzey desenlerine ve işaretlere ve yüksek boyutsal doğruluğa sahip plastik parçaların kalıplanması mümkündür.
f. Ko-enjeksiyon ile birden fazla malzeme kalıplanabilmekte, sert kabuklu ve köpük kalpli malzemeler etkin bir şekilde kalıplanabilmekte, termoset ve elyaf takviyeli plastikler kalıplanabilmektedir.
g. Kalıplama hassas kalıplar ve hassas hidrolik sistemle yapılabildiğinden ve mikrobilgisayar kontrolü kullanıldığından, yüksek hassasiyette ürünler elde etmek mümkündür ve hacim toleransı 1μm'ye ulaşabilir.
h. Yüksek üretim verimliliği, bir kalıp seti düzinelerce hatta yüzlerce boşluk içerebilir, bu nedenle düzinelerce hatta yüzlerce plastik parça tek bir kalıpta kalıplanabilir.
i. The molded parts only need a small amount of trimming to be used, and the scrap produced during the molding process can be reused, therefore, there is little waste of raw materials during injection molding.
3. Enjeksiyon kalıplamanın dezavantajları
a. The key apparatus of injection molding is the mold, but the design, manufacture and trial mold cycle of the mold is long. Usually it is necessary to custom plastic prototypes verification function before making the injection mold to avoid the waste of time and money caused by big changes later.
b. Soğutma koşullarının sınırlandırılması nedeniyle, büyük varyasyonlara sahip kalın duvarlı plastik parçaların kalıplanması zordur.
c. Because of the high production costs of both injection molding machine and injection mold, the start-up investment is large, so it is not suitable for the production of small-lot plastic parts.
d. Kalıplanmış ürünlerin kalitesi birçok faktörle sınırlıdır, bu nedenle yüksek teknik gereksinimlere hakim olmak daha zordur.

iv>
Kalenderleme
Bu üretim yöntemi, normalde hamur işlerini oklava ile açmamıza benzer; burada reçine ısıtılmış rulolar arasına yerleştirilir ve istenen şekli oluşturmak için önceden belirlenmiş bir kalınlığa kadar birkaç rulo ile gerilir.
Film, levha vb. gibi geniş yassı ürünlerin üretimi için uygundur.
1. Kalenderleme prensibi
Kalenderleme işleminde malzeme, plastikliği artırmak ve daha fazla plastikleşmeye dayalı ince ürünlere uzanmak için silindirler arasında üretilen kesme kuvveti ile birkaç kez sıkıştırılır ve kesilir.
Silindirlerin plastik üzerindeki ekstrüzyon ve kesme etkisi, malzemenin makro yapısını ve moleküler formunu değiştirir ve sıcaklık işbirliği ile plastiği plastikleştirir ve uzatır.
Silindirlerin sonucu daha ince bir malzeme tabakası olurken, uzatma tabakanın genişliğini ve uzunluğunu artırır.
2. Kalenderlemenin avantajları
a. Büyük işleme kapasitesi, hızlı üretim hızı, iyi ürün kalitesi ve sürekli üretim. φ700×1800mm'lik dört silindirli bir kalenderin yıllık işleme kapasitesi 5000 ton ila l0000 tona ulaşabilir.
b. Kalenderlenmiş ürünün kalınlığı eşittir, kalınlık toleransı 10% içinde kontrol edilebilir ve yüzey pürüzsüzdür. Çırçırlama veya baskı ile eşleştirilirse, çeşitli ürün desenleri ile doğrudan da elde edilebilir.
c. Kalender üretiminin otomasyon derecesi yüksektir ve gelişmiş kalenderleme bağlantısının çalıştırılması için yalnızca 1 veya 2 kişiye ihtiyaç vardır.
3.Kalenderlemenin dezavantajları
a. Büyük ekipman, yüksek yatırım ve karmaşık bakım.
b. Ürünün genişliği, kalenderleme rulolarının uzunluğu vb. ile sınırlıdır.
c. Uzun üretim hattı ve birçok işlem. Bu nedenle, sürekli levha üretiminde ekstrüder kalıplama teknolojisi kadar hızlı değildir.
d. Güçlü ekipman uzmanlaşması ve zor ürün ayarlaması.
İçi Boş Şişirme Kalıplama
Bu, kalıp tarafından ekstrüde edilmiş hala yumuşak bir tüpün ortasına sıkıştırılır, üst hava şişirilir ve daha sonra kalıba göre kalıplanır. Çeşitli şişelerin, sprey şişelerinin vb. üretimi için uygundur.
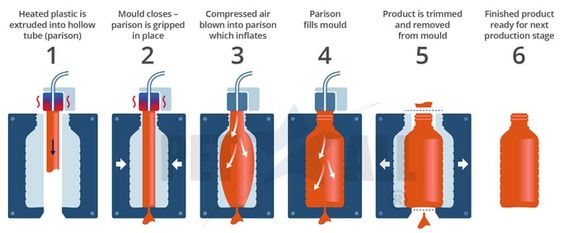
1.İçi boş şişirme kalıplama prensibi
Erimiş haldeki hammadde, belirli bir şekle sahip bir kalıba giren plastik boru şeklindeki boşlukları oluşturmak için ekstrüde edilir veya enjekte edilir ve kalıptaki boşluklar belirli bir hacimde basınçlı hava üflenerek şişirilir.
Kalıba hava üflendikten sonra kalıp genleşecek, bu da kalıbın kalıba sıkılaşmasını sağlayacak ve ürünün ilk kalıplanması tamamlanacaktır.
Bu süreç, teknik terimlerle, polimerin camsı geçiş sıcaklığı yakınında hızla deforme olmasına ve bu durumda devam etmesine neden olur.
Bir sonraki adım, kalıplanmış ürünlerin kalıptan çıkarılmasını sağlayan soğutmadır. Soğutma işlemi, ürünler kalıplandıktan sonra kısa bir süre içerisinde ürünlerin camsı geçiş sıcaklığının veya kristalleşme sıcaklığının altına kadar soğutulması veya kalıplanan ürünlerin dondurulmasıdır.
2. İçi boş şişirme kalıplamanın avantajları
a. Vakum kalıplamanın avantajı, bir dizi kalıba ihtiyaç duymaması, sadece tek bir dışbükey kalıp veya içbükey kalıp, basit kalıp yapısı, düşük üretim maliyetleri
b. Plastik parçaların yapısı açık, belirgin ve ayrıntılıdır ve büyük, ince duvarlı ve sığ plastik parçalar halinde oluşturulabilir ve plastik parçaların şekillendirme süreci de gözlemlenebilir.
3. İçi boş şişirme kalıplamanın dezavantajları
a. Plastik parçanın duvar kalınlığını yapmak kolaydır, özellikle kalıp üzerindeki dışbükey ve içbükey parçalar, plastik parçanın karşılık gelen kısmının duvar kalınlığı en ince olanıdır.
b. Plastik parçaların kalıplanmasında, keskin açı için plastik parçanın yapısının köşesinde kırışıklıkların görünmesi kolaydır.
c. Germe ve soğuma çizgileri genellikle parçanın yan tarafında görülür;
d. Vakum kalıplama ile üretilen diferansiyel basınç çok küçüktür (genellikle 0,07-0,09MPa), bu nedenle kalın duvarlı ve derin boşluklu parçaları kalıplayamaz.

>
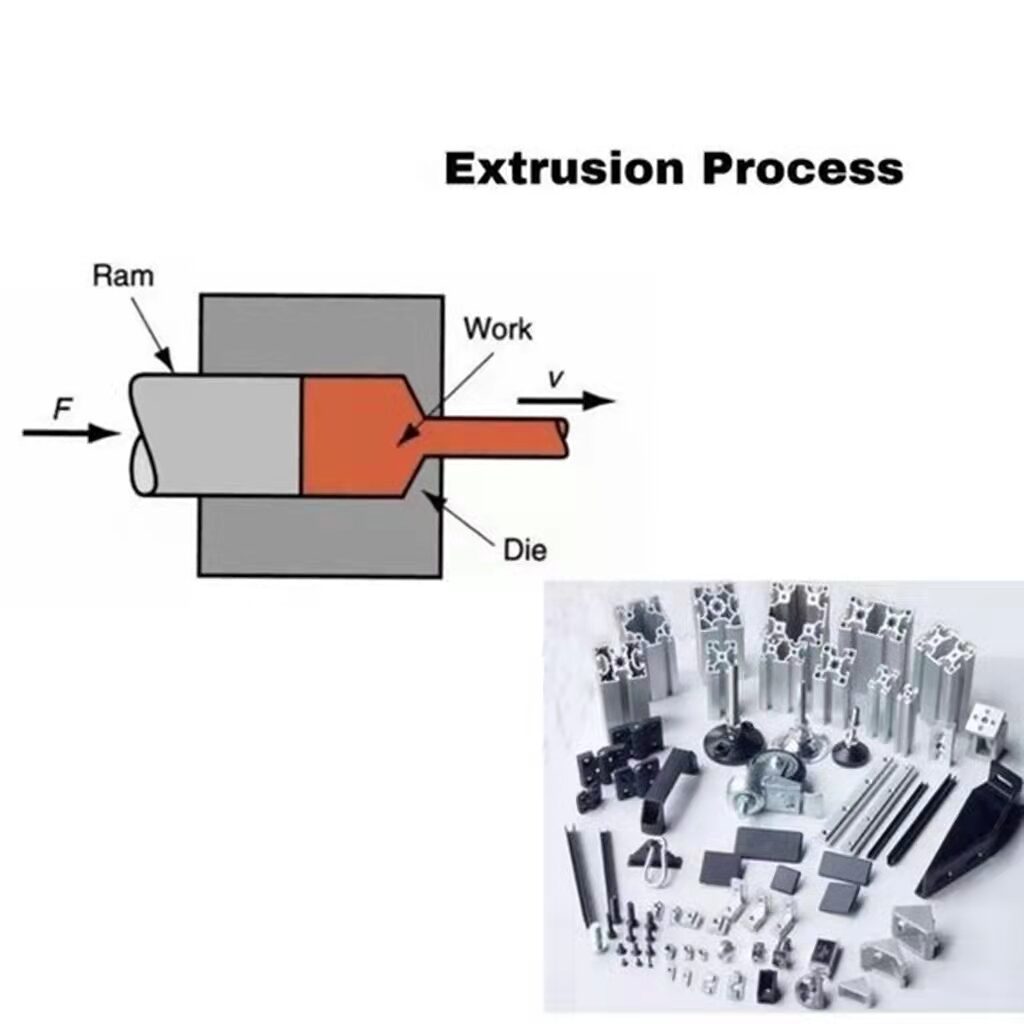
Ekstrüzyon kalıplama
Bu yöntemde reçine bir kıyma makinesi gibi üretim ekipmanına beslenir ve reçine dönen bir vida ile ileriye doğru taşınırken ısıtılır.
Reçine nozülden dışarı beslenir, eritilir ve şekillendirilirken aynı zamanda ekstrüde edilir. Boru gibi ürünlerin üretimi için uygundur.
1.Ekstrüzyon kalıplama prensibi
Ekstrüzyon kalıplama, plastik işlemede ekstrüzyon olarak da bilinir. Kauçuk olmayan ekstrüder işlemede, ekstrüzyon kalıbın kendisinde hidrolik pres basıncı kullanılarak preslenir.
Malzemenin vida tarafından ileri doğru itilirken ekstrüder kovanı ile vida arasındaki hareketle termoplastikleştirildiği ve çeşitli kesitli ürünler veya yarı ürünler yapmak için sürekli olarak kafadan geçirildiği bir işleme yöntemidir.

2. Ekstrüzyon kalıplamanın avantajları
Polimerler için diğer kalıplama yöntemleriyle karşılaştırıldığında, ekstrüzyon kalıplamanın bir dizi olağanüstü avantajı vardır.
a. Sürekli üretim Tüpler, levhalar, çubuklar, profiller, filmler, kablolar ve her uzunlukta monofilamentler gerektiği gibi üretilebilir.
b. Yüksek üretim verimliliği Ekstrüderin tek makine çıktısı yüksektir, örneğin 65 mm çapında bir ekstrüzyon ünitesi, PVC film üretir, yıllık çıktı 450 tondan fazla olabilir.
c. Geniş uygulama yelpazesi Bu işleme yöntemi kauçuk, plastik ve elyafın, özellikle plastik ürünlerin işlenmesinde yaygın olarak kullanılmaktadır, neredeyse çoğu termoplastik plastik ve bazı termoset plastikler bu yöntemle işlenebilir.
d. Çoklu kullanım Bir ekstrüder birçok çeşit malzeme ve ürünü işleyebilir. Malzemelerin özelliklerine ve ürünlerin şekil ve boyutlarına göre farklı vida ve kafalar değiştirilerek farklı ürünler üretilebilir.
e. Simple equipment, less investment Compared with injection molding and calendering, extrusion equipment is simple, easier to manufacture, lower equipment costs, and more convenient to install and commission. The equipment covers a small area, and the requirements for plant and supporting facilities are relatively simple.
3. Ekstrüzyon kalıplamanın dezavantajları
a. Ekstrüzyon prosesi tarafından üretilen yoğunluk zayıftır.
b. Ekipmanın kılıf ve çekirdek kombinasyonu zayıftır.
Vakum Şekillendirme
Vakum kalıplama, kalenderleme veya ekstrüzyon kalıplama ile önceden hazırlanmış bir levha veya plakanın yumuşatılması için ısıtılması, kalıptaki havanın emilmesi ve atmosferik basınç altında kalıba bastırılması yöntemidir.
Beslenme çantaları ve tepsiler gibi nispeten ince kaplar yapmak için kullanılır.
1. Vakumlu blister kalıplama prensibi
Vakum kalıplama prensibi, uygun ısıtma cihazı ile ısıtılan ve yumuşatılan termoplastik reçine tabakasının, vakum çekimi için açılan birçok küçük delik ile modele uygulanması ve ardından dışının çevredeki havadan kapatılması ve ardından kalıp boşluğu içindeki havanın vakum çıkarma deliğinden hızla çıkarılmasıdır.

2. Vakum emişli kalıplamanın avantajları
a. Düşük ekipman yatırımı
b. Kolay yapılabilen kalıplar (alçı kalıp, bakır kalıp, alüminyum kalıp)
c. Yüksek üretim verimliliği.
d. Ürün özelliklerinin güçlü uyarlanabilirliği. Vakum şekillendirme yöntemi ile ekstra büyük, ekstra küçük, ekstra kalın ve ekstra ince çeşitli ürünler üretebiliriz.
e. Günlük ihtiyaçlar, oyuncaklar, kırtasiye malzemeleri, tıbbi ilaçlar, donanım, elektronik, gıda vb. için geniş ürün yelpazesi
3. Vakumlu blister kalıplamanın dezavantajları
a. Vakumlu blister kalıplama sadece basit yapıya sahip yarım kabuk tipi ürünler üretebilir
b. Ürünlerin et kalınlığı daha düzgün olmalıdır ve farklı et kalınlığına sahip plastik ürünler yapılamaz.
c. Vakum emişli kalıplama ürünlerinin derinliği belirli bir ölçüde sınırlıdır, genel olarak kabın derinlik/çap oranı aşılmaz.
d. Parçaların kalıplama doğruluğu zayıftır ve bağıl hata genellikle 1%'nin üzerindedir.
e. Vakum emişli kalıplama ile farklı parçalar arasında şekil veya boyut tutarlılığı elde etmek zor olduğu gibi, aynı parçanın her bir parçasının duvar kalınlığının tekdüzeliğini sağlamak da zordur.
f. Vakum emişli kalıplama işlemi sırasında kalıbın bazı detayları ürüne tam olarak yansımaz.

block-heading”>Rotasyonel kalıplama
Rotasyonel kalıplama, rotasyonel kalıplama, döner kalıplama vb. olarak da bilinen rotasyonel kalıplama, bir termoplastik içi boş kalıplama yöntemidir.
Bu yöntem, plastik malzemenin önce kalıba eklenmesi, ardından kalıbın iki dikey eksen boyunca sürekli olarak dönmesi ve ısıtılmasıdır. Kalıbın içindeki plastik malzeme yavaş yavaş ve eşit bir şekilde kaplanır ve erir ve yerçekimi ve ısı etkisi altında kalıp boşluğunun tüm yüzeyine yapışır, istenen şekli oluşturur ve ardından ürünü soğutur ve şekillendirir.
1. Rotasyonel kalıplama prensibi
Kalıba reçine eklenir, kalıp kapatılır ve kalıp ısıtılır ve aynı zamanda kalıp, kesintisiz olarak dönmesi için iki dik açılı kesişen şaft kullanılarak üç boyutlu olarak döndürülür / yuvarlanır.
Reçine, kalıbın iç boşluğuna kendi yerçekimi ile eşit şekilde yayılır ve reçine tamamen eriyene ve kalıp boşluğunun iç duvarına eşit şekilde yapışana kadar kademeli olarak eritilir, ardından ısıtma durdurulur ve soğutma işlemine aktarılır ve ürün soğutulur ve katılaştırılır ve istenen dikişsiz içi boş ürünü elde etmek için kalıptan çıkarılır.

of rotational molding
a. Rotomolding kalıbının maliyeti düşüktür. Aynı boyuttaki ürünler için, rotomolding kalıbının maliyeti şişirme kalıplama maliyetinin yaklaşık 1/3 ila 1/4'ü kadardır ve enjeksiyon kalıplamaBüyük plastik ürünlerin kalıplanması için uygundur.
b. Çok türlü ve küçük lotlu plastik ürünlerin üretimi için uygundur.
Rotasyonel kalıplama ekipmanı iyi bir hareket kabiliyetine sahiptir, bir rotasyonel kalıplama makinesi, büyük bir kalıp kurabilir, ancak aynı zamanda bir dizi küçük satranç seti de düzenleyebilir.
Sadece farklı boyutlardaki parçaları kalıplamakla kalmaz, aynı zamanda farklı boyut ve şekillerdeki ürünleri de aynı anda kalıplayabilir. Rotomolding ürünlerinde kullanılan hammaddeler aynı ve ürünlerin kalınlıkları eşit olduğu sürece aynı anda rotomoldlanabilir ve kalıplar dış kuvvetlere maruz kalmaz, bu nedenle kalıplar basit, ucuz ve üretimi kolaydır.
c. Kalıp ayrıca nispeten daha ucuzdur, çünkü yapılması gereken bazı iç maçalara sahip değildir.
d. Rotasyonel kalıplama ile ürünlerin rengini değiştirmek çok kolaydır, her seferinde malzeme doğrudan kalıba eklenir, bu da malzemenin tamamını ürün haline getirir ve ürünler kalıptan çıkarıldıktan sonra bir sonraki kalıplama için gerekli malzeme eklenir.
Bu nedenle, ürünün rengini değiştirmemiz gerektiğinde, herhangi bir damla hammaddeyi boşa harcamayacağız ve makineyi ve kalıbı temizlemek için zaman harcamamıza gerek kalmayacak.
e. Her türlü karmaşık içi boş parçanın kalıplanması için uygun olan rotomolding işlemi, malzemeyi, kalıbın ağırlığını ve çerçevenin kendisini desteklemek ve kalıp kuvvetini kapatmak için malzeme sızıntısını önlemek için yalnızca çerçevenin gücünü gerektirir.
Bu nedenle, büyük ve çok büyük plastik parçalar rotomolding yapılsa bile, çok hantal ekipman ve kalıpların kullanılmasına gerek yoktur ve işleme ve kalıp imalatı kısa üretim döngüsü ve nispeten düşük maliyeti ile çok kullanışlıdır.
f. Rotomolding işlemi hammadde tasarrufu sağlar Rotomolded ürünlerin duvar kalınlığı nispeten düzgündür ve pahta biraz daha kalındır, bu nedenle hammadde tasarrufu için elverişli olan malzemenin etkinliğini tam olarak oynayabilir.
g. Rotomolding ürünlerinin şekli çok karmaşık olabilir ve kalınlık 5 mm'den fazla olabilir.

3. Rotomolding'in dezavantajları
a. Hammadde maliyeti nispeten yüksektir. Plastik hammaddelerin çoğu tanecikli olduğundan, rotomolding için kullanılmadan önce toz haline getirilmeleri gerekir.
Taşlama işlemi hammadde maliyetini büyük ölçüde artırır ve taşlama kalitesi rotomolding sürecindeki en önemli faktörlerden biridir.
b. Rotomolding için uygun hammaddeler sınırlıdır. Yıllar süren geliştirmeden sonra, rotomolding için uygun plastik hammadde türleri hala sınırlıdır ve polietilen, rotomoldingde kullanılan malzemelerin 90%'sinden fazlasını oluşturmaktadır.
c. Düşük üretim verimliliği ve yüksek enerji tüketimi. Çünkü her bir ürünün kalıplanması ve reçine tozunun reçinenin erime sıcaklığına kadar ısıtılması ve ardından oda sıcaklığına soğutulması gerekir, bu nedenle tüm üretim döngüsü uzundur, genellikle birkaç dakika sürer.
d. Yüksek üretim işçiliği yoğunluğu. Rotomolding sürecinde, yükleme ve kalıptan çıkarma işlemi genellikle manuel işlem gerektirir, bu nedenle emek yoğunluğu yüksektir. Bu durum özellikle karmaşık ürünler için geçerlidir.
e. Katı ürünler, katı parçaların oluşturulması zordur. Rotasyonel kalıplama genellikle yalnızca içi boş veya kabuk ürünler üretebilir, yalnızca köpük aracılığıyla tüm ürün katı hale getirilebilir. Rotasyonel kalıplama, ürünün mukavemetini artırmak için kullanılan katı sekmeleri ve takviye yapılarını kalıplamak için de zordur.
f. Zayıf boyutsal doğruluk. Rotomolded ürünlerin boyutu, hammadde çeşitlerinin etkisine ek olarak, aynı zamanda soğutma hızı, ayırıcı maddeler ve diğer faktörler tarafından da kontrol edilir, bu nedenle boyut doğruluğunu kontrol etmek daha zordur.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







